JP2006502004A - 連続鋳造鋳型内へと流入する鋳鋼溶湯のための電磁的な制動装置 - Google Patents
連続鋳造鋳型内へと流入する鋳鋼溶湯のための電磁的な制動装置 Download PDFInfo
- Publication number
- JP2006502004A JP2006502004A JP2004533252A JP2004533252A JP2006502004A JP 2006502004 A JP2006502004 A JP 2006502004A JP 2004533252 A JP2004533252 A JP 2004533252A JP 2004533252 A JP2004533252 A JP 2004533252A JP 2006502004 A JP2006502004 A JP 2006502004A
- Authority
- JP
- Japan
- Prior art keywords
- braking device
- core
- mold
- magnet coil
- cooling water
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
- B22D11/11—Treating the molten metal
- B22D11/114—Treating the molten metal by using agitating or vibrating means
- B22D11/115—Treating the molten metal by using agitating or vibrating means by using magnetic fields
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/16—Controlling or regulating processes or operations
- B22D11/18—Controlling or regulating processes or operations for pouring
- B22D11/181—Controlling or regulating processes or operations for pouring responsive to molten metal level or slag level
- B22D11/186—Controlling or regulating processes or operations for pouring responsive to molten metal level or slag level by using electric, magnetic, sonic or ultrasonic means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D27/00—Treating the metal in the mould while it is molten or ductile ; Pressure or vacuum casting
- B22D27/02—Use of electric or magnetic effects
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C13/00—Rolls, drums, discs, or the like; Bearings or mountings therefor
- F16C13/02—Bearings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F7/00—Magnets
- H01F7/06—Electromagnets; Actuators including electromagnets
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Power Engineering (AREA)
- Continuous Casting (AREA)
- Braking Arrangements (AREA)
Abstract
【解決手段】振動運動する質量を減少させるために、および同時に、磁界強度を高めるために、コア5は、一方では、このマグネットコイル2を収容するこれら幅広側面壁3、4に対して間隔をおいて移動可能な主部材6、および、他方では、この鋳型1の冷却水ボックス7、7′内において強固に設けられている付加的部材8、8′から成っており、その際、これらコア部材6、8が、互いに接近するように移動された作動位置内において、閉鎖された磁束10を形成するためのU字形のヨーク9、9′を形成し、および、互いに離れるように移動された位置内においてこの磁束10の遮断を生起する。
Description
この磁界を形成するために、この連続鋳造鋳型の幅広側面の銅板に、強磁性体コアが装着され、これら強磁性体コアは、これら強磁性体コアを囲繞するコイルによって励磁される。この磁界によって生起される制動、および鋳込み流の整向は、鋼ストランドの均等な鋳造の目的で、鋼溶湯浴の沈静、およびこの当該の鋼溶湯浴の内での乱流の減少を生起する。
それぞれの鋳型交換の際に、電気的な結合は、連結もしくは解離されるべきであり、このことによって、交換時間が、かなり増大される。
改善策は、いわゆるウィンドウ解決策(Window-Loesung)であり、この改善策の場合、それぞれのストランドに、1つの電磁的な制動装置が所属して設けられており、この制動装置が、鋳型交換の際にこの機械内において残留する。
1つの鋳型交換のために、その際に、電磁的な制動装置は、鋳型から取り出され、且つ、
鋳型の組込みが行われた後、再び、作動位置内へと進入される。
従って、電気的な結合の時間のかかる連結および分離は行う必要が無く、および、投資コストは、明確に減少される。
このウィンドウ解決策の欠点は、しかしながら、1つの現行の設備内における後のシステムアップが、ただ鋳込み台の担持構造の、大きな時間の消費および変更の手間暇だけでもって可能であることである。更に、旧来のウィンドウ解決策のための所要スペースは、特に多重ストランド製造設備の場合に非常に大きく、且つコストがかかる。
この鋳型に対する旋回レバーを用いての枢着の結果として、この電磁的な制動装置が、連続鋳造鋳型と一緒に振動可能でないことは達成される。
一方では、この部分コアの主部材、および、マグネットコイル、移動ユニット並びに案内部を有する移動可能な部分コアが、
並びに他方では、鋳型の冷却水ボックス内において強固に設けられた、特に溶接して嵌め込まれた付加的コア部材が、
これら移動可能な部分コアと付加的コア部材の、接触位置において、如何なる強固な機械的な結合も形成せず、むしろ、これら移動可能な部分コアと付加的コア部材が、磁力によって結合されていることによって与えられる。
従って、この装置の振動可能な、および、振動可能でない質量を、作動状態において相互に分離することは達成される。
このエアークッションは、圧縮空気の導入によって、問題無く接触位置の中央の領域内へと維持されている。
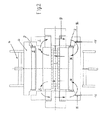
このコア5は、一方では、このマグネットコイル2を収容するこれら幅広側面壁3、4に対して間隔をおいて移動可能な主部材6、および、他方では、この鋳型1の冷却水ボックス7、7′内において強固に設けられている付加的部材8、8′から成っており、その際、これら部材6、8が、互いに接近するように移動された作動位置内において、閉鎖された磁束10を形成するためのU字形のヨーク9、9′を形成し、および、そのことが図1の上側の半分に図示されているように、互いに離れるように移動された位置内においてこの磁束10の遮断を生起する。
一方では、この部分コアの主部材6、および、マグネットコイル2、移動ユニット14並びに案内部13を有する移動可能な部分コアが、
並びに他方では、鋳型1の冷却水ボックス7、7′内において強固に設けられた、特に溶接して嵌め込まれた付加的コア部材8、8′が、
これら移動可能な部分コアと付加的コア部材の、接触位置16、16′において、如何なる強固な機械的な結合も形成せず、むしろ、これら移動可能な部分コアと付加的コア部材が、磁力によって結合されている。
これら接触位置16、16′は、滑り支承部またはローラ支承部17として形成されており、これら接触位置の冷却水ボックス7、7′に所属して設けられた部材8、8′が、これら接触位置との協働で、鋳型1との振動運動状態に励起され、これに対して、コア5の主部材6、並びにマグネットコイル2に所属して設けられた部材が、移動ユニット14、および案内部13をも含めて、振動運動から解放されている。その際、この振動運動のために必要な力の消費は、この制動装置の共振する付加的負荷による負荷から解放される。
接触位置16、16′の領域内において、滑り支承部17の滑り摩擦は、滑り層18、18′、特にエアークッションを介して、少なくとも大部分は消失されている。その際、このエアークッションは、圧縮空気の導入によって、接触位置16、16′の中央の領域内へと、簡単な、および信頼性の高い方法で維持されている。
2 マグネットコイル
3 鋳型幅側面
4 鋳型幅側面
5 コア
6 コアの主部材
7 冷却水ボックス
8 コアの付加的部材
9 ヨーク
10 磁束
11 切欠き部
12 強磁性の充填部材
13 案内部
14 電気駆動装置
15 液圧駆動装置
16 接触位置
17 滑り支承部/ローラ支承部
18 滑り層
Claims (9)
- 鋳型幅広側面(3、4)に所属して設けられ得る強磁性のコア(5)を有する少なくとも1つのマグネットコイル(2)を備える、連続鋳造鋳型(1)内へと流入する鋳鋼溶湯のための電磁的な制動装置において、
コア(5)は、一方では、このマグネットコイル(2)を収容するこれら幅広側面壁(3、4)に対して間隔をおいて移動可能な主部材(6)、および、他方では、この鋳型(1)の冷却水ボックス(7、7′)内において強固に設けられている付加的部材(8、8′)から成っており、その際、これらコア部材(6、8)が、互いに接近するように移動された作動位置内において、閉鎖された磁束(10)を形成するためのU字形のヨーク(9、9′)を形成し、および、互いに離れるように移動された位置内においてこの磁束(10)の遮断を生起するように構成されていることを特徴とする制動装置。 - ヨーク(9、9′)に、冷却水ボックス(7、7′)内において設けられた、コア(5)の強磁性の付加的部材(8、8′)が所属して設けられ得るように構成されていることを特徴とする請求項1に記載の制動装置。
- 幅広側面壁(3、4)は、冷却水ボックス(7、7′)の方を向いた側面において垂直方向に延在する切欠き部(11、11′)を有して形成されており、これら切欠き部内へと、強磁性の充填部材(12、12′)が押し嵌め可能であるように構成されていることを特徴とする請求項1または2に記載の制動装置。
- マグネットコイル(2)を有するコア(5)の主部材(6)は、案内部(13、13′)内において、液圧駆動装置、または電気駆動装置(14)を用いて、幅広側面壁(3、4)に対して垂直方向に移動可能であるように構成されていることを特徴とする請求項1から3のいずれか一つに記載の制動装置。
- 充填部材(12、12′)は、長さ、または幅、及び/または深さにおいて可変であるように構成されていることを特徴とする請求項1から4のいずれか一つに記載の制動装置。
- 一方では、この部分コアの主部材(6)およびマグネットコイル(2)、移動ユニット(14)および案内部(13)を有する移動可能な部分コアは、
並びに他方では、鋳型(1)の冷却水ボックス(7、7′)内において強固に設けられた、特に溶接して嵌め込まれた付加的コア部材(8、8′)は、これら付加的コア部材の接触位置(16、16′)において、如何なる強固な機械的な結合も形成せず、むしろ、これら移動可能な部分コアが、磁力によって結合されていることを特徴とする請求項1から5のいずれか一つに記載の制動装置。 - これら接触位置(16、16′)は、滑り支承部またはローラ支承部(17、17′)として形成されており、これら接触位置の冷却水ボックス(7、7′)に所属して設けられた部材(8、8′)が、これら接触位置との協働で、鋳型(1)との振動運動状態に励起され、
これに対して、コアの主部材(6)、並びにマグネットコイル(2)に所属して設けられた部材が、移動ユニット(14)、および案内部(13)をも含めて、振動運動から解放されているように構成されていることを特徴とする請求項1から6のいずれか一つに記載の制動装置。 - 接触位置(16、16′)の領域内において、滑り支承部(17、17′)の滑り摩擦は、滑り層(18、18′)、特にエアークッションを介して、少なくとも大部分は消失されているように構成されていることを特徴とする請求項1から7のいずれか一つに記載の制動装置。
- エアークッションは、圧縮空気の導入によって、接触位置(16、16′)の中央の領域内へと維持されているように構成されていることを特徴とする請求項8に記載の制動装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10237188A DE10237188A1 (de) | 2002-08-14 | 2002-08-14 | Elektromagnetische Bremsvorrichtung für in eine Stranggießkokille einströmende Stahlschmelze |
| PCT/EP2003/007811 WO2004022264A1 (de) | 2002-08-14 | 2003-07-18 | Elektromagnetische bremsvorrichtung für in eine stranggiesskokille einströmende stahlschmelze |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2006502004A true JP2006502004A (ja) | 2006-01-19 |
| JP2006502004A5 JP2006502004A5 (ja) | 2009-06-04 |
| JP4413140B2 JP4413140B2 (ja) | 2010-02-10 |
Family
ID=30775253
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004533252A Expired - Fee Related JP4413140B2 (ja) | 2002-08-14 | 2003-07-18 | 連続鋳造鋳型内へと流入する鋳鋼溶湯のための電磁的な制動装置 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US20060102317A1 (ja) |
| EP (1) | EP1528964B1 (ja) |
| JP (1) | JP4413140B2 (ja) |
| KR (1) | KR101086664B1 (ja) |
| CN (1) | CN100335205C (ja) |
| AT (1) | ATE426474T1 (ja) |
| AU (1) | AU2003250098A1 (ja) |
| CA (1) | CA2495362C (ja) |
| DE (2) | DE10237188A1 (ja) |
| ES (1) | ES2324862T3 (ja) |
| WO (1) | WO2004022264A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008073717A (ja) * | 2006-09-20 | 2008-04-03 | Sumitomo Metal Ind Ltd | 連続鋳造用鋳型およびそれを用いた連続鋳造方法 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005042370A1 (de) | 2005-09-07 | 2007-03-15 | Sms Demag Ag | Bauteil für eine Stranggießkokille und Verfahren zur Herstellung des Bauteils |
| JP5023989B2 (ja) * | 2007-11-16 | 2012-09-12 | 住友金属工業株式会社 | 電磁攪拌・電磁ブレーキ兼用電磁コイル装置 |
| JP5023990B2 (ja) * | 2007-11-16 | 2012-09-12 | 住友金属工業株式会社 | 電磁攪拌・電磁ブレーキ兼用電磁コイル装置 |
| DE102007057424A1 (de) | 2007-11-29 | 2009-06-04 | Sms Demag Ag | Brems-/Rührspulenanordnung an Stranggießkokillen |
| DE102009029889A1 (de) | 2008-07-15 | 2010-02-18 | Sms Siemag Ag | Elektromagnetische Bremseinrichtung an Stranggießkokillen |
| DE102010022691A1 (de) * | 2010-06-04 | 2011-12-08 | Sms Siemag Ag | Stranggießvorrichtung mit einer Anordnung elektromagnetischer Spulen |
| ES2404980R1 (es) * | 2011-11-14 | 2013-09-19 | Bsh Electrodomesticos Espana | Encimera de cocción a gas |
| DE102015207342B4 (de) * | 2015-04-22 | 2021-09-23 | BSH Hausgeräte GmbH | Wäschepflegegerät mit einem Dosiersystem |
| WO2022211538A1 (ko) * | 2021-04-01 | 2022-10-06 | 주식회사 퓨쳐캐스트 | 전자기 교반모듈을 구비한 세미솔리드 다이캐스팅 장치 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE501322C2 (sv) * | 1993-01-19 | 1995-01-16 | Asea Brown Boveri | Anordning vid stränggjutning i kokill |
| DE4429685A1 (de) * | 1994-08-22 | 1996-02-29 | Schloemann Siemag Ag | Stranggießanlage zum Gießen von Dünnbrammen |
| EP0880417B1 (en) * | 1996-02-13 | 2000-05-03 | Abb Ab | A device for casting in a mould |
| US20020005267A1 (en) * | 1997-05-29 | 2002-01-17 | Susumu Yuhara | Electromagnetic braking device for continuous casting mold and method of continuous casting by using the same |
| FR2772294B1 (fr) * | 1997-12-17 | 2000-03-03 | Rotelec Sa | Equipement de freinage electromagnetique d'un metal en fusion dans une installation de coulee continue |
| SE515990C2 (sv) * | 1999-09-03 | 2001-11-05 | Abb Ab | Anordning för kontinuerlig eller halvkontinuerlig gjutning av metaller |
| FR2801523B1 (fr) * | 1999-11-25 | 2001-12-28 | Usinor | Procede de coulee continue des metaux du type utilisant des champs electromagnetiques, et lingotiere et installation de coulee pour sa mise en oeuvre |
| DE10146993A1 (de) * | 2001-09-25 | 2003-04-10 | Sms Demag Ag | Elektromagnetische Bremsvorrichtung für die Kokille einer Stranggießanlage |
| CN2504012Y (zh) * | 2001-11-05 | 2002-08-07 | 鞍钢矿山耐磨材料有限公司 | 环岛型水冷铸段模具 |
-
2002
- 2002-08-14 DE DE10237188A patent/DE10237188A1/de not_active Withdrawn
-
2003
- 2003-07-18 WO PCT/EP2003/007811 patent/WO2004022264A1/de not_active Ceased
- 2003-07-18 AU AU2003250098A patent/AU2003250098A1/en not_active Abandoned
- 2003-07-18 EP EP03793621A patent/EP1528964B1/de not_active Expired - Lifetime
- 2003-07-18 DE DE50311342T patent/DE50311342D1/de not_active Expired - Lifetime
- 2003-07-18 ES ES03793621T patent/ES2324862T3/es not_active Expired - Lifetime
- 2003-07-18 AT AT03793621T patent/ATE426474T1/de active
- 2003-07-18 CN CNB038194651A patent/CN100335205C/zh not_active Expired - Fee Related
- 2003-07-18 CA CA2495362A patent/CA2495362C/en not_active Expired - Fee Related
- 2003-07-18 US US10/524,348 patent/US20060102317A1/en not_active Abandoned
- 2003-07-18 JP JP2004533252A patent/JP4413140B2/ja not_active Expired - Fee Related
- 2003-07-18 KR KR1020057002422A patent/KR101086664B1/ko not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008073717A (ja) * | 2006-09-20 | 2008-04-03 | Sumitomo Metal Ind Ltd | 連続鋳造用鋳型およびそれを用いた連続鋳造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101086664B1 (ko) | 2011-11-24 |
| JP4413140B2 (ja) | 2010-02-10 |
| CA2495362C (en) | 2010-11-16 |
| EP1528964A1 (de) | 2005-05-11 |
| WO2004022264A1 (de) | 2004-03-18 |
| ATE426474T1 (de) | 2009-04-15 |
| CN1675012A (zh) | 2005-09-28 |
| KR20050056968A (ko) | 2005-06-16 |
| CA2495362A1 (en) | 2004-03-18 |
| AU2003250098A1 (en) | 2004-03-29 |
| US20060102317A1 (en) | 2006-05-18 |
| EP1528964B1 (de) | 2009-03-25 |
| CN100335205C (zh) | 2007-09-05 |
| ES2324862T3 (es) | 2009-08-18 |
| DE10237188A1 (de) | 2004-02-26 |
| DE50311342D1 (de) | 2009-05-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3763582B2 (ja) | モールドにおいて鋳造する装置 | |
| JP4413140B2 (ja) | 連続鋳造鋳型内へと流入する鋳鋼溶湯のための電磁的な制動装置 | |
| JP2006502004A5 (ja) | ||
| CN101868311B (zh) | 能够兼用作电磁搅拌和电磁制动的铸模内熔钢用的电磁线圈装置 | |
| CN102099136B (zh) | 在连铸结晶器上的电磁制动装置 | |
| JPH09164458A (ja) | スラブ連続鋳造鋳型用電磁攪拌装置 | |
| JPS60106651A (ja) | 溶湯流動制御装置 | |
| JP4237625B2 (ja) | 連続鋳造設備の鋳型のための電磁制動装置 | |
| CN212822569U (zh) | 一种连铸坯火焰切割机电磁限位装置 | |
| CN111702141A (zh) | 一种连铸坯火焰切割机电磁限位装置与方法 | |
| JPS59101261A (ja) | 静磁場溶鋼流制動を行う連続鋳造方法 | |
| JPH1199057A (ja) | リニアモータ式カーテン開閉装置 | |
| CN221808924U (zh) | 一种可稳定拉速的连铸机 | |
| CN103182488A (zh) | 一种一机两流板坯连铸机及其生产方法 | |
| JPH04147754A (ja) | 連続鋳造設備の溶鋼流制御装置 | |
| JP2944473B2 (ja) | 連続鋳造鋳型の電磁ブレーキ装置 | |
| JP5505967B2 (ja) | 連続鋳造用鋳型 | |
| KR20010058132A (ko) | 연속주조용 주형의 고주파 수평진동 장치 | |
| KR20130046742A (ko) | 쉬라우드 노즐 체결장치 | |
| JPH1177258A (ja) | 連続鋳造機の電磁ブレーキ装置 | |
| WO2007061373A1 (en) | An electromagnetic braking device for continuous or semicontinuous casting of metal | |
| JP2009506896A (ja) | 連続鋳造型用の構成部材と構成部材を製造する方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060605 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20081211 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090120 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20090416 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090609 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090903 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20091020 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20091117 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121127 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131127 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |