JP2007014875A - 重合炉の脱臭方法 - Google Patents
重合炉の脱臭方法 Download PDFInfo
- Publication number
- JP2007014875A JP2007014875A JP2005198391A JP2005198391A JP2007014875A JP 2007014875 A JP2007014875 A JP 2007014875A JP 2005198391 A JP2005198391 A JP 2005198391A JP 2005198391 A JP2005198391 A JP 2005198391A JP 2007014875 A JP2007014875 A JP 2007014875A
- Authority
- JP
- Japan
- Prior art keywords
- exhaust
- odor
- polymerization
- pattern
- raw material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000006116 polymerization reaction Methods 0.000 title claims abstract description 122
- 238000000034 method Methods 0.000 title claims abstract description 31
- 238000004332 deodorization Methods 0.000 title claims description 38
- 239000000203 mixture Substances 0.000 claims abstract description 97
- 239000002994 raw material Substances 0.000 claims abstract description 66
- 230000001877 deodorizing effect Effects 0.000 claims abstract description 32
- 238000012719 thermal polymerization Methods 0.000 claims abstract description 16
- 235000019645 odor Nutrition 0.000 claims description 142
- 239000004033 plastic Substances 0.000 claims description 8
- 239000000178 monomer Substances 0.000 claims description 5
- 238000011144 upstream manufacturing Methods 0.000 claims description 3
- 230000000379 polymerizing effect Effects 0.000 claims description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 25
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 16
- 238000011088 calibration curve Methods 0.000 description 13
- 230000007704 transition Effects 0.000 description 12
- 238000001816 cooling Methods 0.000 description 11
- 238000010586 diagram Methods 0.000 description 7
- 239000011521 glass Substances 0.000 description 7
- 239000003507 refrigerant Substances 0.000 description 7
- 239000000428 dust Substances 0.000 description 6
- 150000002430 hydrocarbons Chemical class 0.000 description 6
- 239000002390 adhesive tape Substances 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- 239000004215 Carbon black (E152) Substances 0.000 description 2
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 238000001514 detection method Methods 0.000 description 2
- 229930195733 hydrocarbon Natural products 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 230000036962 time dependent Effects 0.000 description 2
- VHSHLMUCYSAUQU-UHFFFAOYSA-N 2-hydroxypropyl methacrylate Chemical compound CC(O)COC(=O)C(C)=C VHSHLMUCYSAUQU-UHFFFAOYSA-N 0.000 description 1
- LCFVJGUPQDGYKZ-UHFFFAOYSA-N Bisphenol A diglycidyl ether Chemical compound C=1C=C(OCC2OC2)C=CC=1C(C)(C)C(C=C1)=CC=C1OCC1CO1 LCFVJGUPQDGYKZ-UHFFFAOYSA-N 0.000 description 1
- 239000005058 Isophorone diisocyanate Substances 0.000 description 1
- 239000000232 Lipid Bilayer Substances 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 1
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- -1 benzyl methacrylate Urethane dimethacrylate Chemical compound 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000012790 confirmation Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- STVZJERGLQHEKB-UHFFFAOYSA-N ethylene glycol dimethacrylate Chemical compound CC(=C)C(=O)OCCOC(=O)C(C)=C STVZJERGLQHEKB-UHFFFAOYSA-N 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000003999 initiator Substances 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- NIMLQBUJDJZYEJ-UHFFFAOYSA-N isophorone diisocyanate Chemical compound CC1(C)CC(N=C=O)CC(C)(CN=C=O)C1 NIMLQBUJDJZYEJ-UHFFFAOYSA-N 0.000 description 1
- 230000007257 malfunction Effects 0.000 description 1
- 230000009965 odorless effect Effects 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000011941 photocatalyst Substances 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
Images







Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P20/00—Technologies relating to chemical industry
- Y02P20/10—Process efficiency
Landscapes
- Treating Waste Gases (AREA)
- Polymerisation Methods In General (AREA)
Abstract
【課題】 予め測定された原料組成物の熱重合時に発生する臭気の臭気濃度の発生パターンに基づいた予測パターンから、臭気を脱臭する排気強度を予測制御して、省エネルギー運転が可能な重合炉の脱臭方法を提供する。
【解決手段】 重合炉1は、炉室22の雰囲気を排気する排気ファン42と、排気流路41と、排気流路を流れる雰囲気の排気量を制御する排気ダンパ43と、臭気測定器44と、脱臭装置45と、臭気測定器の検知した臭気濃度に基づいて排気ファン及び排気ダンパの排気強度を制御する臭気制御部46を備え、臭気制御部46は、予め測定された原料組成物の熱重合時に発生する臭気濃度の発生パターンに基づいて臭気濃度の予測パターンを演算し、演算された臭気濃度の予測パターンに応じて排気強度を制御すると共に、臭気測定器44の検知した臭気濃度が、予測パターンの所定の範囲を超えた場合に、排気強度を補正する制御を行う。
【選択図】 図1
【解決手段】 重合炉1は、炉室22の雰囲気を排気する排気ファン42と、排気流路41と、排気流路を流れる雰囲気の排気量を制御する排気ダンパ43と、臭気測定器44と、脱臭装置45と、臭気測定器の検知した臭気濃度に基づいて排気ファン及び排気ダンパの排気強度を制御する臭気制御部46を備え、臭気制御部46は、予め測定された原料組成物の熱重合時に発生する臭気濃度の発生パターンに基づいて臭気濃度の予測パターンを演算し、演算された臭気濃度の予測パターンに応じて排気強度を制御すると共に、臭気測定器44の検知した臭気濃度が、予測パターンの所定の範囲を超えた場合に、排気強度を補正する制御を行う。
【選択図】 図1
Description
本発明は、原料組成物を熱重合する重合炉の脱臭方法に関する。
眼鏡レンズ等のプラスチックレンズの製造は、注型成形法、射出成形法、切削研磨法等により、所望の光学性能を有する形状が形成される。このうち、高性能のプラスチックレンズの製造には、注型成形法が広く用いられている。注型成形法は、所望の成形面を有する2枚のガラス型を所定の間隔に対向配置し、その周面を粘着テープ等で封止したモールド型の内部に、原料組成物を注入した後、原料組成物を加熱して硬化(熱重合)させ、プラスチックレンズを得ることができる。
こうした原料組成物の熱重合には、一般的に温度制御装置として重合炉が用いられる。熱重合は、原料組成物が注入されたモールド型が重合炉内に載置され、重合炉が所定の温度パターン(後述する図1参照)に温度制御されて、原料組成物の硬化が行われる。この熱重合の際、モールド型(原料組成物)は、20時間程度の経過時間内に30〜120℃程度に温度制御(加熱)され、重合される原料組成物から炭化水素化合物等の臭気が発生する。この発生した臭気を、重合炉内から効率良く排気および脱臭することが求められる。
重合炉とは異なるが、工場より発生する塵埃を、ガス温度、ダスト濃度等の条件から自動的に運転パターンを選択し、インバータ等の回転数制御装置で吸引ファンの回転数を制御し、省エネルギー運転を行う集塵装置の管理システムが提案されている(例えば、特許文献1参照)。
しかしながら、上記の集塵装置は、ガス温度、ダスト濃度の実測値に応じて運転パターンを選択し、吸引ファンの回転数を制御しているため、タイムラグが発生すると共に、環境(工場)のダスト濃度が均一でない場合には、確実な吸気を行うために必要以上の吸気運転が行われることが想定される。
そこで、本発明は、予め測定された原料組成物の熱重合時に発生する臭気の臭気濃度の発生パターンに基づいた予測パターンから、臭気を脱臭する排気強度を予測制御して、省エネルギー運転が可能な重合炉の脱臭方法を提供する。
そこで、本発明は、予め測定された原料組成物の熱重合時に発生する臭気の臭気濃度の発生パターンに基づいた予測パターンから、臭気を脱臭する排気強度を予測制御して、省エネルギー運転が可能な重合炉の脱臭方法を提供する。
上記課題を解決するために、本発明の重合炉の脱臭方法は、原料組成物を熱重合する重合炉の脱臭方法であって、前記重合炉は、重合炉内の雰囲気を排気する排気ファンと、前記重合炉内の雰囲気を前記排気ファンに導くための排気流路と、前記排気流路上に前記排気流路を流れる前記雰囲気の排気量を開口度で制御する排気ダンパと、前記排気ダンパの上流側の前記排気流路上に前記重合炉内の臭気濃度を検知する臭気測定器と、前記排気ダンパの下流側の前記排気流路上に前記雰囲気中に含まれる臭気を除去する脱臭装置と、前記臭気測定器の検知した臭気濃度に基づいて前記排気ファン及び前記排気ダンパの排気強度を制御する臭気制御部と、を備え、前記臭気制御部は、予め測定された前記原料組成物の熱重合時に発生する臭気濃度の発生パターンに基づいて臭気濃度の予測パターンを演算し、演算された前記臭気濃度の予測パターンに応じて前記排気強度を制御すると共に、前記臭気測定器の検知した臭気濃度が、前記予測パターンの所定の範囲を超えた場合に、前記排気強度を補正する制御を行うことを特徴とする。
これによれば、重合炉を構成する臭気制御部が、予め測定された原料組成物の熱重合時に発生する臭気濃度の発生パターンに基づいて臭気濃度の予測パターンを演算し、演算された臭気濃度の予測パターンに応じて、重合炉内の雰囲気を排気する排気ファン及び排気ダンパの排気強度を制御すると共に、臭気測定器の検知した臭気濃度が、予測パターンの所定の範囲を超えた場合に、排気ファン及び排気ダンパの排気強度を補正する制御を行うことにより、無駄な電力を消費することなく省エネルギー運転で、原料組成物の熱重合時に発生する臭気を取り除くことが可能な重合炉の脱臭方法が得られる。
また、本発明の重合炉の脱臭方法は、前記排気強度の制御は、前記排気ファンの運転が周波数制御されると共に、前記排気ダンパの開口度が制御されることを特徴とする。
これによれば、予め測定された原料組成物の熱重合時に発生する臭気濃度の発生パターンに基づいて臭気濃度の予測パターンを演算し、演算された臭気濃度の予測パターンに応じて、排気ファンの運転が周波数制御されると共に、排気ダンパの開口度が制御されることにより、無駄な電力を消費することなく省エネルギー運転で、原料組成物の熱重合時に発生する臭気を取り除くことが可能な重合炉の脱臭方法が得られる。
これによれば、予め測定された原料組成物の熱重合時に発生する臭気濃度の発生パターンに基づいて臭気濃度の予測パターンを演算し、演算された臭気濃度の予測パターンに応じて、排気ファンの運転が周波数制御されると共に、排気ダンパの開口度が制御されることにより、無駄な電力を消費することなく省エネルギー運転で、原料組成物の熱重合時に発生する臭気を取り除くことが可能な重合炉の脱臭方法が得られる。
また、本発明の重合炉の脱臭方法は、前記予測パターンは、前記予め測定された臭気濃度の発生パターンに基づいて、前記重合炉内に投入される前記原料組成物の体積値に対応したパターンに演算されたことを特徴とする。
これによれば、重合される原料組成物から発生する臭気の臭気濃度は、原料組成物の体積に略比例した値を示す。したがって、予め測定された臭気濃度の発生パターンに基づいて、重合するさまざまな体積の臭気濃度を予測することができる。予め測定する臭気濃度の発生パターンは、原料組成物の種類毎に、少なくても2種類以上の異なる体積の臭気濃度の発生パターンを測定するのが望ましい。これにより、重合する原料組成物の体積に対応する2つの検量線間を比例演算することで、臭気濃度を予測することができる。
また、本発明の重合炉の脱臭方法は、前記原料組成物は、2種以上の重合性単量体から構成されるプラスチックレンズ用組成物であることを特徴とする。
これによれば、熱重合される原料組成物が、2種以上の重合性単量体から構成される熱硬化性のプラスチックレンズ用組成物であることにより、安定した重合品質のプラスチックレンズを得ることができると共に、重合時に発生する炭化水素系化合物等の臭気成分を捕捉し、かつ省エネルギー運転が可能な重合炉の脱臭方法が得られる。
これによれば、熱重合される原料組成物が、2種以上の重合性単量体から構成される熱硬化性のプラスチックレンズ用組成物であることにより、安定した重合品質のプラスチックレンズを得ることができると共に、重合時に発生する炭化水素系化合物等の臭気成分を捕捉し、かつ省エネルギー運転が可能な重合炉の脱臭方法が得られる。
図1は、本発明の脱臭方法に用いる重合炉の模式図である。
図1において、重合炉1は、重合炉本体2、温度制御装置3、脱臭制御装置4、操作部5を備えている。
図1において、重合炉1は、重合炉本体2、温度制御装置3、脱臭制御装置4、操作部5を備えている。
重合炉本体2は、断熱壁21に囲まれた炉室22内に、炉室22の循環空気(雰囲気)を加熱するヒータ23と、炉室22の循環空気を冷却するラジエタ24と、炉室22の循環空気の温度を検出する制御用温度センサ25と、炉室22の空気を循環させるファン26と、熱重合(以後、重合と示す)される重合組成物が注入されたモールドWを載置する棚27を備えている。この棚27には、後述する重合処理される熱硬化性組成物が注入されたモールドWが、所望の数量載置されている。
また、断熱壁21には、炉室22に重合炉本体2外の外部空気が供給可能な空気取入れ口28と、炉室22の循環空気(雰囲気)を排気する排気口29が設置されている。空気取入れ口28には、吸気管6が連結して取付けられており、この吸気管6の流路上には吸気ダンパ7が配備されている。吸気ダンパ7は、モータM3の作動により吸気ダンパ7の開口度が調節されて、炉室22に重合炉1外の外部空気を取入れる。
温度制御装置3は、冷却装置31、戻り管32、供給管33、熱媒体温度センサ34、温度制御部35を備えている。
冷却装置31は、熱媒体として、例えばフロン冷媒として代替冷媒と呼ばれるHFC(ハイドロフルオロカーボン)冷媒を用いた、いわゆる直接式(直膨式)冷凍機であり、炉室22内のラジエタ24において熱交換され、高温ガス化したHFC冷媒(冷媒ガス)を、戻り管32を介して吸引し、吸引されたHFC冷媒を温度制御部35の制御信号に基づいて冷却し、冷却され液化(凝縮)したHFC冷媒を、供給管33を介してラジエタ24に供給(噴射)する。
冷却装置31は、熱媒体として、例えばフロン冷媒として代替冷媒と呼ばれるHFC(ハイドロフルオロカーボン)冷媒を用いた、いわゆる直接式(直膨式)冷凍機であり、炉室22内のラジエタ24において熱交換され、高温ガス化したHFC冷媒(冷媒ガス)を、戻り管32を介して吸引し、吸引されたHFC冷媒を温度制御部35の制御信号に基づいて冷却し、冷却され液化(凝縮)したHFC冷媒を、供給管33を介してラジエタ24に供給(噴射)する。
熱媒体温度センサ34は、供給管33上に配備されており、冷却装置31において冷却され、ラジエタ24に循環供給されるHFC冷媒の温度を検出し、検出された温度値を温度制御部35に出力する。
温度制御部35は、ヒータ23、ファン26、冷却装置31を制御する制御手段であり、温度PID(Proportional Integral Derivative)制御コントローラ、メモリ等からなる温度演算部36と、インバータマイコン、メモリ等からなり、温度演算部36の制御信号に基づいて冷却装置31とヒータ23に調節量を出力する温度調整部37を備えている。
温度演算部36は、炉室22内に配置された制御用温度センサ25及び熱媒体温度センサ34における現在の検出温度値と、メモリに予め格納された後述する重合のための設定温度値(重合温度パターン)との比較演算結果から最適なPID値を演算する。そして、演算されたPID値に基づく加熱/冷却PID制御信号を温度調整部37に出力する。温度調整部37は、温度演算部36から入力された制御信号に基づいて、重合温度パターンに沿うように冷却装置31およびヒータ23を制御して、炉室22内の棚27に載置されたモールドW(原料組成物)の重合(硬化)が行われる。
脱臭制御装置4は、排気管41、排気ファン42、排気ダンパ43、臭気測定器44、脱臭装置45、脱臭制御部46を備えている。
排気管41は、重合炉本体2の断熱壁21に設置された排気口29に連結して取付けられており、炉室22の循環空気を排気ファン42に導くための排気流路としての機能を有する。この排気管41の排気流路上には、排気ダンパ43、臭気測定器44、脱臭装置45が配備されている。
排気管41は、重合炉本体2の断熱壁21に設置された排気口29に連結して取付けられており、炉室22の循環空気を排気ファン42に導くための排気流路としての機能を有する。この排気管41の排気流路上には、排気ダンパ43、臭気測定器44、脱臭装置45が配備されている。
排気ファン42は、モータM2の作動により回転する。排気ファン42(モータM2)の回転は、脱臭制御部46の制御信号に基づいた排気強度としての周波数が制御され、炉室22の循環空気(雰囲気)が、排気管41を介して脱臭制御装置4に導かれ、脱臭制御装置4で脱臭された後に、再び排気管41を介して炉室22外に排気される際の、排気量が制御される。
排気ダンパ43は、脱臭制御部46の制御信号に基づいたモータM3の作動により、排気強度としてのダンパの開口度が制御され、排気管41に流入する炉室22の循環空気の排気量を制御する。なお、脱臭制御部46の制御信号に基づいたモータM3の作動により、吸気管6の流路上に配備された吸気ダンパ7が、排気ダンパ43と連動して排気ダンパ43と同一の開口度に調節され、炉室22に重合炉1外の外部空気を取入れる吸気量の吸気制御が行われる。
臭気測定器44は、臭いセンサとして、例えば合成脂質二分子膜水晶振動子センサを備えた臭い測定器であり、排気ダンパ43の上流側(排気口29と排気ダンパ43の間)の排気管41の排気流路上に配備され、重合時における炉室22の循環空気の臭いの強度を検出(測定)する。臭いの強度の検出は、炉室22の循環空気に含まれる炭化水素系化合物等の臭いの強度を、臭いの度合として臭気濃度に数値変換し、その数値信号を脱臭制御部46に出力する。なお、臭気測定器44は、重合の間、常に炉室22の循環空気の臭気濃度を測定する。
なお、臭気濃度(臭いの度合)の数値は、例えばCIAQ(Composite Index of Air Quality)と呼ばれる値であり、CIAQと悪臭防止法における臭気強度(6段階臭気強度)との対応関係を表1に示す。

脱臭装置45は、例えば活性炭の充填搭からなる吸着方式の脱臭装置であり、炉室22の循環空気が活性炭の充填搭を通過する際に、充填された活性炭が循環空気に含まれる炭化水素系化合物等の臭気成分を吸着して捕捉する。
脱臭制御部46は、臭気測定器44において測定された炉室22の循環空気(雰囲気)の臭気濃度に基づいて、排気ファン42および排気ダンパ43を制御する制御手段であり、CPU(Central Processing Unit)、メモリ等からなる臭気演算部47と、インバータマイコン、メモリ等からなり、臭気演算部47の制御信号に基づいて排気ファン42(モータM2)および排気ダンパ43(モータM3)に調節量を出力する排気調整部48を備えている。
操作部5は、多数の操作スイッチ(図示せず)を備え、重合する原料組成物の種類、原料組成物の量などの入力を行う。操作部5の入力信号は、脱臭制御部46に出力される。
操作部5は、多数の操作スイッチ(図示せず)を備え、重合する原料組成物の種類、原料組成物の量などの入力を行う。操作部5の入力信号は、脱臭制御部46に出力される。
次に、このように構成された重合炉による熱重合について説明する。
図2は原料組成物が注入されたモールドの断面説明図であり、図3は原料組成物の重合温度パターンの一例を示す図である。
図2は原料組成物が注入されたモールドの断面説明図であり、図3は原料組成物の重合温度パターンの一例を示す図である。
先ず、重合される原料組成物としての熱硬化性組成物(以後、原料組成物と表す場合がある)が注入されたモールドWについて説明する。
図2において、モールドWは、所望の曲面を有するレンズの光学面を形成する2個のガラス型80,81が、レンズを形成する所定の間隔に予め治具で固定され、ガラス型80,81の外周の側面周囲に、2個のガラス型80,81を跨ぐように粘着テープ82が、巻かれて、固定されている。
この固定された2個のガラス型80,81の間隔部に、重合処理される熱硬化性組成物83が、例えばシリンジを用いて注入されている。
図2において、モールドWは、所望の曲面を有するレンズの光学面を形成する2個のガラス型80,81が、レンズを形成する所定の間隔に予め治具で固定され、ガラス型80,81の外周の側面周囲に、2個のガラス型80,81を跨ぐように粘着テープ82が、巻かれて、固定されている。
この固定された2個のガラス型80,81の間隔部に、重合処理される熱硬化性組成物83が、例えばシリンジを用いて注入されている。
ガラス型80,81に注入された熱硬化性組成物83は、2種以上の重合性単量体から構成されるプラスチックレンズ用組成物であり、単官能又は多官能の反応基を有するもので、分子内に一つ又は二つ以上のラジカル重合性二重結合を有する、例えばビスフェノールAジグリシジルエーテルとメタアクリル酸とを反応させて得られたエポキシシジメタクリレート、ノナブチレングリコールジメタクリレート、ベンジルメタクリレート、イソホロンジイソシアネートと2−ヒドロキシプロピルメタクリレートを反応させて得られるウレタンジメタクリレート等が用いられる。熱硬化性組成物83には、熱重合開始剤、離型剤等を添加することができる。
この重合処理される熱硬化性組成物83が注入されたモールドWは、重合炉本体2の炉室22内の棚27に載置され、熱重合される。
この重合処理される熱硬化性組成物83が注入されたモールドWは、重合炉本体2の炉室22内の棚27に載置され、熱重合される。
次に、モールドWに注入された熱硬化性組成物の重合温度パターンについて説明する。
図3は、原料組成物の重合温度パターンの一例を示す図であり、グラフの縦軸は設定温度(℃)を示し、横軸は、重合の経過時間を示している。
図3は、原料組成物の重合温度パターンの一例を示す図であり、グラフの縦軸は設定温度(℃)を示し、横軸は、重合の経過時間を示している。
熱硬化性組成物83が注入されたモールドWは、重合炉本体2の炉室22内の棚27に載置され、図3に示す重合温度パターンTPに基づいて、例えば30℃程度の温度で保持し(図3に示すa区間、すなわち低温一定区間)、その後120℃程度まで昇温し(b区間、すなわち昇温区間)、そして略120℃で一定時間保持し(c区間、すなわち高温一定区間)熱重合される。その後、常温近傍の温度に下温して(d区間、すなわち冷却区間)、重合されたモールドWを炉室22から取出して、重合工程が終了する。この重合工程の経過時間は、モールドWを炉室22へ投入(棚への載置)してから取出しまで、20時間程度を要する。
この重合温度パターンTPに基づく温度制御は、温度制御装置3において行われる。温度制御は、温度制御部35の温度演算部36において、炉室22内に配備された制御用温度センサ25の現在の検出温度値と、重合温度パターン(設定温度値)TPとから偏差値を検出して、今現在の最適なPID演算される。そして、温度調整部37は、温度演算部36からの制御出力に基づいて、冷却装置31と炉室22内に配置されたヒータ23に調節量を出力し、重合温度パターンTPに沿うように温度制御される。なお、炉室22に配置されたファン26は、熱硬化性組成物83の重合する全ての期間にわたりモータM1により回転して、炉室22の空気を常に循環している。
次に、重合における重合炉の脱臭方法について説明する。
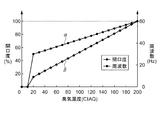
図4は原料組成物の重合時における臭気濃度の経時変化の一例を示す図であり、図5は臭気濃度(CIAQ)に対する排気強度(排気ファンに印加される電源周波数、および排気ダンパの開口度)の制御パターンの一例を示す図である。
図4は原料組成物の重合時における臭気濃度の経時変化の一例を示す図であり、図5は臭気濃度(CIAQ)に対する排気強度(排気ファンに印加される電源周波数、および排気ダンパの開口度)の制御パターンの一例を示す図である。
原料組成物の重合に際して、予め重合する原料組成物(熱硬化性組成物83)に応じた重合時における発生臭気の臭気濃度を測定する。
原料組成物の臭気濃度の測定は、熱硬化性組成物83が注入されたモールドWを所定数、重合炉本体2の炉室22内に備えられた棚27に載置し、重合温度パターンに基づいて重合される際の、炉室22の循環空気に含まれる炭化水素系化合物等の臭いの強度(臭気濃度(CIAQ))の経時変化が、臭気測定器44により測定される。そして、測定された臭気濃度の検出信号は、脱臭制御部46の臭気演算部47に出力される。臭気演算部47では、臭気濃度の経時変化が検量線にパターン化され、臭気濃度の発生パターンとしてメモリに格納される。
原料組成物の臭気濃度の測定は、熱硬化性組成物83が注入されたモールドWを所定数、重合炉本体2の炉室22内に備えられた棚27に載置し、重合温度パターンに基づいて重合される際の、炉室22の循環空気に含まれる炭化水素系化合物等の臭いの強度(臭気濃度(CIAQ))の経時変化が、臭気測定器44により測定される。そして、測定された臭気濃度の検出信号は、脱臭制御部46の臭気演算部47に出力される。臭気演算部47では、臭気濃度の経時変化が検量線にパターン化され、臭気濃度の発生パターンとしてメモリに格納される。
図4に示す臭気濃度の経時変化は、原料組成物の量(体積)に応じて予め測定された臭気濃度の検量線を示す図であり、異なる3種類の体積における検量線を示す。グラフの縦軸は臭気濃度(CIAQ)値を示し、横軸は重合の経過時間を示している。
図4に示す検量線SPAは、重合炉1(重合炉本体2の炉室22)に投入され、重合された原料組成物の体積が略24リットルにおける臭気濃度の発生パターンであり、同様に検量線SPB,SPCは、原料組成物の体積が略16リットル、略8リットルにおける臭気濃度の発生パターンである。
一個のモールドWに注入されて重合される熱硬化性組成物83の体積は、一般的に25〜50ミリリットル程度であり、検量線SPAに示す体積24リットルは、例えば、体積34.3ミリリットルの熱硬化性組成物83が注入されたモールドWが、重合炉1に700個投入された場合に相当する。
図4において、モールドWに注入された熱硬化性組成物83の重合時における臭気濃度は、図3に示す重合温度パターンTPに沿って経時変化し、30℃程度の温度から120℃程度まで昇温するb区間の初期段階において、熱硬化性組成物83から発生する臭気の臭気濃度がピークに達し、その後徐々に低下する。また、熱硬化性組成物83から発生する臭気の臭気濃度は、3本の検量線SPA,SPB,SPCに示すように、重合する熱硬化性組成物83の体積に略比例した値を示す。したがって、予め原料組成物の種類毎に、少なくても2種類以上の異なる体積の臭気濃度の検量線を測定し、重合する原料組成物の体積に応じて、2つの検量線間を比例演算することで、原料組成物の種類毎に、重合するさまざまな体積の臭気濃度を予測することができる。
重合における重合炉の脱臭方法は、予め測定した重合時における臭気濃度の発生パターンに基づいて、臭気濃度の予測パターンが演算され、その予測パターンの臭気濃度に対応して、脱臭制御装置4の排気ファン42および排気ダンパ43の排気強度が制御されて、炉室22の循環空気の脱臭が行われる。いわゆる予測制御に基づいて、炉室22の循環空気の循環空気の脱臭が行われる。
先ず、重合炉に投入して重合する原料組成物の種類、機種(すなわち、モールドWの一個あたりの体積に相当する)およびモールドWの数量等の各データを、操作部5の操作スイッチから入力する。入力された各データの入力信号は、脱臭制御部46に出力される。
先ず、重合炉に投入して重合する原料組成物の種類、機種(すなわち、モールドWの一個あたりの体積に相当する)およびモールドWの数量等の各データを、操作部5の操作スイッチから入力する。入力された各データの入力信号は、脱臭制御部46に出力される。
そして、脱臭制御部46では、臭気演算部47において、操作部5から入力された機種、モールドWの数量の入力信号に基づいて原料組成物の体積が演算される。そして、演算された体積と、入力された原料組成物の種類の入力信号に基づいて、予めメモリに格納された原料組成物の3種類の異なる体積の臭気濃度の発生パターン(検量線)から、重合する原料組成物の体積に対応する臭気濃度の予測パターンが演算される。演算された予測パターンのデータは、メモリに格納されると共に、排気調整部48に送られ、メモリに格納される。
排気調整部48は、メモリに格納された予測パターンに基づいて、排気ファン42(モータM2)の電源周波数の制御(インバータ制御)を行うと共に、排気ダンパ43の開口度の制御(モータM3の制御)を行う。すなわち、排気ファン42および排気ダンパ43の排気強度が制御され、脱臭制御装置4の省エネルギー運転が行われる。
臭気濃度(CIAQ)に対する排気強度の制御パターンの一例を図5に示す。
グラフの横軸は臭気濃度値(CIAQ値)を示し、右側縦軸は周波数(Hz)、左側縦軸は開口度(%)を示す。排気ファン42(モータM2)に印加される電源周波数(以後、周波数と表す)の制御パターンをα、排気ダンパ43の開口度の調節パターンをβで示す。なお、排気ファン42が制御される周波数の範囲は、0Hz(停止状態)〜60Hz(フル運転状態)であるが、商用交流電源を用いる場合には、0〜50Hzの場合であっても良い。
グラフの横軸は臭気濃度値(CIAQ値)を示し、右側縦軸は周波数(Hz)、左側縦軸は開口度(%)を示す。排気ファン42(モータM2)に印加される電源周波数(以後、周波数と表す)の制御パターンをα、排気ダンパ43の開口度の調節パターンをβで示す。なお、排気ファン42が制御される周波数の範囲は、0Hz(停止状態)〜60Hz(フル運転状態)であるが、商用交流電源を用いる場合には、0〜50Hzの場合であっても良い。
図5において、排気ファン42に印加される周波数は、0〜60Hzの範囲を、臭気濃度値に比例した電源周波数で運転される。周波数は、CIAQ10のときに0Hz(停止状態)、CIAQ20のときに30Hz、CIAQ200のときに60Hz(フル運転状態)で運転され、CIAQが20〜200の範囲の値のときには、CIAQ値に比例して、30Hzと60Hzを結んだ線上の値の周波数で運転される。
同様に、排気ダンパ43の開口度は、0〜100%の範囲を、臭気濃度に比例した開口度に調節される。開口度は、CIAQ10のときに0%(全閉状態)、CIAQ20のときに15%、CIAQ200のときに100%(全開状態)に調節され、CIAQが20〜200の範囲の値のときには、CIAQ値に比例して、15%と100%を結んだ線上の開口度に調節される。
そして、重合の開始スイッチ(図示せず)が押されてONすると、重合炉1の全ての装置が稼動して、重合炉本体2の炉室22内の棚27に載置され、熱硬化性組成物が注入されたモールドWの重合が開始する。
重合が開始されると、重合温度パターンTP(図3参照)に基づいて、温度制御装置3に温度制御されて重合が行われると共に、排気調整部48のメモリに格納された臭気濃度の経時変化の予測パターンに基づいて、排気ファン42(モータM2)の電源周波数の制御(インバータ制御)と、排気ダンパ43の開口度の制御(モータM3の制御)が行われる。
図6は原料組成物の重合時における排気ファンの電源周波数の制御パターンの一例を示す図であり、グラフの横軸は重合の経過時間を示し、縦軸は周波数(Hz)を示す。図7は原料組成物の重合時における排気ダンパの開口度の調節パターンの一例を示す図であり、グラフの横軸は重合の経過時間を示し、縦軸は開口度(%)を示す。
図6に示す電源周波数の制御パターンFTA,FTB、および図7に示す排気ダンパの開口度の調節パターンOTは、例えば、重合炉1に投入され重合される原料組成物の体積が略24リットルにおける臭気濃度の予測パターンに基づいて制御される場合を例示している。すなわち、臭気濃度の予測パターンは、図4に示す検量線SPAとほぼ同一のパターンの場合である。なお、図6中に示す電源周波数の制御パターンFTBは、比較確認のために、臭気濃度の予測パターンに基づいて、一般的なインバータ制御による電源周波数の制御を行った場合を示している。
排気ファン42の電源周波数の制御は、排気調整部48において、メモリに格納された臭気濃度の予測パターン(図4に示す検量線SPA参照)と電源周波数の制御パターンα(図5参照)に基づいて、重合の経過時間と共に変化する臭気濃度の値に対応した電源周波数が排気ファン42(モータM2)に出力され、電源周波数に対応した回転速度で回転する。
重合時に排気ファン42が制御される電源周波数の制御パターンFTAは、重合開始直後に略40Hz、臭気濃度がピークに達する略CIAQ190時に略55Hz、重合の終了直前に略40Hzに制御される。排気ファン42が制御される電源周波数の制御パターンFTAは、図6に示すように、一般的なインバータ制御による電源周波数の制御パターンFTBに比べて、10%程度低い周波数で制御される。
排気ダンパ43の開口度の制御は、排気調整部48において、メモリに格納された臭気濃度の予測パターンと開口度の制御パターンβ(図5参照)に基づいて、経過時間と共に変化する臭気濃度の値に対応した制御電圧がモータM3に出力され、モータM3が制御電圧に対応した調節量、作動して、排気ダンパ43の開口度が制御される。
重合時に制御される排気ダンパ43の開口度の調節パターンOTは、図7に示すように、臭気濃度の予測パターンSPAにほぼ沿うように推移し、臭気濃度がピークに達する略CIAQ190時に略95%の開口度に制御される。
排気調整部48の制御に基づいて排気ファン42および排気ダンパ43が作動すると、炉室22の循環空気が排気管41を介して活性炭の充填搭からなる脱臭装置45に導かれ、活性炭の充填搭を通過する際に、活性炭が循環空気に含まれる炭化水素系化合物等の臭気成分を吸着して捕捉する。臭気成分が捕捉されて無臭状態に脱臭された循環空気は、再び排気管41を介して重合炉1外の外部環境に排気される。
また、臭気演算部47は、臭気測定器44において測定された炉室22の循環空気の臭気濃度の現在値(CIAQ値)と、予測パターンの臭気濃度の値(すなわち予測値(CIAQ値))との差を演算し、その値が所定範囲を超えた場合に、排気強度を補正する指示信号を排気調整部48に出力する。前記所定範囲は、原料組成物の重合時における臭気濃度のバラツキの範囲であり、例えば予測値の±15%程度の値である。なお、臭気濃度の現在値と予測値との差が所定範囲を超える場面は、重合される原料組成物に添加される添加剤等の添加量を、正規の添加量と異なる量を添加した場合、あるいは重合炉1を構成する装置の一部に不具合が発生した場合等が想定される。
そして、脱臭制御部46は、排気強度を補正する指示信号が入力されると、排気ファン42および排気ダンパ43の排気強度を補正する制御に切り替える。排気強度を補正する制御は、いわゆるON/OFF制御である。
脱臭制御部46は、臭気測定器44において測定された臭気濃度(CIAQ)の現在値が、予測値の+15%を超える値であり、しかも+15%を超える値の絶対値が20以上の場合に、排気ファン42(モータM2)に、60Hzの電源周波数を出力し、排気ファン42をフル回転すると共に、排気ダンパ43(モータM3)を全開(開口度100%)状態にする制御が行われる。
一方、臭気濃度(CIAQ)の現在値が予測値の−15%未満の値であり、しかも−15%未満の値の絶対値が20以上の場合に、排気ファン42(モータM2)に、出力する電源周波数を停止して排気ファン42を停止状態にすると共に、排気ダンパ43(モータM3)を全閉状態(開口度0%)にする制御が行われる。
一方、臭気濃度(CIAQ)の現在値が予測値の−15%未満の値であり、しかも−15%未満の値の絶対値が20以上の場合に、排気ファン42(モータM2)に、出力する電源周波数を停止して排気ファン42を停止状態にすると共に、排気ダンパ43(モータM3)を全閉状態(開口度0%)にする制御が行われる。
以上の重合炉の脱臭方法により運転された重合における脱臭制御装置の電力量について説明する。
図8は、原料組成物の重合時における脱臭制御装置4(排気ファン42)の使用電力量の推移を示す図であり、グラフの横軸は重合の経過時間を示し、縦軸は電力量(ワット(W))を示す。なお電力量は、排気ファン42と排気ダンパ43の合計使用電力量であり、重合の経過時間の5分間毎の電力量をプロットした推移である。
図8は、原料組成物の重合時における脱臭制御装置4(排気ファン42)の使用電力量の推移を示す図であり、グラフの横軸は重合の経過時間を示し、縦軸は電力量(ワット(W))を示す。なお電力量は、排気ファン42と排気ダンパ43の合計使用電力量であり、重合の経過時間の5分間毎の電力量をプロットした推移である。
なお、図中に示す電力量の推移線ETaは、本実施形態における排気ファン42と排気ダンパ43の排気強度の制御、いわゆる予測制御が行われた脱臭制御装置4における推移を示す。推移線ETb、および推移線ETcは、比較のため参考に、実験的に本実施形態の脱臭制御装置4を用いて、排気ファン42の電源周波数を一般的なインバータ制御した場合、および電源周波数を制御しない60Hzの一定電源周波数で運転が行われた場合の電力量の推移を示している。なお、電力量の推移線ETb,ETcは、排気ファン42の電源周波数の制御のみが行われ、排気ダンパ43および吸気ダンパ7の開口度の制御は行わずに、全開口状態に保持された電力量を示す。
脱臭制御装置4の使用電力量は、重合時における電源周波数の制御パターンに沿って推移し、図8に示すように、予測制御が行われた推移線ETaは、一般的なインバータ制御が行われた推移線ETb、一定電源周波数で運転が行われた推移線ETcに比べて、低い使用電力量で効率的な省エネルギー運転が得られる。
こうした各電源周波数の制御による脱臭制御装置4の使用電力量を測定した。測定値は、脱臭制御装置4を備えた重合炉10台の月平均使用電力量であり、一定電源周波数で運転が行われた場合の電力量は8,500kwh/月、一般的なインバータ制御で運転が行われた場合の電力量は4,900kwh/月、電源周波数の予測制御が行われた場合の電力量は、3,880kwh/月であった。電源周波数の予測制御が行われた重合炉の脱臭方法は、従来の方法に比べて約20〜55%の電力量を削減することができる。
以上の実施形態によれば、脱臭制御装置4が、予め測定された原料組成物の熱重合時に発生する臭気濃度の発生パターンに基づいた予測パターンに応じて、重合炉1内の雰囲気を排気する排気ファン42及び排気ダンパ43の排気強度を制御すると共に、臭気測定器44の検知した臭気濃度が、予測パターンの所定の範囲を超えた場合に、排気ファン42及び排気ダンパ43の排気強度を補正する制御を行うことにより、無駄な電力を消費することなく省エネルギー運転で、原料組成物の熱重合時に発生する臭気を取り除くことが可能な重合炉1の脱臭方法が得られる。
以上の実施形態において、脱臭装置45として活性炭の充填搭からなる吸着方式の脱臭装置の場合で説明したが、オゾン酸化法、あるいは光触媒脱臭法の脱臭装置の場合であっても、活性炭の充填搭からなる吸着方式と同様に、排気ファン、排気ダンパの排気強度を予測制御することにより、省エネルギー運転が図られた重合炉の脱臭方法が得られる。
また、温度制御装置3に温度制御部35を備え、脱臭制御装置4に脱臭制御部46を備えた場合で説明したが、温度制御部35と脱臭制御部46を一つの制御部で構成しても良い。
また、温度制御装置3に温度制御部35を備え、脱臭制御装置4に脱臭制御部46を備えた場合で説明したが、温度制御部35と脱臭制御部46を一つの制御部で構成しても良い。
また、冷却手段に直接式(直接膨張式)冷凍機を用いた場合で説明したが、間接式(間接膨張式)冷凍機であっても良い。
また、図3に示した、熱硬化性組成物が注入されたモールドWの重合のための重合温度パターンTPは、重合される所望の熱硬化性組成物により異なり、これに限定されず、どんな熱硬化性組成物の場合であっても良い。
また、図3に示した、熱硬化性組成物が注入されたモールドWの重合のための重合温度パターンTPは、重合される所望の熱硬化性組成物により異なり、これに限定されず、どんな熱硬化性組成物の場合であっても良い。
また、熱硬化性組成物は、2種以上の重合性単量体から構成されるプラスチックレンズ用組成物であれば、どんな組成物の、どんな組み合わせの場合であっても良いし、重合処理される熱硬化性組成物が注入されたモールドWを構成する2つのガラス型80,81の固定は、粘着剤が塗布された粘着テープを用いた構成の場合で説明したが、従来一般的に用いられているガスケットを用いた構成であっても良い。
1…重合炉、2…重合炉本体、3…温度制御装置、4…脱臭制御装置、5…操作部、6…吸気管、7…吸気ダンパ、21…断熱壁、22…炉室、23…ヒータ、24…ラジエタ、25…制御用温度センサ、26…ファン、27…棚、28…空気取入れ口、29…排気口、31…冷却装置、32…戻り管、33…供給管、34…熱媒体温度センサ、35…温度制御部、36…温度演算部、37…温度調整部、41…排気流路としての排気管、42…排気ファン、43…排気ダンパ、44…臭気測定器、45…脱臭装置、46…脱臭制御部、47…臭気演算部、48…排気調整部、80,81…ガラス型、82…粘着テープ、83…原料組成物としての熱硬化性組成物、W…モールド、TP…重合温度パターン、SPA,SPB,SPC…臭気濃度の発生パターン(検量線)、FTA,FTB…電源周波数の制御パターン、OT…排気ダンパの開口度の調節パターン、α…電源周波数の制御パターン、β…排気ダンパの開口度の調節パターン。
Claims (4)
- 原料組成物を熱重合する重合炉の脱臭方法であって、
前記重合炉は、
重合炉内の雰囲気を排気する排気ファンと、
前記重合炉内の前記雰囲気を前記排気ファンに導くための排気流路と、
前記排気流路上に前記排気流路を流れる前記雰囲気の排気量を開口度で制御する排気ダンパと、
前記排気ダンパの上流側の前記排気流路上に前記重合炉内の臭気濃度を検知する臭気測定器と、
前記排気ダンパの下流側の前記排気流路上に前記雰囲気中に含まれる臭気を除去する脱臭装置と、
前記臭気測定器の検知した臭気濃度に基づいて前記排気ファン及び前記排気ダンパの排気強度を制御する臭気制御部と、
を備え、
前記臭気制御部は、
予め測定された前記原料組成物の熱重合時に発生する臭気濃度の発生パターンに基づいて臭気濃度の予測パターンを演算し、
演算された前記臭気濃度の予測パターンに応じて前記排気強度を制御すると共に、
前記臭気測定器の検知した臭気濃度が、前記予測パターンの所定の範囲を超えた場合に、前記排気強度を補正する制御を行うことを特徴とする重合炉の脱臭方法。 - 前記排気強度の制御は、前記排気ファンの運転が周波数制御されると共に、前記排気ダンパの前記開口度が制御されることを特徴とする請求項1に記載の重合炉の脱臭方法。
- 前記予測パターンは、前記予め測定された臭気濃度の発生パターンに基づいて、前記重合炉内に投入される前記原料組成物の体積値に対応して演算されることを特徴とする請求項1に記載の重合炉の脱臭方法。
- 前記原料組成物は、2種以上の重合性単量体から構成されるプラスチックレンズ用組成物であることを特徴とする請求項1乃至3の何れか一項に記載の重合炉の脱臭方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005198391A JP2007014875A (ja) | 2005-07-07 | 2005-07-07 | 重合炉の脱臭方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005198391A JP2007014875A (ja) | 2005-07-07 | 2005-07-07 | 重合炉の脱臭方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007014875A true JP2007014875A (ja) | 2007-01-25 |
Family
ID=37752485
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005198391A Withdrawn JP2007014875A (ja) | 2005-07-07 | 2005-07-07 | 重合炉の脱臭方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007014875A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013105296A1 (ja) * | 2012-01-13 | 2013-07-18 | 株式会社島津製作所 | オートサンプラ |
| EP2452241A4 (en) * | 2009-07-09 | 2016-03-30 | Odotech Inc | SYSTEM AND METHOD FOR THE DYNAMIC CONTROL OF ODOR DECOMPOSITIONS |
| JP2023554176A (ja) * | 2020-12-11 | 2023-12-26 | 三菱電機(中国)有限公司 | 環境保護設備の制御装置、生産計画最適化システム、生産計画最適化方法およびコンピュータ読み取り可能な媒体 |
-
2005
- 2005-07-07 JP JP2005198391A patent/JP2007014875A/ja not_active Withdrawn
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2452241A4 (en) * | 2009-07-09 | 2016-03-30 | Odotech Inc | SYSTEM AND METHOD FOR THE DYNAMIC CONTROL OF ODOR DECOMPOSITIONS |
| WO2013105296A1 (ja) * | 2012-01-13 | 2013-07-18 | 株式会社島津製作所 | オートサンプラ |
| EP2803993A4 (en) * | 2012-01-13 | 2015-06-17 | Shimadzu Corp | AUTOMATIC SAMPLER |
| JP2023554176A (ja) * | 2020-12-11 | 2023-12-26 | 三菱電機(中国)有限公司 | 環境保護設備の制御装置、生産計画最適化システム、生産計画最適化方法およびコンピュータ読み取り可能な媒体 |
| JP7705474B2 (ja) | 2020-12-11 | 2025-07-09 | 三菱電機(中国)有限公司 | 環境保護設備の制御装置、生産計画最適化システム、生産計画最適化方法およびコンピュータ読み取り可能な媒体 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110986250A (zh) | 一种空调器干燥防霉的控制方法、装置及空调器 | |
| CN105571068A (zh) | 空调器工作控制方法及装置 | |
| CN111435048B (zh) | 变频压缩机的频率控制方法及热泵机组 | |
| CN106907827A (zh) | 一种空调ptc电加热器功率控制方法及装置 | |
| CN110454933A (zh) | 空调及其防霉控制方法、计算机设备、可读存储介质 | |
| CN101551595A (zh) | 光刻机投影物镜温度控制方法 | |
| KR101330525B1 (ko) | 금형 온도조절장치 및 금형 온도조절방법 | |
| JP2007014875A (ja) | 重合炉の脱臭方法 | |
| CN110487020B (zh) | 变频冰箱频率控制方法 | |
| WO2002012798A1 (fr) | Procede de regulation de la temperature et de l'humidite ou de la temperature et dispositif de regulation de la temperature et de l'humidite ou de la temperature | |
| CN109341006B (zh) | 变频空调控制装置及控制方法 | |
| CN101553696B (zh) | 空调及其控制方法 | |
| CN106403196B (zh) | 空调除湿控制方法及控制装置 | |
| CN108036436A (zh) | 空调器的除湿方法 | |
| JP2006275460A (ja) | 空気調和装置及び空気調和方法 | |
| WO2020062920A1 (zh) | 用于空调器的控制方法 | |
| CN106500244B (zh) | 空调电加热控制方法及控制装置 | |
| CN104713201A (zh) | 变频空调机组运行频率的控制方法 | |
| CN109869876A (zh) | 一种空调制热模式的控制方法、控制装置及空调器 | |
| CN110929408B (zh) | 一种变频空调的压缩机频率计算 | |
| CN115654705B (zh) | 空调内机风机控制方法、控制装置、空调器和存储介质 | |
| CN106403292A (zh) | 一种带直流泵的热水循环装置 | |
| CN115823722A (zh) | 一种变频恒温恒湿机组的控制方法 | |
| CN112827908B (zh) | 一种基于蒸汽清洗机的控制方法及系统 | |
| JP5271726B2 (ja) | 停止時間の推定装置、及び推定方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20081007 |