JP2007100220A - 接続部品用導電材料及びその製造方法 - Google Patents
接続部品用導電材料及びその製造方法 Download PDFInfo
- Publication number
- JP2007100220A JP2007100220A JP2007014499A JP2007014499A JP2007100220A JP 2007100220 A JP2007100220 A JP 2007100220A JP 2007014499 A JP2007014499 A JP 2007014499A JP 2007014499 A JP2007014499 A JP 2007014499A JP 2007100220 A JP2007100220 A JP 2007100220A
- Authority
- JP
- Japan
- Prior art keywords
- coating layer
- alloy
- plating
- base material
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000004020 conductor Substances 0.000 title claims abstract description 41
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 19
- 238000000034 method Methods 0.000 title claims description 39
- 239000011247 coating layer Substances 0.000 claims abstract description 194
- 239000000463 material Substances 0.000 claims abstract description 135
- 229910045601 alloy Inorganic materials 0.000 claims abstract description 104
- 239000000956 alloy Substances 0.000 claims abstract description 104
- 229910017755 Cu-Sn Inorganic materials 0.000 claims abstract description 102
- 229910017927 Cu—Sn Inorganic materials 0.000 claims abstract description 102
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 claims abstract description 102
- 238000007747 plating Methods 0.000 claims abstract description 97
- 239000010410 layer Substances 0.000 claims abstract description 79
- 238000011282 treatment Methods 0.000 claims abstract description 25
- 230000003746 surface roughness Effects 0.000 claims description 20
- 238000002844 melting Methods 0.000 claims description 3
- 230000008018 melting Effects 0.000 claims description 3
- 229910000881 Cu alloy Inorganic materials 0.000 abstract description 17
- 238000003780 insertion Methods 0.000 abstract description 16
- 230000037431 insertion Effects 0.000 abstract description 16
- 229910017482 Cu 6 Sn 5 Inorganic materials 0.000 abstract description 6
- 238000012360 testing method Methods 0.000 description 37
- 229910001128 Sn alloy Inorganic materials 0.000 description 15
- 238000011156 evaluation Methods 0.000 description 15
- 238000009792 diffusion process Methods 0.000 description 10
- 150000003839 salts Chemical class 0.000 description 10
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 9
- 238000005498 polishing Methods 0.000 description 9
- 238000007788 roughening Methods 0.000 description 9
- 229910052718 tin Inorganic materials 0.000 description 9
- 238000011088 calibration curve Methods 0.000 description 8
- 229910052802 copper Inorganic materials 0.000 description 7
- 238000000605 extraction Methods 0.000 description 7
- 238000005259 measurement Methods 0.000 description 7
- 230000007797 corrosion Effects 0.000 description 6
- 238000005260 corrosion Methods 0.000 description 6
- 239000000203 mixture Substances 0.000 description 6
- 238000005096 rolling process Methods 0.000 description 6
- 239000007921 spray Substances 0.000 description 6
- 229910000990 Ni alloy Inorganic materials 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 5
- 239000007864 aqueous solution Substances 0.000 description 4
- 239000010953 base metal Substances 0.000 description 4
- 239000000470 constituent Substances 0.000 description 4
- 230000003647 oxidation Effects 0.000 description 4
- 238000007254 oxidation reaction Methods 0.000 description 4
- 238000005507 spraying Methods 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- BTJIUGUIPKRLHP-UHFFFAOYSA-N 4-nitrophenol Chemical compound OC1=CC=C([N+]([O-])=O)C=C1 BTJIUGUIPKRLHP-UHFFFAOYSA-N 0.000 description 3
- 238000009499 grossing Methods 0.000 description 3
- 238000010297 mechanical methods and process Methods 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 230000001105 regulatory effect Effects 0.000 description 3
- 239000002356 single layer Substances 0.000 description 3
- 235000011121 sodium hydroxide Nutrition 0.000 description 3
- 229910001369 Brass Inorganic materials 0.000 description 2
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 2
- 230000032683 aging Effects 0.000 description 2
- 238000005422 blasting Methods 0.000 description 2
- 239000010951 brass Substances 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000009429 electrical wiring Methods 0.000 description 2
- 238000010191 image analysis Methods 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 229910052698 phosphorus Inorganic materials 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 238000004439 roughness measurement Methods 0.000 description 2
- 239000000523 sample Substances 0.000 description 2
- 229910000679 solder Inorganic materials 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 229910052725 zinc Inorganic materials 0.000 description 2
- LSNNMFCWUKXFEE-UHFFFAOYSA-N Sulfurous acid Chemical compound OS(O)=O LSNNMFCWUKXFEE-UHFFFAOYSA-N 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 230000033228 biological regulation Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229910052797 bismuth Inorganic materials 0.000 description 1
- 230000001276 controlling effect Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000004070 electrodeposition Methods 0.000 description 1
- 238000005265 energy consumption Methods 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 239000000383 hazardous chemical Substances 0.000 description 1
- 229910000765 intermetallic Inorganic materials 0.000 description 1
- 229910052745 lead Inorganic materials 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 238000000053 physical method Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000002250 progressing effect Effects 0.000 description 1
- 238000004445 quantitative analysis Methods 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000011780 sodium chloride Substances 0.000 description 1
- 238000000992 sputter etching Methods 0.000 description 1
- 230000035882 stress Effects 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
Images



Landscapes
- Electroplating Methods And Accessories (AREA)
- Non-Insulated Conductors (AREA)
Abstract
【課題】 摩擦係数が低く(低挿入力)、高温長時間保持後も接触抵抗が低く維持できる嵌合型端子用導電材料を得る。
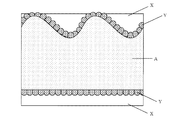
【解決手段】 Cu合金板条からなる母材の表面に、Cu6Sn5相を主体とするCu−Sn合金被覆層と、Sn被覆層がこの順に形成された導電材料。前記Cu−Sn合金被覆層の材料表面露出面積率が3〜75%、平均の厚さが0.1〜3.0μm、かつCu含有量が20〜70at%、Sn被覆層の平均の厚さが0.2〜5.0μmである。この導電材料は、母材表面を、少なくとも一方向の算術平均粗さRaが0.15μm以上かつ全ての方向の算術平均粗さRaが4.0μm以下の表面粗さに粗面化し、該母材表面に、平均の厚さが0.1〜1.5μmのCuめっき層及び平均の厚さが0.3〜8.0μmのSnめっき層をこの順に形成した後、リフロー処理を行うことにより製造する。
【選択図】 図1
Description
この接続部品用導電材料では、材料表面の少なくとも一方向において、前記Cu−Sn合金被覆層の平均の材料表面露出間隔が0.01〜0.5mmであることが望ましい。
また、前記母材表面と前記Cu−Sn合金被覆層の間にさらにNi被覆層が形成されていてもよい。この場合、前記Ni被覆層とCu−Sn合金被覆層との間にさらにCu被覆層を有していてもよい。
なお、本発明において、Cu板条はCu合金板条を含む。また、Sn被覆層、Cu被覆層及びNi被覆層は、それぞれSn、Cu、Ni金属のほか、Sn合金、Cu合金及びNi合金を含む。
なお、前記母材表面において、前記表面粗さにして前記被覆層構成を形成する領域は、母材の片面又は両面全体に及んでいてもよいし、片面又は両面の一部のみを占めているのでもよい。
前記製造方法において、Cuめっき層を全く形成しない場合もあり得る。この場合、Cu−Sn合金被覆層のCuは、母材から供給される。
また、前記製造方法において、前記母材表面と前記Cuめっき層の間に、Niめっき層を形成してもよい。Niめっき層の平均の厚さは3μm以下とし、この場合のCuめっき層の平均の厚さは0.1〜1.5μmとするのが望ましい。
なお、本発明において、Cuめっき層、Snめっき層及びNiめっき層は、それぞれCu、Sn、Ni金属のほか、Cu合金、Sn合金及びNi合金を含む。
(1)Cu−Sn合金被覆層について、そのCu含有量を20〜70at%とした理由について述べる。Cu含有量が20〜70at%のCu−Sn合金被覆層は、Cu6Sn5相を主体とする金属間化合物からなる。Cu6Sn5相はSn被覆層を形成するSn又はSn合金に比べて非常に硬く、それを材料の最表面に部分的に形成させると、端子挿抜の際にSn被覆層の掘り起こしによる変形抵抗や凝着をせん断するせん断抵抗を抑制でき、摩擦係数を非常に低くすることができる。一方、Cu3Sn相はさらに硬いが、Cu6Sn5相に比べてCu含有量が多いため、これを材料表面に部分的に形成させた場合には、経時や腐食などによる材料表面のCuの酸化物量などが多くなり、接触抵抗を増加させ易く、電気的接続の信頼性を維持することが困難となる。また、Cu3Sn相はCu6Sn5相に比べて脆いために、成形加工性などが劣るという問題点がある。従って、Cu−Sn合金被覆層の構成成分を、Cu含有量が20〜70at%のCu−Sn合金に規定する。
このCu−Sn合金被覆層には、Cu3Sn相が一部含まれていてもよく、母材及びSnめっき中の成分元素などが含まれていてもよい。しかし、Cu−Sn合金被覆層のCu含有量が20at%未満では凝着力が増して摩擦係数を低くすることが困難となり、一方Cu含有量が70at%を超えると電気的接続の信頼性を維持することが困難となり、成形加工性なども悪くなる。従って、Cu−Sn合金被覆層のCu含有量を20〜70at%に規定する。より望ましくは45〜65at%である。
Sn被覆層がSn合金からなる場合、Sn合金のSn以外の構成成分としては、Pb、Bi、Zn、Ag、Cuなどが挙げられる。Pbについては50質量%未満、他の元素については10質量%未満が望ましい。
Cu被覆層には、母材に含まれる成分元素等が少量混入していてもよい。また、Cu被覆層がCu合金からなる場合、Cn合金のCn以外の構成成分としてはSn、Zn等が挙げられる。Snの場合は50質量%未満、他の元素については5質量%未満が望ましい。
Ni被覆層には、母材に含まれる成分元素等が少量混入していてもよい。また、Ni被覆層がNi合金からなる場合、Ni合金のNi以外の構成成分としては、Cu、P、Coなどが挙げられる。Cuについては40質量%以下、P、Coについては10質量%以下が望ましい。
凹凸の激しい母材表面に直接に、あるいはNiめっき層やCuめっき層を介してSnめっき層を施した場合、めっきの均一電着性が良好であれば、Snめっき層表面は、母材の表面形態を反映して凹凸の激しい表面が得られてしまう。これに最適なリフロー処理を施すと、溶融した表面凸部のSnが表面凹部に流動する作用により、材料表面を平滑化できる。また加熱溶融処理を施すことにより、耐ウィスカ性も向上する。なお、Cuめっき層と溶融したSnめっき層の間に形成されるCu−Sn拡散合金層は、通常、母材の表面形態を反映して成長する。
(1)本発明の接続部品用導電材料は、Cu−Sn合金被覆層の材料表面露出面積率が3〜75%でありながら、Sn被覆層が平均の厚さ0.2〜5.0μmで存在することを主たる特徴とする。なお、従来の接続部品用導電材料においては、Cu−Sn合金被覆層が表面に露出する状態であれば、Sn被覆層は完全に又はほとんど消滅した状態になっていた。
本発明の構造の接続部品用導電材料を得るには、通常の表面粗さの小さい母材を用いるのであれば、Cu−Sn拡散合金層の成長速度を部分的に制御する方法(例えばレーザーによるミクロ的なスポット加熱により、Cu−Sn拡散合金層が表面まで成長した箇所を材料表面に分散形成する)がまず考えられる。しかしながら、この方法での製造は非常に困難であり、経済的にも不利である。
なお、Niめっき層、Cuめっき層及びSnめっき層が、それぞれNi合金、Cu合金及びSn合金からなる場合、先にNi被覆層、Cu被覆層及びSn被覆層に関して説明した各合金を用いることができる。
母材の表面粗さについては、より望ましくは、少なくとも一方向の算術平均粗さRaが0.3μm以上かつ全ての方向の算術平均粗さRaが3.0μm以下である。さらに望ましくは、前記一方向において算出された凹凸の平均間隔Smが0.01〜0.5mmである。これにより、材料表面に露出するCu−Sn合金被覆層の露出形態を制御することが可能となる。
このリフロー処理を行うことにより、Cu−Sn合金被覆層が形成され、溶融Sn又はSn合金が流動して材料表面が平滑化され、Cu−Sn合金被覆層の一部が材料の最表面に露出する。また、めっき粒子が大きくなり、めっき応力が低下し、ウイスカが発生しなくなる。いずれにしても、Cu−Sn合金層を均一に成長させるためには、熱処理はSn又はSn合金の溶融する温度で、300℃以下のできるだけ少ない熱量で行うことが望ましい。
また、この接続部品用導電材料は、少なくとも端子が挿抜される部分の被覆層構成について、Cu−Sn合金被覆層とSn被覆層がこの順に形成され、Cu−Sn合金被覆層の材料表面露出面積率が3〜75%、平均の厚さが0.1〜3.0μm、かつCu含有量が20〜70at%、及びSn被覆層の平均の厚さが0.2〜5.0μmとなっていればよく、端子が挿抜されない部分(例えば、ワイヤやプリント基板との接合部)の被覆層構成は前記規定を満たしていなくてもよい。しかし、この接続部品用導電材料を端子が挿抜されない部分に適用すれば、電気的接続の信頼性を更に高くすることが可能となる。
表1に、使用したCu合金(No.1、2)の化学成分を示す。本実施例においては、これらのCu合金に機械的な方法(圧延又は研磨)で表面粗化処理を行い、厚さ0.25mmで、所定の表面粗さを有するCu合金母材に仕上げた。なお、表面粗さは下記要領で測定した。
[Cu合金母材の表面粗さ測定方法]
接触式表面粗さ計(株式会社東京精密;サーフコム1400)を用いて、JIS B0601−1994に基づいて測定した。表面粗さ測定条件は、カットオフ値を0.8mm、基準長さを0.8mm、評価長さを4.0mm、測定速度を0.3mm/s、及び触針先端半径を5μmRとした。なお、表面粗さ測定方向は、表面粗化処理の際に行った圧延又は研磨方向に直角な方向(表面粗さが最も大きく出る方向)とした。

ミクロトーム法にて加工した母材の断面をSEM(走査型電子顕微鏡)を用いて10,000倍の倍率で観察し、画像解析処理により平均の厚さを算出した。
[Snめっきの平均の厚さ測定方法]
蛍光X線膜厚計(セイコーインスツルメンツ株式会社;SFT3200)を用いて平均の厚さを算出した。測定条件は、検量線にSn/母材の単層検量線を用い、コリメータ径をφ0.5mmとした。
[Cu−Sn合金被覆層の平均の厚さ測定方法]
まず、供試材をp-ニトロフェノール及び苛性ソーダを成分とする水溶液に10分間浸漬し、Sn被覆層を除去した。その後、蛍光X線膜厚計(セイコーインスツルメンツ株式会社;SFT3200)を用いて、Cu−Sn合金被覆層に含有されるSn成分の膜厚を測定した。測定条件は、検量線にSn/母材の単層検量線を用い、コリメータ径をφ0.5mmとした。得られた値をCu−Sn合金被覆層の平均の厚さと定義して算出した。
まず、供試材をp-ニトロフェノール及び苛性ソーダを成分とする水溶液に10分間浸漬し、Sn被覆層を除去した。その後、EDX(エネルギー分散型X線分光分析器)を用いて、Cu−Sn合金被覆層のCu含有量を定量分析により求めた。
[Cu−Sn合金被覆層の露出面積率測定方法]
供試材の表面を、EDX(エネルギー分散型X線分光分析器)を搭載したSEM(走査型電子顕微鏡)を用いて200倍の倍率で観察し、得られた組成像の濃淡(汚れや傷等のコントラストは除く)から画像解析によりCu−Sn合金被覆層の露出面積率を測定した。また、この組成像から、Cu−Sn合金被覆層の表面露出間隔を測定した。測定方向(引いた直線の方向)は、表面粗化処理の際に行った圧延又は研磨方向に直角な方向とした。図2にNo.1の組成像、図3にNo.3の組成像を示す。なお、No.1は研磨による表面粗化処理、No.3は圧延による表面粗化処理を行っている。
まず、蛍光X線膜厚計(セイコーインスツルメンツ株式会社;SFT3200)を用いて、Sn被覆層の膜厚とCu−Sn合金被覆層に含有されるSn成分の膜厚の和を測定した。その後、p-ニトロフェノール及び苛性ソーダを成分とする水溶液に10分間浸漬し、Sn被覆層を除去した。再度、蛍光X線膜厚計を用いて、Cu−Sn合金被覆層に含有されるSn成分の膜厚を測定した。測定条件は、検量線にSn/母材の単層検量線を用い、コリメータ径をφ0.5mmとした。得られたSn被覆層の膜厚とCu−Sn合金被覆層に含有されるSn成分の膜厚の和から、Cu−Sn合金被覆層に含有されるSn成分の膜厚を差し引くことにより、Sn被覆層の平均の厚さを算出した。
[摩擦係数評価試験]
嵌合型接続部品における電気接点のインデント部の形状を模擬し、図4に示すような装置を用いて評価した。まず、各供試材から切り出した板材のオス試験片1を水平な台2に固定し、その上に表3の供試材No.7から切り出した半球加工材(内径をφ1.5mmとした)のメス試験片3をおいて被覆層同士を接触させた。続いて、メス試験片3に3.0Nの荷重(錘4)をかけてオス試験片1を押さえ、横型荷重測定器(アイコーエンジニアリング株式会社;Model−2152)を用いて、オス試験片1を水平方向に引っ張り(摺動速度を80mm/minとした)、摺動距離5mmまでの最大摩擦力F(単位:N)を測定した。摩擦係数を下記式(1)により求めた。なお、5はロードセル、矢印は摺動方向である。
摩擦係数=F/3.0 …(1)
各供試材に対し、大気中にて160℃×120hrの熱処理を行った後、接触抵抗を四端子法により、開放電圧20mV、電流10mA、無摺動の条件にて測定した。
[塩水噴霧後の接触抵抗評価試験]
各供試材に対し、JIS Z2371−2000に基づいて、5%NaCl水溶液を用いて35℃×6hrの塩水噴霧試験を行った後、接触抵抗を四端子法により、開放電圧20mV、電流10mA、無摺動の条件にて測定した。
一方、No.7,8は、母材表面が平滑であったため、Cu−Sn合金被覆層の露出面積率が0%であり、摩擦抵抗が大きかった。No.9,10は、母材表面の算術平均粗さRaが比較的大きい割りに、Snめっき層の平均の厚さが薄く、Cu−Sn合金被覆層の露出面積率が大きくなりすぎ、接触抵抗が高くなった。No.9,10については、Snめっき層の平均の厚さを増やせば、本発明の要件を満たす被覆層構成を得ることができる。
一方、No.17〜19は、Sn被覆層の平均の厚さが薄く、接触抵抗が高くなった。なお、No.18,19については、母材表面の算術平均粗さRaの大きさの割りにはSnめっき層の平均の厚さが薄かったためで、Snめっき層の平均の厚さを増やせば、本発明の要件を満たす被覆層構成が得られる。しかし、No.17については、母材表面の算術平均粗さRaが小さすぎるため、Snめっき層の平均の厚さを増やしても、本発明の要件を満たす被覆層構成を得るのは難しい。
一方、No.24は、リフロー処理時間が短かったため、Cu−Sn合金被覆層の形成が不十分で平均の厚さが不足し、接触抵抗が高くなった。No.25は、リフロー処理温度が低かったためCu−Sn合金被覆層のCu含有量が少なくなり、摩擦係数が高くなった。さらに、リフロー処理時間が長かったため、接触抵抗が高くなった。No.26は、リフロー処理温度が高く、被覆層YのCu含有量が多くなりすぎ、接触抵抗が高くなった。
[NiめっきおよびSnめっきの平均の厚さ測定方法]
蛍光X線膜厚計(セイコーインスツルメンツ株式会社;SFT3200)を用いて平均の厚さを算出した。測定条件は、検量線にSn/Ni/母材の2層検量線を用い、コリメータ径をφ0.5mmとした。
一方、No.33〜36についても、Ni被覆層が形成されたことで、No.7〜10等と比較して、特に高温放置後の接触抵抗が低くなっている。しかし、No.33,34は、母材表面が平滑であったため、Cu−Sn合金被覆層の露出面積率が0%であり、摩擦抵抗が大きかった。No.35,36は、母材表面の算術平均粗さRaが比較的大きい割りに、Snめっき層の平均の厚さが薄く、Cu−Sn合金被覆層の露出面積率が大きくなりすぎ、特に塩水噴霧後の接触抵抗が上昇した。No.35,36については、Snめっき層の平均の厚さを増やせば、本発明の要件を満たす被覆層構成を得ることができる。
X Sn被覆層
Y Cu−Sn合金被覆層
1 オス試験片
2 台
3 メス試験片
4 錘
5 ロードセル
Claims (10)
- Cu板条からなる母材の表面に、Cu−Sn合金被覆層とSn被覆層がこの順に形成されており、前記Cu−Sn合金被覆層の材料表面露出面積率が3〜75%、平均の厚さが0.1〜3.0μm、かつCu含有量が20〜70at%であり、前記Sn被覆層の平均の厚さが0.2〜5.0μmであることを特徴とする接続部品用導電材料。
- 前記母材表面と前記Cu−Sn合金被覆層の間にさらにCu被覆層を有することを特徴とする請求項1に記載された接続部品用導電材料。
- 前記母材表面と前記Cu−Sn合金被覆層の間にさらにNi被覆層が形成されていることを特徴とする請求項1に記載された接続部品用導電材料。
- 前記Ni被覆層とCu−Sn合金被覆層との間にさらにCu被覆層を有することを特徴とする請求項3に記載された接続部品用導電材料。
- 前記母材の表面は、少なくとも一方向の算術平均粗さRaが0.15μm以上で、全ての方向の算術平均粗さRaが4.0μm以下であることを特徴とする請求項1〜4のいずれかに記載された接続部品用導電材料。
- 前記Sn被覆層がリフロー処理により平滑化されたことを特徴とする請求項1〜5のいずれかに記載された接続部品用導電材料。
- Cu板条からなる母材の表面に、Cuめっき層とSnめっき層をこの順に形成した後、リフロー処理を行い、Cu−Sn合金被覆層と、Sn被覆層をこの順に形成する接続部品用導電材料の製造方法において、前記母材の表面を、少なくとも一方向の算術平均粗さRaが0.15μm以上で、全ての方向の算術平均粗さRaが4.0μm以下の表面粗さとし、材料表面露出面積率が3〜75%、平均の厚さが0.1〜3.0μm、かつCu含有量が20〜70at%の前記Cu−Sn合金被覆層と、平均の厚さが0.2〜5.0μmの前記Sn被覆層を形成することを特徴とする接続部品用導電材料の製造方法。
- 前記母材表面と前記Cuめっき層の間に、Niめっき層を形成することを特徴とする請求項7に記載された接続部品用導電材料の製造方法。
- Cu板条からなる母材の表面に、Snめっき層を形成した後、リフロー処理を行い、Cu−Sn合金被覆層と、Sn被覆層をこの順に形成する接続部品用導電材料の製造方法において、前記母材の表面を、少なくとも一方向の算術平均粗さRaが0.15μm以上で、全ての方向の算術平均粗さRaが4.0μm以下の表面粗さとし、材料表面露出面積率が3〜75%、平均の厚さが0.1〜3.0μm、かつCu含有量が20〜70at%の前記Cu−Sn合金被覆層と、平均の厚さが0.2〜5.0μmの前記Sn被覆層を形成することを特徴とする接続部品用導電材料の製造方法。
- 前記リフロー処理を、前記Snめっき層の融点以上、600℃以下の温度で3〜30秒間行うことを特徴とする請求項7〜9のいずれかに記載された接続部品用導電材料の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007014499A JP4503620B2 (ja) | 2007-01-25 | 2007-01-25 | 接続部品用導電材料及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007014499A JP4503620B2 (ja) | 2007-01-25 | 2007-01-25 | 接続部品用導電材料及びその製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004264749A Division JP3926355B2 (ja) | 2004-09-10 | 2004-09-10 | 接続部品用導電材料及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007100220A true JP2007100220A (ja) | 2007-04-19 |
| JP4503620B2 JP4503620B2 (ja) | 2010-07-14 |
Family
ID=38027436
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007014499A Expired - Lifetime JP4503620B2 (ja) | 2007-01-25 | 2007-01-25 | 接続部品用導電材料及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4503620B2 (ja) |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008274364A (ja) * | 2007-05-01 | 2008-11-13 | Kobe Steel Ltd | 嵌合型コネクタ用端子及びその製造方法 |
| JP2009052076A (ja) * | 2007-08-24 | 2009-03-12 | Kobe Steel Ltd | 接続部品用導電材料及びその製造方法 |
| JP2009135097A (ja) * | 2007-11-02 | 2009-06-18 | Furukawa Electric Co Ltd:The | 電気電子機器用金属材料および電気電子機器用金属材料の製造方法 |
| JP2009231065A (ja) * | 2008-03-24 | 2009-10-08 | Fujikura Ltd | 錫系めっき平角導体およびフレキシブルフラットケーブル |
| JP2010248616A (ja) * | 2009-03-26 | 2010-11-04 | Kobe Steel Ltd | 耐熱性に優れるSnめっき付き銅又は銅合金及びその製造方法 |
| JP2011026677A (ja) * | 2009-07-28 | 2011-02-10 | Mitsubishi Shindoh Co Ltd | 導電部材及びその製造方法 |
| JP2011042860A (ja) * | 2009-08-24 | 2011-03-03 | Kobe Steel Ltd | アルミニウム製導電部材との接続に用いられる接続部品用錫めっき付銅又は銅合金材料 |
| JP2011063875A (ja) * | 2009-08-18 | 2011-03-31 | Mitsubishi Shindoh Co Ltd | 導電部材及びその製造方法 |
| JP2011198519A (ja) * | 2010-03-17 | 2011-10-06 | Fuji Electric Co Ltd | 高周波通電用導体 |
| JP2011204617A (ja) * | 2010-03-26 | 2011-10-13 | Kobe Steel Ltd | 接続用部品用銅合金及び導電材料 |
| WO2013024814A1 (ja) | 2011-08-12 | 2013-02-21 | 三菱マテリアル株式会社 | 挿抜性に優れた錫めっき銅合金端子材 |
| EP2620275A2 (en) | 2012-01-26 | 2013-07-31 | Mitsubishi Materials Corporation | Tin-plated copper-alloy material for terminal and method for producing the same |
| EP2682263A2 (en) | 2012-07-02 | 2014-01-08 | Mitsubishi Materials Corporation | Tin-plated copper-alloy material for terminal and method for producing the same |
| EP2874239A1 (en) | 2013-10-30 | 2015-05-20 | Mitsubishi Materials Corporation | Tin-plated copper-alloy terminal material |
| EP2843086A3 (en) * | 2013-08-26 | 2015-06-03 | Mitsubishi Materials Corporation | Tin-plated copper-alloy material for terminal having excellent insertion/extraction performance |
| KR20170055975A (ko) | 2014-09-11 | 2017-05-22 | 미쓰비시 마테리알 가부시키가이샤 | 주석 도금 구리 합금 단자재 및 그 제조 방법 |
| WO2018135482A1 (ja) | 2017-01-17 | 2018-07-26 | 三菱伸銅株式会社 | コネクタ用端子材及びその製造方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11140569A (ja) * | 1997-11-04 | 1999-05-25 | Mitsubishi Shindoh Co Ltd | SnまたはSn合金メッキ銅合金薄板およびその薄板で製造したコネクタ |
| JP2004068026A (ja) * | 2001-07-31 | 2004-03-04 | Kobe Steel Ltd | 接続部品用導電材料及びその製造方法 |
-
2007
- 2007-01-25 JP JP2007014499A patent/JP4503620B2/ja not_active Expired - Lifetime
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11140569A (ja) * | 1997-11-04 | 1999-05-25 | Mitsubishi Shindoh Co Ltd | SnまたはSn合金メッキ銅合金薄板およびその薄板で製造したコネクタ |
| JP2004068026A (ja) * | 2001-07-31 | 2004-03-04 | Kobe Steel Ltd | 接続部品用導電材料及びその製造方法 |
Cited By (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008274364A (ja) * | 2007-05-01 | 2008-11-13 | Kobe Steel Ltd | 嵌合型コネクタ用端子及びその製造方法 |
| JP2009052076A (ja) * | 2007-08-24 | 2009-03-12 | Kobe Steel Ltd | 接続部品用導電材料及びその製造方法 |
| JP2009135097A (ja) * | 2007-11-02 | 2009-06-18 | Furukawa Electric Co Ltd:The | 電気電子機器用金属材料および電気電子機器用金属材料の製造方法 |
| JP2009231065A (ja) * | 2008-03-24 | 2009-10-08 | Fujikura Ltd | 錫系めっき平角導体およびフレキシブルフラットケーブル |
| JP2010248616A (ja) * | 2009-03-26 | 2010-11-04 | Kobe Steel Ltd | 耐熱性に優れるSnめっき付き銅又は銅合金及びその製造方法 |
| JP2011026677A (ja) * | 2009-07-28 | 2011-02-10 | Mitsubishi Shindoh Co Ltd | 導電部材及びその製造方法 |
| JP2011063875A (ja) * | 2009-08-18 | 2011-03-31 | Mitsubishi Shindoh Co Ltd | 導電部材及びその製造方法 |
| JP2011042860A (ja) * | 2009-08-24 | 2011-03-03 | Kobe Steel Ltd | アルミニウム製導電部材との接続に用いられる接続部品用錫めっき付銅又は銅合金材料 |
| JP2011198519A (ja) * | 2010-03-17 | 2011-10-06 | Fuji Electric Co Ltd | 高周波通電用導体 |
| JP2011204617A (ja) * | 2010-03-26 | 2011-10-13 | Kobe Steel Ltd | 接続用部品用銅合金及び導電材料 |
| JP2013174006A (ja) * | 2011-08-12 | 2013-09-05 | Mitsubishi Materials Corp | 挿抜性に優れた錫めっき銅合金端子材 |
| WO2013024814A1 (ja) | 2011-08-12 | 2013-02-21 | 三菱マテリアル株式会社 | 挿抜性に優れた錫めっき銅合金端子材 |
| KR20140051408A (ko) | 2011-08-12 | 2014-04-30 | 미쓰비시 마테리알 가부시키가이샤 | 삽입 발출성이 우수한 주석 도금 구리 합금 단자재 |
| US9616639B2 (en) | 2011-08-12 | 2017-04-11 | Mistubishi Materials Corporation | Tin-plated copper-alloy material for terminal having excellent insertion/extraction performance |
| EP2620275A2 (en) | 2012-01-26 | 2013-07-31 | Mitsubishi Materials Corporation | Tin-plated copper-alloy material for terminal and method for producing the same |
| US8940404B2 (en) | 2012-01-26 | 2015-01-27 | Mitsubishi Materials Corporation | Tin-plated copper-alloy material for terminal and method for producing the same |
| EP2682263A2 (en) | 2012-07-02 | 2014-01-08 | Mitsubishi Materials Corporation | Tin-plated copper-alloy material for terminal and method for producing the same |
| EP2843086A3 (en) * | 2013-08-26 | 2015-06-03 | Mitsubishi Materials Corporation | Tin-plated copper-alloy material for terminal having excellent insertion/extraction performance |
| EP2874239A1 (en) | 2013-10-30 | 2015-05-20 | Mitsubishi Materials Corporation | Tin-plated copper-alloy terminal material |
| KR20170055975A (ko) | 2014-09-11 | 2017-05-22 | 미쓰비시 마테리알 가부시키가이샤 | 주석 도금 구리 합금 단자재 및 그 제조 방법 |
| US10047448B2 (en) | 2014-09-11 | 2018-08-14 | Mitsubishi Materials Corporation | Tin-plated copper-alloy terminal material |
| WO2018135482A1 (ja) | 2017-01-17 | 2018-07-26 | 三菱伸銅株式会社 | コネクタ用端子材及びその製造方法 |
| KR20190101465A (ko) | 2017-01-17 | 2019-08-30 | 미츠비시 신도 가부시키가이샤 | 커넥터용 단자재 및 그 제조 방법 |
| US10923245B2 (en) | 2017-01-17 | 2021-02-16 | Mitsubishi Materials Corporation | Terminal material for connectors and method for producing same |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4503620B2 (ja) | 2010-07-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3926355B2 (ja) | 接続部品用導電材料及びその製造方法 | |
| JP4503620B2 (ja) | 接続部品用導電材料及びその製造方法 | |
| JP4024244B2 (ja) | 接続部品用導電材料及びその製造方法 | |
| JP5025387B2 (ja) | 接続部品用導電材料及びその製造方法 | |
| JP4771970B2 (ja) | 接続部品用導電材料 | |
| KR100870334B1 (ko) | 접속 부품용 도전 재료 및 그의 제조방법 | |
| JP5319101B2 (ja) | 電子部品用Snめっき材 | |
| JP6113605B2 (ja) | 耐熱性に優れる表面被覆層付き銅合金板条 | |
| JP3880877B2 (ja) | めっきを施した銅または銅合金およびその製造方法 | |
| JP5384382B2 (ja) | 耐熱性に優れるSnめっき付き銅又は銅合金及びその製造方法 | |
| JP5419594B2 (ja) | アルミニウム製導電部材との接続に用いられる接続部品用錫めっき付銅又は銅合金材料 | |
| JP6740635B2 (ja) | 錫めっき付銅端子材及びその製造方法並びに電線端末部構造 | |
| JP5464792B2 (ja) | 嵌合型コネクタ用端子の製造方法 | |
| JP5005420B2 (ja) | 嵌合型コネクタ用端子及びその製造方法 | |
| JP6103811B2 (ja) | 接続部品用導電材料 | |
| JP6113674B2 (ja) | 耐熱性に優れる表面被覆層付き銅合金板条 | |
| JP2014208904A (ja) | 耐摩耗性に優れる接続部品用導電材料 | |
| JP2017115210A (ja) | 接続部品用導電材料 | |
| JP5897082B1 (ja) | 耐微摺動摩耗性に優れる接続部品用導電材料 | |
| JP2013139640A (ja) | 嵌合型コネクタ用端子 | |
| JP4090483B2 (ja) | 導電接続部品 | |
| JP4090488B2 (ja) | 接続部品成形加工用導電材料板及びその製造方法 | |
| WO2016152495A1 (ja) | 接続部品用導電材料 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070227 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070725 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100126 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100317 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100420 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100421 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4503620 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130430 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130430 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140430 Year of fee payment: 4 |
|
| EXPY | Cancellation because of completion of term |