JP2007107614A - 転がり軸受用保持器 - Google Patents
転がり軸受用保持器 Download PDFInfo
- Publication number
- JP2007107614A JP2007107614A JP2005299120A JP2005299120A JP2007107614A JP 2007107614 A JP2007107614 A JP 2007107614A JP 2005299120 A JP2005299120 A JP 2005299120A JP 2005299120 A JP2005299120 A JP 2005299120A JP 2007107614 A JP2007107614 A JP 2007107614A
- Authority
- JP
- Japan
- Prior art keywords
- cage
- rolling bearing
- ball
- mass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images









Landscapes
- Rolling Contact Bearings (AREA)
Abstract
【課題】 150℃以上の高温下で、且つ、dm ・Nが100万以上の高速回転下で使用される転がり軸受で用いられた場合であっても、優れた機械的特性を有し、且つ、変形が生じ難い転がり軸受用保持器を提供する。
【解決手段】 転がり軸受用保持器10Aを、平均繊維径3μm以上30μm以下のガラス繊維が10質量%以上40質量%以下の範囲で含有されたポリアミドイミド樹脂から製造する。
【選択図】 図1
【解決手段】 転がり軸受用保持器10Aを、平均繊維径3μm以上30μm以下のガラス繊維が10質量%以上40質量%以下の範囲で含有されたポリアミドイミド樹脂から製造する。
【選択図】 図1
Description
本発明は、転がり軸受用保持器に関する。
一般に、転がり軸受に用いられる保持器は、その材料により金属保持器とプラスチック保持器とに分類される。
金属保持器には、プレス保持器や、波形保持器や、もみ抜き保持器等があり、プレス保持器や波形保持器は金属の薄板をプレス加工することにより製造され、もみ抜き保持器は金属の薄板を切削加工することにより製造される。
金属保持器には、プレス保持器や、波形保持器や、もみ抜き保持器等があり、プレス保持器や波形保持器は金属の薄板をプレス加工することにより製造され、もみ抜き保持器は金属の薄板を切削加工することにより製造される。
プラスチック保持器には、冠形保持器やもみ抜き保持器等があり、冠形保持器は合成樹脂を射出成形することにより製造され、もみ抜き保持器は予め適当な形状に成形した合成樹脂を切削加工することにより製造される。
例えば、自動車の電装機器、ハイブリッド車のモータの回転部分、クリーナモータ、及び工作機械の主軸等で使用される深溝玉軸受やアンギュラ玉軸受のように、高速回転下で使用される転がり軸受では、合成樹脂が元来有する自己潤滑性と軽量性とを備えたプラスチック保持器を用いることが多い。
例えば、自動車の電装機器、ハイブリッド車のモータの回転部分、クリーナモータ、及び工作機械の主軸等で使用される深溝玉軸受やアンギュラ玉軸受のように、高速回転下で使用される転がり軸受では、合成樹脂が元来有する自己潤滑性と軽量性とを備えたプラスチック保持器を用いることが多い。
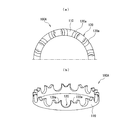
このようなプラスチック保持器の一例としては、図8に示されるように、合成樹脂を射出成形することにより一体に形成された冠形保持器が挙げられる。
この冠形保持器100Aは、図8に示すように、円環状の基部110と、その軸方向の一側面に形成された複数のポケット120と、を備えている。ポケット120は、基部110の周方向に沿って、所定間隔を空けて対向配置された一対の弾性片120aにより形成されており、この一対の弾性片120aの互いに対向する面は、同心の球面又は円筒面となっている。そして、一対の弾性片120aの間隔を弾性的に押し拡げつつ、一対の弾性片120aの間に玉(転動体)を押し込むことにより、各ポケット120内に玉を転動自在に保持することができる。
この冠形保持器100Aは、図8に示すように、円環状の基部110と、その軸方向の一側面に形成された複数のポケット120と、を備えている。ポケット120は、基部110の周方向に沿って、所定間隔を空けて対向配置された一対の弾性片120aにより形成されており、この一対の弾性片120aの互いに対向する面は、同心の球面又は円筒面となっている。そして、一対の弾性片120aの間隔を弾性的に押し拡げつつ、一対の弾性片120aの間に玉(転動体)を押し込むことにより、各ポケット120内に玉を転動自在に保持することができる。
このようなプラスチック保持器の材料としては、ポリアミド(ナイロン)、ポリアセタール、ポリブチレンテレフタレート、ポリフェニレンサルファイド等の所謂エンジニアリングプラスチック(以下、「EP」と記す。)や、EPにガラス繊維や炭素繊維等の繊維状充填材を含有させたものが知られている。特に、これらのEPの中でも射出成形で製造可能なポリアミド等の熱可塑性樹脂は、製造コストと性能のバランスが良好であるため、プラスチック保持器の材料として多々用いられており、中程度の環境条件下で卓越した性能が確認されている。
ところが、上述したEPからなる保持器には、一般に使用温度が高くなると、弾性率や強度が極端に低下したり、クリープが増大したりするという問題がある。すなわち、EPからなる保持器を、高温・高速回転下で使用される転がり軸受で用いた場合には、転がり面に存在するグリース等の潤滑剤と共に保持器が高速で回転する際に、遠心力に基づく円環の径方向外方を向く力や、玉の公転に基づく回転方向を向く力(拘束力)や、潤滑剤の攪拌抵抗に基づく力が組合わされた複雑な力が保持器に加わることになる。この結果、保持器に弾性変形や塑性変形が生じるため、ポケットの内面と玉の転動面との間の隙間が大きくなるとともに、ポケットの内面に玉の転動面から受ける力が加わって摩耗が生じる。
また、上述したポケットの内面と玉の転動面との間の隙間が大きくなると、以下に示す二つの問題が生じる。
第一に、転がり軸受の回転に伴って保持器が細かく振動し、ポケットの内面に摩耗が生じ易くなるとともに、有害な振動や騒音が発生する。
第二に、保持器が部分的に或いは全体的に変位して、保持器の一部が他の部材(例えば、内輪、外輪、玉、シールド板、シール部材)と擦れ合うようになる。
第一に、転がり軸受の回転に伴って保持器が細かく振動し、ポケットの内面に摩耗が生じ易くなるとともに、有害な振動や騒音が発生する。
第二に、保持器が部分的に或いは全体的に変位して、保持器の一部が他の部材(例えば、内輪、外輪、玉、シールド板、シール部材)と擦れ合うようになる。
具体的に、ポケットを構成する弾性片が遠心力に基づいて円環の径方向外方に変位した場合には、保持器の弾性片の先端部側と外輪の内周面とが擦れ合うようになる。また、保持器全体が軸方向に変位した場合には、基部の軸方向側面のうち、弾性片が形成されていない側の側面がシールド板やシール部材と擦れ合うようになる。このように、保持器の一部が他の部材と擦れ合うと、摩擦熱が生じて互いに擦れ合った部分の温度が上昇するため、焼付き等が生じ易くなる。
このため、高温・高速回転下で使用される転がり軸受で用いられた場合であっても、保持器の剛性や耐クリープ性を向上させるための技術が、特許文献1〜特許文献3に記載されている。
特許文献1では、図9に示すように、ポケット120に玉13を保持した状態で、ポケット120を構成する隣り合う弾性片120aの先端部同士を環状の連結部材14により連結した保持器100Bが提案されている。図9に示す符号15は、保持器100Bの軽量化を図るために、基部110のポケット120が形成されていない側の側面に設けられた円環状の凹部を示す。
特許文献1では、図9に示すように、ポケット120に玉13を保持した状態で、ポケット120を構成する隣り合う弾性片120aの先端部同士を環状の連結部材14により連結した保持器100Bが提案されている。図9に示す符号15は、保持器100Bの軽量化を図るために、基部110のポケット120が形成されていない側の側面に設けられた円環状の凹部を示す。
特許文献2では、図10に示すように、保持器100Cの軽量化を図りつつ、ポケット120の変形防止を図るために、ポケット120の形成側とは反対側の側面において、隣り合うポケット120の間に凹部16を形成し、この凹部16に嵌合する補強部171を備えた金属板17を設けた保持器100Cが提案されている。
特許文献3では、図11に示すように、ポケット120の変形防止を図るために、ポケット120の形成側とは反対側の側面に、円環状の金属板18を設けた保持器100Dが提案されている。図11に示す符号181は、金属板18を基部110に密着して形成するために金属板18に設けられた開口部を示す。
特許文献3では、図11に示すように、ポケット120の変形防止を図るために、ポケット120の形成側とは反対側の側面に、円環状の金属板18を設けた保持器100Dが提案されている。図11に示す符号181は、金属板18を基部110に密着して形成するために金属板18に設けられた開口部を示す。
しかしながら、上述した特許文献1〜特許文献3に記載の技術では、いずれも保持器に別部材を設けているため、材料コストが高くなるだけでなく、転がり軸受の軸方向寸法が大きくなり、保持器とシールド板やシール部材との干渉が生じる場合がある。
このため、保持器に別部材を設けることなく、剛性や耐クリープ性を向上させるための技術として、特許文献4に記載の技術のように、上述したEPよりも耐熱性に優れ、高温下でも優れた機械的特性(強度、剛性、耐クリープ性)が得られる所謂スーパーエンジニアリングプラスチック(以下、「SEP」と記す。)から保持器を製造することが提案されている。
このため、保持器に別部材を設けることなく、剛性や耐クリープ性を向上させるための技術として、特許文献4に記載の技術のように、上述したEPよりも耐熱性に優れ、高温下でも優れた機械的特性(強度、剛性、耐クリープ性)が得られる所謂スーパーエンジニアリングプラスチック(以下、「SEP」と記す。)から保持器を製造することが提案されている。
特許文献4では、上述したSEPとして、エチレンテトラフルオロエチレン(ETFE)、ポリエーテルエーテルケトン(PEEK)、ポリアミドイミド(PAI)、熱可塑性ポリイミド(TPE)から選択された一つに、平均繊維径2μm以下の繊維状充填材と、ポリテトラフルオロエチレン(PTFE)とをそれぞれ5〜30質量%含有させた材料を用いて射出成形することにより、保持器を製造することが提案されている。
実開平8−1848号公報
実開平8−8821号公報
特開平8−145061号公報
特開2002−39189号公報
ところで、近年、ハイブリッド車のモータの回転部分を支持する転がり軸受のように、150℃以上の高温下で、且つ、転がり軸受のピッチ円直径dm (mm)と転がり軸受の回転速度(min-1)との積dm ・Nが100万以上の高速回転下で使用される転がり軸受が増えてきている。
しかしながら、上述した特許文献4に記載のSEPからなる保持器には、可撓性や寸法安定性が十分に得られず、保持器の成形時や保持器への玉の組込み時に加えて、軸受の使用に伴って変形が生じ易いという問題がある。
そこで、本発明は、150℃以上の高温下で、且つ、dm ・Nが100万以上の高速回転下で使用される転がり軸受で用いられた場合であっても、優れた機械的特性を有し、且つ、変形が生じ難い転がり軸受用保持器を提供することを課題としている。
しかしながら、上述した特許文献4に記載のSEPからなる保持器には、可撓性や寸法安定性が十分に得られず、保持器の成形時や保持器への玉の組込み時に加えて、軸受の使用に伴って変形が生じ易いという問題がある。
そこで、本発明は、150℃以上の高温下で、且つ、dm ・Nが100万以上の高速回転下で使用される転がり軸受で用いられた場合であっても、優れた機械的特性を有し、且つ、変形が生じ難い転がり軸受用保持器を提供することを課題としている。
このような課題を解決するために、本発明は、平均繊維径3μm以上30μm以下の繊維状充填材が、10質量%以上40質量%以下の範囲で含有されたポリアミドイミド樹脂からなることを特徴とする転がり軸受用保持器を提供する。
本発明で用いるポリアミドイミド樹脂としては、アミド結合とイミド結合の両方を備えた下記式(1)で示されるユニットAと、下記式(2)で示されるユニットBのうち、少なくとも一つのユニットからなるポリマが挙げられる。このポリマは、下記式(1)及び下記式(2)で示すユニットがランダムに連続(例えば、─ABBABA─)していてもよいし、交互に連続(例えば、─ABABAB─)していてもよいし、特定の周期で連続(例えば、ーABBABB―)していてもよいし、ブロックで連続(例えばーAAABBB─)していてもよい。
このようなポリアミドイミド樹脂は、優れた加工性と強靭性を持つアミド結合と、優れた耐熱性と機械的強度を持つイミド結合とが組み合わされたものであり、上述したEPと比べて、優れた耐熱性、耐油性、耐薬品性、及び寸法安定性が得られるとともに、優れた機械的特性(強度、剛性、耐クリープ性)が得られる。
本発明で用いるポリアミドイミド樹脂としては、アミド結合とイミド結合の両方を備えた下記式(1)で示されるユニットAと、下記式(2)で示されるユニットBのうち、少なくとも一つのユニットからなるポリマが挙げられる。このポリマは、下記式(1)及び下記式(2)で示すユニットがランダムに連続(例えば、─ABBABA─)していてもよいし、交互に連続(例えば、─ABABAB─)していてもよいし、特定の周期で連続(例えば、ーABBABB―)していてもよいし、ブロックで連続(例えばーAAABBB─)していてもよい。
このようなポリアミドイミド樹脂は、優れた加工性と強靭性を持つアミド結合と、優れた耐熱性と機械的強度を持つイミド結合とが組み合わされたものであり、上述したEPと比べて、優れた耐熱性、耐油性、耐薬品性、及び寸法安定性が得られるとともに、優れた機械的特性(強度、剛性、耐クリープ性)が得られる。

なお、上記式(2)中のRは、下記式(3)〜(14)から選択できる。また、上記式(1)中のmは0以上の整数で、上記式(2)中のnは1以上の整数であり、各ユニットの存在比率はモル比(m/n)で0〜100とする。
また、下記式(3)中のpは4〜12の整数を示し、同様に、下記式(11)中のqは1〜25の整数を、下記式(12)中のrは1〜100の整数をそれぞれ示す。
また、下記式(3)中のpは4〜12の整数を示し、同様に、下記式(11)中のqは1〜25の整数を、下記式(12)中のrは1〜100の整数をそれぞれ示す。
さらに、下記式(5),(10)中のR1は、H及びCH3 のいずれかを示し、(10)中の二つのR1は同一であってもよいし、異なっていてもよい。
さらに、下記式(9),(10),(11)中のXはエーテル基、カルボニル基、Cy H2y基(y=1〜3の整数)から選択される一種以上の基を示す。
さらに、下記式(12),(14)中のArは、下記式(5),(10),(11)から選択される一種以上の基を示す。
さらに、下記式(9),(10),(11)中のXはエーテル基、カルボニル基、Cy H2y基(y=1〜3の整数)から選択される一種以上の基を示す。
さらに、下記式(12),(14)中のArは、下記式(5),(10),(11)から選択される一種以上の基を示す。
また、本発明の転がり軸受用保持器では、機械的特性、可撓性、及び寸法安定性を向上させるために、上述したポリアミドイミド樹脂に、平均繊維径が3μm以上30μm以下の繊維状充填材を10質量%以上40質量%以下の範囲で含有させた。
繊維状充填材としては、例えば、ガラス繊維、炭素繊維、金属繊維、アラミド繊維、芳香族ポリイミド繊維、液晶ポリエステル繊維、炭化珪素繊維、アルミナ繊維、ボロン繊維等が挙げられる。特に、ポリイミドアミド樹脂に対して優れた補強性を付与するために、ガラス繊維及び炭素繊維のうち少なくとも一つを用いることが好ましい。
繊維状充填材としては、例えば、ガラス繊維、炭素繊維、金属繊維、アラミド繊維、芳香族ポリイミド繊維、液晶ポリエステル繊維、炭化珪素繊維、アルミナ繊維、ボロン繊維等が挙げられる。特に、ポリイミドアミド樹脂に対して優れた補強性を付与するために、ガラス繊維及び炭素繊維のうち少なくとも一つを用いることが好ましい。
ガラス繊維の具体例としては、EガラスやSガラスが挙げられる。また、炭素繊維の具体例としては、PAN系やピッチ系が挙げられるが、繊維強度と弾性率を考慮して、PAN系を用いることが好ましい。
この繊維状充填材は、平均繊維径を3μm以上30μm以下、より好ましくは5μm以上20μm以下とする。繊維状充填材の平均繊維径が3μm未満であると、母材であるポリアミドイミド樹脂と混合した時に繊維の凝集が起こり、ポリアミドイミド樹脂中に繊維を均一に分散できなくなるとともに、保持器の成形時や保持器への玉の組込み時に必要な耐衝撃性や可撓性が得られなくなる。
この繊維状充填材は、平均繊維径を3μm以上30μm以下、より好ましくは5μm以上20μm以下とする。繊維状充填材の平均繊維径が3μm未満であると、母材であるポリアミドイミド樹脂と混合した時に繊維の凝集が起こり、ポリアミドイミド樹脂中に繊維を均一に分散できなくなるとともに、保持器の成形時や保持器への玉の組込み時に必要な耐衝撃性や可撓性が得られなくなる。
一方、繊維状充填材の平均繊維径が30μmよりも大きくなると、保持器表面の平滑性が阻害されるため、軸受の使用に伴って、保持器と摺接した他の部材(内輪、外輪、転動体、シールド板、シール部材)に変形が生じる場合がある。なお、繊維状充填材の補強効果を十分に得るために、繊維状充填材のアスペクト比は3以上とすることが好ましい。
また、繊維状充填材は、ポリアミドイミド樹脂全体に対して、10質量%以上40質量%以下の範囲、より好ましくは15質量%以上40質量%以下の範囲で含有させる。繊維状充填材の含有率が10質量%未満であると、繊維状充填材による機械的特性の補強効果が小さく、また、耐熱性が不足する。一方、繊維状充填材の含有率が40質量%よりも大きくなると、ポリアミドイミド樹脂の溶融流動性が著しく低下して成形性が悪くなるばかりでなく、機械的特性や寸法安定性を十分に得ることができなくなる。その結果、保持器の成形時や保持器への玉の組み入れ時に、保持器が破損する場合がある。
上述したポリアミドイミド樹脂と繊維状充填材との親和性を向上させて、ポリアミドイミド樹脂と繊維状充填材との密着性を大きくし、且つ、ポリアミドイミド樹脂中に繊維状充填材を均一に分散させるために、シランカップリング剤やチタネートカップリング剤等で表面処理した繊維状充填材を用いてもよいし、ポリアミドイミド樹脂中に各種添加剤を加えてもよい。
なお、各種添加剤のポリアミドイミド樹脂全体に対する合計含有率は、10質量%以下とすることが好ましい。ここで、添加剤の合計含有率が10質量%よりも大きくなると、摩擦摩耗性や流動性に代表されるポリアミドイミド樹脂の加工性は改善されるが、ポリアミドイミド樹脂が本来有する強度を著しく低下させる。
なお、各種添加剤のポリアミドイミド樹脂全体に対する合計含有率は、10質量%以下とすることが好ましい。ここで、添加剤の合計含有率が10質量%よりも大きくなると、摩擦摩耗性や流動性に代表されるポリアミドイミド樹脂の加工性は改善されるが、ポリアミドイミド樹脂が本来有する強度を著しく低下させる。
添加剤としては、例えば、黒鉛、六方晶窒化ホウ素、フッ素雲母、四フッ化エチレン樹脂粉末、二硫化タングステン、二硫化モリブデン等の固体潤滑剤や、クレー、タルク、炭酸カルシウム、炭酸亜鉛、シリカ、アルミナ、酸化マグネシウム、ケイ酸カルシウム、アスベスト、アルミン酸ナトリウム、アルミン酸カルシウム、アルミノ珪酸ナトリウム、珪酸マグネシウム、水酸化アルミニウム、水酸化カルシウム、硫酸バリウム、カリウムミョウバン、ナトリウムミョウバン、鉄ミョウバン、ガラスバルーン、カーボンブラック、酸化亜鉛、三酸化アンチモン、ホウ酸、ホウ砂、ホウ酸亜鉛、ゼオライト、ハイドロタルサイ等の無機粉末や、各種有機粉末や、各種潤滑油や、各種可塑剤や、各種ゴム剤や、各種樹脂や、各種酸化防止剤や、各種熱安定剤や、各種紫外線吸収剤や、各種光保護剤や、各種難燃剤矢、各種帯電防止剤や、各種離型剤や、各種流動性改良剤や、各種熱伝導性改良剤や、各種非粘着性付与剤や、各種顔料、各種染料を一種又は二種以上組み合わせて用いることができる。
本発明における転がり軸受用保持器は、上述したポリアミドイミド樹脂と、繊維状充填材と、必要に応じて各種添加剤とを公知の混合方法で混合させた後、得られた混合液を、射出成形法、圧縮成形法、トランスファー成形法等の公知の方法で成形することにより製造できる。特に、生産性に優れ、安価で保持器を製造するために、射出成形法を採用することが好ましい。
混合方法としては、例えば、ポリアミドイミド樹脂と、繊維状充填材と、必要に応じたて各種添加剤とを別々に溶融混練した後に全体を混合してもよいし、予め全ての材料をヘンシェルミキサー、タンブラー、リボンミキサー、ボールミル等の混合機で予備混合した後に、溶融混合機で全体を混合してもよい。溶融混合機としては、例えば、単独又は二軸押出機や、混練ロール、加圧ニーダー、バンバリーミキサー、ブラベンダープラストグラフ等の公知の溶融混練装置を用いることができる。また、溶融混練する際の温度は、例えば、母材であるポリアミドイミド樹脂の溶融が十分に進行し、且つ、劣化しない程度の温度範囲(例えば、340〜390℃)を適宜選択する必要がある。
また、本発明における転がり軸受用保持器をなすポリアミドイミド樹脂は、上述したEPと比べて、成形直後に脆弱であるため、ポケットに無理な力が作用しない金型を使用することが好ましい。
さらに、本発明における転がり軸受用保持器では、高温での機械的強度を確保しつつ、且つ、必要な可撓性を得るために、ポリアミドイミド樹脂に含まれる繊維状充填材の含有率に応じて、転動体を保持するポケットの寸法を決定することが好ましい。例えば、転がり軸受用保持器が冠形保持器である場合、ポリアミドイミド樹脂に含まれる繊維状充填材の含有率が20質量%以下の場合には、ポケットの開口径dと転動体の直径Dとの開口率d/D(%)を92%以上94%以下とし、ポリアミドイミド樹脂に含まれる繊維状充填材の含有率が20質量%よりも多い場合には、開口率d/Dを94%よりも大きく97%以下とすることが好ましい。
さらに、本発明における転がり軸受用保持器では、高温での機械的強度を確保しつつ、且つ、必要な可撓性を得るために、ポリアミドイミド樹脂に含まれる繊維状充填材の含有率に応じて、転動体を保持するポケットの寸法を決定することが好ましい。例えば、転がり軸受用保持器が冠形保持器である場合、ポリアミドイミド樹脂に含まれる繊維状充填材の含有率が20質量%以下の場合には、ポケットの開口径dと転動体の直径Dとの開口率d/D(%)を92%以上94%以下とし、ポリアミドイミド樹脂に含まれる繊維状充填材の含有率が20質量%よりも多い場合には、開口率d/Dを94%よりも大きく97%以下とすることが好ましい。
本発明の転がり軸受用保持器によれば、平均繊維径3μm以上30μm以下の繊維状充填材が10質量%以上40質量%以下の範囲で含有されたポリアミドイミド樹脂からなることにより、高温・高速回転下で優れた機械的特性が得られるとともに、変形が生じ難くなる。
よって、本発明の転がり軸受用保持器は、150℃以上の高温下で、且つ、転がり軸受のピッチ円直径dm と転がり軸受の回転速度との積dm ・Nが100万以上の高速回転下で使用される転がり軸受用保持器として好適に用いることができる。
よって、本発明の転がり軸受用保持器は、150℃以上の高温下で、且つ、転がり軸受のピッチ円直径dm と転がり軸受の回転速度との積dm ・Nが100万以上の高速回転下で使用される転がり軸受用保持器として好適に用いることができる。
以下、本発明の実施形態について図面を参照しながら説明する。
<第1実施形態>
図1は、本発明における転がり軸受用保持器の一例を示す断面図である。この転がり軸受用保持器は、上述した図8に示す転がり軸受用保持器と略同一形状を示す。
本実施形態の保持器10Aは、図1に示すように、円環状の基部11と、その軸方向の一側面に形成された複数のポケット12と、を備えている。ポケット12は、基部11の周方向に沿って、所定間隔を空けて対向配置された一対の弾性片12aにより形成されている。また、一対の弾性片12aの互いに対向する面は、同心の球面となっている。
<第1実施形態>
図1は、本発明における転がり軸受用保持器の一例を示す断面図である。この転がり軸受用保持器は、上述した図8に示す転がり軸受用保持器と略同一形状を示す。
本実施形態の保持器10Aは、図1に示すように、円環状の基部11と、その軸方向の一側面に形成された複数のポケット12と、を備えている。ポケット12は、基部11の周方向に沿って、所定間隔を空けて対向配置された一対の弾性片12aにより形成されている。また、一対の弾性片12aの互いに対向する面は、同心の球面となっている。
そして、一対の弾性片12aの間隔を弾性的に押し拡げつつ、一対の弾性片12aの間に玉(転動体)3を押し込むことにより、各ポケット12内に玉3を転動自在に保持することができる。
弾性片12aは、その先端部121の開口径(ポケットの開口径)kが玉の直径Dよりも小さく、且つ、その外側面122は略球状凸面となっている。これにより、弾性片12aは、玉3をポケット12に組み込んだ後にポケット12から玉3の脱落を防止するためのストッパとして機能する。
弾性片12aは、その先端部121の開口径(ポケットの開口径)kが玉の直径Dよりも小さく、且つ、その外側面122は略球状凸面となっている。これにより、弾性片12aは、玉3をポケット12に組み込んだ後にポケット12から玉3の脱落を防止するためのストッパとして機能する。
本実施形態では、保持器10Aをなすポリアミドイミド樹脂に含まれるガラス繊維の含有率が20質量%以下の場合には、ポケット12の開口径dと玉3の直径Dとの開口率d/D(%)を92%以上94%以下とし、ポリアミドイミド樹脂に含まれるガラス繊維の含有率が20%よりも多い場合には、開口率d/Dを94%よりも大きく97%以下とした。
本実施形態では、ポケット12をなす弾性片12aの対向する球状凹面123の曲率半径Raを、玉3の半径(2/D)の102%以上108%以下とした。
また、ポケット12をなす弾性片12aの外側面122の曲率半径Rbを、玉3の中心Oから軸方向に距離E離れた位置に偏在するOaを中心とした曲率円の半径とし、曲率半径Rbを玉3の半径(2/D)の150%以上170%以下、距離Eを玉3の直径Dの15%以上20%以下とした。
また、ポケット12をなす弾性片12aの外側面122の曲率半径Rbを、玉3の中心Oから軸方向に距離E離れた位置に偏在するOaを中心とした曲率円の半径とし、曲率半径Rbを玉3の半径(2/D)の150%以上170%以下、距離Eを玉3の直径Dの15%以上20%以下とした。
さらに、基部11から弾性片12aの先端部121の最大高さまでの距離Haを、玉3の直径Dの25%以上30%以下とした。また、玉3の中心Oから弾性片12aの先端部121の最大高さまでの距離Hbを、玉3の直径Dの35%以上40%以下とした。なお、先端部121の最大高さとは、ポケット12の開口径dをなす弾性片12aの最も高い位置を指す。
本実施形態の保持器10Aによれば、SEPの一種であるポリアミドイミド樹脂に、平均繊維径3μm以上30μm以下のガラス繊維を10質量%以上40質量%以下の範囲で含有させたことにより、高温下で優れた機械的特性及び寸法安定性を有するとともに、保持器10Aの成形時や玉3の組込み時に、弾性片12aに変形が生じ難くなる。
また、本実施形態の保持器10Aでは、弾性片12aの円周方向の厚みWaが、基部11側から先端部121側に向かって薄くなっていることにより、弾性片12aの可撓性を維持しつつ、より優れた剛性が得られる。
また、本実施形態の保持器10Aでは、弾性片12aの円周方向の厚みWaが、基部11側から先端部121側に向かって薄くなっていることにより、弾性片12aの可撓性を維持しつつ、より優れた剛性が得られる。
<第2実施形態>
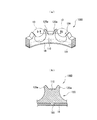
図2は、本発明における転がり軸受用保持器の他の例を示す断面図である。
本実施形態の保持器10Bは、上述した図1に示す保持器10Aと同一材料で射出成形により形成したものであり、図2に示すように、その弾性片12aの軸方向の厚みWbを、基部11側から先端部121側に向かうにつれて薄くなるように構成されている。
すなわち、保持器10Bの内輪1側の内周面を、基部11側から離れるにつれて、円周方向外方に向かう傾斜面とし、保持器10Bの外輪2側の外周面を、基部11側から離れるにつれて、円周方向内方に向かう傾斜面とした。
図2は、本発明における転がり軸受用保持器の他の例を示す断面図である。
本実施形態の保持器10Bは、上述した図1に示す保持器10Aと同一材料で射出成形により形成したものであり、図2に示すように、その弾性片12aの軸方向の厚みWbを、基部11側から先端部121側に向かうにつれて薄くなるように構成されている。
すなわち、保持器10Bの内輪1側の内周面を、基部11側から離れるにつれて、円周方向外方に向かう傾斜面とし、保持器10Bの外輪2側の外周面を、基部11側から離れるにつれて、円周方向内方に向かう傾斜面とした。
本実施形態の保持器10Bによれば、上述した第1実施形態と同様に、材料を特定することによる作用効果に加えて、弾性片12aの軸方向の厚みWbを基部11側から先端部121側に向かうにつれて薄くすることにより、高速回転下で用いても、外輪2の内周面及び軌道面や、外輪2の端部内周面に係止したシールド板4と保持器10Bとが干渉し難くなる。
よって、内輪1及び外輪2との相対回転に要するトルクの増大、振動及び異音の発生、及び軸受運転に伴って生じる発熱量の上昇を抑制できる。
また、弾性片12aの先端部121側を基部11側よりも軽くすることにより、先端部121に加わる遠心力や、加減速時に加わる円周方向の力を低減できるため、弾性片12aが弾性変形し難くなり、ポケット12の開口径の拡がりを少なくできる。
なお、本実施形態では、保持器10Bの内周面と外周面の両方に傾斜を設けることで、弾性片12aの軸方向の厚みWbを、保持器10Bの基部11側から先端部121側に向かって薄くなるようにしたが、これに限らず、保持器10Bの内周面と外周面のいずれか一方を傾斜面としてもよい。
また、弾性片12aの先端部121側を基部11側よりも軽くすることにより、先端部121に加わる遠心力や、加減速時に加わる円周方向の力を低減できるため、弾性片12aが弾性変形し難くなり、ポケット12の開口径の拡がりを少なくできる。
なお、本実施形態では、保持器10Bの内周面と外周面の両方に傾斜を設けることで、弾性片12aの軸方向の厚みWbを、保持器10Bの基部11側から先端部121側に向かって薄くなるようにしたが、これに限らず、保持器10Bの内周面と外周面のいずれか一方を傾斜面としてもよい。
<第3実施形態>
図3は、本発明における転がり軸受用保持器の他の例を示す断面図である。図4は、図3の転がり軸受用保持器を示し、(a)は図3のA−A断面図、(b)は図3(a)のB矢視図である。
本実施形態の保持器10Cは、上述した図1に示す保持器10Aと同一材料で射出成形により形成したものであり、図3及び図4に示すように、一対の弾性片12aの互いに対向する面が円筒面となっている。
また、本実施形態の保持器10Cは、その基部11のポケット12が形成されていない側の側面に、円環状の凹部5が形されている。
図3は、本発明における転がり軸受用保持器の他の例を示す断面図である。図4は、図3の転がり軸受用保持器を示し、(a)は図3のA−A断面図、(b)は図3(a)のB矢視図である。
本実施形態の保持器10Cは、上述した図1に示す保持器10Aと同一材料で射出成形により形成したものであり、図3及び図4に示すように、一対の弾性片12aの互いに対向する面が円筒面となっている。
また、本実施形態の保持器10Cは、その基部11のポケット12が形成されていない側の側面に、円環状の凹部5が形されている。
さらに、本実施形態の保持器10Cは、上述した図1に示す保持器10Aの外周面を外輪2の内周面に近接させた状態で配置した外輪案内型保持器としている。
本実施形態の保持器10Cによれば、上述した第1実施形態と同様に、材料を特定することによる作用効果に加えて、基部11に凹部5を形成して軽量化を図っているため、高速回転下で用いても、内輪1及び外輪2との相対回転に要するトルクの増大、振動及び異音の発生、及び軸受運転に伴って生じる発熱量の上昇を抑制できる。
本実施形態の保持器10Cによれば、上述した第1実施形態と同様に、材料を特定することによる作用効果に加えて、基部11に凹部5を形成して軽量化を図っているため、高速回転下で用いても、内輪1及び外輪2との相対回転に要するトルクの増大、振動及び異音の発生、及び軸受運転に伴って生じる発熱量の上昇を抑制できる。
また、本実施形態の保持器10Cによれば、外輪案内型としたことにより、内輪案内型や玉案内型とした場合よりも、内輪1及び外輪2との相対回転に要するトルクの増大を抑制できる。
なお、上述した第1〜第3本実施形態では、保持器の軽量化を図るための構成について説明したが、保持器の構成はこれに限らず、上述した各構成を組み合わせた構成としてもよい。
なお、上述した第1〜第3本実施形態では、保持器の軽量化を図るための構成について説明したが、保持器の構成はこれに限らず、上述した各構成を組み合わせた構成としてもよい。
以下、本発明の効果を検証した結果について詳細に説明する。
<第1実施例>
第1実施例では、表1に示す樹脂と繊維状充填材とを用いて、ASTM D 638(プラスチックの引張特性試験法)に記載のTypeIの引張試験片A(厚さが3.2mm)と、試験片B(長さが120mm、幅が13mm、厚さが6.4mm)と、を以下に示す手順で作製した。
<第1実施例>
第1実施例では、表1に示す樹脂と繊維状充填材とを用いて、ASTM D 638(プラスチックの引張特性試験法)に記載のTypeIの引張試験片A(厚さが3.2mm)と、試験片B(長さが120mm、幅が13mm、厚さが6.4mm)と、を以下に示す手順で作製した。
まず、表1に示す樹脂を2軸押出機(株式会社池貝製,PCM−45)を用いて、シリンダ設定温度を各樹脂毎に変更して、スクリュー回転速度を150min-1とした状態で溶融しつつ、繊維状充填材を定量サイドフィーダーにより添加して、溶融混練させた後、ホットカットによりペレットを得た。なお、繊維状充填材を定量サイドフィーダーにより添加したのは、繊維状充填材の折損を防ぐためである。
次に、得られたペレットを、85t射出成形機(日本製鋼所製,J85AD)を用いて、各樹脂毎に設定された条件(金型温度,射出速度,射出圧力)で射出成形することにより、試験片A,Bを形成した。なお、ポリアミドイミド樹脂は、射出成形後、160℃で24時間、220℃で24時間、240℃で24時間、260℃で48時間の二次キュア(養生)を実施した。
以下、本実施例で用いた樹脂及び繊維状充填材について、詳細に説明する。
◇ポリアミドイミド樹脂(PAI)◇
商品名:トーロン4203L(ソルベイアドバンストポリマーズ社製)
シリンダ設定温度:350℃
金型温度:220℃
射出速度:40%
射出圧力:100〜140MPa
◇ナイロン66樹脂(PA66)◇
商品名:レオナ1402(旭化成株式会社製)
シリンダ設定温度:270℃
金型温度:80℃
射出速度:40%
射出圧力:90〜120MPa
◇ナイロン46樹脂(PA46)◇
商品名:スタニールTW300(DSM社製)
シリンダ設定温度:320℃
金型温度:120℃
射出速度:40%
射出圧力:90〜120MPa
◇ポリフェニレンサルファイド樹脂(PPS)◇
商品名:フォートロンW−214(呉羽化学工業社製)
シリンダ設定温度:315℃
金型温度:140℃
射出速度:40%
射出圧力:100〜120MPa
◆ガラス繊維(GF−1)◆
商品名:ECS03−615(セントラル硝子社製)
平均繊維径:13μm
◆ガラス繊維(GF−2)◆
商品名:ECS03−630(セントラル硝子社製)
平均繊維径:13μm
◆炭素繊維(CF)◆
商品名:トレカT008−3(東レ社製)
平均繊維径:7μm
◇ポリアミドイミド樹脂(PAI)◇
商品名:トーロン4203L(ソルベイアドバンストポリマーズ社製)
シリンダ設定温度:350℃
金型温度:220℃
射出速度:40%
射出圧力:100〜140MPa
◇ナイロン66樹脂(PA66)◇
商品名:レオナ1402(旭化成株式会社製)
シリンダ設定温度:270℃
金型温度:80℃
射出速度:40%
射出圧力:90〜120MPa
◇ナイロン46樹脂(PA46)◇
商品名:スタニールTW300(DSM社製)
シリンダ設定温度:320℃
金型温度:120℃
射出速度:40%
射出圧力:90〜120MPa
◇ポリフェニレンサルファイド樹脂(PPS)◇
商品名:フォートロンW−214(呉羽化学工業社製)
シリンダ設定温度:315℃
金型温度:140℃
射出速度:40%
射出圧力:100〜120MPa
◆ガラス繊維(GF−1)◆
商品名:ECS03−615(セントラル硝子社製)
平均繊維径:13μm
◆ガラス繊維(GF−2)◆
商品名:ECS03−630(セントラル硝子社製)
平均繊維径:13μm
◆炭素繊維(CF)◆
商品名:トレカT008−3(東レ社製)
平均繊維径:7μm
このようにして得られた試験片Aを用いて、ASTM D 638に基づく引張強度を測定するとともに、試験片Bを用いて、ASTM D 790に基づく曲げ弾性率を測定した。なお、曲げ弾性率は、室温(約23℃)での曲げ弾性率(室温弾性率)と、180℃での曲げ弾性率(高温弾性率)とを測定した。
また、ASTM D 790に規定された曲げ弾性率の測定法に準じて、試験片Bに180℃で40MPaの負荷を加え、負荷を加え始めてから100時間経過後のクリープ弾性率を測定した。これらの結果は、表1に併せて示した。
次に、上述した表1に示すNo.1〜No.10と同様の材料を用いて、上述した図3及び図4と同様の構成を有する呼び番号6210の深溝玉軸受(内径:50mm,外径:90mm,幅20mm,玉ピッチ径:70mm)用外輪案内型冠形保持器を作製した。
また、ASTM D 790に規定された曲げ弾性率の測定法に準じて、試験片Bに180℃で40MPaの負荷を加え、負荷を加え始めてから100時間経過後のクリープ弾性率を測定した。これらの結果は、表1に併せて示した。
次に、上述した表1に示すNo.1〜No.10と同様の材料を用いて、上述した図3及び図4と同様の構成を有する呼び番号6210の深溝玉軸受(内径:50mm,外径:90mm,幅20mm,玉ピッチ径:70mm)用外輪案内型冠形保持器を作製した。
そして、得られた保持器と、高炭素クロム軸受鋼二種(SUJ2)製の内輪、外輪、玉とを用いて深溝玉軸受を組み立てて、高温・高速回転下で使用することを想定した以下に示す条件で回転試験を行った。この試験は、72時間を上限として内輪を回転させることで行い、72時間経過後における保持器の弾性片の開口径が、回転試験前の開口径と比べてどれだけ増加しているかを測定し、開口径の増加量を算出した。この結果は、表1に併せて示した。なお、72時間経過後における弾性片の開口径の増加量が0.5mm以下であった保持器を合格とした。
[回転試験条件]
試験機:高温高速軸受内輪回転試験機(日本精工株式会社製)
外輪温度:180℃
回転速度:22000min-1
ラジアル荷重:1471N(150kgf)
潤滑条件:油潤滑
[回転試験条件]
試験機:高温高速軸受内輪回転試験機(日本精工株式会社製)
外輪温度:180℃
回転速度:22000min-1
ラジアル荷重:1471N(150kgf)
潤滑条件:油潤滑
表1に示すように、ポリアミドイミド樹脂に、本発明範囲(繊維径と含有率)の繊維状充填材を含有させたNo.1〜No.5の発明例では、ポリアミドイミド繊維のみからなるNo.6の比較例や、ポリアミドイミド樹脂以外の樹脂に本発明範囲の繊維充填材を含有させたNo.7〜No.10の比較例と比べて、引張強度、室温での曲げ弾性率、高温での曲げ弾性率、クリープ弾性率、72時間経過後における弾性片の開口径の増加量の全てを満足させる結果となっていた。
<第2実施例>
第2実施例では、上述した第1実施例で用いた呼び番号6210の深溝玉軸受用外輪案内型冠形保持器を、上述した第1実施例で用いたNo.2の保持器と同様の手段で、ポリアミドイミド樹脂に含有させる炭素繊維の含有率をそれぞれ0〜40質量%の間で種々変更して作製した。
次に、得られた保持器と、上述した第1実施例と同様の内輪、外輪、及び玉とを用いて深溝玉軸受を組み立てて、上述した第1実施例の回転試験条件のうち回転速度だけを28000min-1に変更した条件で、回転試験を行った。そして、上述した第1実施例と同様に、72時間経過後における弾性片の開口径の増加量を測定した。この結果を用いて、炭素繊維の含有率と、弾性片の開口径の増加量との関係を示す図5のグラフを作成した。
第2実施例では、上述した第1実施例で用いた呼び番号6210の深溝玉軸受用外輪案内型冠形保持器を、上述した第1実施例で用いたNo.2の保持器と同様の手段で、ポリアミドイミド樹脂に含有させる炭素繊維の含有率をそれぞれ0〜40質量%の間で種々変更して作製した。
次に、得られた保持器と、上述した第1実施例と同様の内輪、外輪、及び玉とを用いて深溝玉軸受を組み立てて、上述した第1実施例の回転試験条件のうち回転速度だけを28000min-1に変更した条件で、回転試験を行った。そして、上述した第1実施例と同様に、72時間経過後における弾性片の開口径の増加量を測定した。この結果を用いて、炭素繊維の含有率と、弾性片の開口径の増加量との関係を示す図5のグラフを作成した。
図5に示すように、ポリアミドイミド樹脂中に含有させる炭素繊維の含有率を10質量%以下とすることで、72時間経過後における弾性片の開口径の増加量を0.5mm以下にできることが分かった。
この結果から、保持器をなすポリアミドイミド樹脂に対する炭素繊維の含有率を10質量%以上とすることで、高温・高速回転下で使用した場合であっても、保持器が変形し難くなることを確認できた。
この結果から、保持器をなすポリアミドイミド樹脂に対する炭素繊維の含有率を10質量%以上とすることで、高温・高速回転下で使用した場合であっても、保持器が変形し難くなることを確認できた。
<第3実施例>
第3実施例では、上述した第1実施例で用いた呼び番号6210の深溝玉軸受用外輪案内型冠形保持器を、上述した第1実施例で用いたNo.2の保持器と同様の手段で、ポリアミドイミド樹脂に含有させる炭素繊維の含有率をそれぞれ0〜60質量%の間で種々変更して作製した。
このようにして得られた保持器のポケットに、図6に示す空気駆動型自動玉組込み装置(日本精工株式会社製)を用いて、以下に示す条件で玉を組み込んだ。そして、玉を組み込んだ後の保持器の弾性片を観察し、弾性片に折損や白化が認められなかった保持器の割合(保持器の玉組込み成功率)を算出した。
第3実施例では、上述した第1実施例で用いた呼び番号6210の深溝玉軸受用外輪案内型冠形保持器を、上述した第1実施例で用いたNo.2の保持器と同様の手段で、ポリアミドイミド樹脂に含有させる炭素繊維の含有率をそれぞれ0〜60質量%の間で種々変更して作製した。
このようにして得られた保持器のポケットに、図6に示す空気駆動型自動玉組込み装置(日本精工株式会社製)を用いて、以下に示す条件で玉を組み込んだ。そして、玉を組み込んだ後の保持器の弾性片を観察し、弾性片に折損や白化が認められなかった保持器の割合(保持器の玉組込み成功率)を算出した。
この空気駆動型自動玉組込み装置は、図6に示すように、基板20上にフレーム21と保持器支持板22が固定されており、ポケット上に玉23を配置した保持器24と、押板25とがこの順で保持器支持板22上に載置されるようになっている。そして、フレーム21に固定された空気圧シリンダー26を調整して、空気圧によって押板25を押すことで、全ての玉23を同時に保持器24のポケットに組み込むことができる。なお、図6中の符号27は空気圧シリンダー26から延びるシリンダーロッドで、同様に符号28はシリンダーロッド27の先端に設けられたパンチである。
[玉組込み条件]
シリンダーロッド移動速度:0.2m/sec
荷重:500N
雰囲気温度:20℃
試験回数:1回
[玉組込み条件]
シリンダーロッド移動速度:0.2m/sec
荷重:500N
雰囲気温度:20℃
試験回数:1回
この結果を用いて、炭素繊維の含有率と、保持器への玉の組込み成功率との関係を示す図7のグラフを作成した。
図7に示すように、ポリアミドイミド樹脂中に含有させる炭素繊維の含有率が40質量%を超えると、保持器への玉の組込み成功率を100%に維持できないことが分かった。 この結果から、保持器をなすポリアミドイミド樹脂に対する炭素繊維の含有率を40質量%以下とすることで、保持器の成形時や玉の組込み時に、保持器が変形し難くなることを確認できた。、
図7に示すように、ポリアミドイミド樹脂中に含有させる炭素繊維の含有率が40質量%を超えると、保持器への玉の組込み成功率を100%に維持できないことが分かった。 この結果から、保持器をなすポリアミドイミド樹脂に対する炭素繊維の含有率を40質量%以下とすることで、保持器の成形時や玉の組込み時に、保持器が変形し難くなることを確認できた。、
1 内輪
2 外輪
3 玉(転動体)
10,100 保持器
11,110 基部
12,120 ポケット
12a,120a 弾性片
4 シールド板
5 凹部
2 外輪
3 玉(転動体)
10,100 保持器
11,110 基部
12,120 ポケット
12a,120a 弾性片
4 シールド板
5 凹部
Claims (2)
- 平均繊維径3μm以上30μm以下の繊維状充填材が、10質量%以上40質量%以下の範囲で含有されたポリアミドイミド樹脂からなることを特徴とする転がり軸受用保持器。
- 前記繊維状充填材は、ガラス繊維及び炭素繊維のうち少なくとも一つであることを特徴とする請求項1に記載の転がり軸受用保持器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005299120A JP2007107614A (ja) | 2005-10-13 | 2005-10-13 | 転がり軸受用保持器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005299120A JP2007107614A (ja) | 2005-10-13 | 2005-10-13 | 転がり軸受用保持器 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007107614A true JP2007107614A (ja) | 2007-04-26 |
Family
ID=38033636
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005299120A Pending JP2007107614A (ja) | 2005-10-13 | 2005-10-13 | 転がり軸受用保持器 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007107614A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008304033A (ja) * | 2007-06-11 | 2008-12-18 | Nsk Ltd | 玉軸受 |
| JP2009197906A (ja) * | 2008-02-21 | 2009-09-03 | Ntn Corp | 冠形保持器及び玉軸受 |
| JP2014066346A (ja) * | 2012-09-27 | 2014-04-17 | Nsk Ltd | 玉軸受保持器及び玉軸受 |
| JP5776547B2 (ja) * | 2009-12-25 | 2015-09-09 | 日本精工株式会社 | ニードル軸受 |
| CN111801504A (zh) * | 2018-03-07 | 2020-10-20 | 住友重机械工业株式会社 | 径向倾斜滚子轴承 |
-
2005
- 2005-10-13 JP JP2005299120A patent/JP2007107614A/ja active Pending
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008304033A (ja) * | 2007-06-11 | 2008-12-18 | Nsk Ltd | 玉軸受 |
| JP2009197906A (ja) * | 2008-02-21 | 2009-09-03 | Ntn Corp | 冠形保持器及び玉軸受 |
| JP5776547B2 (ja) * | 2009-12-25 | 2015-09-09 | 日本精工株式会社 | ニードル軸受 |
| JP2014066346A (ja) * | 2012-09-27 | 2014-04-17 | Nsk Ltd | 玉軸受保持器及び玉軸受 |
| CN111801504A (zh) * | 2018-03-07 | 2020-10-20 | 住友重机械工业株式会社 | 径向倾斜滚子轴承 |
| CN111801504B (zh) * | 2018-03-07 | 2022-04-29 | 住友重机械工业株式会社 | 径向倾斜滚子轴承 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9458885B2 (en) | Sliding bearing and image forming apparatus | |
| US8028997B2 (en) | Resin seal ring and manufacturing method | |
| EP1762734A1 (en) | Synthetic resin retainer and ball bearing using the same | |
| US6575631B2 (en) | Rolling bearing and rolling bearing device | |
| US6513986B2 (en) | Electrical pittingproof rolling bearing | |
| JP2011032356A (ja) | 樹脂組成物およびその製造方法、ならびに、転がりおよびすべり軸受 | |
| JP4003035B2 (ja) | 転がり軸受 | |
| JP2009115128A (ja) | 転がり軸受用保持器及び転がり軸受 | |
| WO2006062115A1 (ja) | 玉軸受用保持器とそれを用いた玉軸受 | |
| JP2000240666A (ja) | 転がり軸受 | |
| JP2007107614A (ja) | 転がり軸受用保持器 | |
| JP2012013094A (ja) | 転がり軸受用保持器およびそれを用いた転がり軸受 | |
| JP2002130295A (ja) | 転がり軸受用プラスチック保持器の製造方法及び該保持器を備えた転がり軸受 | |
| JP5516686B2 (ja) | 転がり軸受 | |
| JP2000227120A (ja) | 転がり軸受 | |
| JP7578503B2 (ja) | 玉軸受 | |
| JP2010053971A (ja) | 転がり軸受用保持器及びその製造方法、転がり軸受 | |
| JP2008138835A (ja) | オルタネータ用軸受 | |
| CN1965170A (zh) | 合成树脂制保持器及使用了该保持器的球轴承 | |
| JP4732992B2 (ja) | 転がり軸受 | |
| JP4072314B2 (ja) | 電食防止転がり軸受 | |
| JP4748148B2 (ja) | 転がり軸受 | |
| JP2002081448A (ja) | 転がり軸受 | |
| JP2025167734A (ja) | 環境配慮型機械部品 | |
| JP2007192386A (ja) | プーリ装置 |