JP2007127151A - ボールナット、単軸ロボット、電子部品移載装置、表面実装機およびicハンドラー - Google Patents
ボールナット、単軸ロボット、電子部品移載装置、表面実装機およびicハンドラー Download PDFInfo
- Publication number
- JP2007127151A JP2007127151A JP2005318306A JP2005318306A JP2007127151A JP 2007127151 A JP2007127151 A JP 2007127151A JP 2005318306 A JP2005318306 A JP 2005318306A JP 2005318306 A JP2005318306 A JP 2005318306A JP 2007127151 A JP2007127151 A JP 2007127151A
- Authority
- JP
- Japan
- Prior art keywords
- ball
- ball nut
- groove
- electronic component
- screw shaft
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
















Landscapes
- Manipulator (AREA)
- Transmission Devices (AREA)
- Supply And Installment Of Electrical Components (AREA)
Abstract
【課題】ボールがねじ溝を転動するときに振動や騒音が生じることがないボールナットを提供する。
【解決手段】ボールナット本体22のねじ溝43を両端部の切削溝51と、ボールナット本体22の中央部の主研磨溝52と、前記切削溝51と主研磨溝52とを接続する副研磨溝53とから構成する。副研磨溝53は研磨によって形成される。副研磨溝53の谷径d3を、主研磨溝52側の一端から切削溝51側の他端へ漸次変化するように形成した。
【選択図】 図2
【解決手段】ボールナット本体22のねじ溝43を両端部の切削溝51と、ボールナット本体22の中央部の主研磨溝52と、前記切削溝51と主研磨溝52とを接続する副研磨溝53とから構成する。副研磨溝53は研磨によって形成される。副研磨溝53の谷径d3を、主研磨溝52側の一端から切削溝51側の他端へ漸次変化するように形成した。
【選択図】 図2
Description
本発明は、エンドキャップ式のボールナット、このボールナットを使用した単軸ロボット、部品移載装置、表面実装機およびICハンドラーに関するものである。
従来、工業用ロボットなどにおいて、ワークまたはツールを平行に移動させるための装置としてボールねじ装置がある。従来のボールねじ装置は、モータによって回転駆動されるボールねじ軸と、このボールねじ軸に螺合するとともにスライダなどの被移動部材に取付けられたボールナットとから構成されている。
従来のボールナットとしては、例えば特許文献1〜特許文献3に記載されたものがある。これらの特許文献に示されたボールナットは、ボールねじ軸が貫通する貫通孔の孔壁面に螺旋状のねじ溝が形成されている。このねじ溝は、ボールねじ軸の外周部に形成された螺旋状のねじ溝と協働して螺旋状のボール転動路を構成している。前記ボールナットは、このボール転動路内に装填されたボールを介してボールねじ軸に回転自在に支持されている。すなわち、ボールナットに加えられられたワークやツールの重量は、ボールナットから前記ボールを介してボールねじ軸に伝達されることになる。
また、前記ボールナットには、前記ボール転動路の一端から他端へボールを移動させるためのボール戻し通路が設けられている。
特許文献1および特許文献2に示されているボールナットのボール戻し通路は、ボールナットの両端部に前記ボール転動路からボールねじ軸の径方向の外側へ延びるように形成された一対のガイド通路と、これらのガイド通路の延在側端部にそれぞれ接続されてボールナット内をボールねじ軸と平行に延びるボール戻し孔とから構成されている。特許文献3に示されているボールナットの前記ボール戻し通路は、ボール転動路内に端部が臨むパイプによって構成されている。
特許文献1および特許文献2に示されているボールナットのボール戻し通路は、ボールナットの両端部に前記ボール転動路からボールねじ軸の径方向の外側へ延びるように形成された一対のガイド通路と、これらのガイド通路の延在側端部にそれぞれ接続されてボールナット内をボールねじ軸と平行に延びるボール戻し孔とから構成されている。特許文献3に示されているボールナットの前記ボール戻し通路は、ボール転動路内に端部が臨むパイプによって構成されている。
特許文献1,2に示されている前記ガイド通路は、ボールナットの本体部分(以下、この部材をボールナット本体という)に形成された断面半円状のガイド溝と、ボールナット本体の両端部に取付けられた通路形成用部材に前記ガイド溝と対向するように形成された断面半円状のガイド溝とから構成されている。特許文献1に示すボールナットに用いられている前記通路形成用部材は、複数の部材を組み合わせることによって構成され、特許文献2に示すボールナットに用いられている前記通路形成用部材は、ボールナット本体の両端部にそれぞれ取付けられたエンドキャップによって構成されている。
この種の従来のボールナットの製造方法を図16ないし図21によって説明する。
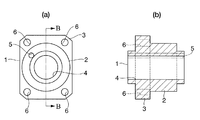
図16は鍛造後のボールナット本体を示す図で、同図(a)は正面図、同図(b)は(a)図におけるB−B線断面図である。図17は孔開け加工後のボールナット本体を示す図で、同図(a)は正面図、同図(b)は(a)図におけるB−B線断面図である。図18は溝加工後のボールナット本体を示す図で、同図(a)は正面図、同図(b)は(a)図におけるB−B線断面図である。図19はねじ溝の研磨後のボールナット本体の断面図である。図20はエンドキャップをボールナット本体に取付けた組立状態の断面図で、同図は図18(a)における組立状態でのXX−XX線断面図である。図21は図20におけるXXI−XXI線断面図である。
図16は鍛造後のボールナット本体を示す図で、同図(a)は正面図、同図(b)は(a)図におけるB−B線断面図である。図17は孔開け加工後のボールナット本体を示す図で、同図(a)は正面図、同図(b)は(a)図におけるB−B線断面図である。図18は溝加工後のボールナット本体を示す図で、同図(a)は正面図、同図(b)は(a)図におけるB−B線断面図である。図19はねじ溝の研磨後のボールナット本体の断面図である。図20はエンドキャップをボールナット本体に取付けた組立状態の断面図で、同図は図18(a)における組立状態でのXX−XX線断面図である。図21は図20におけるXXI−XXI線断面図である。
従来のボールナットのボールナット本体を製造するためには、先ず、図16(a),(b)に示すように、ボールナット本体1を鍛造によって所定の形状に形成する。このボールナット本体1には、円柱2とフランジ3とが一体に形成されている。次に、ボールナット本体1の外表面を所定の寸法、形状となるように切削し、図17に示すように、ボールナット本体1に貫通孔4と、ボール戻し孔5およびフランジ3の取付孔6とをそれぞれ切削加工により穿設する。
その後、図18に示すように、前記貫通孔4の孔壁面に螺旋状のねじ溝7を切削加工により形成するとともに、このねじ溝7の両端部と前記ボール戻し孔5とを接続するためのガイド溝8を切削加工により形成する。
前記ねじ溝7におけるガイド溝8に接続する前記両端部7aは、図18(b)に示すように、ボールナット本体1の内側に位置する中央部7bに較べて谷径(貫通孔4の軸心からねじ溝7の底までの距離)が相対的に大きくなるように形成されている。
前記ねじ溝7におけるガイド溝8に接続する前記両端部7aは、図18(b)に示すように、ボールナット本体1の内側に位置する中央部7bに較べて谷径(貫通孔4の軸心からねじ溝7の底までの距離)が相対的に大きくなるように形成されている。
また、ねじ溝7の前記中央部7bは、後述する研磨工程において研磨するときの研磨代が残るように、言い換えれば、最終的な溝形状より浅くなるように、すなわちねじ溝7の谷径が相対的に小さくなるように形成されている。
前記ガイド溝8は、図20に示すように、ボールナット本体1の両端部に取付けられたエンドキャップ9のガイド溝10と協働して前記ガイド通路11を構成している。このガイド通路11と、前記ボール戻し孔5とによって、ボール戻し通路12が構成されている。
前記ガイド溝8は、図20に示すように、ボールナット本体1の両端部に取付けられたエンドキャップ9のガイド溝10と協働して前記ガイド通路11を構成している。このガイド通路11と、前記ボール戻し孔5とによって、ボール戻し通路12が構成されている。
このように孔開け加工や切削加工が施されたボールナット本体1は、浸炭や窒化などの熱処理が施され、熱処理後にねじ溝7の仕上加工が施される。この仕上加工は、貫通孔4内に嵌合させたラッピング治具(図示せず)を回転させながら軸線方向に移動させることによって行われる。このラッピングにより、ねじ溝7の中央部7bが研磨され、その谷径と溝幅とが拡げられて最終的な形状、寸法に形成される。
すなわち、上述した従来のボールナットにおいて、ねじ溝7は、図19に示すように、ボールナット本体1の両端部にガイド溝8に接続するように研削によって形成された研削溝13と、これらの研削溝13,13どうしの間に研磨によって形成された研磨溝14とから構成されている。
ボールナット本体1は、上述したように各種の溝加工や研磨が終了した後、図20に示すように、エンドキャップ9が取付けられ、図示していないボールねじ軸に組付けられるとともにボール15が装填される。
特開2005−76844号公報
特開2003−113922号公報
特開2005−233416号公報
ボールナット本体1は、上述したように各種の溝加工や研磨が終了した後、図20に示すように、エンドキャップ9が取付けられ、図示していないボールねじ軸に組付けられるとともにボール15が装填される。
上述したように構成された従来のボールナットにおいては、図21に示すように、ねじ溝7の研削溝13と研磨溝14との境界部分に段差16が形成されてしまうという問題があった。この段差16は、前記研磨溝14の谷径d1(図18参照)より前記研削溝13の谷径d2が大きくなることに起因して生じたものである。
ボールナット本体1のねじ溝7は、ボール15が荷重を受けながら転動する部分である。このため、従来のボールナットのようにねじ溝7に段差16が形成されているため、ボール15が段差16を通過するときにボールナットに振動や騒音が発生するおそれがある。
このように構成されたボールナットを有するボールねじ装置によって例えば電子部品を平行移動させる構成の電子部品移載装置においては、ボールナットに生じる振動が減衰されていない状態で電子部品を移載させると、電子部品を移載する位置の精度が低下するおそれがある。
本発明はこのような問題を解消するためになされたもので、ボールがねじ溝を転動するときに振動や騒音が生じることがないボールナットを提供することを第1の目的とし、このボールナットを使用することにより精度の向上が図られた単軸ロボット、電子部品移載装置、表面実装機およびICハンドラーを提供することを第2の目的とする。
この目的を達成するために、本発明に係るボールナットは、ボールねじ軸が挿通される貫通孔およびこの貫通孔と平行なボール戻し孔とが形成されたボールナット本体と、前記貫通孔の孔壁面に形成され、前記ボールねじ軸のねじ溝と協働して螺旋状のボール転動路を形成するナット側ねじ溝と、前記ボールナット本体の両端部に取付けられたエンドキャップと、このエンドキャップと前記ボールナット本体とに形成され、前記ボール転動路と前記ボール戻し孔とを連通するガイド通路とを有するボールナットであって、前記ナット側ねじ溝を、貫通孔の軸心からねじ溝の底までの距離からなる谷径が相対的に大きくなるようにボールナット本体の両端部にその熱処理前に切削により形成された切削溝と、前記ボールナット本体の中央部にボールナット本体の熱処理後に前記谷径が相対的に小さくなるように研磨により形成された主研磨溝と、前記切削溝と前記主研磨溝とを接続するように形成された副研磨溝とから構成し、この副研磨溝を研磨によって形成し、この副研磨溝の前記谷径を、主研磨溝側の一端から切削溝側の他端へ漸次変化するように形成したものである。
請求項2に記載した発明に係る単軸ロボットは、請求項1に記載した発明に係るボールナットと、このボールナットがボールを介して装着されたボールねじ軸と、このボールねじ軸を軸線方向への移動が規制されるように回転自在に支持するフレームと、前記ボールねじ軸を回転させる駆動装置と、前記ボールナットが取付けられ前記フレームに前記ボールねじ軸の軸線方向へ移動自在かつボールねじ軸の軸線回りの回転が規制されるように支持されたスライダとを備えたものである。
請求項3に記載した発明に係る電子部品移載装置は、請求項2記載の単軸ロボットと、前記単軸ロボットのスライダに支持されたヘッドユニットと、このヘッドユニットに昇降可能に設けられ、下端部に吸着ノズルを有する吸着ヘッドとを備えたものである。
請求項4に記載した発明に係る表面実装機は、請求項3記載の電子部品移載装置によって電子部品をプリント配線板に移載するものである。
請求項5に記載した発明に係るICハンドラーは、請求項3記載の電子部品移載装置によって検査用電子部品を検査用ソケットに装填するものである。
本発明によれば、主研磨溝と研磨溝との境界部分に副研磨溝からなる傾斜面が形成されているから、ここをボールが円滑に転動することができる。したがって、本発明によれば、動作時の振動や騒音がほとんど生じないボールナットを提供することができる。
請求項2記載の発明によれば、スライダが円滑に移動する単軸ロボットを提供することができる。この発明に係る単軸ロボットは、ボールナットの動作時の振動が可及的小さくなるから、スライダに搭載した例えばワークを所定の搬送位置に高い精度で位置決めすることができる。しかも、この単軸ロボットは、動作時の騒音がほとんどないボールナットを使用しているから、静かにスライダを移動させることができる。
請求項3記載の発明によれば、ボールナットの動作時の振動がほとんどない単軸ロボットによってヘッドユニットが支持されているから、電子部品を移載するときの位置ずれが生じない電子部品移載装置を提供することができる。しかも、この電子部品移載装置は、動作時の騒音が小さいボールナットを使用しているから、電子部品を静かに移動させることができる。
請求項4記載の発明によれば、電子部品を高い精度で位置決めしてプリント配線板に実装ができるとともに動作時の騒音がほとんどない表面実装機を提供することができる。
請求項5記載の発明によれば、電子部品を高い精度で位置決めして検査用ソケットに装填できるとともに動作時の騒音がほとんどないICハンドラーを提供することができる。
(第1の実施の形態)
以下、本発明に係るボールナットの一実施の形態を図1ないし図10によって詳細に説明する。
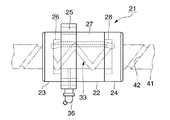
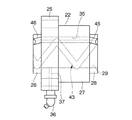
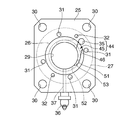
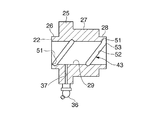
図1は本発明に係るボールナットの側面図、図2はボールナット本体の背面図、図3は同じく側面図、図4は同じく正面図である。図5は図2におけるボールナット本体のV−V線断面図、図6は図2におけるボールナット本体1のVI−VI線断面図、図7はエンドキャップを組付けた状態を示すボールナット本体の断面図で、図6と図7においてはボールを装填した状態で描いてある。図8は図6におけるVIII−VIII線断面図、図9は図8におけるIX−IX線断面図である。図10はボールナット本体の一部を拡大して示す斜視図である。
以下、本発明に係るボールナットの一実施の形態を図1ないし図10によって詳細に説明する。
図1は本発明に係るボールナットの側面図、図2はボールナット本体の背面図、図3は同じく側面図、図4は同じく正面図である。図5は図2におけるボールナット本体のV−V線断面図、図6は図2におけるボールナット本体1のVI−VI線断面図、図7はエンドキャップを組付けた状態を示すボールナット本体の断面図で、図6と図7においてはボールを装填した状態で描いてある。図8は図6におけるVIII−VIII線断面図、図9は図8におけるIX−IX線断面図である。図10はボールナット本体の一部を拡大して示す斜視図である。
これらの図において、符号21で示すものは、この実施の形態によるボールナットを示す。このボールナット21は、図1に示すように、ボールナット本体22と、このボールナット本体22の両端部に取付けられた一対のエンドキャップ23,24とから構成されている。この実施の形態によるボールナットは、図16〜図21によって説明した従来のボールナットとは後述するようにねじ溝の構造が異なっているだけで他の部位は同じ構造が採られている。しかし、ここでは、ボールナット本体の構造をより一層明確にするためにさらに詳細に説明する。
この実施の形態によるボールナット本体22は、図3に示すように、取付用フランジ25と、この取付用フランジ25の一端部に突設された第1の小径円筒26と、取付用フランジ25の他端部に突設された大径円筒27と、この大径円筒27の突出側端部に突設された第2の小径円筒28とから構成されている。これらの円筒26〜28は、鍛造により成形されたボールナット本体22の母材(図16参照)に貫通孔29を穿設することによって形成されている。
前記フランジ25には、図4に示すように、取付用ボルト(図示せず)を挿通するための4箇所の孔30と、一対のエンドキャップ23,24のうち一方のエンドキャップ23を取付けるための4箇所のねじ孔31および2箇所のピン孔32とが穿設されている。このピン孔32は、エンドキャップ23をフランジ25に対して位置決めするためのものである。
これらのねじ孔31とピン孔32とは、大径円筒27に他方のエンドキャップ24を取付けるために、大径円筒27の端部にも設けられている(図2参照)。この大径円筒27と前記フランジ25には、後述するボール転動路33(図1参照)の一端から他端へボール34(図7参照)を送るためのボール戻し孔35(図2,4参照)が穿設されている。このボール戻し孔35は、前記フランジ25と大径円筒27とにこれらをボールナット21の軸線方向(図1においては左右方向)に貫通するように穿設されている。
このボール戻し孔35におけるフランジ25側の開口は、図4に示すように、フランジ25における第1の小径円筒26に近接する位置に位置付けられている。また、ボール戻し孔35における大径円筒27側の開口は、図2に示すように、大径円筒27における第2の小径円筒28に近接する位置に位置付けられている。
前記フランジ25の一側部には、グリースニップル36が取付けられるとともに、このグリースニップル36と前記貫通孔29内とを連通する油孔37が穿設されている。
前記貫通孔29は、ボールナット本体22にボールねじ軸41(図1参照)を挿通させるためのものである。この貫通孔29の孔壁面には、ボールねじ軸41の外周部に形成されたねじ溝42と協働して螺旋状のボール転動路33を構成するためのねじ溝43が形成されている。
前記貫通孔29は、ボールナット本体22にボールねじ軸41(図1参照)を挿通させるためのものである。この貫通孔29の孔壁面には、ボールねじ軸41の外周部に形成されたねじ溝42と協働して螺旋状のボール転動路33を構成するためのねじ溝43が形成されている。
この実施の形態によるねじ溝43は、ボールナット21の軸線方向から見て時計方向に回る螺旋状に形成されている。また、このねじ溝43は、ボールナット本体22の一端から軸線回りに約1回転半だけ旋回することによりボールナット本体22の他端に達するように形成されている。
前記ボール転動路33には多数のボール34,34‥‥が装填されており、ボールナット21は、これらのボール34を介してボールねじ軸41に回転自在に支持されている。このボール転動路33内のボール34は、ボールねじ軸41の回転に伴って螺旋状に公転するとともに自転し、ボール転動路33内を一端側から他端側へ移動する。ボール転動路33の一端部まで転動したボール34は、ボールナット21の両端部に設けられたボール戻し通路44(図7参照)によってボール転動路33の他端部に送られる。
このボール戻し通路44は、図2、図4、図7および図10に示すように、前記ボール転動路33の両端部からボールねじ軸41の径方向の外側へ延びるとともに前記ボール戻し孔35に接続する一対のガイド通路45,45と、前記ボール戻し孔35とから構成されている。
前記ガイド通路45は、図7に示すように、ボールナット本体22に形成された断面半円状のガイド溝46と、エンドキャップ23,24に前記ガイド溝46を覆うように形成された断面半円状のガイド溝47とから構成されている。ボールナット本体22のガイド溝46は、図2〜図4および図6に示すように、第1および第2の小径円筒26,28の軸端部にその内周側から外周面にわたって延在するように形成されている。
前記ガイド通路45は、図7に示すように、ボールナット本体22に形成された断面半円状のガイド溝46と、エンドキャップ23,24に前記ガイド溝46を覆うように形成された断面半円状のガイド溝47とから構成されている。ボールナット本体22のガイド溝46は、図2〜図4および図6に示すように、第1および第2の小径円筒26,28の軸端部にその内周側から外周面にわたって延在するように形成されている。
このガイド溝46は、切削加工によって形成されている。この切削加工は、回転している切削工具をボールナット本体22の外側から被加工部(ガイド溝46)に接触させることによって行われる。
ボールナット本体22の前記ねじ溝43は、図5〜図9に示すように、ボールナット本体22の両端部に形成された切削溝51と、ボールナット本体22の軸線方向の中央部に形成された主研磨溝52と、この主研磨溝52と前記切削溝51との間にこれら両溝51,52どうしを接続するように形成された副研磨溝53とから構成されている。
前記切削溝51と、前記主研磨溝52の研磨前の切削溝は、同じような加工方法によってなされる。すなわち、先ず貫通孔29の孔壁面の全長にわたってスパイラル状に切削工具を走らせて、前記主研磨溝52の研磨前の切削溝と同一の谷径d0および溝幅のスパイラル溝を形成する。この後、貫通孔29の両端部のスパイラル溝に、刃先形状の僅かに大きな切削工具を走らせて、谷径d0より大きな谷径d2の切削溝51を形成する。
このようにして、一方の端部と中央部、他方の端部と中央部のそれぞれの境に段差のある切削によるスパイラル溝を形成し、さらに切削溝51とガイド溝8との境界の角に丸味を付ける加工を実施する。この後、ボールナット本体22に浸炭や窒化などの熱処理を施し、その後に主研磨溝52をラッピング(研磨)によって最終的な形状、寸法となるように形成する。ラッピングにより仕上げられた主研磨溝52の谷径d1(図2参照)は、研削前の谷径d0よりは大きいものの、前記切削溝51の谷径d2よりは小さいままとされる。このため、ラッピング終了直後は、図9中に波線で示すように、主研磨溝52と前記切削溝51との境界部分に段差54が形成されたままとされる。
前記副研磨溝53は、図8および図9に示すように、前記段差54をなくすように形成されている。この副研磨溝53は、前記ラッピング後にラッピング治具とは別の研磨用工具によって形成されている。この副研磨溝53の谷径d3(図2参照)は、主研磨溝52側の一端から切削溝51側の他端へ漸次変化するように形成されている。
したがって、この実施の形態によるボールナット21においては、研削溝51と主研磨溝52との境界部分に副研磨溝53からなる傾斜面が形成されているから、ここをボール34が円滑に転動することができる。この結果、このボールナット21を使用することによって、動作時(ボール34が転動するとき)に生じる振動や騒音がほとんど生じないボールねじ装置を製造することができた。
(第2の実施の形態)
第1の実施の形態で示したボールナットを用いるボールねじ装置の一実施の形態を図11ないし図13によって詳細に説明する。
図11は単軸ロボットの平面図、図12は図11におけるXII−XII線断面図、図13は図11におけるXIII−XIII線断面図である。これらの図において、前記図1〜図10によって説明したものと同一もしくは同等の部材については、同一符号を付し詳細な説明は適宜省略する。
第1の実施の形態で示したボールナットを用いるボールねじ装置の一実施の形態を図11ないし図13によって詳細に説明する。
図11は単軸ロボットの平面図、図12は図11におけるXII−XII線断面図、図13は図11におけるXIII−XIII線断面図である。これらの図において、前記図1〜図10によって説明したものと同一もしくは同等の部材については、同一符号を付し詳細な説明は適宜省略する。
図11〜図13に示す単軸ロボット61は、上方に向けて解放する断面コ字状のフレーム62と、このフレーム62の上に移動自在に支持されたスライダ63と、このスライダ63を駆動するボールねじ装置64とから構成されている。
前記フレーム62は、一対の縦壁部材65,65と、これらの縦壁部材65,65どうしを接続する底部材66とから構成され、水平方向に延びるように形成されている。前記2つの縦壁部材65の上端面には、ガイドレール67がそれぞれ設けられている。
前記フレーム62は、一対の縦壁部材65,65と、これらの縦壁部材65,65どうしを接続する底部材66とから構成され、水平方向に延びるように形成されている。前記2つの縦壁部材65の上端面には、ガイドレール67がそれぞれ設けられている。
前記スライダ63は、前記一対のガイドレール67にスライド部材68を介してそれぞれ移動自在に支持されたテーブル69と、このテーブル69の移動方向の一端部に下方に延びるように設けられたブラケット70とから構成されている。
前記ボールねじ装置64は、前記ブラケット70に取付けられたボールナット21と、このボールナット21に螺合するボールねじ軸41と、このボールねじ軸41の一端部に接続された回転駆動用モータ71と、前記ボールねじ軸41の他端部を回転自在に支持する軸受部材72とから構成されている。前記モータ71と軸受部材72とは、前記フレーム62の底部材66に固定されている。
前記ボールねじ装置64は、前記ブラケット70に取付けられたボールナット21と、このボールナット21に螺合するボールねじ軸41と、このボールねじ軸41の一端部に接続された回転駆動用モータ71と、前記ボールねじ軸41の他端部を回転自在に支持する軸受部材72とから構成されている。前記モータ71と軸受部材72とは、前記フレーム62の底部材66に固定されている。
このように構成された単軸ロボット61においては、ボールねじ軸41が回転することによってボールナット21とスライダ63とがガイドレール67に沿って水平方向に移動する。この単軸ロボット61によれば、ボールナット21内でボール34が転動するときに生じる振動や騒音がほとんどないから、スライダ63が円滑にかつ静かに移動するようになる。このため、このスライダ63に例えば電子部品を載置して水平移動させるような場合は、所定の搬送位置に電子部品を高い精度で位置決めすることができる。
(第3の実施の形態)
第1の実施の形態で示したボールナットを用いる表面実装機の一実施の形態を図14によって詳細に説明する。
図14は表面実装機の平面図である。同図において、前記図1〜図10によって説明したものと同一もしくは同等の部材については、同一符号を付し詳細な説明は適宜省略する。
第1の実施の形態で示したボールナットを用いる表面実装機の一実施の形態を図14によって詳細に説明する。
図14は表面実装機の平面図である。同図において、前記図1〜図10によって説明したものと同一もしくは同等の部材については、同一符号を付し詳細な説明は適宜省略する。
図14に示す表面実装機81は、基台82と、この基台82の上にX方向(図14においては左右方向)に延びるように設けられたコンベア83と、基台82のY方向(図14においては上下方向)の端部に装着された多数のテープフィーダー84と、このテープフィーダー84からコンベア83上のプリント配線板85に電子部品(図示せず)を移載するための電子部品移載装置86などを備えている。
前記電子部品移載装置86は、前記図11〜図13に示した単軸ロボット61と同じ構造の単軸ロボットを3台装備している。すなわち、この電子部品移載装置86は、Y方向に延びるように形成されて基台82のX方向の両端部に設けられた一対のY方向駆動装置87,87(単軸ロボット)と、これらのY方向駆動装置87,87どうしの間に横架された支持部材88と、この支持部材88にX方向へ移動可能に支持されたヘッドユニット89と、このヘッドユニット89をX方向に移動させるX方向駆動装置90(単軸ロボット)と、前記ヘッドユニット89に昇降可能かつ上下方向の軸線回りに回転可能に設けられ、下端部に吸着ノズル(図示せず)を有する複数の吸着ヘッド91とから構成されている。
前記Y方向駆動装置87は、基台82に回転自在に支持されたボールねじ軸41と、このボールねじ軸41に螺合するとともに支持部材88の両端部に固定されたボールナット21と、前記ボールねじ軸41を回転させるモータ92などによって構成されている。前記X方向駆動装置90は、支持部材88に回転自在に支持されたボールねじ軸41と、このボールねじ軸41に螺合するとともにヘッドユニット89に固定されたボールナット21と、前記ボールねじ軸41を回転させるモータ93などによって構成されている。
このように構成された電子部品移載装置86を備えた表面実装機81によれば、動作時の振動が小さいボールナット21を有するY方向駆動装置87とX方向駆動装置90とによってヘッドユニット89が駆動されるから、電子部品をプリント配線板85に高い精度で位置決めして実装することができる。また、この表面実装機81は、動作時の騒音が小さいボールナット21を使用しているから実装時の動作音が小さいものとなる。
(第4の実施の形態)
第1の実施の形態で示したボールナットを用いるICハンドラーの一実施の形態を図15によって詳細に説明する。
図15はICハンドラーの平面図である。同図において、前記図1〜図10によって説明したものと同一もしくは同等の部材については、同一符号を付し詳細な説明は適宜省略する。
第1の実施の形態で示したボールナットを用いるICハンドラーの一実施の形態を図15によって詳細に説明する。
図15はICハンドラーの平面図である。同図において、前記図1〜図10によって説明したものと同一もしくは同等の部材については、同一符号を付し詳細な説明は適宜省略する。
図15に示すICハンドラー101は、基台102の一端部に設けられた検査用ソケット103と、基台102に設けられた4台のパレット用昇降テーブル104〜107と、これらの昇降テーブル104〜107と前記検査用ソケット103との間に設けられた部品認識カメラ108と、前記パレット用昇降テーブル上のパレット109と前記検査用ソケット103との間で電子部品を移動させるための電子部品移載装置110と、パレット用昇降テーブル間でパレット109を移動させるための吸着式パレット移載装置111とを備えている。
前記検査用ソケット103は、電子部品(図示せず)に対して電気的な検査を行うためのもので、電子部品が一つ装填されるように構成されている。
前記パレット用昇降テーブル104〜107は、多数の電子部品を収納した複数のパレット109を上下方向に重ねた状態で支持するとともに、これらのパレット109を昇降させることができるように構成されている。
前記部品認識カメラ108は、電子部品を下方から撮像し、後述する電子部品移載装置110の吸着ノズル(図示せず)に対する電子部品の位置を画像処理によって検出するためのものである。
前記パレット用昇降テーブル104〜107は、多数の電子部品を収納した複数のパレット109を上下方向に重ねた状態で支持するとともに、これらのパレット109を昇降させることができるように構成されている。
前記部品認識カメラ108は、電子部品を下方から撮像し、後述する電子部品移載装置110の吸着ノズル(図示せず)に対する電子部品の位置を画像処理によって検出するためのものである。
前記電子部品移載装置110は、図11〜図13に示した単軸ロボット61と同じ構造の単軸ロボットを3台装備し、パレット移載装置111は、前記単軸ロボットを2台装備している。前記電子部品移載装置110は、基台102上にY方向に延びるように設けられた一対のY方向駆動装置112,112(単軸ロボット)と、これらのY方向駆動装置112,112どうしの間に横架された支持部材113と、この支持部材113にX方向へ移動可能に支持されたヘッドユニット114と、このヘッドユニット114をX方向に移動させるX方向駆動装置115(単軸ロボット)と、前記ヘッドユニット114に昇降可能かつ上下方向の軸線回りに回転可能に設けられ、下端部に吸着ノズル(図示せず)を有する吸着ヘッド116とから構成されている。
前記パレット移載装置111は、一対のY方向駆動装置121,121(単軸ロボット)と、これらのY方向駆動装置121,121間に横架された支持部材123と、この支持部材123に昇降可能に設けられるとともに下端部に吸着ノズル(図示せず)が設けられたパレット用吸着ヘッド124などによって構成されている。
この実施の形態においては、前記Y方向駆動装置112,121とX方向駆動装置115とに本発明に係るボールナット21が装備されている。
この実施の形態においては、前記Y方向駆動装置112,121とX方向駆動装置115とに本発明に係るボールナット21が装備されている。
このように構成された電子部品移載装置を備えたICハンドラー101によれば、動作時の振動が小さいボールナット21を有するY方向駆動装置112とX方向駆動装置115とによってヘッドユニット114が駆動されるから、電子部品を検査用ソケット103に高い精度で位置決めし装填することができる。また、このICハンドラー101は、動作時の騒音が小さいボールナット21を使用しているから電子部品を移動させるときの動作音が小さいものとなる。
21…ボールナット、34…ボール、35…ボール戻し孔、41…ボールねじ軸、43…ねじ溝、44…ボール戻し通路、46…ガイド溝、51…研削溝、52…主研磨溝、53…副研磨溝、61…単軸ロボット、62…フレーム、63…スライダ、81…表面実装機、86,110…電子部品移載装置、87,112,121…Y方向駆動装置、89…ヘッドユニット、90,115…X方向駆動装置、91,116…吸着ヘッド、101…ICハンドラー、103…検査用ソケット。
Claims (5)
- ボールねじ軸が挿通される貫通孔およびボール戻し孔とが形成されたボールナット本体と、
前記貫通孔の孔壁面に形成され、前記ボールねじ軸のねじ溝と協働して螺旋状のボール転動路を形成するナット側ねじ溝と、
前記ボールナット本体の両端部に取付けられたエンドキャップと、
このエンドキャップと前記ボールナット本体とに形成され、前記ボール転動路と前記ボール戻し孔とを連通するガイド通路とを有するボールナットであって、
前記ナット側ねじ溝は、
貫通孔の軸心からねじ溝の底までの距離からなる谷径が相対的に大きくなるようにボールナット本体の両端部にその熱処理前に切削により形成された切削溝と、
前記ボールナット本体の中央部にボールナット本体の熱処理後に前記谷径が相対的に小さくなるように研磨により形成された主研磨溝と、
前記切削溝と前記主研磨溝とを接続するように形成された副研磨溝とから構成され、
この副研磨溝は研磨によって形成され、
この副研磨溝の前記谷径は、主研磨溝側の一端から切削溝側の他端へ漸次変化するように形成されていることを特徴とするボールナット。 - 請求項1記載のボールナットと、
このボールナットがボールを介して装着されたボールねじ軸と、
このボールねじ軸を軸線方向への移動が規制されるように回転自在に支持するフレームと、
前記ボールねじ軸を回転させる駆動装置と、
前記ボールナットが取付けられ、前記フレームに前記ボールねじ軸の軸線方向へ移動自在かつボールねじ軸の軸線回りの回転が規制されるように支持されたスライダとを備えた単軸ロボット。 - 請求項2記載の単軸ロボットと、
前記単軸ロボットのスライダに支持されたヘッドユニットと、
このヘッドユニットに昇降可能に設けられ、下端部に吸着ノズルを有する吸着ヘッドとを備えた電子部品移載装置。 - 請求項3記載の電子部品移載装置によって電子部品をプリント配線板に移載する表面実装機。
- 請求項3記載の電子部品移載装置によって検査用電子部品を検査用ソケットに装填するICハンドラー。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005318306A JP2007127151A (ja) | 2005-11-01 | 2005-11-01 | ボールナット、単軸ロボット、電子部品移載装置、表面実装機およびicハンドラー |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005318306A JP2007127151A (ja) | 2005-11-01 | 2005-11-01 | ボールナット、単軸ロボット、電子部品移載装置、表面実装機およびicハンドラー |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007127151A true JP2007127151A (ja) | 2007-05-24 |
Family
ID=38149969
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005318306A Pending JP2007127151A (ja) | 2005-11-01 | 2005-11-01 | ボールナット、単軸ロボット、電子部品移載装置、表面実装機およびicハンドラー |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007127151A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013132697A (ja) * | 2011-12-26 | 2013-07-08 | Seiko Epson Corp | 直動ロボット |
-
2005
- 2005-11-01 JP JP2005318306A patent/JP2007127151A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013132697A (ja) * | 2011-12-26 | 2013-07-08 | Seiko Epson Corp | 直動ロボット |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102073778B1 (ko) | 팰릿 반송 장치 | |
| US7237449B2 (en) | Drive mechanism and movable table unit provided with the same | |
| JP6615067B2 (ja) | パレット搬送装置 | |
| US6860380B2 (en) | Workpiece transfer device for machine tools | |
| RU2743712C2 (ru) | Станок для механической обработки заготовок | |
| JP6621205B2 (ja) | パレット搬送装置 | |
| JP5900225B2 (ja) | 圧入装置 | |
| KR101889846B1 (ko) | 팰릿 반송 장치 | |
| US20240189954A1 (en) | Machine tool | |
| JP2016117117A (ja) | 循環式パレット搬送装置 | |
| JP5380963B2 (ja) | レスト装置を備える工作機械およびレスト装置を用いる加工方法 | |
| JP2007127151A (ja) | ボールナット、単軸ロボット、電子部品移載装置、表面実装機およびicハンドラー | |
| JP4722766B2 (ja) | 圧入部品取付装置 | |
| JP2007127152A (ja) | ボールねじ装置、電子部品移載装置、表面実装機およびicハンドラー | |
| JP4367863B2 (ja) | プリント基板加工機 | |
| JP2000176782A (ja) | パレット交換装置 | |
| KR102314364B1 (ko) | 기판 반송용 로봇 | |
| WO2017043397A1 (ja) | パレット搬送装置 | |
| JP5042921B2 (ja) | ボールナット、単軸ロボット、および電子部品移載装置 | |
| JP5326493B2 (ja) | 研削盤および研削加工方法 | |
| TWI468274B (zh) | 平面關節型機器人 | |
| JP7840460B1 (ja) | パレット搬送装置 | |
| JP2817952B2 (ja) | パレット交換装置 | |
| JP6408947B2 (ja) | 工作機械 | |
| JP7818729B1 (ja) | 支持ベース |