JP2007153105A - 車輪用軸受装置およびその製造方法 - Google Patents
車輪用軸受装置およびその製造方法 Download PDFInfo
- Publication number
- JP2007153105A JP2007153105A JP2005350479A JP2005350479A JP2007153105A JP 2007153105 A JP2007153105 A JP 2007153105A JP 2005350479 A JP2005350479 A JP 2005350479A JP 2005350479 A JP2005350479 A JP 2005350479A JP 2007153105 A JP2007153105 A JP 2007153105A
- Authority
- JP
- Japan
- Prior art keywords
- inner ring
- hub
- ring
- wheel
- caulking
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Rolling Contact Bearings (AREA)
Abstract
【解決手段】内方部材2は、ハブ輪9とそのインボード側端の外周に嵌合した内輪10とでなる。内輪の内周面には、端面10aの内周縁に相当する深さの段差部16を設け、その内面は、ストレート部16bと、このストレート部の端部から内輪の内周面に続くテーパ面16aとでなる。ハブ輪の加締加工により、その塑性変形部分9bを内輪の段差部のテーパ面に係合させ、塑性変形部分は段差部のストレート部と接触しないものとする。塑性変形部分は、先端外周面がテーパ状となった加締パンチをハブ輪のインボード側端の内周に押し込むことで拡径状態に加締める。この加締パンチを押し込む軸方向のストロークを調整することで、加締後の塑性変形部分の外径を調整する。
【選択図】 図2
Description
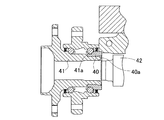
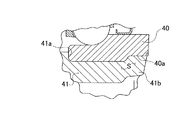
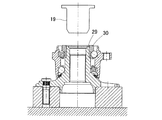
(1)ハブ輪29の塑性変形部分29bが大きいため、内輪30のインボード側端部に形成する段差部36の径方向段差を大きく(例えば半径差で5〜7mm程度)とる必要が有る。このような段差部36の段差を大きくすると、内輪30のインボード側端面30aの面積が小さくなるので、等速ジョイント外輪33の断面33bとの接触面圧が大きくなる。そのため、磨耗や異音の発生原因となる。
(2)ハブ輪29の塑性変形部分29bを内輪30のインボード側端より内側(アウトボード側)に収めようとすると、内輪30の段差部36の軸方向長さを長く(例えば7〜8mm程度)する必要が有る。このように内輪段差部36の軸方向長さが長くなると、転動体接触角の延長線上に内輪段差部36が位置する傾向があり、運転時の負荷荷重による内輪変形が大きくなって短寿命となる可能性がある。また、内輪段差部36の軸方向長さが長くなると、それだけハブ輪29に対する内輪30の嵌め合い長さ(面積)が減少するので、内輪クリープが発生し、軸受寿命が低下する可能性がある。これらの問題は、内輪全体の幅寸法を長くすれば回避できるが、それでは幅方向に余分なスペースが必要になる。
(3)また、ハブ輪29の塑性変形部分29bが大きいことから、揺動加締加圧において、加締パンチ19が内輪30と干渉し、加工が困難である。
この車輪用軸受装置において、前記内輪の内周面に、この内輪のインボード側の端面まで続き、この端面の内周縁に相当する深さの段差部を設け、この段差部の内面を、円筒面からなるストレート部と、このストレート部の端部から内輪の内周面に続くテーパ面とでなる形状とし、前記ハブ輪の加締加工により前記内輪の前記段差部の前記テーパ面に係合する塑性変形部分を設け、この塑性変形部分は前記内輪の端面から突出せず、かつ前記段差部の前記ストレート部と接触しないものとし、前記塑性変形部分は、先端外周面がテーパ状となった加締パンチをハブ輪のインボード側端の内周に押し込むことで拡径状態に加締めたものであることを特徴とする。
また、ハブ輪のインボード側端部の加締加工は、先端外周面がテーパ状となった加締パンチをハブ輪のインボード側端の内周に押し込むことによって行うものであるため、加締加圧時に加締パンチが内輪と干渉することがなく、この加工を容易に行うことができる。
この構成とした場合、貫通孔の大径段差部が内周面となるハブ輪のインボード側端部を塑性変形部分として加締加工して、車両への組立工程における内輪抜け防止とし、かつ貫通孔の一般径部分に形成されたスプライン溝に等速自在継手のステム部外周のスプラインを噛み合わせて、貫通孔に等速自在継手のステム部をスプライン嵌合させる。
前記塑性変形部分は、ハブ輪における内径が大きく肉厚の薄い部分であり、全体の体積が小さいため、前記内輪段差部を小さなものとすることを可能とし、かつ加締加工を容易にしている。また、貫通孔は、インボード側ほど内径が大きい2段の段付き形状とされているので、貫通孔の一般径部分に等速自在継手のステム部をスプライン嵌合させる際に、等速自在継手のステム部をインボード側から挿入しやすく、組立作業が容易である。
ハブ輪の軌道面は転動寿命の向上の点から、表面硬化処理面として硬度を高くすることが好ましいが、加締加工を行う部分は、加締加工の容易性の点から非熱処理部とすることが好ましい。内輪は小部品であって軌道面を有し、かつハブ輪に内径面が嵌合することから、表面から芯部までの全体を焼入れ処理により硬化させたものとすることが、転動寿命や嵌合面の耐摩耗性の向上の点で好ましい。
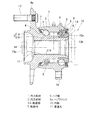
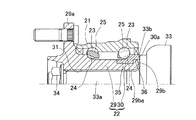
この車輪用軸受装置は、内周に複列の軌道面3を形成した外方部材1と、これら各軌道面3に対向する軌道面4を形成した内方部材2と、これら外方部材1および内方部材2の軌道面3,4間に介在した複列のボール状の転動体5とで構成される。この車輪用軸受装置は、複列外向きアンギュラ玉軸受型とされていて、転動体5は各列毎に保持器6で保持されている。上記軌道面3,4は断面円弧状であり、各軌道面3,4は転動体接触角θが背中合わせとなるように形成されている。外方部材1と内方部材2との間の軸受空間の両端は、シール7,8によりそれぞれ密封されている。
内方部材2は回転側の部材となるものであって、外周に車輪取付用のハブフランジ9aを有するハブ輪9と、このハブ輪9のインボード側端の外周に嵌合した内輪10とでなる。これらハブ輪9および内輪10に、前記各列の軌道面4が形成されている。ハブ輪9は中心に貫通孔11を有し、その軌道面4は、焼入れ処理による表面硬化処理面とされている。内輪10は、表面から芯部までの全体が焼入れ処理により硬化させてある。
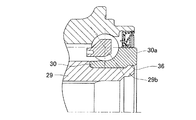
内輪10の内周面には、この内輪10のインボード側の端面10aまで続き、この端面10aの内周縁に相当する深さの段差部16を設けられている。この段差部16の内面は、アウトボード側で内輪10の内周面に連なり、インボード側にいくにしたがい前記深さまでテーパ状に径が大きくなるテーパ面16aと、このテーパ面16aに続き内輪10のインボード側端まで至る前記深さの円筒面からなるストレート部16bとよりなる。段差部16の軸方向範囲Wは、内輪軌道面4の転動体接触角θを成す直線Lの延長線上にかからない範囲とされている。
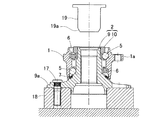
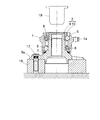
塑性変形部分9bは、図3(A)に示すように、加締加工前の形状は円筒状で、図3(B)に示すように、加締加工後は拡径変形される。拡径変形した塑性変形部分9bは、前記段差部16のテーパ面16aに係合して、内輪10のインボード側への移動を規制する。また、加締加工後の塑性変形部分9bは、前記段差部16のストレート部16bと接触せず、塑性変形部分9bと段差部16との間に隙間Eが残存するものとされ、かつ内輪10の端面10aからインボード側に突出しないものとされる。なお、加締加工後の塑性変形部分9bの内径面9bcは、端部側が開くテーパ面となる。
段差部16は、内輪10の内周縁というごく限られた範囲のものとしたため、内輪10の抜け耐力を確保しながら、段差部16をできるだけ小さなものとできる。このため、段差部16を設けながら内輪10の端面10aの面積の減少が少なく、等速ジョイント外輪13の段面13bとの接触面圧の増加が抑制され、摩耗や異音の発生を防止できる。
図6(B)は、内輪10の端面10aを加締パンチ19のストローク基準(ゼロ点)として、加締パンチ19のストロークを制御する方法を示す。この方法は、研磨仕上げ面である内輪10の端面10aを制御の基準面とするため、精度の良い制御を行うことができる。
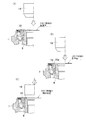
図6(C)は、ハブ輪9に加締パンチ19が接触した位置をストローク基準(ゼロ点)として、そこから一定ストロークだけ加締パンチ19を下降させるように、加締パンチ19のストロークを制御する方法を示す。この方法は、塑性加工の開始点を制御の基準点とするため、ハブ輪9の内径、端面位置等の公差のばらつきの影響を受けず、安定した加工度を得ることができる。
いずれの制御方法についても、加締パンチ19を押し込む軸方向のストロークを調整することで、加締後の塑性変形部分9bの外径を調整するため、被加工物であるハブ輪9起因する加工精度のばらつき要因(母材硬さ、熱処理範囲、塑性変形部分9bの形状および寸法等)や、加締パンチの状態(表面の劣化、付着した油の状態等)の影響を受けることが少なく、車輪用軸受装置を常に精度良く安定して製造することができる。上記のように各制御方法は、それぞれ利点および適性が若干異なるため、軸受の形態や用途等の諸条件に合わせて、最も適正な制御方法を選択すればよい。
このように加締を行った後、図7のようにハブ輪9のインボード側端から加締パンチ19を退避させると加締加工が完了する。
2…内方部材
3…外方部材の軌道面
4…内方部材の軌道面
5…転動体
9…ハブ輪
9a…ハブフランジ
9b…塑性変形部分
10…内輪
10b…内輪の端面
11…貫通孔
11a…一般径部分
11b…中間径段差部
11c…大径段差部
16…内輪の段差部
16a…内輪段差部のテーパ面
16b…内径段差部のストレート部
19…加締パンチ
W…内輪段差部の軸方向範囲
θ…転動体接触角
L…ボール接触角を成す直線
Claims (4)
- 内周に複列の軌道面を有する外方部材と、これら軌道面と対向する軌道面を有する内方部材と、対向する軌道面間に介在した複列の転動体とを備え、前記内方部材が、車軸取付用のハブフランジを外周に有し中心に貫通孔を有するハブ輪と、このハブ輪のインボード側端の外周に嵌合した内輪とでなり、これらハブ輪および内輪に前記各列の軌道面を形成した駆動輪支持用の車輪用軸受装置において、
前記内輪の内周面に、この内輪のインボード側の端面まで続き、この端面の内周縁に相当する深さの段差部を設け、この段差部の内面を、円筒面からなるストレート部と、このストレート部の端部から内輪の内周面に続くテーパ面とでなる形状とし、前記ハブ輪の加締加工により前記内輪の前記段差部の前記テーパ面に係合する塑性変形部分を設け、この塑性変形部分は前記内輪の端面から突出せず、かつ前記段差部の前記ストレート部と接触しないものとし、前記塑性変形部分は、先端外周面がテーパ状となった加締パンチをハブ輪のインボード側端の内周に押し込むことで拡径状態に加締めたものであることを特徴とする車輪用軸受装置。 - 請求項1において、前記ハブ輪の前記貫通孔は、等速自在継手のステム部の外周のスプラインと噛み合うスプライン溝を内周面に有し、前記貫通孔の内周面における前記スプライン溝が形成された一般径部分よりもインボード側の部分を、前記塑性変形部分の内周面となる大径段差部と、この大径段差部よりも小径で前記一般径部分よりも大径となる中間径段差部とでなる2段の段付き形状とした車輪用軸受装置。
- 請求項1または請求項2において、前記ハブ輪の軌道面は焼入れ処理した表面硬化処理面とし、前記加締加工部は非熱処理部とし、前記内輪は表面から芯部までの全体を焼入れ処理により硬化させた車輪用軸受装置。
- 内面に複列の軌道面を有する外方部材と、これら軌道面に対向する軌道面を有する内方部材と、対向する軌道面間に介在した複列の転動体とを備え、上記内方部材が、車輪取付内方部材と、対向する軌道面間に介在した複列の転動体とを備え、前記内方部材が、車軸用のハブフランジを外周に有し中心に貫通孔を有するハブ輪と、このハブ輪のインボード側端の外周に嵌合した内輪とでなり、これらハブ輪および内輪に前記各列の軌道面を形成し、前記内輪の内周面に、この内輪のインボード側の端面まで続き、この端面の内周縁に相当する深さの段差部を設け、この段差部の内面を、円筒面からなるストレート部と、このストレート部の端部から内輪の内周面に続くテーパ面とでなる形状とし、前記ハブ輪の加締加工により前記内輪の前記段差部の前記テーパ面に係合する塑性変形部分を設け、この塑性変形部分は前記内輪の端面から突出せず、かつ前記段差部の前記ストレート部と接触しないものとした車輪用軸受装置を製造する方法であって、
前記塑性変形部分は、変形前の形状を円筒形とし、先端外周面がテーパ状となった加締パンチをハブ輪のインボード側端の内周に軸方向に押し込むことで拡径状態に加締め、前記加締パンチを押し込む軸方向のストロークを調整することで、加締後の前記塑性変形部分の外径を調整することを特徴とする車輪用軸受装置の製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005350479A JP4947963B2 (ja) | 2005-12-05 | 2005-12-05 | 車輪用軸受装置およびその製造方法 |
| DE112006003288T DE112006003288T5 (de) | 2005-12-05 | 2006-11-27 | Radlager-Stützanordnung und Verfahren zu deren Herstellung |
| PCT/JP2006/323557 WO2007066525A1 (ja) | 2005-12-05 | 2006-11-27 | 車輪用軸受装置およびその製造方法 |
| CN2006800456003A CN101321638B (zh) | 2005-12-05 | 2006-11-27 | 车轮用轴承装置及其制造方法 |
| US12/086,000 US20090154856A1 (en) | 2005-12-05 | 2006-11-27 | Wheel Support Bearing Assembly and Method of Manufacturing the Same |
| US13/467,524 US8745874B2 (en) | 2005-12-05 | 2012-05-09 | Method of manufacturing wheel support bearing assembly |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005350479A JP4947963B2 (ja) | 2005-12-05 | 2005-12-05 | 車輪用軸受装置およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007153105A true JP2007153105A (ja) | 2007-06-21 |
| JP4947963B2 JP4947963B2 (ja) | 2012-06-06 |
Family
ID=38238004
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005350479A Expired - Lifetime JP4947963B2 (ja) | 2005-12-05 | 2005-12-05 | 車輪用軸受装置およびその製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP4947963B2 (ja) |
| CN (1) | CN101321638B (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20100210369A1 (en) * | 2009-02-17 | 2010-08-19 | Jtekt Corporation | Wheel bearing device and manufacturing method therefor |
| ITTO20100328A1 (it) * | 2010-04-20 | 2011-10-21 | Skf Ab | Gruppo mozzo ruota a due corone di corpi volventi |
| CN103144496B (zh) * | 2012-09-26 | 2017-03-29 | 天津日进汽车系统有限公司 | 车轮轴承连接结构 |
| CN108349303B (zh) * | 2015-11-02 | 2021-11-02 | 舍弗勒技术股份两合公司 | 车轮轴承单元 |
| CN114857178B (zh) * | 2022-03-19 | 2024-01-05 | 海宁奥通汽车零件有限公司 | 一种轮毂轴承及制造工艺 |
Citations (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09164803A (ja) * | 1995-12-15 | 1997-06-24 | Nippon Seiko Kk | 駆動輪支持用ハブユニット |
| JPH1095203A (ja) * | 1996-09-25 | 1998-04-14 | Nippon Seiko Kk | 車輪支持用転がり軸受ユニット |
| JP2001001708A (ja) * | 1999-06-21 | 2001-01-09 | Koyo Seiko Co Ltd | 軸端かしめ用工具 |
| JP2001001710A (ja) * | 1999-06-18 | 2001-01-09 | Ntn Corp | 車輪軸受装置 |
| JP2001233001A (ja) * | 2000-02-23 | 2001-08-28 | Nsk Ltd | 車輪用軸受ユニットとその製造方法 |
| JP2002139060A (ja) * | 2000-08-24 | 2002-05-17 | Ntn Corp | 車輪軸受装置 |
| US20020110300A1 (en) * | 2000-10-24 | 2002-08-15 | Delphi Technologies, Inc. | Self-retained wheel bearing assembly |
| JP2003090334A (ja) * | 2002-07-02 | 2003-03-28 | Nsk Ltd | 車輪支持用ハブユニットの製造方法 |
| JP2005138653A (ja) * | 2003-11-05 | 2005-06-02 | Ntn Corp | 車輪用軸受装置 |
| JP2005188599A (ja) * | 2003-12-25 | 2005-07-14 | Ntn Corp | 車輪用軸受装置 |
| JP2006161856A (ja) * | 2004-12-02 | 2006-06-22 | Ntn Corp | 車輪用軸受装置 |
| JP2006161970A (ja) * | 2004-12-08 | 2006-06-22 | Ntn Corp | 車輪用軸受装置 |
| JP2006206047A (ja) * | 2006-02-17 | 2006-08-10 | Nsk Ltd | 車輪用軸受ユニット |
| JP2006316803A (ja) * | 2005-05-10 | 2006-11-24 | Ntn Corp | 車輪用軸受装置 |
| JP2006336759A (ja) * | 2005-06-02 | 2006-12-14 | Ntn Corp | 車輪用軸受装置 |
| JP2006336761A (ja) * | 2005-06-02 | 2006-12-14 | Ntn Corp | 車輪用軸受装置 |
| JP2006336760A (ja) * | 2005-06-02 | 2006-12-14 | Ntn Corp | 車輪用軸受装置 |
| JP2006336576A (ja) * | 2005-06-03 | 2006-12-14 | Shin Meiwa Ind Co Ltd | 槽内攪拌装置の外部ダイヤフラムの保護構造 |
| JP2007107573A (ja) * | 2005-10-12 | 2007-04-26 | Ntn Corp | 車輪用軸受装置 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2808056B1 (fr) * | 2000-04-19 | 2002-07-19 | Roulements Soc Nouvelle | Palier a roulement, notamment pour roues de vehicule automobile |
| AU2003264359A1 (en) * | 2002-09-06 | 2004-03-29 | Nsk Ltd. | Rolling bearing unit for supporting wheel |
-
2005
- 2005-12-05 JP JP2005350479A patent/JP4947963B2/ja not_active Expired - Lifetime
-
2006
- 2006-11-27 CN CN2006800456003A patent/CN101321638B/zh active Active
Patent Citations (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09164803A (ja) * | 1995-12-15 | 1997-06-24 | Nippon Seiko Kk | 駆動輪支持用ハブユニット |
| JPH1095203A (ja) * | 1996-09-25 | 1998-04-14 | Nippon Seiko Kk | 車輪支持用転がり軸受ユニット |
| JP2001001710A (ja) * | 1999-06-18 | 2001-01-09 | Ntn Corp | 車輪軸受装置 |
| JP2001001708A (ja) * | 1999-06-21 | 2001-01-09 | Koyo Seiko Co Ltd | 軸端かしめ用工具 |
| JP2001233001A (ja) * | 2000-02-23 | 2001-08-28 | Nsk Ltd | 車輪用軸受ユニットとその製造方法 |
| JP2002139060A (ja) * | 2000-08-24 | 2002-05-17 | Ntn Corp | 車輪軸受装置 |
| US20020110300A1 (en) * | 2000-10-24 | 2002-08-15 | Delphi Technologies, Inc. | Self-retained wheel bearing assembly |
| US6485187B1 (en) * | 2000-10-24 | 2002-11-26 | Delphi Technologies, Inc. | Self-retained wheel bearing assembly |
| JP2003090334A (ja) * | 2002-07-02 | 2003-03-28 | Nsk Ltd | 車輪支持用ハブユニットの製造方法 |
| JP2005138653A (ja) * | 2003-11-05 | 2005-06-02 | Ntn Corp | 車輪用軸受装置 |
| JP2005188599A (ja) * | 2003-12-25 | 2005-07-14 | Ntn Corp | 車輪用軸受装置 |
| JP2006161856A (ja) * | 2004-12-02 | 2006-06-22 | Ntn Corp | 車輪用軸受装置 |
| JP2006161970A (ja) * | 2004-12-08 | 2006-06-22 | Ntn Corp | 車輪用軸受装置 |
| JP2006316803A (ja) * | 2005-05-10 | 2006-11-24 | Ntn Corp | 車輪用軸受装置 |
| JP2006336759A (ja) * | 2005-06-02 | 2006-12-14 | Ntn Corp | 車輪用軸受装置 |
| JP2006336761A (ja) * | 2005-06-02 | 2006-12-14 | Ntn Corp | 車輪用軸受装置 |
| JP2006336760A (ja) * | 2005-06-02 | 2006-12-14 | Ntn Corp | 車輪用軸受装置 |
| JP2006336576A (ja) * | 2005-06-03 | 2006-12-14 | Shin Meiwa Ind Co Ltd | 槽内攪拌装置の外部ダイヤフラムの保護構造 |
| JP2007107573A (ja) * | 2005-10-12 | 2007-04-26 | Ntn Corp | 車輪用軸受装置 |
| JP2006206047A (ja) * | 2006-02-17 | 2006-08-10 | Nsk Ltd | 車輪用軸受ユニット |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101321638B (zh) | 2012-02-15 |
| JP4947963B2 (ja) | 2012-06-06 |
| CN101321638A (zh) | 2008-12-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4015361B2 (ja) | 車輪軸受装置 | |
| US20090252447A1 (en) | Hub Wheel Of A Wheel Bearing Apparatus And A Manufacturing Method Thereof | |
| JP2008175262A (ja) | 車輪用軸受装置およびその製造方法 | |
| US8745874B2 (en) | Method of manufacturing wheel support bearing assembly | |
| JP5061552B2 (ja) | 駆動輪支持用ハブユニットの製造方法 | |
| JP4947963B2 (ja) | 車輪用軸受装置およびその製造方法 | |
| JP4628766B2 (ja) | 車輪用軸受装置 | |
| JP5283317B2 (ja) | 車輪用軸受装置の製造方法 | |
| JP4519003B2 (ja) | 車輪用軸受装置 | |
| JP4519005B2 (ja) | 車輪用軸受装置 | |
| JP4519004B2 (ja) | 車輪用軸受装置 | |
| JP4612521B2 (ja) | 車輪用軸受装置 | |
| JP5283316B2 (ja) | 車輪用軸受装置の製造方法 | |
| JP2008039106A (ja) | 車輪用軸受装置 | |
| JP4553676B2 (ja) | 車輪用軸受装置 | |
| JP4467481B2 (ja) | 車輪用軸受装置 | |
| JP4467480B2 (ja) | 車輪用軸受装置およびその加締加工方法 | |
| JP4526455B2 (ja) | 車輪用軸受装置およびその加締加工方法 | |
| JP4467482B2 (ja) | 車輪用軸受装置 | |
| JP4519006B2 (ja) | 車輪用軸受装置 | |
| JP2007327508A (ja) | 車輪用軸受装置 | |
| JP2007327507A (ja) | 車輪用軸受装置 | |
| JP5283315B2 (ja) | 車輪用軸受装置 | |
| JP2006336759A (ja) | 車輪用軸受装置 | |
| JP2007321915A (ja) | 車輪用軸受装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20081128 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110809 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110822 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120306 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120306 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150316 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4947963 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |