JP2007160414A - ニードルベアリングの組付装置 - Google Patents
ニードルベアリングの組付装置 Download PDFInfo
- Publication number
- JP2007160414A JP2007160414A JP2005356404A JP2005356404A JP2007160414A JP 2007160414 A JP2007160414 A JP 2007160414A JP 2005356404 A JP2005356404 A JP 2005356404A JP 2005356404 A JP2005356404 A JP 2005356404A JP 2007160414 A JP2007160414 A JP 2007160414A
- Authority
- JP
- Japan
- Prior art keywords
- assembly
- bearing
- shaft
- hole
- needle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Mounting Of Bearings Or Others (AREA)
- Rolling Contact Bearings (AREA)
- Automatic Assembly (AREA)
Abstract
【構成】組立治具2の一側にワーク1を重ねて軸受穴10と組立穴20を一致させ、これらを挟んで両側へ固定シャフト3と組立シャフト5を同軸配置する。固定シャフト3を軸受穴10へ差し込んでワーク1の大端部8を支持する。軸受シャフト25及びその外周に嵌合したリテーナ27を組立シャフト5の先端へ支持させ、組立シャフト5を前進させて軸受シャフト25及びリテーナ27を組立穴20内へ押し込み、上方から投入スロット32を通してニードルローラー30をリテーナ27のローラー穴28へ嵌合保持させてニードルベアリング31を組み立て、その後さらに組立シャフト5を前進させかつ固定シャフト3を後退させて、軸受シャフト25及びニードルベアリングを一体に軸受穴10内へ押し込んで組み付ける。
【選択図】 図3
Description
組立シャフトの先端に軸受けシャフトを同軸で着脱自在に取付け、かつこの軸受けシャフトの外周にリテーナを嵌合した状態で組立穴へ入れ、ニードルローラーをリテーナへ保持させてニードルベアリングを軸受けシャフト上に組み立て、
この組み立てられたニードルベアリングを軸受けシャフトと共にワーク側へ組立シャフトで押し出し、ワークの軸受穴内へニードルベアリングと軸受けシャフトを同時に挿入するようにしたことを特徴とする。
そこで、組み立てられたニードルベアリングを軸受シャフトと一緒にワークの軸受穴へ押し込むと、ニードルベアリングの押し込みと同時に軸受シャフトの差し込みも完了する。このとき、リテーナの中心側においてニードルローラーを軸受シャフトで支持しているから、組立シャフトを後退させても軸受シャフトによりニードルローラーの脱落や浮き上がりを防止でき、ニードルローラーをグリースで保持する必要がなく、予め軸受け穴内へグリースを塗布しておく必要もない。
このため、組立シャフトを後退させてから改めて軸受シャフトを差し込む必要もなく、ニードルベアリングの組付工数を削減でき、組付作業が容易迅速になり、作業を効率化できる。
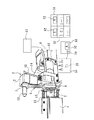
図1は、装置全体の斜視図であり、ワーク1を支持する組立治具2とワーク1を組立治具2側へ押し付け固定するための固定シャフト3を進退させる固定シリンダ4と、組立治具2を挟んで固定シャフト3と反対側に設けられ、ニードルベアリングを組み立てるための組立シャフト5を進退させる組み付けシリンダ6を備える。
軸受穴9には組立治具2の上方へ突出する上方延出部12の上端部から略水平に突出する位置決めピン13が嵌合することにより、組立治具2に対するワーク1の上部が位置決めされる。
Claims (4)
- フィーダーパイプを介してから外部からニードルローラーが供給される組立治具と、この組立治具と並べて配置されたワークと、組立治具を挟んでワークと反対側に配置され、組立治具へ貫通形成された組立穴の軸線上を進退する組立シャフトとを備え、組立シャフトに支持されたリテーナを組立穴へ入れ、この組立穴から上方へ延びるように形成された投入スロットへニードルローラーを組立穴の軸線方向と平行にして投入し、リテーナのローラー穴へ挿入保持させることによりニードルベアリングを組み立て、その後、ニードルベアリングを組立シャフトで押し出して、組立穴と同軸上に配置されたワークの軸受穴内へ挿入するニードルベアリングの組付装置において、
組立シャフトの先端に軸受けシャフトを同軸で着脱自在に取付け、かつこの軸受けシャフトの外周にリテーナを嵌合した状態で組立穴へ入れ、ニードルローラーをリテーナへ保持させてニードルベアリングを軸受けシャフト上に組み立て、
この組み立てられたニードルベアリングを軸受けシャフトと共にワーク側へ組立シャフトで押し出し、ワークの軸受穴内へニードルベアリングと軸受けシャフトを同時に挿入するようにしたことを特徴とするニードルベアリングの組付装置。 - 組立治具の投入スロット内へ加圧エアを注入してニードルローラーを加圧するとともに、フィーダーパイプに加圧エアを逃がすためのエア逃がし部を設けたことを特徴とする請求項1に記載したニードルベアリングの組付装置。
- 投入スロットは、縦方向へ略垂直に延びる第1部分と、横向きに曲がる第2部分と、再び縦方向に曲がって組立穴へ至る第3部分とからなることを特徴とする請求項1に記載したニードルベアリングの組付装置。
- ニードルローラーの挿入漏れを検知するための組立検査センサを備えたことを特徴とする請求項1に記載したニードルベアリングの組付装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005356404A JP4124372B2 (ja) | 2005-12-09 | 2005-12-09 | ニードルベアリングの組付装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005356404A JP4124372B2 (ja) | 2005-12-09 | 2005-12-09 | ニードルベアリングの組付装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007160414A true JP2007160414A (ja) | 2007-06-28 |
| JP4124372B2 JP4124372B2 (ja) | 2008-07-23 |
Family
ID=38243897
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005356404A Expired - Fee Related JP4124372B2 (ja) | 2005-12-09 | 2005-12-09 | ニードルベアリングの組付装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4124372B2 (ja) |
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010214538A (ja) * | 2009-03-17 | 2010-09-30 | Seiko Instruments Inc | 軸受け装置、軸受け装置の製造システム、並びに軸受け装置の製造方法 |
| JP2010214516A (ja) * | 2009-03-16 | 2010-09-30 | Seiko Instruments Inc | 軸受け装置、軸受け装置の製造システム及び軸受け装置の製造方法 |
| ITVI20110320A1 (it) * | 2011-12-15 | 2013-06-16 | M A S R L | Macchina per l'assemblaggio di sistemi meccanici comprendenti elementi in moto rotatorio relativo |
| WO2013125393A1 (ja) * | 2012-02-23 | 2013-08-29 | 日本精工株式会社 | ころ軸受の組立装置および組立方法 |
| JP2015091625A (ja) * | 2015-02-03 | 2015-05-14 | Ntn株式会社 | ローラ組付装置およびローラ組付方法 |
| KR101546626B1 (ko) | 2014-06-25 | 2015-08-21 | 이용진 | 캠플로워 니들핀 조립방법 |
| KR101560094B1 (ko) | 2014-06-25 | 2015-10-13 | 이용진 | 캠플로워 니들핀 조립방법 |
| CN104989735A (zh) * | 2015-07-09 | 2015-10-21 | 新昌县德尔惠机械厂 | 轴承保持架自动填球设备 |
| CN105500273A (zh) * | 2016-01-21 | 2016-04-20 | 洛阳轴研科技股份有限公司 | 一种轴承用径向滚子装配装置 |
| JP2016175156A (ja) * | 2015-03-20 | 2016-10-06 | 日本碍子株式会社 | 組み立て品を生産する方法 |
| CN108000119A (zh) * | 2018-01-12 | 2018-05-08 | 重庆安木科技有限公司 | 一种滚针上料系统 |
| US10057930B2 (en) | 2014-02-19 | 2018-08-21 | Ntt Docomo, Inc. | Mobile communication system and user equipment |
| CN108716511A (zh) * | 2018-07-27 | 2018-10-30 | 宁波腾展汽车轴承制造有限公司 | 一种平面压力轴承装配设备及其装配方法 |
| CN108825668A (zh) * | 2018-09-05 | 2018-11-16 | 苏州新豪轴承股份有限公司 | 轴承装针设备及平面推力轴承装针系统 |
| CN110561105A (zh) * | 2019-09-30 | 2019-12-13 | 珠海市科进自动化设备有限公司 | 一种日化泵装配设备用装配针 |
| CN112815015A (zh) * | 2021-02-24 | 2021-05-18 | 苏州市东吴滚针轴承有限公司 | 一种装针机用滚针高效下针装置 |
| CN112855785A (zh) * | 2021-03-27 | 2021-05-28 | 成立强 | 一种内圈定位及滚针与内圈装配的机构及其滚针与内圈的定位装配方法 |
| CN115355247A (zh) * | 2022-08-31 | 2022-11-18 | 陕西法士特齿轮有限责任公司 | 一种推力滚针轴承总成及变速器 |
| CN118143615A (zh) * | 2024-05-13 | 2024-06-07 | 常州市嘉驰滚针轴承有限公司 | 一种滚针轴承装配用压装装置 |
| CN119412447A (zh) * | 2025-01-09 | 2025-02-11 | 常州苏特轴承制造有限公司 | 集成检测功能的滚针轴承装针装置 |
-
2005
- 2005-12-09 JP JP2005356404A patent/JP4124372B2/ja not_active Expired - Fee Related
Cited By (36)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010214516A (ja) * | 2009-03-16 | 2010-09-30 | Seiko Instruments Inc | 軸受け装置、軸受け装置の製造システム及び軸受け装置の製造方法 |
| JP2010214538A (ja) * | 2009-03-17 | 2010-09-30 | Seiko Instruments Inc | 軸受け装置、軸受け装置の製造システム、並びに軸受け装置の製造方法 |
| ITVI20110320A1 (it) * | 2011-12-15 | 2013-06-16 | M A S R L | Macchina per l'assemblaggio di sistemi meccanici comprendenti elementi in moto rotatorio relativo |
| KR101622500B1 (ko) | 2012-02-23 | 2016-05-18 | 닛뽄 세이꼬 가부시기가이샤 | 롤러 정렬 장치 및 롤러 정렬 방법 |
| US9611895B2 (en) | 2012-02-23 | 2017-04-04 | Nsk Ltd. | Roller alignment device and roller alignment method |
| CN103619532A (zh) * | 2012-02-23 | 2014-03-05 | 日本精工株式会社 | 滚柱轴承的组装装置以及组装方法 |
| CN103717348A (zh) * | 2012-02-23 | 2014-04-09 | 日本精工株式会社 | 滚子码放装置以及滚子码放方法 |
| CN103717348B (zh) * | 2012-02-23 | 2017-03-29 | 日本精工株式会社 | 滚子码放装置以及滚子码放方法 |
| JP5725254B2 (ja) * | 2012-02-23 | 2015-05-27 | 日本精工株式会社 | ころ整列装置およびころ整列方法 |
| JP5737472B2 (ja) * | 2012-02-23 | 2015-06-17 | 日本精工株式会社 | ころ軸受の組立装置および組立方法 |
| WO2013125392A1 (ja) * | 2012-02-23 | 2013-08-29 | 日本精工株式会社 | ころ整列装置およびころ整列方法 |
| WO2013125393A1 (ja) * | 2012-02-23 | 2013-08-29 | 日本精工株式会社 | ころ軸受の組立装置および組立方法 |
| US9797455B2 (en) | 2012-02-23 | 2017-10-24 | Nsk Ltd. | Roller bearing assembly apparatus and roller bearing assembly method |
| KR101568954B1 (ko) | 2012-02-23 | 2015-11-12 | 닛뽄 세이꼬 가부시기가이샤 | 롤러 베어링의 조립 장치 및 조립 방법 |
| EP2818275A4 (en) * | 2012-02-23 | 2015-12-02 | Nsk Ltd | METHOD OF ASSEMBLING AND DEVICE FOR MOUNTING A ROLLER BEARING |
| EP2818276A4 (en) * | 2012-02-23 | 2015-12-09 | Nsk Ltd | ROLLER ALIGNMENT DEVICE AND ROLLER ALIGNMENT PROCESS |
| CN103619532B (zh) * | 2012-02-23 | 2016-04-20 | 日本精工株式会社 | 滚柱轴承的组装装置 |
| US10057930B2 (en) | 2014-02-19 | 2018-08-21 | Ntt Docomo, Inc. | Mobile communication system and user equipment |
| KR101560094B1 (ko) | 2014-06-25 | 2015-10-13 | 이용진 | 캠플로워 니들핀 조립방법 |
| KR101546626B1 (ko) | 2014-06-25 | 2015-08-21 | 이용진 | 캠플로워 니들핀 조립방법 |
| JP2015091625A (ja) * | 2015-02-03 | 2015-05-14 | Ntn株式会社 | ローラ組付装置およびローラ組付方法 |
| JP2016175156A (ja) * | 2015-03-20 | 2016-10-06 | 日本碍子株式会社 | 組み立て品を生産する方法 |
| CN104989735A (zh) * | 2015-07-09 | 2015-10-21 | 新昌县德尔惠机械厂 | 轴承保持架自动填球设备 |
| CN104989735B (zh) * | 2015-07-09 | 2017-09-12 | 新昌县德尔惠机械厂 | 轴承保持架自动填球设备 |
| CN105500273A (zh) * | 2016-01-21 | 2016-04-20 | 洛阳轴研科技股份有限公司 | 一种轴承用径向滚子装配装置 |
| CN108000119A (zh) * | 2018-01-12 | 2018-05-08 | 重庆安木科技有限公司 | 一种滚针上料系统 |
| CN108000119B (zh) * | 2018-01-12 | 2023-12-12 | 重庆安木科技有限公司 | 一种滚针上料系统 |
| CN108716511B (zh) * | 2018-07-27 | 2023-11-17 | 宁波腾展汽车轴承制造有限公司 | 一种平面压力轴承装配设备及其装配方法 |
| CN108716511A (zh) * | 2018-07-27 | 2018-10-30 | 宁波腾展汽车轴承制造有限公司 | 一种平面压力轴承装配设备及其装配方法 |
| CN108825668A (zh) * | 2018-09-05 | 2018-11-16 | 苏州新豪轴承股份有限公司 | 轴承装针设备及平面推力轴承装针系统 |
| CN110561105A (zh) * | 2019-09-30 | 2019-12-13 | 珠海市科进自动化设备有限公司 | 一种日化泵装配设备用装配针 |
| CN112815015A (zh) * | 2021-02-24 | 2021-05-18 | 苏州市东吴滚针轴承有限公司 | 一种装针机用滚针高效下针装置 |
| CN112855785A (zh) * | 2021-03-27 | 2021-05-28 | 成立强 | 一种内圈定位及滚针与内圈装配的机构及其滚针与内圈的定位装配方法 |
| CN115355247A (zh) * | 2022-08-31 | 2022-11-18 | 陕西法士特齿轮有限责任公司 | 一种推力滚针轴承总成及变速器 |
| CN118143615A (zh) * | 2024-05-13 | 2024-06-07 | 常州市嘉驰滚针轴承有限公司 | 一种滚针轴承装配用压装装置 |
| CN119412447A (zh) * | 2025-01-09 | 2025-02-11 | 常州苏特轴承制造有限公司 | 集成检测功能的滚针轴承装针装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4124372B2 (ja) | 2008-07-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4124372B2 (ja) | ニードルベアリングの組付装置 | |
| EP3593938B1 (en) | Apparatus for and method of installing pre-molded seal caps | |
| US8393131B2 (en) | Device for the assembly of pocket spring strings | |
| TWI518005B (zh) | 工件插入裝置 | |
| KR101072880B1 (ko) | 미세 금속파이프의 엔드 포밍장치 | |
| TWI436841B (zh) | Tube cutting device | |
| EP1405791A1 (en) | Band refeeding method and banding machine | |
| JP5081033B2 (ja) | チューブ切断装置 | |
| US6106221A (en) | Robot-based dispensing station | |
| JP5073551B2 (ja) | チューブ切断装置 | |
| JP5521129B1 (ja) | 部品供給装置および部品供給方法 | |
| JP2022175272A (ja) | 樹脂パイプ切断システム | |
| CN115739693B (zh) | 筛选装置及应用于该筛选装置的方法 | |
| JPH1099927A (ja) | シーラントを含むキャップ付きツイストオン・ワイヤー接続具の組み立て方法及びその組み立て装置 | |
| CN220855515U (zh) | 一种用于检测车载控制器的装置 | |
| US20160356725A1 (en) | Apparatus and method for inspection of a mid-length supported steering column assembly | |
| JP3573186B2 (ja) | 光ファイバの接続に用いられる毛細管の検査装置 | |
| JPH0329745Y2 (ja) | ||
| JP5073553B2 (ja) | チューブ切断装置 | |
| CN117109378A (zh) | 电子雷管电子引火元件检测套管一体化设备 | |
| JP3500722B2 (ja) | 部品圧入装置 | |
| JP5101364B2 (ja) | チューブ切断装置 | |
| KR200174414Y1 (ko) | 잉크카트리지의 잉크공급구 밀봉시스템 | |
| JP2009233807A (ja) | チューブ切断装置 | |
| JP5101365B2 (ja) | チューブ切断装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080423 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080430 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080430 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4124372 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110516 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110516 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120516 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130516 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130516 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140516 Year of fee payment: 6 |
|
| LAPS | Cancellation because of no payment of annual fees |