JP2007190854A - 中空又は中実のfrp製成形品の成形方法 - Google Patents
中空又は中実のfrp製成形品の成形方法 Download PDFInfo
- Publication number
- JP2007190854A JP2007190854A JP2006012467A JP2006012467A JP2007190854A JP 2007190854 A JP2007190854 A JP 2007190854A JP 2006012467 A JP2006012467 A JP 2006012467A JP 2006012467 A JP2006012467 A JP 2006012467A JP 2007190854 A JP2007190854 A JP 2007190854A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- molded product
- hollow
- frp molded
- core
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images
Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Moulding By Coating Moulds (AREA)
Abstract
【課題】内外共に精度のある表面を有する中空又は中実のFRP製成形品の、簡便な成形方法を提供すること。
【解決手段】上型と下型と中子からなる金型を用いて中空又は中実のFRP製成形品を成形するに際し、プリプレグを巻回・積層した中子を、上型と下型で押し代、例えば、0.2−2mmの隙間を残して型締めし、更に上型及び/又は下型に接して熱膨張部材、例えば、耐熱性のゴムを配置し、この熱膨張部材を介して金型を外枠で固定し、その後、金型を加熱・硬化炉で加熱することからなる中空又は中実のFRP製成形品の成形方法。
【選択図】図1
【解決手段】上型と下型と中子からなる金型を用いて中空又は中実のFRP製成形品を成形するに際し、プリプレグを巻回・積層した中子を、上型と下型で押し代、例えば、0.2−2mmの隙間を残して型締めし、更に上型及び/又は下型に接して熱膨張部材、例えば、耐熱性のゴムを配置し、この熱膨張部材を介して金型を外枠で固定し、その後、金型を加熱・硬化炉で加熱することからなる中空又は中実のFRP製成形品の成形方法。
【選択図】図1
Description
本発明は、産業用途あるいは構造部材として用いられる、中空又は中実のFRP製成形品の成形方法に関する。
繊維強化プラスチック(FRP)は、不飽和ポリエステル樹脂、エポキシ樹脂、ポリイミド樹脂等の熱硬化性樹脂や、ポリエチレン、ポリプロピレン、ポリアミド、PPS、PEEK等の熱可塑性樹脂のマトリックス樹脂と、炭素繊維、ガラス繊維、アラミド繊維等の強化繊維からなるものであり、軽量で且つ強度特性に優れるため、近年、航空宇宙産業から一般産業分野に至るまで、幅広い分野において利用されている。
FRPを管状ないし中空状の中空部材に成形する方法としては、遠心成形法、プルトルージョン成形法、フィラメントワインディング成形法、内圧成形法等が知られている。これらの方法のうち内圧成形法(例えば、特許文献1)は、比較的簡便な方法であり、金型キャビティ内に筒状の成形素材を配置し、これを筒の内側から圧力を与えて金型に密着させた状態にて加熱硬化させる方法であり、マトリックス樹脂が熱硬化性であっても熱可塑性であっても適用可能であり、通常の中空管状のFRP製成形品を成形するのに適している。
内圧成形法で中空管状のFRP製成形品(中空部材)を成形するには、通常、プリプレグを用い、金型キャビティ内に中空管状に配置したプリプレグの内部に、膨張性を有するバッグやチューブ等を入れる。次いで、圧縮空気等を用いてバッグやチューブ等をふくらませ、型の内側から圧力をかけてプリプレグを型の内壁面に押しつけ、この状態でプリプレグを加熱硬化させ成形を行う加圧バッグ成形法が用いられている。しかしながら、上記のような従来の加圧バッグ成形法の場合には、中空部材の外表面は成形型に沿った精確な表面に成形されるが、内表面は必ずしも十分な精度に成形できないという問題があった。
特開平6−155595号公報
特開2003−334835号公報
一方、中空部材の内表面が精確な表面に成形された成形品を得るための簡便な成形方法として、中子(マンドレル又は内型)を用い、この中子(例えば、アルミ製や鉄製)にプリプレグを巻回・積層し、巻回・積層したプリプレグを、ポリエチレン、ポリプロピレン、ポリエステル等の熱収縮テープでテーピングあるいは被覆し、次いで、硬化炉等で加熱成形するという方法も知られている(中子テーピング成形)。この方法は、マフラーやローラー等を成形するのに便利な方法ではあるが、しかし、外表面の精度がでないという問題がある。
本発明の課題は、内外共に精度のある表面を有する中空又は中実のFRP製成形品の、簡便な成形方法を提供することにある。
本発明の請求項1記載の発明は、上型と下型と中子からなる金型を用いて中空又は中実のFRP製成形品を成形するに際し、プリプレグを巻回・積層した中子を、上型と下型で押し代を残して型締めし、更に上型及び/又は下型に接して熱膨張部材を配置し、この熱膨張部材を介して金型を外枠で固定し、その後、金型を加熱・硬化炉で加熱することを特徴とする中空又は中実のFRP製成形品の成形方法である。
本発明の請求項2記載の発明は、上型と下型を0.2−2mmの押し代を残して型締めすることを特徴とする請求項1記載の中空又は中実のFRP製成形品の成形方法である。
そして、本発明の請求項3記載の発明は、熱膨張部材が耐熱性のゴムである請求項1又は2記載の中空又は中実のFRP製成形品の成形方法である。
本発明によれば、大型の成形機や特殊な成形機を使用することなく、通常の硬化炉、乾燥機等を用いる簡便で容易な方法で、内外共に精度のある表面を有する中空のFRP製成形品を製造することができる。また、本発明においては、中子として適当なものを選択すれば、成形体からそれを取り出すことなく成形体の中に残すことによって、中実のFRP製成形品を製造することもできる。
本発明は、プリプレグを巻回・積層した中子を、金型の上型と下型で押し代を残して型締めし、更に上型及び/又は下型に接して熱膨張部材を配置し、この熱膨張部材を介して金型を外枠で固定し、その後、金型を加熱・硬化炉で加熱して中空又は中実のFRP製成形品を成形する方法であるが、中空又は中実のFRP製の成形品としては、特に制限はなく、中空又は中実の部材である限り形状はどの様なものでもかまわない。
本発明において用いられるFRP製成形品の外表面の賦形用の金型は、スチールやアルミ合金等の金属製の金型であっても、あるいはガラス繊維等のFRP製の金型であってもかまわない。そして、本発明における内表面の賦形用の中子(マンドレル又は内型)も、その形状・材質は特に問わない。成形後、中子を取り除くと中空のFRP製成形品が得られる。成形品の目的・用途によっては、そのまま中子を残しておく場合もある。例えば、中子として硬質の発泡ウレタン、塩化ビニル、ポリスチレンを用いた場合には、中子をコア材とした中実のFRP製成形品が得られる。
本発明においては、最初に、プリプレグを巻回・積層した中子を、金型の上型と下型で押し代を残して型締めする。この際、上型と下型を0.2−2mmの押し代を残して型締めするのが好ましい。0.2mm以下の場合は、その後の加熱で熱膨張部材の効果が発揮されにくく、また、2mm以上のばあいには、外枠で固定しにくくなるので好ましくない。
本発明では、更に上型及び/又は下型に接して熱膨張部材を配置し、この熱膨張部材を介して金型を外枠で固定する。熱膨張部材としては、耐熱性があり熱により膨張する性質の物質であれば何でも良い。好ましいのは、耐熱性のゴムである。外枠はその材質・形状とも特に制限されるものではなく、どんなものでも使用できる。また、固定の仕方も、ボルトを用いてネジ止めする方法、あるいはボルトとナットによる方法等どのような方法・手段でも良い。
次いで、本発明では、熱膨張部材を介して外枠で固定された金型は、加熱・硬化炉で加熱される。加熱・硬化炉としては、通常の硬化炉や乾燥機等が用いられる。加熱・硬化条件は、通常、90〜180℃で1〜2時間である。
本発明の繊維強化プラスチック(FRP)は、繊維強化材に、熱硬化性樹脂や熱可塑性樹脂などのマトリックス樹脂を含浸・硬化させて得られた複合材料であるが、本発明においては、用いられる繊維強化材やマトリックス樹脂に関しては特に制限はい。繊維強化材としては、炭素繊維、ガラス繊維、アラミド繊維、ボロン繊維、金属繊維等が挙げられる。好ましいのは、炭素繊維である。
熱硬化性樹脂としては、例えば、エポキシ樹脂、不飽和ポリエステル樹脂、フェノール樹脂、ビニルエステル樹脂、シアン酸エステル樹脂、ウレタンアクリレート樹脂、フェノキシ樹脂、アルキド樹脂、ウレタン樹脂、マレイミド樹脂とシアン酸エステル樹脂の予備重合樹脂から選ばれる樹脂がある。これらは1種又は2種以上の混合物として用いることもできる。熱可塑性樹脂としては、ポリプロピレン、ポリスルホン、ポリエーテルスルホン、ポリエーテルケトン、ポリエーテルエーテルケトン、芳香族ポリアミド、芳香族ポリエステル、芳香族ポリカーボネート、ポリエーテルイミド、ポリアリーレンオキシド、熱可塑性ポリイミド、ポリアミドイミドがある。これらの樹脂は、2種以上併用しても良い。
繊維強化材は、通常、例えば、平織、綾織、朱子織等の経糸と緯糸から構成されるものの他、繊維束を一方向に引き揃えシート状とし、これを直角方向にステッチ糸で縫合した一軸織物、一方向に引き揃えたシート状物を角度を変えて複数積層し、これを直角方向にステッチ糸で縫合した多軸織物等の形で用いられる。そして、本発明のプリプレグとは、繊維強化材に、熱硬化性樹脂や熱可塑性樹脂などのマトリックス樹脂を含浸させ、流動性や粘着性を調整して取り扱い性を良くした成形中間材である。樹脂の含有量は、通常30〜70重量%である。
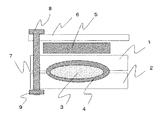
本発明による成形法の一例を図を用いて説明する。図1(断面)の1は、FRP製成形品の外表面の賦形用の金型の上型、2は下型を示し、3は中子、4は中子に巻回・積層して配置されたプリプレグ、5は上型に接して配置された熱膨張部材、6は外枠を示している。図1は、金型が押し代7を残して型締めされている状態を示しており、この金型は熱膨張部材5を介して外枠6で固定されている。固定の仕方は、例えば、図1に示したように、ボルト8とナット9で固定することができる。図1では1ケ所のみ固定されているが、必要に応じて数箇所を固定しても良い。熱膨張部材を介して外枠で固定された金型を、加熱・硬化炉で加熱すると、熱膨張部材が膨張することによって金型が完全に閉まり、内外共に精度のある表面を有するFRP製成形品が得られる。以下、実施例により本発明をより具体的に説明する。
炭素繊維のプリプレグとして、炭素繊維HTA3K(東邦テナックス社製、汎用グレードの炭素繊維、3000フィラメント)を経糸緯糸とした平織物(東邦テナックス社製、W−3101)に、汎用エポキシ樹脂を含浸させたものを用いた(樹脂含有率:40%)。このプリプレグを5枚、積層パターンが(0/90)、(±45)、(30/120)、(±45)、(0/90)となる様に重ねて、図1(断面)に示したように中子に巻回・積層した。
そして、この中子を図1に示したように上型と下型で方締めし、更に上型に接して耐熱性のシリコンゴムを配置し、全体を外枠で固定した。次いで、外枠で固定された金型を、加熱・硬化炉に入れ、120〜130℃で1.5時間加熱した。金型を取り出し冷却後、上型と下型と中子を脱型したところ、内外表面共に精確に成形されたFRP製成形品が得られた。
1 外表面の賦形用の金型の上型
2 外表面の賦形用の金型の下型
3 中子
4 プリプレグ
5 熱膨張部材
6 外枠
7 上型と下型の押し代
8 ボルト
9 ナット
2 外表面の賦形用の金型の下型
3 中子
4 プリプレグ
5 熱膨張部材
6 外枠
7 上型と下型の押し代
8 ボルト
9 ナット
Claims (3)
- 上型と下型と中子からなる金型を用いて中空又は中実のFRP製成形品を成形するに際し、プリプレグを巻回・積層した中子を、上型と下型で押し代を残して型締めし、更に上型及び/又は下型に接して熱膨張部材を配置し、該熱膨張部材を介して金型を外枠で固定し、その後、金型を加熱・硬化炉で加熱することを特徴とする中空又は中実のFRP製成形品の成形方法。
- 上型と下型を0.2−2mmの押し代を残して型締めすることを特徴とする請求項1記載の中空又は中実のFRP製成形品の成形方法。
- 熱膨張部材が耐熱性のゴムである請求項1又は2記載の中空又は中実のFRP製成形品の成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006012467A JP2007190854A (ja) | 2006-01-20 | 2006-01-20 | 中空又は中実のfrp製成形品の成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006012467A JP2007190854A (ja) | 2006-01-20 | 2006-01-20 | 中空又は中実のfrp製成形品の成形方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007190854A true JP2007190854A (ja) | 2007-08-02 |
Family
ID=38446904
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006012467A Withdrawn JP2007190854A (ja) | 2006-01-20 | 2006-01-20 | 中空又は中実のfrp製成形品の成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007190854A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2161115A1 (de) * | 2008-09-04 | 2010-03-10 | ifw Manfred Otte GmbH | Spritzgießwerkzeug |
| WO2014064784A1 (ja) * | 2012-10-24 | 2014-05-01 | 三菱レイヨン株式会社 | 繊維強化プラスチックの成形方法 |
| CN110382214A (zh) * | 2017-05-24 | 2019-10-25 | 宝马股份公司 | 用于制造纤维增强塑料构件的方法和设备 |
-
2006
- 2006-01-20 JP JP2006012467A patent/JP2007190854A/ja not_active Withdrawn
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2161115A1 (de) * | 2008-09-04 | 2010-03-10 | ifw Manfred Otte GmbH | Spritzgießwerkzeug |
| WO2014064784A1 (ja) * | 2012-10-24 | 2014-05-01 | 三菱レイヨン株式会社 | 繊維強化プラスチックの成形方法 |
| KR101669381B1 (ko) | 2012-10-24 | 2016-10-25 | 미쯔비시 레이온 가부시끼가이샤 | 섬유 강화 플라스틱의 성형 방법 |
| US9925703B2 (en) | 2012-10-24 | 2018-03-27 | Mitsubishi Chemical Corporation | Method for molding fiber-reinforced plastic |
| CN110382214A (zh) * | 2017-05-24 | 2019-10-25 | 宝马股份公司 | 用于制造纤维增强塑料构件的方法和设备 |
| US11298894B2 (en) | 2017-05-24 | 2022-04-12 | Bayerische Motoren Werke Aktiengesellschaft | Method and device for producing a fiber-reinforced plastic component |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101449204B1 (ko) | 연속 탄소섬유 강화 열가소성 프리프레그의 제조 방법 | |
| CN102458804B (zh) | 纤维增强塑料螺栓及其生产方法 | |
| US10018175B2 (en) | Induction consolidation for wind blade fabrication | |
| SE509446C2 (sv) | Arrangemang, förfarande och hålkropp vid formning av plastdetaljer | |
| JP2007076202A (ja) | Frp製角パイプの成形方法。 | |
| CN111941940A (zh) | 一种用于车辆承力结构的复合材料型材及其制备方法 | |
| EP1685947B1 (en) | Method for the manufacture of FRP composites | |
| JP2006123475A (ja) | 断面異形のfrp製中空部材の成形法 | |
| JP2007203468A (ja) | Frp製角パイプの成形法。 | |
| JP2007190854A (ja) | 中空又は中実のfrp製成形品の成形方法 | |
| JP2009226656A (ja) | Frp成形品の内圧成形法 | |
| WO2022209455A1 (ja) | 扁平軽量部材およびその製造方法 | |
| JP2007152615A (ja) | 角部を有するfrp製中空部材の成形方法 | |
| JP5918171B2 (ja) | Frp製織物、及びfrp製織物を用いた成形用材料、及びfrp製織物の製造方法 | |
| JP2006130875A (ja) | 内圧成形法 | |
| JP2008246675A (ja) | Frp中空成形品の内圧成形法 | |
| JP2007185848A (ja) | Frp製中空部材の内圧成形法 | |
| JP4616659B2 (ja) | 一面が開口したfrp製の中空の直方体の成形方法及び成形用金型 | |
| CN116176002A (zh) | 一种增强单向碳纤维复合材料纤维间强度的快速制备方法 | |
| CN108394154A (zh) | 杆状复合构件 | |
| JP2006218782A (ja) | 発泡体コアを有するfrp製成形品の成形方法 | |
| JPH1016068A (ja) | 繊維強化熱可塑性樹脂からなる筒体の製造方法 | |
| JP2008295938A (ja) | ゴルフクラブ用シャフトの製造方法 | |
| JP2007176050A (ja) | 発泡体コアを有するfrp製成形品の成形法 | |
| JP5074251B2 (ja) | 環状中空部材の成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20081031 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20100917 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20110118 |