JP2007192598A - 被検査体の検査装置 - Google Patents
被検査体の検査装置 Download PDFInfo
- Publication number
- JP2007192598A JP2007192598A JP2006009324A JP2006009324A JP2007192598A JP 2007192598 A JP2007192598 A JP 2007192598A JP 2006009324 A JP2006009324 A JP 2006009324A JP 2006009324 A JP2006009324 A JP 2006009324A JP 2007192598 A JP2007192598 A JP 2007192598A
- Authority
- JP
- Japan
- Prior art keywords
- inspection
- region
- solder
- area
- substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
















Landscapes
- Analysing Materials By The Use Of Radiation (AREA)
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
Abstract
【課題】透過画像として得られるX線画像を利用して正確かつ迅速に被検査体を検査することが可能な被検査体の検査装置を提供する。
【解決手段】被検査体の検査装置において、光学撮像部は、被検査体の光学画像を撮像する。X線撮像部は、被検査体にX線が照射されることにより光学変換部に表示されるX線画像を撮像する。検査部は、撮像された光学画像を利用して検査対象領域を画定し、画定された検査対象領域におけるX線画像を検査することにより被検査体のブリッジ検査およびハンダ検査を実施する。X線撮像部は、光学撮像部によって被検査体の光学画像が撮像された後にX線画像を撮像する。
【選択図】図5
【解決手段】被検査体の検査装置において、光学撮像部は、被検査体の光学画像を撮像する。X線撮像部は、被検査体にX線が照射されることにより光学変換部に表示されるX線画像を撮像する。検査部は、撮像された光学画像を利用して検査対象領域を画定し、画定された検査対象領域におけるX線画像を検査することにより被検査体のブリッジ検査およびハンダ検査を実施する。X線撮像部は、光学撮像部によって被検査体の光学画像が撮像された後にX線画像を撮像する。
【選択図】図5
Description
本発明は、被検査体の検査装置に関し、特にX線を照射することにより得られる被検査体のX線画像を利用して被検査体を検査する被検査体の検査装置に関する。
近年、あらゆる機器に電子基板が実装されるようになっている。これらの電子基板が実装される機器においては、小型化や薄型化および低価格化が常に課題とされており、このため、高集積度設計が広く行われている。この高集積度設計を実現する要素の一つとして高密度実装技術が挙げられる。この高密度実装のポイントは、製造技術および検査技術にあり、この部品実装後のプリント基板(以下「基板」という)の検査として、プリント基板を撮像することにより得られる光学画像を利用する検査技術が知られている。
一方、デジタル機器のさらなる小型化および高性能化を実現するために、さらに集積度を上げて基板に実装する部品の数を低減させることが求められている。このため、たとえば高密度基板実装に使用されるICチップのパッケージ方法の一つであるBGA(Ball Grid Array)などが多く採用されている。このBGAは、通常平たいパッケージの下面に外部入出力用のパッドが並んでおり、基板にBGAを実装するときにはこのパッドはパッケージに覆われる。このためパッドには外部から光が届きにくく、上記のような光学画像を利用した検査方法ではBGAのパッドの接続状態を検査することは困難である。このように光学画像による検査が困難な部品を考慮して、X線を基板に照射することにより得られるX線透過画像を利用する検査技術の開発が進められている。
このような光学画像およびX線画像の双方を利用する検査技術として、たとえば特許文献1では、X線撮像部で得られる被検査対象物のX線画像および可視光撮像部で得られる光学画像とを合成する基板検査装置が提案されている。また、たとえば特許文献2では、検査対象となるプリント基板の光学基準画像と基準となるプリント基板の光学基準画像とを比較するステップと、検査対象となるプリント基板のX線像と基準となるプリント基板のX線基準画像とを比較するステップと、を備える基板検査方法が提案されている。
また、X線画像は基板の透過画像として得られる。正確な検査を実施するために、X線画像で表された部品の画像が、いずれの面に実装されている部品の画像であるかを認識可能であることが望ましい。このため、たとえば特許文献3では、重複状態にある第1接合部分および第2接合部分の透視画像に基づいて明るさ情報を作成し、該明るさ情報に基づいて第2接合部分のみの画像を作成する接合検査装置が提案されている。
特開2004−340632号公報
特開2004−226127号公報
特開2001−281169号公報
特許文献1および特許文献2に記載される技術では、透過画像として得られるX線画像から各々の面の部品の実装状態をどのように検査するかについては開示されていない。また特許文献3に記載される技術では、透過画像から新たに第2接合部分のみの画像を作成しなければならないため、検査速度を向上させることは困難である。
本発明はこうした状況に鑑みてなされたものであり、その目的は、透過画像として得られるX線画像を利用して正確かつ迅速に被検査体を検査することが可能な被検査体の検査装置を提供することにある。
上記課題を解決するために、本発明のある態様の被検査体の検査装置は、被検査体の光学画像を撮像する光学撮像部と、被検査体にX線が照射されることにより光学変換部に表示されるX線画像を撮像するX線撮像部と、撮像された光学画像を利用して検査対象領域を画定し、画定された検査対象領域におけるX線画像を検査することにより被検査体の部品の実装状態を検査する検査部と、を備える。
たとえば、基板の実装状態の検査では、ハンダ付けを行う箇所では充分な量でハンダ付けがされているかを検査し、ハンダ付けを行う箇所周辺では他のハンダ付け箇所と短絡するブリッジの有無などが検査される。このように、一つの被検査体においても、領域に応じて実施される検査も異なる。しかし、X線画像は濃淡によって表現された透過画像として得られるため、X線画像を利用して正確に検査対象領域を画定することは困難である。この態様によれば、検査対象領域をX線画像を利用して画定するよりも正確に画定することができる。このため、検査対象領域のX線画像を利用して被検査体の部品の実装状態を正確に検査することが可能となる。
X線撮像部は、光学撮像部によって被検査体の光学画像が撮像された後にX線画像を撮像してもよい。この態様によれば、光学画像を利用した領域の画定とX線画像を利用した被検査体の検査とを順次効率的に実施することができ、X線画像を撮像後迅速に被検査体を検査することができる。
光学撮像部は検査対象面およびその裏面の光学画像を撮像し、検査部は、撮像された検査対象面の光学画像を利用して検査対象面の検査対象領域を画定し、撮像された検査対象面の裏面の光学画像を利用して検査対象面の裏面に設けられる構成要素が占める構成要素領域を画定し、画定された構成要素領域を利用して画定された検査対象領域におけるX線画像を検査するしてもよい。X線画像は、検査対象面および裏面の透過画像として得られる。この態様によれば、検査対象面の裏面に実装された部品などの構成要素が占める領域を考慮することができ、被検査体を精度良く検査することが可能となる。
検査部は、検査対象領域がいずれかの構成要素領域と重複する重複領域およびいずれの構成要素領域とも重複しない非重複領域を含む場合、重複領域における部品の実装状態の検査と、非重複領域における部品の実装状態の検査とを分けて実施してもよい。この態様によれば、たとえば検査対象面のみの画像を新たに作成する必要がないため、迅速に検査を実施することができる。
検査部は、検査対象領域としてハンダ付けされない非ハンダ領域を画定し、撮像されたX線画像の非ハンダ領域の濃度の均一性を利用してブリッジの有無を検査してもよい。この態様によれば、X線画像を利用してブリッジの有無を正確に判定することができる。
検査部は、撮像された光学画像を利用してハンダ付けされるハンダ領域を画定し、撮像されたX線画像のハンダ領域の濃度を利用してハンダ量を検査してもよい。この態様によれば、X線画像を利用してハンダ量を正確に判定することができる。
光学撮像部とX線撮像部は、同一の撮像部であってもよい。この態様によれば、同一の撮像部によって光学画像およびX線画像を撮像することができるので、別々に撮像部を設ける場合に比べ、コストの増加を抑制することができる。
本発明によれば、透過画像として得られるX線画像を利用して正確かつ迅速に被検査体を検査することが可能な被検査体の検査装置を提供することができる。
以下、図面を参照して本発明の実施の形態(以下、「実施形態」という。)について説明する。
図1は、本実施形態に係る基板検査装置200の構成を示す図である。基板検査装置200は、検査テーブル10、基板搬送テーブル50、撮像システム80、および後述する画像処理部、スレーブPC、マスターPCなどを有している。基板搬送テーブル50は、支持プレート52および2本の搬送レール54などを有し、搬送レール54は支持プレート52により支持される。
搬送レール54はモータを駆動することにより基板2を搬送する搬送ベルトを有し、搬送ベルトに載置された基板2を検査テーブル10の略中央まで搬送する。搬送レール54の上方であって検査テーブルの略中央には、基板2の搬送を検知する図示しない光センサなどの非接触センサを使った搬送センサが設けられている。この搬送センサが基板2の端面や基板2に設けられた検知孔を検知すると、基板検査装置200は、基板2が検査テーブル10の略中央に搬送されたと判断し、搬送レール54による基板2の搬送を停止させる。
基板検査装置200の下方には、搬送レール54と垂直かつ水平方向に延在する支持シャフト(図示せず)が設けられている。基板搬送テーブル50には、この支持シャフトが挿通される挿通孔が設けられている。また、基板検査装置200の下方には、支持シャフトと平行に延在するボールネジ56が設けられており、基板搬送テーブル50には、このボールネジ56が嵌合する雌ネジ部が設けられている。基板検査装置200には、ボールネジ56を回転駆動するモータ(図示せず)が設けられている。検査テーブル10の略中央において搬送レール54による基板2の搬送を停止すると、基板検査装置200は、このモータを作動することによってボールネジ56を回転させ、基板2の停止位置から、搬送レール54が基板2を搬送してきた方向と垂直な方向に基板2を移動させる。基板検査装置200は、搬送レール54によって搬送された基板2をこうして撮像システム80に搬送する。
所定の位置まで基板2が移動すると、基板検査装置200は、モータを逆回転するように作動させてボールネジ56を回転させ、搬送レール54により基板2を搬送した位置まで基板搬送テーブル50を移動させる。基板検査装置200は、このように移動された基板2を搬送レール54によって次の工程へと搬送する。次に検査を行う基板がある場合は、再び搬送レール54によって次の検査対象となる基板2を検査テーブル10の略中央まで搬送し、上述の動作を繰り返す。
なお、本図手前側の搬送レール54には、搬送レール54上の載置された基板2を上方から押圧して基板2の形状を矯正するクランプが設けられている。検査テーブル10の略中央に搬送された基板2は、このクランプによりゆがみが矯正された状態で撮像システム80へ搬送される。
図2は、本実施形態に係る撮像システム80の構成を示す図である。撮像システム80は、第1撮像システム80aと第2撮像システム80bを有する。第1撮像システム80aは、第1照明ユニット100a、第1撮像ユニット30a、第2撮像ユニット30b、などを含む。第1撮像システム80aを構成する要素は、基板搬送テーブル50によって搬送される検査対象の基板2よりも一方(本実施形態では上部。以下「上部」という)に配置され、マイクロフォーカスX線源120は、第2照明ユニット100b周辺に配置される。第2撮像システム80bは、第2照明ユニット100b、第3撮像ユニット30c、第4撮像ユニット30dなどを含む。第2撮像システム80bを構成する要素は、基板搬送テーブル50によって搬送される検査対象の基板2よりも他方(本実施形態では下部。以下「下部」という)に配置される。(以下、必要に応じて、第1照明ユニット100a、第2照明ユニット100bを総じて「照明ユニット100」といい、第1撮像ユニット30a、第2撮像ユニット30b、第3撮像ユニット30c、第4撮像ユニット30dを総じて「撮像ユニット30」という。)。
第1撮像ユニット30aは、第1ラインセンサ34aおよび第1光学レンズ32aによって構成される。同様に、第2撮像ユニット30bは第2ラインセンサ34bおよび第2光学レンズ32bによって構成される。第3撮像ユニット30cは第3ラインセンサ34cおよび第3光学レンズ32cによって構成される。第4撮像ユニット30dは第4ラインセンサ34dおよび第4光学レンズ32dによって構成される(以下、必要に応じて第1ラインセンサ34a及至第4ラインセンサ34dを総じて「ラインセンサ34」といい、第1光学レンズ32a及至第4光学レンズ32dを総じて「光学レンズ32」という。)。ラインセンサ34の各々は、テレセントリックレンズ42を通過して入射された光を撮像し、画像データに変換する。
照明ユニット100は、搬送された基板2の被撮像面に光を照射する。基板2によって反射された光は照明ユニット100内に配置された後述するハーフミラーによって反射され撮像ユニット30に入射される。撮像ユニット30に入射された光は光学レンズ32を通過して一次元センサとしてのラインセンサ34に入射される。ラインセンサ34はこのように入射された光を走査し、可視光による被検査体の反射画像としての光学画像を撮像し、画像データに変換する。したがってラインセンサ34は光学画像を撮像する光学画像撮像部として機能する。
ここで、「走査する」は、走査ヘッドがラインセンサ34の撮像素子の並び方向に対して垂直の方向に駆動する動作を示す。また、「撮像する」は、ラインセンサ34の場合、一走査単位を走査することを示す。一走査単位とは、例えば基板の一方の端部から他方の端部までの1回の一方向の走査や1回の往復の走査など、ラインセンサ34の走査の単位をいう。以下、本明細書において基板2の搬送方向を「搬送方向」といい、基板2の搬送方向と垂直な、ラインセンサ34の走査方向を「走査方向」という。
第1撮像ユニット30aおよび第2撮像ユニット30bは、上部フレーム36a上に固定される。上部フレーム36aは、上部支持フレーム38に搬送方向に摺動可能に支持される。上部支持フレーム38にはモータ40が固定されており、モータ40のモータ軸には雄ネジ部が設けられている。上部フレーム36aにはモータ40の雄ネジ部と嵌合する雌ネジ部が設けられており、モータ40が駆動することにより、上部フレーム36aが上部支持フレーム38に対して移動する。基板検査装置200は、あらかじめ入力されている基板厚さデータに基づいて、モータ40に制御信号を与えて駆動させる。これによって上部フレーム36aを第1照明ユニット100aに対して摺動し、基板2の上面の撮像を行うために焦点を合わせる。第2撮像システム80bを構成する第3撮像ユニット30cおよび第4撮像ユニット30dは、下部フレーム36b上に固定される。
第1撮像ユニット30a、第2撮像ユニット30b、および2つのテレセントリックレンズ42は、被検査体である基板2の一面を分担して撮像すべく、撮像領域が異なるよう走査方向に並設される。また、第1ラインセンサ34aおよび第2ラインセンサ34bの撮像範囲に重複撮像範囲を持たせるように、第1光学レンズ32a、第1ラインセンサ34a、第2光学レンズ32b、第2ラインセンサ34b、およびテレセントリックレンズ42のそれぞれの配置などが決定される。
第2撮像システム80bにおいても同様に、第3撮像ユニット30c、第4撮像ユニット30d、および2つのテレセントリックレンズ42は、基板2の他の一面を分担して撮像すべく、撮像領域が異なるように走査方向に並設される。また、第3ラインセンサ34cおよび第4ラインセンサ34dの撮像範囲に重複撮像範囲を持つように、第3光学レンズ32c、第3ラインセンサ34c、第4光学レンズ32d、第4ラインセンサ34d、およびテレセントリックレンズ42のそれぞれの配置などが決定される。このように走査方向に複数のラインセンサ34が並設されるため、複数のラインセンサ34によって基板2の異なる領域の光学画像を得ることができ、撮像する光学画像の解像度を高めることが可能となる。なお、本実施形態では、搬送される基板2より上部に2つのラインセンサ34が設けられ、下部に2つのラインセンサ34が設けられるが、基板2の上部および下部に設けられるラインセンサ34は3つ以上であってもよいことは勿論である。
第1ラインセンサ34a、第2ラインセンサ34b、および第1照明ユニット100aと、第3ラインセンサ34c、第4ラインセンサ34d、および第2照明ユニット100bとは、1回の検査工程において基板2の両面を撮像することができるよう、基板2を挟んで対向するよう配置される。
第1照明ユニット100aの第1撮像システム80aと反対側には、X線撮像システム82が設けられている。X線撮像システム82は、センサ支持フレーム176、複数(本実施形態では5つ)のレンズ174、および複数(本実施形態では5つ)のCCDセンサ172、マイクロフォーカスX線源120、後述するミラーおよびシンチレータを有する。
マイクロフォーカスX線源120は、搬送される基板2の下方に配置される。センサ支持フレーム176、レンズ174、およびセンサ支持フレーム176は、搬送される基板2より上方に配置される。複数のCCDセンサ172は、上部フレーム36a上および下部フレーム36b上に、後述するミラーを撮像方向として基板2の被撮像面と平行かつ基板2の搬送方向と垂直に並設される。CCDセンサ172の各々には、レンズ174が対応して設けられている。CCDセンサ172は、二次元の領域を一括して撮像し、画像データに変換する。レンズ174はCCDセンサ172により撮像される二次元の領域の大きさを調整する。本実施形態では、CCDセンサ172は、基板2の搬送方向と垂直な方向に、各々の撮像領域が重なるように配置される。このようにして、並設された複数のCCDセンサ172によって、基板2の搬送方向と垂直な方向の長さ全域、および搬送方向の所定の長さを有する二次元領域を同時に撮像することが可能となっている。以下、本明細書において、並設された複数のCCDセンサ172の撮像領域を一撮像単位として説明する。
複数のCCDセンサ172は、上部フレーム36a上および下部フレーム36b上に、基板2の被撮像面と平行かつ基板2の搬送方向と垂直に並設される。CCDセンサ172の各々には、レンズ174が対応して設けられている。CCDセンサ172は基板2の二次元の領域を一括して撮像し、画像データを生成する2次元センサとして機能する。レンズ174はCCDセンサ172により撮像される二次元の領域の大きさを調整する。本実施形態では、CCDセンサ172は、基板2の搬送方向と垂直な方向に、各々の撮像領域が重なるように配置される。このようにして、並設された複数のCCDセンサ172によって、基板2の搬送方向と垂直な方向の長さ全域、および搬送方向の所定の長さを二次元領域を同時に撮像することが可能となっている。以下、本明細書において、並設された複数のCCDセンサ172の撮像領域を一撮像単位として説明する。
図3は、本実施形態に係る照明ユニット100およびX線撮像システム82の構成を示す図である。照明ユニット100は、第1照明ユニット100aおよび第2照明ユニット100bから構成される。第1照明ユニット100aおよび第2照明ユニット100bは、第1光源102、第2光源104、第3光源106、アクリルシート112などを有する。基板搬送テーブル50は、まず本図右方向に基板2を搬送し、所定の長さを搬送後、本図左方向に基板2を搬送する。以下本図において右方向を順搬送方向、左方向を逆搬送方向ととして説明する。
第1光源102は、ラインセンサ34の走査方向に被検査体である基板2の長さ以上に列ぶLED(発光ダイオード)群により構成される。第1光源102は、基板2に落射する光を照射することができるように、ラインセンサ34が走査する基板2上の走査ラインの真上に配置され、本実施形態においては、第1光源102は、基板2の被撮像面と平行に配設された基板に設けられたLED群により構成される。なお、効率的に検査中の走査ラインへ落射光を投ずるために、LED群を取り付ける基板を中央からふたつのサブ基板に分け、それぞれのサブ基板に走査方向に列んだLED群を構成してもよい。第1光源102により落射光を基板2に投じ、この反射光をラインセンサ34で検出することにより、基板2内の部品の位置ずれ、欠品、ハンダのヌレの判定などを行うことができる。
第2光源104は、基板2の被撮像面と平行に配設された2つの基板に設けられた、ラインセンサ34の走査方向に被検査体である基板2の長さ以上に列ぶLED群により構成される。LEDが取り付けられた2つの基板は、第1光源が走査ラインに落射光を投ずる光路に干渉しないように、基板の搬送方向に走査ラインを挟んで両側に配置される。
第3光源106も、第2光源104と同様に、基板2の被撮像面と平行に配設された2つの基板に設けられた、ラインセンサ34の走査方向に被検査体である基板2の長さ以上に列ぶLED群により構成される。LEDが取り付けられた2つの基板は、第1光源および第2光源が走査ラインに光を照射する光路に干渉しないように、基板の搬送方向に走査ラインを挟んで両側に配置される。第2光源104により側射光を基板2に投じ、この反射光をラインセンサ34で検出することにより、基板2内のハンダブリッジの有無、実装部品の間違い、極性の反転などを判定することができる。
これらの光源は、第1光源102は緑色の光を照射し、第2光源104は白色の光を照射し、第3光源106は青色の光を照射する。各々の光源は、異なる入射角度で被検査体である基板2を照射する。このため、照明ユニット100は被検査体である基板2に複数の入射角度の光を照射する複合光源として機能する。第1光源102を緑色とし、第3光源106を青色としたのは、近年のLED技術の進歩により、緑色LEDや青色LEDは、白色LEDよりも明るく、SN比のよいクリアな画像が得られるためである。プリント基板は緑色の場合が多いことから、落射光により平明を明るく照射するため、第1光源を緑色としている。また、ICやチップのボディにレーザー印字された文字は、低い角度から青い光を当てることにより認識しやすくなるため、第3光源106を青色としている。
第1光源102の鉛直下方にハーフミラー110が設けられる。第1光源102からの落射光は、ハーフミラー110を通過して基板2の検査面へ入射角がほぼゼロで投じられる。本実施形態においては、第1光源102に幅をもたせており、基板2が反ったときでも入射角がゼロになるような落射光成分が存在するように配慮されている。走査ラインからの反射光は、ハーフミラー110で反射し、テレセントリックレンズ42を通過してラインセンサ34へ入射する。
第2光源104および第3光源106と走査ラインの間には、アクリルシート112が設けられる。このアクリルシート112は、第2光源104および第3光源106からの光を拡散する。第2光源104および第3光源106は点光源であるLEDの集合体であるため、拡散作用がなければスポット的な光が画像データに写り込んで検査精度に影響を与える可能性があるからである。
本実施形態では、第2光源104による白色の光、第1光源102による緑色の光、第3光源106による青色の光の順に、各々の光源が独立に点灯する。各々の光源は、一走査単位につき3回点灯する。ラインセンサ34は1回の点灯ごとに基板2を走査する。
基板2は、基板2の端部から対向する照明ユニット100に光が漏れる場合がある。また、基板2は孔が設けられていたりハンダで埋めきらなかった孔が残っている場合などがあるため、この孔から対向する照明ユニット100に光が漏れる場合がある。このように対向する照明ユニット100から漏れた光がラインセンサ34により直接走査されると、ブルーミングという現象が生じ基板2の撮像に影響を与えるおそれが生じる。このため、本実施形態において、第2照明ユニット100bは、第1照明ユニット100aよりも順搬送方向にオフセットして配設される。
マイクロフォーカスX線源120は、第1照明ユニット100aおよび第2照明ユニット100bよりも逆搬送方向であって、搬送される基板2よりも下方に配置される。さらに詳細には、マイクロフォーカスX線源120は、鉛直上方にX線を照射したときに、第1照明ユニット100aおよび第2照明ユニット100bに干渉しない位置に配置される。
マイクロフォーカスX線源120が照射するX線の軌跡上に、シンチレータ116が設けられている。マイクロフォーカスX線源120は、鉛直上方にX線を照射し、照射されたX線は基板2を通過する。したがってマイクロフォーカスX線源120は基板2にX線を照射するX線照射装置として機能する。この際、ハンダのように金属を含有する部分はX線を吸収するため、基板2を通過するX線が減衰する。こうして一部が減衰したX線がシンチレータ116に照射される。シンチレータ116はアルミニウム材料によって形成され、表面にX線に反応してX線画像を表示する蛍光塗料が塗布されている。シンチレータ116にX線が照射されると、シンチレータ116はX線減衰量に応じて可視光によって表面上にX線画像を表示する。したがって、シンチレータ116は、被検査体を透過したX線を可視光によるX線画像に変換する光学変換部として機能する。
シンチレータ116の上方にはミラー114が設けられている。シンチレータ116に表示されたX線画像は、第1照明ユニット100a近傍に配置されたミラー114によって逆搬送方向に反射され、また、レンズ174を通過してCCDセンサ172に入射する。CCDセンサ172はこのように入射された光を撮像することによって、シンチレータ116に表示されたX線画像を撮像する。したがって、CCDセンサ172は、基板2のX線透過像としてのX線画像を撮像するX線画像撮像部として機能する。
近年、基板における部品の実装状態の検査は、ますます短時間で実施することが求められている。一方、シンチレータ116に表示されたX線画像は暗いため、撮像されたX線画像も暗いものとなる。X線画像の暗さは、X線画像を利用して基板2の検査を実施する場合に、検査精度の低下の一因となる。このため本実施形態では、このように光学画像は一次元センサによって撮像し、X線画像は二次元センサによって撮像する。これによって、二次元センサを移動して光学画像を撮像するような検査装置に比べ、光学画像を短時間で撮像することができる。また、X線画像は、二次センサにより撮像するため露光時間を調整するなどして良好な画質を得ることが可能となる。したがって、光学画像およびX線画像を利用して基板の実装状態を検査する場合においても、検査時間の増加および検査精度の低下を抑制することができる。
図4は、本実施形態にかかる基板検査装置200の概念構成図である。本実施形態では、基板検査装置200は、1つのマスターPC160、第1スレーブPC140a及至第5スレーブPC140e(以下、必要に応じて総じて「スレーブPC140」という)から成る4つのスレーブPC140、および4つの画像処理部130を有する。マスターPC160と各々のスレーブPC140は、スイッチングハブ150によって接続されている。
マスターPC160は、照明制御部161、撮像制御部162、搬送制御部163、X線制御部164、表示制御部165、送受信部166、およびディスプレイ167を有する。照明制御部161は、第1照明ユニット100aおよび第2照明ユニット100bに接続されている。照明制御部161は、一走査単位のラインセンサ34による走査に伴って光を照射するよう、照明ユニット100を制御する。
照明制御部161は、基板2への光の照射を同期して行う際、同時に同じ色の光を基板2に照射するよう第1照明ユニット100aおよび第2照明ユニット100bを制御する。本実施形態では、照明制御部161は、第2光源104による白色の光、第1光源102による緑色の光、第3光源106による青色の光の順に同時に同じ色で同じ入射角度の光を基板2に照射するよう第1照明ユニット100aおよび第2照明ユニット100bを制御する。これによって、例えば第1照明ユニット100aによる照射光が、周辺の部品による写り込みなどにより第2照明ユニット100bが光を照射する基板2の照射面に照射されてしまった場合にも、光の干渉による基板2の外観検査への影響を最小限に抑制している。
撮像制御部162は、第1光源102、第2光源104、および第3光源106のいずれかが基板2に光を照射するタイミングで、一走査単位で同期して基板2を走査するよう、ラインセンサ34の各々を制御する。また、X線制御部164は、一走査単位のラインセンサ34による走査に伴ってX線を照射するよう、マイクロフォーカスX線源120を制御する。撮像制御部162は、マイクロフォーカスX線源120が基板2にX線を照射するタイミングで、一撮像単位で同期して基板2を撮像するよう、複数のCCDセンサ172を制御する。
搬送制御部163は、モータ58に接続される。モータ58は基板搬送テーブル50を移動させることにより基板2を搬送する。したがってモータ58および基板搬送テーブル50は、被検査体としての基板2を搬送する被検査体搬送部としての機能を有する。搬送制御部163は、一走査単位で基板2が走査されると、基板2を一走査単位分搬送するよう、モータ58を制御する。
このように、撮像制御部162は、基板2の搬送と停止を繰り返しながら基板2を撮像するよう、ラインセンサ34およびCCDセンサ172を制御する。なお、撮像制御部162は基板2を搬送しながら基板2を撮像するようラインセンサ34およびCCDセンサ172を制御してもよいことは勿論である。
第1ラインセンサ34a及至第4ラインセンサ34dは、それぞれ画像処理部130を介して第1スレーブPC140a及至第4スレーブPC140dに接続される。また、複数のCCDセンサ172は、第5スレーブPC140eに接続されている。スレーブPC140の各々は、メモリ141、解析部142、判定基準記憶部143、送受信部144を有する。画像処理部130は、受信した光学画像データおよびX線画像データに画像処理を施し、対応するスレーブPC140に送信する。スレーブPC140は受信した光学画像データおよびX線画像データをメモリ141に格納する。
解析部142は、メモリ141に格納された光学画像データおよびX線画像データの中で他のスレーブPC140において基板2の検査に必要な共用データを解析する。共用データとは、例えば基板2に設けられた、基板2の位置を示す認識マークの位置データ、基板2に設けられたバーコードなどの識別マークを解析することにより得られる基板2シリアルナンバーや製造年月日などの識別データ、別々のラインセンサ34にまたがって撮像された部品の画像、その他、基板2の検査に必要なデータをいう。
解析部142が画像を解析することにより、基板2の検査に必要な共用データを取得すると、スレーブPC140は、メモリ141に共用データを格納し、他のスレーブPC140に共用データを送信する。解析部142は受信した共用データを利用してメモリ141に格納された光学画像データおよびX線画像データを解析する。また、解析部142は、判定基準記憶部143に格納された判定基準を参照して基板2における部品の実装状態を検査する。したがって、スレーブPC140は、撮像された光学画像およびX線画像を利用して基板2の部品の実装状態を検査する検査部として機能する。なお、部品の実装状態とは、被検査体としての基板2に実装される素子など部品の有無、位置、適正な部品か等だけではなく、ハンダの有無、ハンダの量、ブリッジの有無等を含む。
スレーブPC140の各々は、共用データおよび基板2の検査結果をマスターPC160に送信する。マスターPC160の表示制御部165は、受信した共用データおよび基板2の検査結果を利用して基板2のエラー箇所などをディスプレイ167に表示する。
BGAのように、光学画像を利用して実装状態の検査を実施することが困難な部品については、このような部品の箇所のX線画像をディスプレイ167に表示し、実装状態の検査を検査者の視覚によって判定する技術が考えられる。しかし検査者の視覚によって、たとえば透過画像として得られるX線画像の濃度などによってハンダ量を正確に検査することなどは困難である。
また、X線画像の濃度などからコンピュータによって光学画像を利用して実装状態の検査を実施することが困難な部品について実装状態を検査する技術も考えられる。しかし、部品は微小にずれて基板に実装される場合がある。X線画像が濃淡によって表現された透過画像として得られるため、X線画像だけでは部品の実装位置を正確に把握することは困難である。また、たとえばBGAが取り付けられている位置の裏側に別の部品が取り付けられている場合、X線画像はBGAと裏側の別部品が重複した透過画像として得られる。このような場合、得られたX線画像が重複した透過画像であることを考慮しなければ正確な検査を実施することは困難である。
このため、本実施形態では、撮像された光学画像によって画定された領域におけるX線画像の濃度を利用して被検査体の部品の実装状態を検査する。以下本実施形態に係る基板検査装置200の検査手順について、ブリッジ検査およびハンダ検査を例として説明する。
図5は、本実施形態に係る基板検査装置200のブリッジ検査およびハンダ検査の処理手順を示すフローチャートである。本実施形態に係る基板検査装置200は、基板2が往復して搬送される一検査工程において、基板2の両面のブリッジ検査およびハンダ検査を実施する。以下、ブリッジ検査およびハンダ検査の検査対象面をA面とし、その裏面をB面として説明する。
基板検査装置200は、基板2が一方向に搬送される工程において、まず、対象撮像領域としての基板2の被撮像面の全域の光学画像のラインセンサ34による撮像を完了させる。基板2の光学画像の撮像を完了すると、モータ58を逆回転させ、基板2を逆方向に搬送させる(S11)。
光学画像が撮像されると、解析部142は、光学画像を利用して光学画像を利用して
A面のハンダ領域、A面のブリッジ領域、およびB面の部品領域を画定する(S12)。ハンダ領域とは、ハンダ付けされる所定領域をいう。ブリッジ領域とは、ハンダ領域外部において、ブリッジが形成される可能性がある所定領域をいう。部品領域とは、X線が照射されることによりシンチレータ116に投影される、基板2の実装される部品の投影領域をいう。
A面のハンダ領域、A面のブリッジ領域、およびB面の部品領域を画定する(S12)。ハンダ領域とは、ハンダ付けされる所定領域をいう。ブリッジ領域とは、ハンダ領域外部において、ブリッジが形成される可能性がある所定領域をいう。部品領域とは、X線が照射されることによりシンチレータ116に投影される、基板2の実装される部品の投影領域をいう。
基板2は、基板搬送テーブル50に、載置されるべき位置からわずかにずれた位置に載置されて搬送される場合がある。また、基板2に実装される部品も、基板2において実装されるべき位置から微小にずれた位置に実装される場合がある。CCDセンサ172からX線画像が入力される第5スレーブPC140eの判定基準記憶部143には、検査対象となる基板2に実装される部品の形状および実装位置を示すCAD(computer-aided design )データが格納されており、解析部142は、ハンダ領域、ブリッジ領域、および部品領域を画定するために、まず判定基準記憶部143に格納されたCADデータを参照する。また、解析部142は、光学画像を解析することにより得られた部品の実際の実装位置を示す共用データを、ラインセンサ34に接続されたスレーブPC140から受信する。解析部142は、参照したCADデータに含まれる部品の形状および実装位置と、受信した共用データに含まれる、部品の実際の実装位置とを比較する。解析部142は、この結果を利用してCADデータに含まれる部品の形状および実装位置などに補正を施す。CADデータには部品のハンダ付け位置なども含まれているため、解析部142は、補正された部品の形状や実装位置を利用してハンダ領域、ブリッジ領域、および部品領域を画定する。ハンダ領域およびブリッジ領域は基板2を検査する検査対象領域として利用される。部品領域は、基板2に設けられる構成要素が占める構成要素領域として利用される。構成要素とは、基板2に設けられる素子などの部品やハンダを含む。
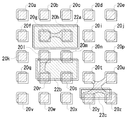
たとえば、被検査体のX線画像を撮像した結果、図8に示されるようなX線画像が得られた場合のハンダ領域、ブリッジ領域、および部品領域を画定する手順を例に説明する。本図では、A面にBGAが実装され、B面には構成要素として第1部品22a、第2部品22b、および第3部品22cが実装されている基板2のX線画像が示されている。BGAには、縦5つ、横5つの合計25個のBGAパッドを有しており、第1ハンダ部20a及至第25ハンダ部20z(以下、必要に応じてこれらを総称して「ハンダ部20」という)は、BGAパッド部がハンダ付けされたハンダ部である。本図に示されるX線画像では、第7ハンダ部20gおよび第8ハンダ部20hのX線画像は、全域が第1部品22aのX線画像と重複している。また、第12ハンダ部20l、第13ハンダ部20m、第17ハンダ部20r、および第18ハンダ部20sのX線画像は、一部が第2部品22bのX線画像と重複している。また、第24ハンダ部20yおよび第25ハンダ部20zのX線画像は、一部が第3部品22cのX線画像と重複している。
BGAおよび第1部品22a及至第3部品22cのCADデータは判定基準記憶部143に格納されている。CADデータに含まれるBGAパッドおよび第1部品22a及至第3部品22cの位置を図8に重ね合わせた状態を示したものが図9である。基板2が、基板搬送テーブル50に載置されるべき位置からわずかにずれた位置に載置されて搬送されたり、BGAや第1部品22a及至第3部品22cのいずれかが、基板2において実装されるべき位置から微小にずれた位置に実装されることによって、撮像されたハンダ部20や第1ハンダ部20a及至第3ハンダ部20cのX線画像とCADデータ位置とではズレが生じている。
このため、解析部142は、BGAおよび第1部品22a及至第3部品22cの実際の位置や形状についての情報を含む共用データを、ラインセンサ34からの光学画像の入力を受けたスレーブPC140から受信する。また、解析部142は、判定基準記憶部143に格納されるCADデータに含まれるBGAおよび第1部品22a及至第3部品22cの位置や形状を参照する。解析部142は、共用データとCADデータとを比較し、CADデータに含まれるBGAおよび第1部品22a及至第3部品22cの位置を補正してハンダ領域、ブリッジ領域、および部品領域を画定する。なお、光学画像ではBGAパッドのハンダ箇所は撮像されないことから、解析部142は、BGAの位置を補正することによって、BGAパッドのハンダ領域およびブリッジ領域を推定する。
こうして図9の状態からCADデータを補正した状態を示したものが図10である。このように実際の部品の実装状態に応じてCADデータを補正することによって、ハンダ領域、ブリッジ領域、および部品領域を正確に画定することが可能となり、ブリッジ検査やハンダ検査による正確な検査結果を得ることが可能となる。なお、本図にはブリッジ領域が図示されていないが、ブリッジ領域はハンダ領域周辺の所定領域となる。
図5に戻って、本実施形態では、基板検査装置200は、ラインセンサ34によって光学画像が撮像され、解析部142によってハンダ領域、ブリッジ領域、および部品領域が画定した後、基板2が逆方向に搬送される工程においてCCDセンサ172によってX線画像を撮像する(S13)。これによって、X線画像を撮像後、光学画像によって画定されたハンダ領域、ブリッジ領域、および部品領域を利用して迅速に被検査体を検査することが可能となる。
X線画像が撮像されると、解析部142は、ブリッジ検査(S14)、およびハンダ検査(S15)を実施する。ブリッジ検査およびハンダ検査の詳細な処理手順については、図6および図7において詳細に説明する。
図6は、S14のブリッジ検査の処理手順を示すフローチャートチャートである。本ブローチャートにおける処理は、各々のブリッジ領域について実施され、すべてのブリッジ領域におけるブリッジ検査が終了するまで繰り返し実施される。
まず解析部142は、検査対象となるA面の一つのブリッジ領域が、B面のいずれかの部品領域に重複するか否かを判定する(S21)。ブリッジ領域とB面の部品領域に重複がないと判定された場合(S21のN)、S24の処理に移行する。
ブリッジ領域とB面の部品領域に重複があると判定された場合(S21のY)、解析部142は、ブリッジ領域の全域が重複するか否かを判定する(S22)。ブリッジ領域の全域がいずれかの部品領域と重複すると判定された場合(S22のY)、ブリッジ領域の全域が、いずれかの部品領域と重複する重複領域と画定され、S23の処理に移行する。
ブリッジ領域の一部の領域がいずれかの部品領域と重複すると判定された場合(S22のN)、解析部142は、ブリッジ領域がいずれかの部品領域と重複する重複領域、およびブリッジ領域がいずれの部品領域とも重複しない非重複領域を画定する(S27)。重複領域および非重複領域が画定されると、S23の処理に移行する。
解析部142は、重複領域において、ダイナミックレンジおよびコントラストを調整する(S23)。具体的には、判定基準記憶部143には、いずれの部品やハンダにも重複しない場合の各部品のX線画像の濃度が、各部品に対応付けられて格納されている。各部品のX線画像濃度は、実験によって予め取得されたものが判定基準記憶部143に格納されている。解析部142は、撮像された重複部分のX線画像濃度と、判定基準記憶部143に格納された重複する部品のX線画像濃度とを利用して、濃度分布による判定か可能となるまで重複部分のコントラストなどを調整する。このようにダイナミックレンジおよびコントラストを調整することによって、ハンダが付着している部分とハンダが付着していない部分との差が濃度分布においても明確になる。また、ディスプレイ167に表示した場合でも、視覚によってハンダが付着しているか否かを判定しやすくすることができる。
次に、解析部142は、ブリッジ領域における濃度分布を算出する(S24)。この際、解析部142は、重複領域におけるブリッジ検査と非重複領域におけるブリッジ検査とを分けて実施する。このように、本実施形態ではX線画像を透過画像のまま利用してブリッジの有無を検査する。これによって、たとえば検査対象面のみの画像を新たに作成する必要がないため、迅速に検査を実施することができる。
判定基準記憶部143には、ブリッジがない場合のブリッジ領域の濃度分布が正常時濃度分布として格納されている。正常時濃度分布には、B面の部品領域と重複しない非重複領域の正常時濃度分布と、B面の部品領域と重複する重複領域の正常時濃度分布が含まれる。解析部142は、格納された正常時濃度分布と、算出した濃度分布とを比較し、両者に有意な差があるか否かを判定する(S25)。このとき、解析部142は、ブリッジ領域のうち重複領域については、重複領域の正常時濃度分布を利用し、非重複領域については、非重複領域の正常時濃度分布を利用して判定を実施する。
両者に有意な差があると判定された場合(S25のY)、解析部142は、ブリッジがあると判定し(S26)、両者に有意な差がないと判定された場合(S25のN)、解析部142は、ブリッジはないと判定する(S28)。このように解析部142は、重複領域においては、撮像されたX線画像の濃度分布を利用してブリッジの有無を検査する。これによって、A面のブリッジ領域がB面の部品領域と重なっている場合においても、X線画像を利用してブリッジ領域におけるブリッジの有無を検査することができる。
例えば、図10に示される状態からブリッジ検査を実施する手順を、図11及至図13を使って説明する。なおブリッジ領域28は、ハンダ部20の周辺の正方形の領域から、同じく正方形の領域であるハンダ領域24を除いた領域となる。ハンダ領域24およびブリッジ領域28は被検査体を検査する検査対象領域として利用される。
まず図11(a)において、第1ハンダ部20a周辺の第1ブリッジ領域28aを検査対象とする場合のように、ブリッジ領域がB面の部品領域と重複しない場合、解析部142は、撮像されたX線画像の第1ブリッジ領域28aの濃度分布DSと、判定基準記憶部143に格納された第1ブリッジ領域28aの正常時濃度分布DTとを比較する。このとき、第1ブリッジ領域28aは部品領域と重複しないことから、非重複領域の正常時濃度分布を利用して判定を実施する。
たとえば、撮像されたX線画像の第1ブリッジ領域28aの濃度分布DSと、第1ブリッジ領域28aの正常時濃度分布DTとが、図11(b)に示されるような分布となっており、両者に有意な差がない場合、解析部142は第1ブリッジ領域28aにブリッジはないと判定する。
図12(a)において、第7ハンダ部20gの周辺の第7ブリッジ領域28gを検査対象とする場合のように、ブリッジ領域の全域がB面の部品領域と重複する場合、第7ブリッジ領域28gは重複領域となるため、まず解析部142は、第7ブリッジ領域28gのダイナミックレンジおよびコントラストを調整する。次に解析部142は、調整された第7ブリッジ領域28gの濃度分布DSと、判定基準記憶部143に格納された第7ブリッジ領域28gの正常時濃度分布DTとを比較する。このとき、第1ブリッジ領域28aは全域が第1部品領域26aと重複することから、解析部142は、第1部品領域26aと重複する場合の重複領域の正常時濃度分布を利用して判定を実施する。
たとえば、撮像されたX線画像の第7ブリッジ領域28gの濃度分布DSと、第7ブリッジ領域28gの正常時濃度分布DTとが、図12(b)に示されるような分布となっており、両者に有意な差がある場合、解析部142は第7ブリッジ領域28gにブリッジがあると判定する。
図13(a)において、第12ハンダ部20l周辺の第12ブリッジ領域28lを検査対象とする場合のように、ブリッジ領域の全域がB面の部品領域と重複する場合、解析部142は、まず第12ブリッジ領域28lを、部品領域と重複する重複領域と重複しない非重複領域に分ける。本図の例の場合、解析部142は、第12ブリッジ領域28lを、第1部品領域26aと重複する第1重複領域28ld1、第2部品領域26bと重複する第2重複領域28ld2、およびいずれの部品領域とも重複しない非重複領域28lsに分ける。
解析部142は、部品領域と重複する第1重複領域28ld1および第2重複領域28ld2のダイナミックレンジおよびコントラストを調整する。
解析部142は、調整された第1重複領域28ld1の濃度分布DSと、判定基準記憶部143に格納された第1重複領域28ld1の正常時濃度分布DTとを比較する。また、解析部142は、調整された第2重複領域28ld2の濃度分布DSと、判定基準記憶部143に格納された第2重複領域28ld2の正常時濃度分布DTとを比較する。また、解析部142は、非重複領域28lsと、非重複領域28lsの正常時濃度分布DTとを比較する。
解析部142は、分けた領域の各々について濃度分布DSと正常時濃度分布DTと比較し、両者に有意な差があるか否かを判定する。たとえば、撮像されたX線画像の第2重複領域28ld2の濃度分布DSと、第2重複領域28ld2の正常時濃度分布DTとが、図13(b)に示されるような分布となっており、両者に有意な差がある場合、解析部142は第12ブリッジ領域28lにブリッジがある判定する。
図7は、S15のハンダ検査の処理手順を示すフローチャートである。本ブローチャートにおける処理は、各々のハンダ領域について実施され、すべてのハンダ領域におけるブリッジ検査が終了するまで繰り返し実施される。
解析部142は、検査対象となるA面の一つのハンダ領域がB面のいずれかの部品領域と重複するか否かを判定する(S41)。ハンダ領域がB面のいずれかの部品領域と重複しないと判定された場合(S41のN)、S44の処理に移行する。
ハンダ領域がB面のいずれかの部品領域と重複すると判定された場合(S41のY)、解析部142は、ハンダ領域の全域がいずれかの部品領域と重複するか否かを判定する(S42)。ハンダ領域の全域がいずれかの部品領域重複すると判定された場合(S42のY)、S43の処理に移行する。
ハンダ領域の一部がいずれかの部品領域と重複すると判定された場合(S42のN)、解析部142は、ハンダ領域がいずれかの部品領域と重複する重複領域、およびハンダ領域がいずれかの部品領域とも重複しない非重複領域を画定する(S47)。重複領域および非重複領域が画定されると、S43の処理に移行する。
解析部142は、重複領域のハンダ量を算出する(S43)。具体的には、解析部142は、まず重複する部品領域を、ハンダ領域と重複する重複領域と、ハンダ領域と重複しない非重複領域とに分ける。次に、重複領域の濃度分布および非重複領域の濃度分布を算出し、比較する。ハンダ領域に充分なハンダ量があれば、非重複領域の濃度よりも重複領域の濃度の方が濃くなる。このため、その濃度分布も異なるものとなる。判定基準記憶部143には、ハンダ量の基準値に対する割合と、その割合となる場合の濃度分布の違いが対応付けられたマップが格納されている。解析部142はこのマップを参照し、重複領域の濃度分布と非重複領域の濃度分布との違いを利用して、重複領域のハンダ領域を算出する。
次に解析部142は、ハンダ領域全体のハンダ量VSを算出する(S44)。非重複領域のハンダ量については、解析部142は、まず非重複領域の濃度を積分する。判定基準記憶部143には、非重複領域の濃度の積分値とハンダ量とが対応づけられたマップが格納されている。解析部142は、解析部142はこのマップを参照し、算出した非重複領域の濃度の積分値を利用して非重複領域のハンダ量を算出する。
ハンダ領域の一部がいずれかの部品領域と重複し、ハンダ領域に重複領域および非重複領域が含まれる場合、解析部142は、非重複領域の面積と重複領域の面積との割合に応じて、各々の領域のハンダ量VSを重み付けして加算する。こうして、解析部142は、ハンダ領域の一部がいずれかの部品領域と重複する場合のハンダ領域全域のハンダ量VSを推定する。これによって、ハンダ領域が、裏面の部品領域および部品領域外部に広がる場合においても、X線画像を利用してハンダ領域におけるハンダ量を検査することが可能となる。
解析部142は、算出されたハンダ量VSがハンダ量閾値VTより大きいか否かを判定する(S45)。解析部142は、算出されたハンダ量VSがハンダ量閾値VTより大きいと判定した場合(S45のY)、検査対象のハンダ領域のハンダ量は充分であると判定する(S46)。解析部142は、ハンダ量VSがハンダ量閾値VT以下と判定した場合(S45のN)、ハンダは不足していると判定する(S48)。
たとえば、非重複領域および重複領域における面積の割合と、ハンダ量の基準値に対する割合が、
非重複領域 面積 90% ハンダ量 100%
重複領域 面積 10% ハンダ量 90%
であったとする。この場合、0.9×1.0+0.1×0.9=0.99となり、ハンダ量は基準値の99%と算出される。本実施形態では、60%以上はハンダ量は充分と判定されるため、この場合はハンダ量は充分と判定される。
非重複領域 面積 90% ハンダ量 100%
重複領域 面積 10% ハンダ量 90%
であったとする。この場合、0.9×1.0+0.1×0.9=0.99となり、ハンダ量は基準値の99%と算出される。本実施形態では、60%以上はハンダ量は充分と判定されるため、この場合はハンダ量は充分と判定される。
また、たとえば、非重複領域および重複領域における面積の割合と、ハンダ量の基準値に対する割合が、
非重複領域 面積 60% ハンダ量 80%
重複領域 面積 40% ハンダ量 80%
であったとする。この場合、0.6×0.8+0.4×0.8=0.8となり、ハンダ量は基準値の80%と算出され、この場合もハンダ量は充分と判定される。
非重複領域 面積 60% ハンダ量 80%
重複領域 面積 40% ハンダ量 80%
であったとする。この場合、0.6×0.8+0.4×0.8=0.8となり、ハンダ量は基準値の80%と算出され、この場合もハンダ量は充分と判定される。
また、たとえば、非重複領域および重複領域における面積の割合と、ハンダ量の基準値に対する割合が、
非重複領域 面積 60% ハンダ量 50%
重複領域 面積 40% ハンダ量 20%
であったとする。この場合、0.6×0.5+0.4×0.2=0.38となり、ハンダ量は基準値の38%と算出され、この場合はハンダ量は不足と判定される。
非重複領域 面積 60% ハンダ量 50%
重複領域 面積 40% ハンダ量 20%
であったとする。この場合、0.6×0.5+0.4×0.2=0.38となり、ハンダ量は基準値の38%と算出され、この場合はハンダ量は不足と判定される。
例えば、図10に示される状態からハンダ検査を実施する手順を、図14及至図17を使って説明する。なお、ブリッジ領域は、ハンダ部20の周辺の正方形の領域から、同じく正方形の領域であるハンダ領域24を除いた領域となる。
まず図14において、第2ハンダ領域24bを検査対象とする場合のように、ハンダ領域がB面の部品領域と重複しない場合、解析部142は、まず第2ハンダ領域24bの濃度を積分する。解析部142は、判定基準記憶部143に格納されたマップを参照し、算出した第2ハンダ領域24bの濃度の積分値を利用して第2ハンダ領域24bのハンダ量を算出する。解析部142は、算出したハンダ量が基準値以上か否かを判定し、基準値以上である場合にはハンダ量は充分であると判定する。
図15(a)において、第7ハンダ領域24gを検査対象とする場合のように、ハンダ領域の全域がB面の部品領域と重複する場合、まず重複する第1部品領域26aを、第7ハンダ領域24g全域となる重複領域24g2と、第1部品領域26aから第7ハンダ領域24gと第8ハンダ領域24hとを除いた領域となる非重複領域26a1とに分ける。
次に、重複領域24g2の濃度分布および非重複領域26a1の濃度分布を算出し、比較する。解析部142は判定基準記憶部143に格納されたマップを参照し、重複領域24g2の濃度分布と非重複領域26a1との濃度分布との違いを利用して、第7ハンダ領域24gのハンダ量を算出する。
たとえば図15(b)に示されるように、第7ブリッジ領域28gの正常時濃度分布DTよりも撮像されたX線画像の第7ブリッジ領域28gの濃度分布DSの方が濃度が充分に濃い状態を表す分布となっている場合、第7ハンダ領域24gのハンダ量は閾値以上の充分な値となる。
図16において、第13ハンダ領域24mを検査対象とする場合のように、ハンダ領域の一部がB面の部品領域と重複する場合、解析部142は、まず非重複領域24m1を、第2部品領域26bと重複しない非重複領域24m1と、第2部品領域26bと重複する重複領域24m2とに分ける。
解析部142は、まず非重複領域24m1の濃度を積分する。解析部142は、判定基準記憶部143に格納されたマップを参照し、算出した非重複領域24m1の濃度の積分値を利用して非重複領域24m1のハンダ量を算出する。
次に、図17(a)に示されるように、重複する第2部品領域26bを、第12ハンダ領域24l、第13ハンダ領域24m、第17ハンダ領域24r、および第18ハンダ領域24sとの重複領域と、第2部品領域26bからこれらの重複領域を除いた領域である非重複領域26b1とに分ける。解析部142は、重複領域24m2の濃度分布および非重複領域26b1の濃度分布を算出し、比較する。解析部142は判定基準記憶部143に格納されたマップを参照し、重複領域24m2の濃度分布と非重複領域26b1との濃度分布との違いを利用して、重複領域24m2のハンダ量を算出する。
たとえば図17(b)に示されるように、第7ブリッジ領域28gの濃度分布DSは、非重複領域26b1の濃度分布よりも濃度が充分に濃い状態を表す分布となっている。この場合、第7ハンダ領域24gのハンダ量は閾値よりも充分な値となる。これに対し、非重複領域24m1の濃度分布は、非重複領域26b1の濃度分布と同様の状態を表す分布となっている。このような場合、解析部142は閾値未満の不足したハンダ量を算出する。
解析部142は、非重複領域24m1の面積と重複領域24m2の面積との割合に応じて、算出した非重複領域24m1のハンダ量と、重複領域24m2のハンダ量を重み付けして加算する。こうして解析部142は、第13ハンダ領域24mのハンダ量VSを算出する。解析部142は、算出したハンダ量VSがハンダ量閾値VT以上か否かを判断することによって、第13ハンダ領域24mのハンダ量が充分か否かを判定する。
本発明は上述の各実施形態に限定されるものではなく、各実施形態の各要素を適宜組み合わせたものも、本発明の実施形態として有効である。また、当業者の知識に基づいて各種の設計変更等の変形を各実施形態に対して加えることも可能であり、そのような変形が加えられた実施形態も本発明の範囲に含まれうる。以下、そうした例をあげる。
ラインセンサ34は、基板2の光学画像だけでなく、基板2のX線画像を撮像してもよい。この場合、ミラー114は、照明ユニット100による基板2の可視光の反射光がラインセンサ34に入射する光路と同一の光路によって、シンチレータ116に表示されたX線像が入射するよう、その角度が調整される。この場合、光学撮像部としてのラインセンサ34は、X線撮像部としても機能する。これによって、光学画像を撮像するための撮像部とX線画像を撮像するための撮像部とを別々に設ける場合に比べ、コストの増加を抑制することができる。
なお、この場合、ラインセンサの代わりにCCDセンサなどの2次元センサが設けられても良い。これによって、X線画像を撮像する場合により鮮明な画像を撮像することが可能となる。
解析部142は、判定基準記憶部143に格納されたハンダ領域と重複しない場合の部品領域の濃度、および撮像されたX線画像の重複領域の濃度を利用して重複領域のハンダ量を算出してもよい。たとえば、解析部142は、撮像された重複領域の濃度から、ハンダ領域と重複しない場合の部品領域の濃度を減じることによって、部品領域と重複しない場合のハンダ領域の濃度を算出してもよい。解析部142は、このように算出されたハンダ領域の濃度を利用して、ハンダ領域のハンダ量を算出してもよい。具体的には、解析部142は、部品領域と重複しない場合のハンダ領域の濃度を積分した値を利用して、ハンダ領域のハンダ量を算出してもよい。この場合も、算出されたハンダ量が所定の閾値より大きいか否かを判定することによって、そのハンダ領域のハンダ量が充分か否かが判定される。
検査対象面の検査対象領域が、検査対象面の裏面に設けられるハンダ領域と重複する場合、解析部142は、濃度勾配の方向を利用して、いずれの面に付着したハンダかを判定してもよい。ハンダは通常基板上に凸状に盛られ、境界線に近づくにしたがって徐々に盛られるハンダ量が減少する。このため、ハンダのX線画像は、中央付近で濃度が高く、境界線に近づくにしたがって徐々に濃度が低下する。解析部142は、これを利用して、ハンダの境界線を画定していずれの面に付着したハンダかを推定する。解析部142は、画定した境界線を利用して、いずれの面に付着したハンダかを判定する。
CCDセンサ172は複数並設されていなくてもよく、単一のCCDセンサ172が搬送方向と垂直な方向に移動して順次光学画像またはX線画像を撮像してもよい。これによって、CCDセンサ172を複数並設する場合に比べ、コストを低減させることができる。
なお、ラインセンサ34の代わりにCCDセンサなどの2次元センサが設けられてもよいことは勿論である。また、CCDセンサ172の代わりに、ラインセンサなどの一次元センサが設けられてもよいことは勿論である。
2 基板、 30 撮像ユニット、 34 ラインセンサ、 42 テレセントリックレンズ、 100 照明ユニット、 110 ハーフミラー、 114 ミラー、 116 シンチレータ、 120 マイクロフォーカスX線源、 142 解析部、 143 判定基準記憶部143、 172 CCDセンサ、 200 基板検査装置。
Claims (7)
- 被検査体の光学画像を撮像する光学撮像部と、
被検査体にX線が照射されることにより光学変換部に表示されるX線画像を撮像するX線撮像部と、
撮像された光学画像を利用して検査対象領域を画定し、画定された検査対象領域におけるX線画像を検査することにより被検査体の部品の実装状態を検査する検査部と、
を備えることを特徴とする被検査体の検査装置。 - 前記X線撮像部は、前記光学撮像部によって被検査体の光学画像が撮像された後にX線画像を撮像することを特徴とする請求項1に記載の被検査体の検査装置。
- 前記光学撮像部は検査対象面およびその裏面の光学画像を撮像し、
前記検査部は、撮像された検査対象面の光学画像を利用して検査対象面の検査対象領域を画定し、撮像された検査対象面の裏面の光学画像を利用して検査対象面の裏面に設けられる構成要素が占める構成要素領域を画定し、画定された構成要素領域を利用して画定された検査対象領域におけるX線画像を検査することを特徴とする請求項1または2に記載の被検査体の検査装置。 - 前記検査部は、検査対象領域がいずれかの構成要素領域と重複する重複領域およびいずれの構成要素領域とも重複しない非重複領域を含む場合、前記重複領域における部品の実装状態の検査と、前記非重複領域における部品の実装状態の検査とを分けて実施することを特徴とする請求項3に記載の被検査体の検査装置。
- 前記検査部は、検査対象領域としてハンダ付けされない非ハンダ領域を画定し、撮像されたX線画像の非ハンダ領域の濃度の均一性を利用してブリッジの有無を検査することを特徴とする請求項1から4のいずれかに記載の被検査体の検査装置。
- 前記検査部は、撮像された光学画像を利用してハンダ付けされるハンダ領域を画定し、撮像されたX線画像のハンダ領域の濃度を利用してハンダ量を検査することを特徴とする請求項1から5のいずれかに記載の被検査体の検査装置。
- 前記光学撮像部と前記X線撮像部は、同一の撮像部であることを特徴とする請求項1から5のいずれかに記載の被検査体の検査装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006009324A JP2007192598A (ja) | 2006-01-17 | 2006-01-17 | 被検査体の検査装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006009324A JP2007192598A (ja) | 2006-01-17 | 2006-01-17 | 被検査体の検査装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007192598A true JP2007192598A (ja) | 2007-08-02 |
Family
ID=38448426
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006009324A Pending JP2007192598A (ja) | 2006-01-17 | 2006-01-17 | 被検査体の検査装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007192598A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007192597A (ja) * | 2006-01-17 | 2007-08-02 | Saki Corp:Kk | 被検査体の検査装置 |
| JP2010107249A (ja) * | 2008-10-28 | 2010-05-13 | Saki Corp:Kk | 被検査体の検査装置 |
| JP2010197872A (ja) * | 2009-02-26 | 2010-09-09 | Olympus Corp | バーチャルスライド用標本像取得装置 |
| JP2015148509A (ja) * | 2014-02-06 | 2015-08-20 | オムロン株式会社 | 品質管理システムおよび内部検査装置 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0231144A (ja) * | 1988-07-21 | 1990-02-01 | Mitsubishi Electric Corp | プリント基板検査装置 |
| JPH05288538A (ja) * | 1992-04-08 | 1993-11-02 | Kobe Steel Ltd | 半田付け検査方法及び装置 |
| JPH05322803A (ja) * | 1992-05-15 | 1993-12-07 | Sony Corp | X線位置合わせ確認方法、x線位置合わせ確認・位置合わせ方法、及びx線検査装置 |
| JPH06237076A (ja) * | 1993-02-10 | 1994-08-23 | Omron Corp | X線利用の基板検査方法 |
| JPH06288931A (ja) * | 1993-04-02 | 1994-10-18 | Nec Corp | 実装基板検査装置 |
| JPH06331571A (ja) * | 1993-05-25 | 1994-12-02 | Shimu:Kk | 基板半田付け状態検査装置 |
| JPH10213553A (ja) * | 1997-01-31 | 1998-08-11 | Kobe Steel Ltd | X線によるプリント基板の検査方法及びその装置 |
| JPH11295242A (ja) * | 1998-04-10 | 1999-10-29 | Matsushita Electric Ind Co Ltd | X線基板検査装置とx線用可視光反射膜 |
| JP2000352559A (ja) * | 1999-04-09 | 2000-12-19 | Matsushita Electric Ind Co Ltd | 接合検査装置及び方法 |
| JP2004354085A (ja) * | 2003-05-27 | 2004-12-16 | Matsushita Electric Ind Co Ltd | X線撮像方法及び装置 |
| WO2005059823A2 (en) * | 2003-12-12 | 2005-06-30 | Speedline Technologies, Inc. | Systems and methods for detecting defects in printed solder paste |
-
2006
- 2006-01-17 JP JP2006009324A patent/JP2007192598A/ja active Pending
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0231144A (ja) * | 1988-07-21 | 1990-02-01 | Mitsubishi Electric Corp | プリント基板検査装置 |
| JPH05288538A (ja) * | 1992-04-08 | 1993-11-02 | Kobe Steel Ltd | 半田付け検査方法及び装置 |
| JPH05322803A (ja) * | 1992-05-15 | 1993-12-07 | Sony Corp | X線位置合わせ確認方法、x線位置合わせ確認・位置合わせ方法、及びx線検査装置 |
| JPH06237076A (ja) * | 1993-02-10 | 1994-08-23 | Omron Corp | X線利用の基板検査方法 |
| JPH06288931A (ja) * | 1993-04-02 | 1994-10-18 | Nec Corp | 実装基板検査装置 |
| JPH06331571A (ja) * | 1993-05-25 | 1994-12-02 | Shimu:Kk | 基板半田付け状態検査装置 |
| JPH10213553A (ja) * | 1997-01-31 | 1998-08-11 | Kobe Steel Ltd | X線によるプリント基板の検査方法及びその装置 |
| JPH11295242A (ja) * | 1998-04-10 | 1999-10-29 | Matsushita Electric Ind Co Ltd | X線基板検査装置とx線用可視光反射膜 |
| JP2000352559A (ja) * | 1999-04-09 | 2000-12-19 | Matsushita Electric Ind Co Ltd | 接合検査装置及び方法 |
| JP2004354085A (ja) * | 2003-05-27 | 2004-12-16 | Matsushita Electric Ind Co Ltd | X線撮像方法及び装置 |
| WO2005059823A2 (en) * | 2003-12-12 | 2005-06-30 | Speedline Technologies, Inc. | Systems and methods for detecting defects in printed solder paste |
| JP2007514167A (ja) * | 2003-12-12 | 2007-05-31 | スピードライン・テクノロジーズ・インコーポレイテッド | プリントされたはんだペーストの欠陥を検出するためのシステムおよび方法 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007192597A (ja) * | 2006-01-17 | 2007-08-02 | Saki Corp:Kk | 被検査体の検査装置 |
| JP2010107249A (ja) * | 2008-10-28 | 2010-05-13 | Saki Corp:Kk | 被検査体の検査装置 |
| JP2010197872A (ja) * | 2009-02-26 | 2010-09-09 | Olympus Corp | バーチャルスライド用標本像取得装置 |
| JP2015148509A (ja) * | 2014-02-06 | 2015-08-20 | オムロン株式会社 | 品質管理システムおよび内部検査装置 |
| DE102015201382B4 (de) * | 2014-02-06 | 2025-12-04 | Omron Corporation | Qualitätssicherungssystem und Vorrichtung zur Innenprüfung |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5421763B2 (ja) | 検査装置および検査方法 | |
| CN101943571B (zh) | 电路板检查装置及检查方法 | |
| KR101578056B1 (ko) | 삼차원 계측 장치 | |
| WO2009090871A1 (ja) | 被検査体の検査装置 | |
| TWI752558B (zh) | 晶粒接合裝置及半導體裝置之製造方法 | |
| CN107238608A (zh) | 基板检查装置 | |
| JP2019100917A (ja) | 検査プログラム生成システム、検査プログラムの生成方法、及び検査プログラムの生成用プログラム | |
| CN111725086B (zh) | 半导体制造装置以及半导体器件的制造方法 | |
| JP7000380B2 (ja) | 三次元計測装置及び三次元計測方法 | |
| CN105264329A (zh) | 检查装置以及检查方法 | |
| JP4746991B2 (ja) | 被検査体の検査装置 | |
| US7751611B2 (en) | Apparatus for inspecting appearance of inspection piece | |
| JP4828234B2 (ja) | 被検査体の検査装置 | |
| JP2006184022A (ja) | 外観検査装置 | |
| JP2007192598A (ja) | 被検査体の検査装置 | |
| KR101962427B1 (ko) | 3차원 형상 측정 시스템 | |
| JP4714462B2 (ja) | 被検査体の外観検査装置 | |
| JP6456726B2 (ja) | 検査装置、検査方法および検査プログラム | |
| US7590279B2 (en) | Appearance inspection apparatus for inspecting inspection piece | |
| JP5296490B2 (ja) | 被検査体の検査装置 | |
| JP2015219162A (ja) | 検査装置 | |
| JP6339849B2 (ja) | 検査装置 | |
| JP2006184019A (ja) | 外観検査装置 | |
| JP6358527B2 (ja) | 検査装置 | |
| JP2009168580A (ja) | 被検査体の検査装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090116 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110316 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110329 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110809 |