JP2007197768A - 溶融亜鉛めっき鋼板の洗浄方法および洗浄装置 - Google Patents
溶融亜鉛めっき鋼板の洗浄方法および洗浄装置 Download PDFInfo
- Publication number
- JP2007197768A JP2007197768A JP2006017745A JP2006017745A JP2007197768A JP 2007197768 A JP2007197768 A JP 2007197768A JP 2006017745 A JP2006017745 A JP 2006017745A JP 2006017745 A JP2006017745 A JP 2006017745A JP 2007197768 A JP2007197768 A JP 2007197768A
- Authority
- JP
- Japan
- Prior art keywords
- cleaning
- steel sheet
- galvanized steel
- dip galvanized
- cleaning liquid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B3/00—Cleaning by methods involving the use or presence of liquid or steam
- B08B3/02—Cleaning by the force of jets or sprays
- B08B3/022—Cleaning travelling work
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23G—CLEANING OR DE-GREASING OF METALLIC MATERIAL BY CHEMICAL METHODS OTHER THAN ELECTROLYSIS
- C23G1/00—Cleaning or pickling metallic material with solutions or molten salts
- C23G1/02—Cleaning or pickling metallic material with solutions or molten salts with acid solutions
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23G—CLEANING OR DE-GREASING OF METALLIC MATERIAL BY CHEMICAL METHODS OTHER THAN ELECTROLYSIS
- C23G1/00—Cleaning or pickling metallic material with solutions or molten salts
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23G—CLEANING OR DE-GREASING OF METALLIC MATERIAL BY CHEMICAL METHODS OTHER THAN ELECTROLYSIS
- C23G1/00—Cleaning or pickling metallic material with solutions or molten salts
- C23G1/02—Cleaning or pickling metallic material with solutions or molten salts with acid solutions
- C23G1/08—Iron or steel
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23G—CLEANING OR DE-GREASING OF METALLIC MATERIAL BY CHEMICAL METHODS OTHER THAN ELECTROLYSIS
- C23G3/00—Apparatus for cleaning or pickling metallic material
- C23G3/02—Apparatus for cleaning or pickling metallic material for cleaning wires, strips, filaments continuously
- C23G3/023—Apparatus for cleaning or pickling metallic material for cleaning wires, strips, filaments continuously by spraying
Landscapes
- Chemical & Material Sciences (AREA)
- Metallurgy (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Organic Chemistry (AREA)
- Coating With Molten Metal (AREA)
- Cleaning And De-Greasing Of Metallic Materials By Chemical Methods (AREA)
- Cleaning By Liquid Or Steam (AREA)
- Coating Apparatus (AREA)
- Chemical Treatment Of Metals (AREA)
Abstract
【解決手段】洗浄液を溶融亜鉛めっき鋼板に接触させて、1秒以上経過した後に純水を溶融亜鉛めっき鋼板に接触させる。
【選択図】図1
Description
鋼板1aに溶融亜鉛めっきを施すにあたって、図3に示すように、鋼板1aをめっき槽2に浸漬する。めっき槽2内には溶融状態の亜鉛(以下、亜鉛浴という)が貯留されており、鋼板1aが亜鉛浴中を進行することによって、鋼板1aの両表面に亜鉛が付着する。
合金化炉3から排出された鋼板1aは、中間ルーパー4にて張力を調整しつつ冷却され、さらに調質圧延機5に供給されて、調質圧延(いわゆるスキンパス)を施される。この調質圧延は、圧下率0.6〜3%程度の軽い圧下を付加して鋼板1aの表面近傍のみを変形させることによって、鋼板11の表面性状(たとえば表面粗度等)を調整するための圧延である。なお、圧下率は下記の (1)式で算出される値である。
t1 :圧下を付加する前の厚み(mm)
t2 :圧下を付加した後の厚み(mm)
次いで、鋼板1aは調質圧延機4から表面酸化装置6に供給されて、表面酸化処理を施される。この表面酸化処理は、鋼板1aの両表面に酸性溶液を接触させて、めっき層の表面に酸化膜を形成するための処理である。以下では、表面酸化処理を施した鋼板を溶融亜鉛めっき鋼板1bと記す。
以上に説明した従来の溶融亜鉛めっきラインの中で、表面酸化装置6からリンス槽7に至る部分を拡大して図4に示す。なお、図4中の矢印aは溶融亜鉛めっき鋼板の進行方向を示す。
本発明の洗浄方法においては、洗浄液の処理と純水の処理とを単一の洗浄槽内で行なうことが好ましい。さらに、その洗浄槽内にて洗浄液と純水とが混合した希釈洗浄液を循環槽に貯留し、循環槽内の希釈洗浄液を洗浄槽へ循環させて溶融亜鉛めっき鋼板に接触させることが好ましい。また、希釈洗浄液の処理を洗浄液処理位置と純水処理位置との中間で行なうことが好ましい。洗浄液はPを含有することが好ましい。洗浄液のP濃度は4〜70質量ppmとすることが好ましい。
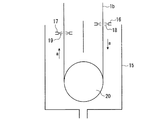
洗浄液18は洗浄作用を有するものであれば良く、特に限定するものではない。ただし、溶融亜鉛めっき鋼板1bに付着した酸性溶液を中和し、洗い流すためには、アルカリ性の成分を含むことが好ましく、とりわけPを含有するものが良い。Pを含有する洗浄液18を使用する場合は、洗浄液18のP濃度は4〜70質量ppmの範囲内が好ましい。P濃度が4質量ppm未満では、溶融亜鉛めっき鋼板1bに付着した酸性溶液を十分に洗い流すことはできない。一方、P濃度が70質量ppmを超えると、後述するような純水19の吹き付けを行なっても洗浄液成分が残留し、溶融亜鉛めっき鋼板1bの外観を損なう。
本発明では対向する純水ノズル17の中心軸(以下、純水吹き付け位置という)を一致させて配設するが、溶融亜鉛めっき鋼板1bが反転最下端から純水吹き付け位置に到達するまでの所要時間は特に規定しない。ただし、溶融亜鉛めっき鋼板1bに残留する洗浄液18が乾燥する前に純水18を吹き付けることを考慮して、純水吹き付け位置を設定することが好ましい。
図2に示すように、循環槽21に貯留された希釈洗浄液22を、洗浄液処理位置と純水処理位置の中間で溶融亜鉛めっき鋼板1bの両表面に吹き付けることによって、洗浄効果を高めることができる。つまり洗浄液18に含まれる洗浄液成分に加えて、希釈洗浄液22に含まれる低濃度の洗浄液成分を活用して、溶融亜鉛めっき鋼板1bに付着した酸性溶液を洗い流すことができる。その際、希釈洗浄液22を吹き付ける希釈洗浄液ノズル23は、互いに対向する位置に中心軸(以下、希釈洗浄液吹き付け位置という)を一致させて配設する。
発明例1,2と従来例について、それぞれ溶融亜鉛めっき鋼板1bの洗浄状態を調査した。洗浄状態を表わす指標として下記の (2)式で算出される水濡れ率を用いた。水濡れ率(%)が高いほど、洗浄が十分に行なわれたことを示す。
その結果、発明例1の水濡れ率は80%,発明例2の水濡れ率は85%であったのに対して、従来例の水濡れ率は70%であった。
1b 溶融亜鉛めっき鋼板
2 めっき槽
3 合金化炉
4 中間ルーパー
5 調質圧延機
6 表面酸化装置
7 リンス槽
8 乾燥機
9 出側ルーパー
10 塗油機
11 巻き取り機
12 酸性溶液ノズル
13 酸性溶液
14 洗浄用水
15 洗浄槽
16 洗浄液ノズル
17 純水ノズル
18 洗浄液
19 純水
20 反転ローラー
21 循環槽
22 希釈洗浄液
23 希釈洗浄液ノズル
Claims (12)
- 表面酸化処理を施した帯状の溶融亜鉛めっき鋼板を連続的に搬送しながら洗浄を行なう洗浄方法において、洗浄液を前記溶融亜鉛めっき鋼板に1秒以上接触させ、次いで純水を前記溶融亜鉛めっき鋼板に接触させて、前記溶融亜鉛めっき鋼板を洗浄することを特徴とする溶融亜鉛めっき鋼板の洗浄方法。
- 前記洗浄液の処理と前記純水の処理とを単一の洗浄槽内で行なうことを特徴とする請求項1に記載の溶融亜鉛めっき鋼板の洗浄方法。
- 前記洗浄槽内にて洗浄液と純水とが混合した希釈洗浄液を循環槽に貯留し、前記循環槽内の希釈洗浄液を前記洗浄槽へ循環させて前記溶融亜鉛めっき鋼板に接触させることを特徴とする請求項2に記載の溶融亜鉛めっき鋼板の洗浄方法。
- 前記希釈洗浄液の処理を、前記洗浄液処理位置と前記純水処理位置との中間で行なうことを特徴とする請求項3に記載の溶融亜鉛めっき鋼板の洗浄方法。
- 前記洗浄液がPを含有することを特徴とする請求項1、2、3または4に記載の溶融亜鉛めっき鋼板の洗浄方法。
- 前記洗浄液のP濃度が4〜70質量ppmであることを特徴とする請求項5に記載の溶融亜鉛めっき鋼板の洗浄方法。
- 表面酸化処理を施した帯状の溶融亜鉛めっき鋼板を連続的に搬送しながら洗浄を行なう洗浄装置であって、洗浄液を前記溶融亜鉛めっき鋼板の両表面に吹き付ける洗浄液ノズルと、前記洗浄液を吹き付けられた前記溶融亜鉛めっき鋼板が1秒以上進行した位置に配設されて前記溶融亜鉛めっき鋼板の進行方向を反転させる反転ローラーと、純水を前記溶融亜鉛めっき鋼板の両表面に吹き付ける純水ノズルとを有することを特徴とする溶融亜鉛めっき鋼板の洗浄装置。
- 前記洗浄液ノズルと前記純水ノズルとを単一の洗浄槽内に配設することを特徴とする請求項7に記載の溶融亜鉛めっき鋼板の洗浄装置。
- 前記洗浄槽にて洗浄液と純水とが混合した希釈洗浄液を貯留する循環槽と、前記循環槽内の希釈洗浄液を前記溶融亜鉛めっき鋼板の両表面に吹き付ける希釈洗浄液ノズルとを有することを特徴とする請求項8に記載の溶融亜鉛めっき鋼板の洗浄装置。
- 前記希釈洗浄液ノズルを、前記洗浄液吹き付け位置と前記純水吹き付け位置との中間に配設することを特徴とする請求項9に記載の溶融亜鉛めっき鋼板の洗浄装置。
- 前記洗浄液がPを含有することを特徴とする請求項7、8、9または10に記載の溶融亜鉛めっき鋼板の洗浄装置。
- 前記洗浄液のP濃度が4〜70質量ppmであることを特徴とする請求項11に記載の溶融亜鉛めっき鋼板の洗浄装置。
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006017745A JP4830513B2 (ja) | 2006-01-26 | 2006-01-26 | 溶融亜鉛めっき鋼板の洗浄方法および洗浄装置 |
| CA2634403A CA2634403C (en) | 2006-01-26 | 2007-01-22 | Method for cleaning hot dip galvanized steel sheet and cleaning apparatus therefor |
| CNA2007800035831A CN101374974A (zh) | 2006-01-26 | 2007-01-22 | 热镀锌钢板的清洗方法及清洗装置 |
| KR1020087014731A KR100989265B1 (ko) | 2006-01-26 | 2007-01-22 | 용융아연도금강판의 세정방법 및 세정장치 |
| US12/086,438 US8940100B2 (en) | 2006-01-26 | 2007-01-22 | Method for cleaning hot dip galvanized steel sheet and cleaning apparatus therefor |
| PCT/JP2007/051321 WO2007086533A1 (ja) | 2006-01-26 | 2007-01-22 | 溶融亜鉛めっき鋼板の洗浄方法および洗浄装置 |
| EP07707552A EP1959032B1 (en) | 2006-01-26 | 2007-01-22 | Method for cleaning of hot-dip galvanized steel sheet |
| TW096102974A TWI349045B (en) | 2006-01-26 | 2007-01-26 | Method for washing hot-dipped galvanized steel sheet and apparatus thereof |
| US13/910,664 US20130284219A1 (en) | 2006-01-26 | 2013-06-05 | Apparatus for cleaning a hot dip galvanized steel sheet |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006017745A JP4830513B2 (ja) | 2006-01-26 | 2006-01-26 | 溶融亜鉛めっき鋼板の洗浄方法および洗浄装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007197768A true JP2007197768A (ja) | 2007-08-09 |
| JP4830513B2 JP4830513B2 (ja) | 2011-12-07 |
Family
ID=38309316
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006017745A Expired - Lifetime JP4830513B2 (ja) | 2006-01-26 | 2006-01-26 | 溶融亜鉛めっき鋼板の洗浄方法および洗浄装置 |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US8940100B2 (ja) |
| EP (1) | EP1959032B1 (ja) |
| JP (1) | JP4830513B2 (ja) |
| KR (1) | KR100989265B1 (ja) |
| CN (1) | CN101374974A (ja) |
| CA (1) | CA2634403C (ja) |
| TW (1) | TWI349045B (ja) |
| WO (1) | WO2007086533A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010123333A3 (ko) * | 2009-04-22 | 2011-03-10 | 주식회사 케이피엠테크 | 단일조 방식의 세정장치 |
| KR101211460B1 (ko) | 2012-08-24 | 2012-12-12 | 김영태 | 판재형 도금물품 수납 세척장치 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2856196C (en) | 2011-12-06 | 2020-09-01 | Masco Corporation Of Indiana | Ozone distribution in a faucet |
| JP2014136815A (ja) * | 2013-01-16 | 2014-07-28 | Jfe Steel Corp | 亜鉛系めっき鋼板の製造方法。 |
| CN104399695A (zh) * | 2014-11-26 | 2015-03-11 | 成都川硬合金材料有限责任公司 | 一种适用于锌表面的超声波清洗工艺 |
| WO2017112795A1 (en) | 2015-12-21 | 2017-06-29 | Delta Faucet Company | Fluid delivery system including a disinfectant device |
| CN107837104B (zh) * | 2017-11-29 | 2019-10-18 | 域鑫科技(惠州)有限公司 | 声带息肉切除器 |
| TWI774619B (zh) * | 2021-12-01 | 2022-08-11 | 中國鋼鐵股份有限公司 | 防止單面鍍鋅鋼帶生鏽之方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63108742A (ja) * | 1986-10-27 | 1988-05-13 | Nec Corp | ベルト搬送機構 |
| JP2002256448A (ja) * | 2001-03-05 | 2002-09-11 | Nkk Corp | 合金化溶融亜鉛めっき鋼板の製造方法 |
| JP2002292347A (ja) * | 2001-03-30 | 2002-10-08 | Sumitomo Bakelite Co Ltd | 光学用プラスチックフィルムの洗浄・乾燥方法とその装置 |
| JP2003096584A (ja) * | 2001-09-25 | 2003-04-03 | Fuji Photo Film Co Ltd | 金属ウエブの洗浄用スプレー装置及び洗浄方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2359088A (en) * | 1940-02-17 | 1944-09-26 | Blaw Knox Co | Treating metal strip |
| DE1225943B (de) | 1958-03-31 | 1966-09-29 | Peter Klaus Niedner | Verfahren zur kontinuierlichen Oberflaechen-behandlung eines biegsamen Bandes und Vorrichtung zur Durchfuehrung des Verfahrens |
| US3491778A (en) * | 1967-01-17 | 1970-01-27 | Kabel Metallwerke Ghh | Method and apparatus for cleaning and degreasing metal articles |
| US3938214A (en) | 1974-01-14 | 1976-02-17 | Inland Steel Company | Cascade rinsing system and method |
| BE1006465A3 (fr) | 1992-12-08 | 1994-09-06 | Cockerill Mech Ind Sa | Procede et installation de nettoyage de bandes d'acier. |
| US6372706B1 (en) * | 1996-10-04 | 2002-04-16 | Henkel Corporation | Alkaline hard surface cleaner and process therewith |
| US6701945B1 (en) | 2000-02-28 | 2004-03-09 | Utica Enterprises, Inc. | Sheet metal blank washer system |
| AT413217B (de) * | 2002-02-04 | 2005-12-15 | Andritz Ag Maschf | Vorrichtung zum beizen von band- oder drahtförmigem material |
| JP3807341B2 (ja) | 2002-04-18 | 2006-08-09 | Jfeスチール株式会社 | 合金化溶融亜鉛めっき鋼板の製造方法 |
-
2006
- 2006-01-26 JP JP2006017745A patent/JP4830513B2/ja not_active Expired - Lifetime
-
2007
- 2007-01-22 EP EP07707552A patent/EP1959032B1/en active Active
- 2007-01-22 US US12/086,438 patent/US8940100B2/en active Active
- 2007-01-22 KR KR1020087014731A patent/KR100989265B1/ko not_active Expired - Fee Related
- 2007-01-22 WO PCT/JP2007/051321 patent/WO2007086533A1/ja not_active Ceased
- 2007-01-22 CA CA2634403A patent/CA2634403C/en not_active Expired - Fee Related
- 2007-01-22 CN CNA2007800035831A patent/CN101374974A/zh active Pending
- 2007-01-26 TW TW096102974A patent/TWI349045B/zh not_active IP Right Cessation
-
2013
- 2013-06-05 US US13/910,664 patent/US20130284219A1/en not_active Abandoned
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63108742A (ja) * | 1986-10-27 | 1988-05-13 | Nec Corp | ベルト搬送機構 |
| JP2002256448A (ja) * | 2001-03-05 | 2002-09-11 | Nkk Corp | 合金化溶融亜鉛めっき鋼板の製造方法 |
| JP2002292347A (ja) * | 2001-03-30 | 2002-10-08 | Sumitomo Bakelite Co Ltd | 光学用プラスチックフィルムの洗浄・乾燥方法とその装置 |
| JP2003096584A (ja) * | 2001-09-25 | 2003-04-03 | Fuji Photo Film Co Ltd | 金属ウエブの洗浄用スプレー装置及び洗浄方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010123333A3 (ko) * | 2009-04-22 | 2011-03-10 | 주식회사 케이피엠테크 | 단일조 방식의 세정장치 |
| KR101100372B1 (ko) | 2009-04-22 | 2011-12-30 | 주식회사 케이피엠테크 | 단일조 방식의 세정장치 |
| KR101211460B1 (ko) | 2012-08-24 | 2012-12-12 | 김영태 | 판재형 도금물품 수납 세척장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2634403C (en) | 2012-06-26 |
| US8940100B2 (en) | 2015-01-27 |
| US20130284219A1 (en) | 2013-10-31 |
| US20090283110A1 (en) | 2009-11-19 |
| TW200734484A (en) | 2007-09-16 |
| JP4830513B2 (ja) | 2011-12-07 |
| WO2007086533A1 (ja) | 2007-08-02 |
| EP1959032B1 (en) | 2011-12-21 |
| KR100989265B1 (ko) | 2010-10-20 |
| EP1959032A1 (en) | 2008-08-20 |
| CN101374974A (zh) | 2009-02-25 |
| TWI349045B (en) | 2011-09-21 |
| CA2634403A1 (en) | 2007-08-02 |
| KR20080075189A (ko) | 2008-08-14 |
| EP1959032A4 (en) | 2010-01-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20130284219A1 (en) | Apparatus for cleaning a hot dip galvanized steel sheet | |
| JP3608519B2 (ja) | 合金化溶融亜鉛めっき鋼板の製造方法および合金化溶融亜鉛めっき鋼板 | |
| JP4669385B2 (ja) | 酸洗ラインにおける鋼帯の清浄化方法 | |
| JPS6056418B2 (ja) | 溶融亜鉛メツキ鋼板の製造法 | |
| JP4762633B2 (ja) | 溶融メッキ鋼板の製造方法 | |
| CA2443687C (en) | Hydrogen peroxide pickling of silicon-containing electrical steel grades | |
| JPH0121240B2 (ja) | ||
| JP4655788B2 (ja) | 合金化溶融亜鉛めっき鋼板の製造方法および合金化溶融亜鉛めっき鋼板 | |
| JP2949642B2 (ja) | ステンレス鋼の脱スケール処理法と装置 | |
| JP2025506094A5 (ja) | ||
| MX2008009372A (en) | Method and apparatus for cleaning hot-dip galvanized steel sheet | |
| JP4221984B2 (ja) | 極めて良好な表面光沢度を有するマルテンサイト系ステンレス鋼冷間圧延‐焼鈍‐酸洗鋼帯 | |
| JP4414511B2 (ja) | 溶融亜鉛めっき鋼板の製造方法 | |
| KR0151540B1 (ko) | 박후판 겸용처리가능한 아연도금장치 | |
| JPS648705B2 (ja) | ||
| JP2004218059A (ja) | 溶融亜鉛系めっき鋼板の製造方法 | |
| JP3219010B2 (ja) | 熱延鋼板の溶融めっき設備および溶融めっき鋼板の製造方法 | |
| JP4952265B2 (ja) | 鋼帯の電気めっき設備および電気めっき方法 | |
| JP3048388B2 (ja) | 合金化溶融亜鉛めっき鋼板の製造方法および冷却設備 | |
| JP2005152935A (ja) | 溶融亜鉛めっき鋼帯の製造方法、調質圧延装置および連続溶融めっき設備 | |
| JP4893540B2 (ja) | ダル鋼板及びその製造方法 | |
| JP2002047546A (ja) | 溶融亜鉛めっき鋼板の製造設備 | |
| JPS609892A (ja) | 片面電気亜鉛メツキ鋼帯の製造方法 | |
| JPH07173656A (ja) | 鋼板の変色防止方法 | |
| JP2006183147A (ja) | 合金化溶融亜鉛めっき鋼板の製造設備 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080925 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110607 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110805 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110823 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110905 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4830513 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140930 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |