JP2007197843A - 被服とその製造方法 - Google Patents
被服とその製造方法 Download PDFInfo
- Publication number
- JP2007197843A JP2007197843A JP2006014132A JP2006014132A JP2007197843A JP 2007197843 A JP2007197843 A JP 2007197843A JP 2006014132 A JP2006014132 A JP 2006014132A JP 2006014132 A JP2006014132 A JP 2006014132A JP 2007197843 A JP2007197843 A JP 2007197843A
- Authority
- JP
- Japan
- Prior art keywords
- fabrics
- pair
- fabric
- tape
- welded portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 12
- 239000004744 fabric Substances 0.000 claims abstract description 84
- 238000005520 cutting process Methods 0.000 claims abstract description 19
- 239000000835 fiber Substances 0.000 claims abstract description 12
- 229920005992 thermoplastic resin Polymers 0.000 claims abstract description 7
- 238000000034 method Methods 0.000 claims abstract description 6
- 239000012943 hotmelt Substances 0.000 claims description 19
- 238000003466 welding Methods 0.000 claims description 17
- 229920006264 polyurethane film Polymers 0.000 claims description 8
- 229920002635 polyurethane Polymers 0.000 claims description 2
- 239000004814 polyurethane Substances 0.000 claims description 2
- 238000002844 melting Methods 0.000 abstract 1
- 230000008018 melting Effects 0.000 abstract 1
- 239000000463 material Substances 0.000 description 5
- -1 polyethylene Polymers 0.000 description 3
- 238000007796 conventional method Methods 0.000 description 2
- 238000009958 sewing Methods 0.000 description 2
- ZAMOUSCENKQFHK-UHFFFAOYSA-N Chlorine atom Chemical compound [Cl] ZAMOUSCENKQFHK-UHFFFAOYSA-N 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000004061 bleaching Methods 0.000 description 1
- 229910052801 chlorine Inorganic materials 0.000 description 1
- 239000000460 chlorine Substances 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000000088 plastic resin Substances 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 230000037380 skin damage Effects 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 239000012209 synthetic fiber Substances 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- 238000009941 weaving Methods 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Images


Landscapes
- Details Of Garments (AREA)
Abstract
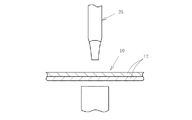
【解決手段】熱可塑性樹脂の繊維により形成され伸縮性を有した一対の生地12と、一対の生地12を互いに重ねた状態で溶融して連結した溶着部14とを有する。溶着部14を切り残して一対の生地12の端部がカットされた切断部12aと、切り残された溶着部14を中心として一対の生地12を開いた状態で切断部12aを覆って取り付けられた一軸延伸性のテープ16を備える。生地12は任意の方向に伸縮性を有し、テープ16は生地12の切断部12aに沿う方向に伸縮性を有し、切断部12aと交差する方向には伸縮性を有しない。
【選択図】図2
Description
に関する。
12 生地
12a 切断部
14 溶着部
16 テープ
18 布地
20 第一ホットメルト層
22 ポリウレタンフィルム
24 第二ホットメルト層
26 熱溶着プレス装置
28 段差
Claims (3)
- 熱可塑性樹脂の繊維により形成され伸縮性を有した一対の生地と、前記一対の生地を互いに重ねた状態で溶融して連結した溶着部と、前記溶着部を切り残して一対の生地の端部がカットされた切断部と、前記切り残された溶着部を中心として前記一対の生地を開いた状態で前記切断部を覆って取り付けられた一軸延伸性のテープが設けられ、前記テープは前記生地の前記切断部に沿う方向に伸縮性を有するとともに前記切断部と交差する方向には伸縮性を有せず、前記生地が任意の方向に伸縮性を有するように形成されたことを特徴とする被服。
- 前記テープは、長手方向に伸縮する一軸延伸性の布地と、前記布地の片面に取り付けられた第一ホットメルト層と、前記布地の第一ホットメルト層とは反対側の面に取り付けられたポリウレタンフィルムと、このポリウレタンフィルムの前記第一ホットメルト層と反対側の面に取り付けられた第二ホットメルト層とから成ることを特徴とする請求項1記載の被服。
- 熱可塑性樹脂の繊維により形成され伸縮性を有した一対の生地を互いに重ね、一対の生地の所定位置を超音波溶着装置で溶着部を形成し、前記溶着部の端部に形成される前記生地表面との間の段部に沿って前記溶着部の一部を残して一対の生地の端部をカットして切断部を形成し、前記切り残された溶着部を中心として前記一対の生地を開いた状態で、前記切断部を覆って前記切断部に沿う方向にのみ伸縮性を有した一軸延伸性のテープを貼り付けることを特徴とする被服の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006014132A JP2007197843A (ja) | 2006-01-23 | 2006-01-23 | 被服とその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006014132A JP2007197843A (ja) | 2006-01-23 | 2006-01-23 | 被服とその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007197843A true JP2007197843A (ja) | 2007-08-09 |
Family
ID=38452717
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006014132A Pending JP2007197843A (ja) | 2006-01-23 | 2006-01-23 | 被服とその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007197843A (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007197481A (ja) * | 2006-01-23 | 2007-08-09 | Nitto Boseki Co Ltd | 接着テープ |
| JP2008101304A (ja) * | 2006-10-20 | 2008-05-01 | Morito Co Ltd | 無縫製衣服 |
| JP2010131143A (ja) * | 2008-12-04 | 2010-06-17 | Morito Co Ltd | 洋傘 |
| JP2011047066A (ja) * | 2009-08-26 | 2011-03-10 | Norihito Fukuda | 無縫製衣料の製造方法及びその方法により製造された無縫製衣料 |
| CN106820281A (zh) * | 2016-12-30 | 2017-06-13 | 海盐利泰纺织原料有限公司 | 一种保暖内衣制作方法 |
| JP2017218703A (ja) * | 2016-06-09 | 2017-12-14 | アツギ株式会社 | 無縫製伸縮性編物衣料とその製造方法 |
| JP2020050979A (ja) * | 2018-09-25 | 2020-04-02 | クリスタル マーティン インティメット(マカオ コマーシャル オフショア)リミテッドCrystal Martin Intimate(Macao Commercial Offshore) Limited | 衣服の縁部の折り返し構造の加工プロセス |
| WO2020085087A1 (ja) * | 2018-10-24 | 2020-04-30 | 株式会社オンワードホールディングス | 連結テープおよび連結テープを使った防寒素材 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6025789U (ja) * | 1983-07-23 | 1985-02-21 | 東レ株式会社 | 目止めテ−プ |
| JPS6116396U (ja) * | 1984-07-05 | 1986-01-30 | 東レ株式会社 | 布帛の継ぎ目構造 |
| JP2006002326A (ja) * | 2004-05-17 | 2006-01-05 | Oshima Hosei:Kk | 無縫製衣服とその製造方法、及びその製造方法で使用する加圧ローラー |
-
2006
- 2006-01-23 JP JP2006014132A patent/JP2007197843A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6025789U (ja) * | 1983-07-23 | 1985-02-21 | 東レ株式会社 | 目止めテ−プ |
| JPS6116396U (ja) * | 1984-07-05 | 1986-01-30 | 東レ株式会社 | 布帛の継ぎ目構造 |
| JP2006002326A (ja) * | 2004-05-17 | 2006-01-05 | Oshima Hosei:Kk | 無縫製衣服とその製造方法、及びその製造方法で使用する加圧ローラー |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007197481A (ja) * | 2006-01-23 | 2007-08-09 | Nitto Boseki Co Ltd | 接着テープ |
| JP2008101304A (ja) * | 2006-10-20 | 2008-05-01 | Morito Co Ltd | 無縫製衣服 |
| JP2010131143A (ja) * | 2008-12-04 | 2010-06-17 | Morito Co Ltd | 洋傘 |
| JP2011047066A (ja) * | 2009-08-26 | 2011-03-10 | Norihito Fukuda | 無縫製衣料の製造方法及びその方法により製造された無縫製衣料 |
| JP2017218703A (ja) * | 2016-06-09 | 2017-12-14 | アツギ株式会社 | 無縫製伸縮性編物衣料とその製造方法 |
| CN106820281A (zh) * | 2016-12-30 | 2017-06-13 | 海盐利泰纺织原料有限公司 | 一种保暖内衣制作方法 |
| JP2020050979A (ja) * | 2018-09-25 | 2020-04-02 | クリスタル マーティン インティメット(マカオ コマーシャル オフショア)リミテッドCrystal Martin Intimate(Macao Commercial Offshore) Limited | 衣服の縁部の折り返し構造の加工プロセス |
| WO2020085087A1 (ja) * | 2018-10-24 | 2020-04-30 | 株式会社オンワードホールディングス | 連結テープおよび連結テープを使った防寒素材 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6622312B2 (en) | Garment assembled without sewing | |
| EP0861605B1 (en) | Pucker free garment side seam and method for production | |
| JP3547138B2 (ja) | 防水加工布の改良された接合構造 | |
| CN103620100B (zh) | 层状热塑性非编织织物元件 | |
| EP0855150B1 (en) | Pucker free seam for a garment hem and method for production | |
| JP4677278B2 (ja) | 無縫製衣服の製造方法 | |
| US20160145783A1 (en) | Thermoplastic Non-Woven Textile Elements | |
| CA2698291A1 (en) | Fabric having a thermoplastic fusible yarn, process of making a fabric containing a thermoplastic fusible yarn, and fabric article formed with a fabric containing a thermoplastic fusible yarn | |
| JP5244052B2 (ja) | 無縫製衣料の製造方法及びその方法により製造された無縫製衣料 | |
| US7828925B2 (en) | Method for the butt joining of two textile pieces | |
| JP2022508314A (ja) | 吸収性、吸湿性、拡張性のあるバンドロール、ウエストバンド、およびそれらを備えた衣服 | |
| US20180169963A1 (en) | Stitchbonded thermoplastic nonwoven textile elements | |
| KR101382623B1 (ko) | 속옷 제조방법 | |
| JP2007197843A (ja) | 被服とその製造方法 | |
| EP0855148B1 (en) | Pucker free pocket garment seam and method for production | |
| JP2017218703A (ja) | 無縫製伸縮性編物衣料とその製造方法 | |
| JP2005226173A (ja) | 衣料品および衣料品の製造方法 | |
| JP2008101304A (ja) | 無縫製衣服 | |
| JPH0892868A (ja) | 防水性縫目構造を有する防水布帛およびその製造方法 | |
| JP3136098U (ja) | ショーツ | |
| JP7750219B2 (ja) | 衣類 | |
| JP2015105454A (ja) | 無縫製衣服及び無縫製衣服の製造方法 | |
| JP4678517B2 (ja) | 接着テープ | |
| JP2005226175A (ja) | 衣類 | |
| JP7501210B2 (ja) | 衣類および衣類の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070919 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091209 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091216 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100212 |
|
| A02 | Decision of refusal |
Effective date: 20100721 Free format text: JAPANESE INTERMEDIATE CODE: A02 |