JP2007237257A - メカニカルエキスパンダー及び継目無鋼管の製造方法 - Google Patents
メカニカルエキスパンダー及び継目無鋼管の製造方法 Download PDFInfo
- Publication number
- JP2007237257A JP2007237257A JP2006064668A JP2006064668A JP2007237257A JP 2007237257 A JP2007237257 A JP 2007237257A JP 2006064668 A JP2006064668 A JP 2006064668A JP 2006064668 A JP2006064668 A JP 2006064668A JP 2007237257 A JP2007237257 A JP 2007237257A
- Authority
- JP
- Japan
- Prior art keywords
- pipe
- die
- tube
- steel pipe
- end portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D41/00—Application of procedures in order to alter the diameter of tube ends
- B21D41/02—Enlarging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D39/00—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders
- B21D39/08—Tube expanders
- B21D39/20—Tube expanders with mandrels, e.g. expandable
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Metal Extraction Processes (AREA)
Abstract
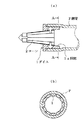
【解決手段】拡管すべき管端部にコーン2とダイス1を挿入し、ダイス1を管端部に固定した状態でコーン2を管外に向けて軸方向に引き抜くことにより楔作用によってダイス1を半径方向外方に押し広げて管端部を拡管するメカニカルエキスパンダーである。ダイス1の胴部1a外周に、管口側の外周面の半径に比べて管奥端の外周面の半径がたとえば1mm大きくなるテーパを形成する。このメカニカルエキスパンダーで、管端部を拡管して継目無鋼管を製造する。
【効果】敷設場所での円周溶接によって鋼管同士を接続する際に、現地溶接施工性に優れた特性を発揮する、管端寸法精度の良好な継目無鋼管を製造することができる。
【選択図】図3
Description
従って、使用される継目無鋼管には、溶接施工性、すなわち溶接能率が高く、溶接欠陥が発生しにくいという特性が要求される。
そのために、本発明のメカニカルエキスパンダーは、
拡管すべき管端部にコーンとダイスを挿入し、ダイスを管端部に固定した状態でコーンを管外に向けて軸方向に引き抜くことにより楔作用によってダイスを半径方向外方に押し広げて管端部を拡管するメカニカルエキスパンダーであって、
前記ダイスの胴部外周に、管口側の外周面の半径に比べて管奥端の外周面の半径が大きくなるテーパを形成したことを最も主要な特徴としている。
胴部外周に、管口側の外周面の半径に比べて管奥端の外周面の半径が大きくなるテーパを形成したダイスを有するメカニカルエキスパンダーで、管端部を拡管することを最も主要な特徴としている。
先ず、コーン2を鋼管Pの端部に挿入し、ついでダイス1の胴部1aを鋼管Pの端部に挿入する。
ちなみに、発明者らが行った実験結果の一例を以下に示す。
この鋼管に、胴部外周面の軸方向長さが100mmで、胴部の外周に管口側の外周面の半径に比べて管奥端の外周面の半径が0.5mmと1mm大きくなるテーパ(外半径差が0.5mmと1mmのテーパ)を設けたダイスと、テーパを設けないダイスを挿入し、これらのダイスをコーンの引き抜きにより外方に押し広げて拡径した。なお、使用に供したダイスの管奥部の内周面には半径方向に0.5mmの磨耗があった。

1 ダイス
1a 胴部
2 コーン
Claims (2)
- 拡管すべき管端部にコーンとダイスを挿入し、ダイスを管端部に固定した状態でコーンを管外に向けて軸方向に引き抜くことにより楔作用によってダイスを半径方向外方に押し広げて管端部を拡管するメカニカルエキスパンダーであって、
前記ダイスの胴部外周に、管口側の外周面の半径に比べて管奥端の外周面の半径が大きくなるテーパを形成したことを特徴とするメカニカルエキスパンダー。 - 胴部外周に、管口側の外周面の半径に比べて管奥端の外周面の半径が大きくなるテーパを形成したダイスを有するメカニカルエキスパンダーで、管端部を拡管することを特徴とする継目無鋼管の製造方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006064668A JP4983053B2 (ja) | 2006-03-09 | 2006-03-09 | メカニカルエキスパンダー及び継目無鋼管の製造方法 |
| EP07738180.4A EP1992428B1 (en) | 2006-03-09 | 2007-03-09 | Mechanical expander and production method for seamless steel pipe |
| MX2008011373A MX2008011373A (es) | 2006-03-09 | 2007-03-09 | Un expansor mecanico de extremo de tubo y un metodo para la fabricacion de un tubo de acero sin costuras. |
| PCT/JP2007/054695 WO2007102602A1 (ja) | 2006-03-09 | 2007-03-09 | メカニカルエキスパンダー及び継目無鋼管の製造方法 |
| CA2644176A CA2644176C (en) | 2006-03-09 | 2007-03-09 | A mechanical pipe-end expander and a method of manufacturing seamless steel pipe |
| CN2007800081929A CN101394952B (zh) | 2006-03-09 | 2007-03-09 | 机械扩管机以及无缝钢管的制造方法 |
| US12/230,892 US7765850B2 (en) | 2006-03-09 | 2008-09-08 | Mechanical pipe-end expander and a method of manufacturing seamless steel pipe |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006064668A JP4983053B2 (ja) | 2006-03-09 | 2006-03-09 | メカニカルエキスパンダー及び継目無鋼管の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007237257A true JP2007237257A (ja) | 2007-09-20 |
| JP4983053B2 JP4983053B2 (ja) | 2012-07-25 |
Family
ID=38475021
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006064668A Expired - Fee Related JP4983053B2 (ja) | 2006-03-09 | 2006-03-09 | メカニカルエキスパンダー及び継目無鋼管の製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US7765850B2 (ja) |
| EP (1) | EP1992428B1 (ja) |
| JP (1) | JP4983053B2 (ja) |
| CN (1) | CN101394952B (ja) |
| CA (1) | CA2644176C (ja) |
| MX (1) | MX2008011373A (ja) |
| WO (1) | WO2007102602A1 (ja) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101166534B1 (ko) * | 2010-02-17 | 2012-07-19 | 주식회사 한국쿨러 | 자동변속기용 오일냉각기 제조방법 |
| CN102500687B (zh) * | 2011-11-24 | 2014-04-02 | 贵州安大航空锻造有限责任公司 | 不锈钢矩形环轧件的冷胀形方法 |
| CN102500706B (zh) * | 2011-11-24 | 2014-02-05 | 贵州安大航空锻造有限责任公司 | 钛合金异形环轧件的热胀形方法 |
| CN102489595B (zh) * | 2011-11-24 | 2014-04-02 | 贵州安大航空锻造有限责任公司 | 钛合金矩形环轧件的热胀形方法 |
| CN102489596B (zh) * | 2011-11-24 | 2014-04-02 | 贵州安大航空锻造有限责任公司 | 钛合金矩形环轧件热胀形成形为异形环件的方法 |
| CN102489594B (zh) * | 2011-11-24 | 2014-04-02 | 贵州安大航空锻造有限责任公司 | 不锈钢闪光焊环件的热胀形方法 |
| CN102489590B (zh) * | 2011-11-24 | 2014-04-02 | 贵州安大航空锻造有限责任公司 | 铝合金矩形环轧件的冷胀形方法 |
| CN102513442B (zh) * | 2011-11-24 | 2014-02-05 | 贵州安大航空锻造有限责任公司 | 高温合金矩形环轧件热胀形成形为异形环件的方法 |
| US9388885B2 (en) | 2013-03-15 | 2016-07-12 | Ideal Industries, Inc. | Multi-tool transmission and attachments for rotary tool |
| CN103182459A (zh) * | 2013-03-21 | 2013-07-03 | 镇江市恒源汽车零部件有限公司 | 管件定径模具 |
| US10940521B2 (en) | 2017-06-29 | 2021-03-09 | Milwaukee Electric Tool Corporation | Swage tool |
| CN110814206A (zh) * | 2019-11-25 | 2020-02-21 | 沈阳航天新光集团有限公司 | 发动机燃烧室零件胀形成形方法 |
| CN111496111B (zh) * | 2020-05-11 | 2022-03-08 | 桐庐千丁科技有限公司 | 倒拉式胀管机及倒拉式胀管方法 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS584239U (ja) * | 1981-06-29 | 1983-01-12 | 日本鋼管株式会社 | セグメント式拡管機におけるセグメント形状 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3345730A (en) * | 1963-10-16 | 1967-10-10 | Murray Mfg Corp | Apparatus for affixing a flange to a tube |
| US3385087A (en) * | 1966-02-18 | 1968-05-28 | Huth Mfg Corp | Swaging tool |
| US3466920A (en) * | 1967-05-18 | 1969-09-16 | Stewarts & Lloyds Ltd | Expanding tool for use with a tubular workpiece |
| US4308736A (en) * | 1979-01-05 | 1982-01-05 | J & S Hydraulics, Inc. | Tube expander |
| WO1984000120A1 (en) * | 1982-07-01 | 1984-01-19 | Rast Patent Mfg Pty | Tube expander |
| US4967468A (en) * | 1986-10-27 | 1990-11-06 | Torque And Tension Equipment Inc. | Apparatus for fixing boiler tubes during replacement of same |
| JP2820043B2 (ja) | 1994-10-18 | 1998-11-05 | 住友金属工業株式会社 | 鋼管の管端内径矯正方法 |
| JP2900819B2 (ja) | 1995-03-14 | 1999-06-02 | 住友金属工業株式会社 | 鋼管拡管機用拡管ダイス |
| JPH09285829A (ja) * | 1996-04-25 | 1997-11-04 | Mitsubishi Electric Corp | 管端成形装置および管端成形方法 |
| CN2659585Y (zh) * | 2003-11-20 | 2004-12-01 | 吉欣(英德)热轧不锈复合钢有限公司 | 热轧金属复合管可调径扩张器 |
| US7225660B1 (en) * | 2005-05-13 | 2007-06-05 | Kw Industries, Inc. | Apparatus and method for expanding a tube diameter and a pole formed thereby |
-
2006
- 2006-03-09 JP JP2006064668A patent/JP4983053B2/ja not_active Expired - Fee Related
-
2007
- 2007-03-09 EP EP07738180.4A patent/EP1992428B1/en not_active Ceased
- 2007-03-09 CN CN2007800081929A patent/CN101394952B/zh not_active Expired - Fee Related
- 2007-03-09 CA CA2644176A patent/CA2644176C/en active Active
- 2007-03-09 MX MX2008011373A patent/MX2008011373A/es active IP Right Grant
- 2007-03-09 WO PCT/JP2007/054695 patent/WO2007102602A1/ja not_active Ceased
-
2008
- 2008-09-08 US US12/230,892 patent/US7765850B2/en active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS584239U (ja) * | 1981-06-29 | 1983-01-12 | 日本鋼管株式会社 | セグメント式拡管機におけるセグメント形状 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1992428B1 (en) | 2016-08-10 |
| EP1992428A1 (en) | 2008-11-19 |
| EP1992428A4 (en) | 2013-03-06 |
| CA2644176A1 (en) | 2007-09-13 |
| CA2644176C (en) | 2011-05-10 |
| WO2007102602A1 (ja) | 2007-09-13 |
| MX2008011373A (es) | 2008-09-18 |
| CN101394952A (zh) | 2009-03-25 |
| CN101394952B (zh) | 2010-06-02 |
| US20090038366A1 (en) | 2009-02-12 |
| US7765850B2 (en) | 2010-08-03 |
| JP4983053B2 (ja) | 2012-07-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101394952B (zh) | 机械扩管机以及无缝钢管的制造方法 | |
| CN101778680B (zh) | 冷拉拔加工用芯棒和金属管的制造方法 | |
| JPH0257709A (ja) | 接続頭部を有する高圧金属配管およびその頭部成形方法 | |
| US7788957B2 (en) | Apparatus for pipe end sizing and method for pipe end sizing | |
| NO312786B1 (no) | Fremstillingsmåte for fremstilling av rörforbindelse, verktöy for utvidelse av en rörende, rörforbindelsesdel og rörforbindelse | |
| CN113474099B (zh) | 金属管以及金属管的制造方法 | |
| JP6020604B2 (ja) | 拡管機 | |
| JP2817620B2 (ja) | メカニカル拡管機ヘッド | |
| US4161273A (en) | Tube joint and method of making same | |
| JP5198366B2 (ja) | ネジ付き配管用鋼管の製造方法 | |
| Harrison et al. | Measurement of lined pipe liner imperfections and the effect on wrinkling and collapse under bending | |
| RU2360175C2 (ru) | Охватываемый элемент для уплотняемого резьбового трубного соединения | |
| KR101499631B1 (ko) | 용접된 상태에서 최적 피로 특성을 가진 고온 마무리 이음매없는 관을 생산하기 위한 방법 | |
| JP2018183787A (ja) | 鋼管の製造方法 | |
| CN107283814B (zh) | 一种柔性管用胀管头 | |
| CN106180783A (zh) | 细长薄壁金属管加工模具及模具、金属管加工方法 | |
| JP2025002231A (ja) | 拡管機、鋼管の拡管方法及び鋼管の製造方法 | |
| JPWO2014188944A1 (ja) | 鋼管の製造方法 | |
| JP2005180218A (ja) | 高圧金属配管の接続頭部およびその頭部成形方法 | |
| JPS61147930A (ja) | 鋼管の整形拡管方法 | |
| JP2005256869A (ja) | パイプの端部構造及びパイプの端部加工方法 | |
| JP2008264835A (ja) | パイプ先端加工具 | |
| CN204235172U (zh) | 薄壁液压强化连接撑孔衬管 | |
| JP6090251B2 (ja) | 鋼管端部内面切削装置 | |
| CN115781330A (zh) | 一种薄壁管件的内撑机构及其使用方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080423 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110412 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110608 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111101 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111226 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120327 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120409 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4983053 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150511 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150511 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150511 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |