JP2007237681A - 耐候性に優れたメタリック塗装鋼板 - Google Patents
耐候性に優れたメタリック塗装鋼板 Download PDFInfo
- Publication number
- JP2007237681A JP2007237681A JP2006066192A JP2006066192A JP2007237681A JP 2007237681 A JP2007237681 A JP 2007237681A JP 2006066192 A JP2006066192 A JP 2006066192A JP 2006066192 A JP2006066192 A JP 2006066192A JP 2007237681 A JP2007237681 A JP 2007237681A
- Authority
- JP
- Japan
- Prior art keywords
- metallic
- coating
- hals
- resin
- mass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000000576 coating method Methods 0.000 title claims abstract description 76
- 239000011248 coating agent Substances 0.000 title claims abstract description 74
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 23
- 239000010959 steel Substances 0.000 title claims abstract description 23
- 229910052782 aluminium Inorganic materials 0.000 claims abstract description 40
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims abstract description 40
- 239000000049 pigment Substances 0.000 claims abstract description 31
- 239000011347 resin Substances 0.000 claims abstract description 14
- 229920005989 resin Polymers 0.000 claims abstract description 14
- 239000004611 light stabiliser Substances 0.000 claims abstract description 9
- 150000001412 amines Chemical class 0.000 claims abstract description 8
- 229920000728 polyester Polymers 0.000 claims description 11
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 claims description 7
- 229920001296 polysiloxane Polymers 0.000 claims description 4
- 229920001225 polyester resin Polymers 0.000 claims description 3
- 229920002803 thermoplastic polyurethane Polymers 0.000 claims description 3
- 229910052751 metal Inorganic materials 0.000 abstract description 16
- 239000002184 metal Substances 0.000 abstract description 16
- 239000004925 Acrylic resin Substances 0.000 abstract description 15
- 229920000178 Acrylic resin Polymers 0.000 abstract description 15
- 238000006243 chemical reaction Methods 0.000 abstract description 8
- 238000002156 mixing Methods 0.000 abstract description 4
- 238000004220 aggregation Methods 0.000 abstract description 3
- 230000002776 aggregation Effects 0.000 abstract description 3
- 230000006866 deterioration Effects 0.000 abstract description 3
- 238000001556 precipitation Methods 0.000 abstract 1
- 239000003973 paint Substances 0.000 description 35
- 238000012360 testing method Methods 0.000 description 12
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 8
- 238000003860 storage Methods 0.000 description 8
- 239000012321 sodium triacetoxyborohydride Substances 0.000 description 6
- 238000011282 treatment Methods 0.000 description 6
- -1 but concretely Substances 0.000 description 5
- 239000000463 material Substances 0.000 description 5
- 229910018137 Al-Zn Inorganic materials 0.000 description 4
- 229910018573 Al—Zn Inorganic materials 0.000 description 4
- OWYWGLHRNBIFJP-UHFFFAOYSA-N Ipazine Chemical compound CCN(CC)C1=NC(Cl)=NC(NC(C)C)=N1 OWYWGLHRNBIFJP-UHFFFAOYSA-N 0.000 description 4
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 4
- 239000011324 bead Substances 0.000 description 4
- RSOILICUEWXSLA-UHFFFAOYSA-N bis(1,2,2,6,6-pentamethylpiperidin-4-yl) decanedioate Chemical compound C1C(C)(C)N(C)C(C)(C)CC1OC(=O)CCCCCCCCC(=O)OC1CC(C)(C)N(C)C(C)(C)C1 RSOILICUEWXSLA-UHFFFAOYSA-N 0.000 description 4
- XITRBUPOXXBIJN-UHFFFAOYSA-N bis(2,2,6,6-tetramethylpiperidin-4-yl) decanedioate Chemical compound C1C(C)(C)NC(C)(C)CC1OC(=O)CCCCCCCCC(=O)OC1CC(C)(C)NC(C)(C)C1 XITRBUPOXXBIJN-UHFFFAOYSA-N 0.000 description 4
- 239000002245 particle Substances 0.000 description 4
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 4
- ZCDOYSPFYFSLEW-UHFFFAOYSA-N chromate(2-) Chemical compound [O-][Cr]([O-])(=O)=O ZCDOYSPFYFSLEW-UHFFFAOYSA-N 0.000 description 3
- 238000005238 degreasing Methods 0.000 description 3
- 239000000178 monomer Substances 0.000 description 3
- RKMGAJGJIURJSJ-UHFFFAOYSA-N 2,2,6,6-tetramethylpiperidine Chemical compound CC1(C)CCCC(C)(C)N1 RKMGAJGJIURJSJ-UHFFFAOYSA-N 0.000 description 2
- 239000004606 Fillers/Extenders Substances 0.000 description 2
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 2
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 2
- MZZSDCJQCLYLLL-UHFFFAOYSA-N Secalonsaeure A Natural products COC(=O)C12OC3C(CC1=C(O)CC(C)C2O)C(=CC=C3c4ccc(O)c5C(=O)C6=C(O)CC(C)C(O)C6(Oc45)C(=O)OC)O MZZSDCJQCLYLLL-UHFFFAOYSA-N 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 2
- 239000010953 base metal Substances 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 239000012024 dehydrating agents Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000003822 epoxy resin Substances 0.000 description 2
- JBKVHLHDHHXQEQ-UHFFFAOYSA-N epsilon-caprolactam Chemical compound O=C1CCCCCN1 JBKVHLHDHHXQEQ-UHFFFAOYSA-N 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 238000005338 heat storage Methods 0.000 description 2
- 238000011835 investigation Methods 0.000 description 2
- 230000014759 maintenance of location Effects 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 229920000647 polyepoxide Polymers 0.000 description 2
- 239000004645 polyester resin Substances 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- UFLXKQBCEYNCDU-UHFFFAOYSA-N (2,2,6,6-tetramethylpiperidin-4-yl) 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OC1CC(C)(C)NC(C)(C)C1 UFLXKQBCEYNCDU-UHFFFAOYSA-N 0.000 description 1
- YEYCMBWKTZNPDH-UHFFFAOYSA-N (2,2,6,6-tetramethylpiperidin-4-yl) benzoate Chemical compound C1C(C)(C)NC(C)(C)CC1OC(=O)C1=CC=CC=C1 YEYCMBWKTZNPDH-UHFFFAOYSA-N 0.000 description 1
- SKMNWICOBCDSSQ-UHFFFAOYSA-N 2-[4-[3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoyloxy]-2,2,6,6-tetramethylpiperidin-1-yl]ethyl 3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoate Chemical compound CC(C)(C)C1=C(O)C(C(C)(C)C)=CC(CCC(=O)OCCN2C(CC(CC2(C)C)OC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)(C)C)=C1 SKMNWICOBCDSSQ-UHFFFAOYSA-N 0.000 description 1
- AOZXEVSFVUNQFZ-UHFFFAOYSA-N 2-n,4-n-dibutyl-6-chloro-2-n,4-n-bis(1,2,2,6,6-pentamethylpiperidin-4-yl)-1,3,5-triazine-2,4-diamine Chemical compound N=1C(Cl)=NC(N(CCCC)C2CC(C)(C)N(C)C(C)(C)C2)=NC=1N(CCCC)C1CC(C)(C)N(C)C(C)(C)C1 AOZXEVSFVUNQFZ-UHFFFAOYSA-N 0.000 description 1
- RXFCIXRFAJRBSG-UHFFFAOYSA-N 3,2,3-tetramine Chemical compound NCCCNCCNCCCN RXFCIXRFAJRBSG-UHFFFAOYSA-N 0.000 description 1
- STEYNUVPFMIUOY-UHFFFAOYSA-N 4-Hydroxy-1-(2-hydroxyethyl)-2,2,6,6-tetramethylpiperidine Chemical compound CC1(C)CC(O)CC(C)(C)N1CCO STEYNUVPFMIUOY-UHFFFAOYSA-N 0.000 description 1
- RAZWNFJQEZAVOT-UHFFFAOYSA-N 8-acetyl-3-dodecyl-7,7,9,9-tetramethyl-1,3,8-triazaspiro[4.5]decane-2,4-dione Chemical compound O=C1N(CCCCCCCCCCCC)C(=O)NC11CC(C)(C)N(C(C)=O)C(C)(C)C1 RAZWNFJQEZAVOT-UHFFFAOYSA-N 0.000 description 1
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910018134 Al-Mg Inorganic materials 0.000 description 1
- 229910018467 Al—Mg Inorganic materials 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910000881 Cu alloy Inorganic materials 0.000 description 1
- MUXOBHXGJLMRAB-UHFFFAOYSA-N Dimethyl succinate Chemical compound COC(=O)CCC(=O)OC MUXOBHXGJLMRAB-UHFFFAOYSA-N 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 229910001335 Galvanized steel Inorganic materials 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- 229920001807 Urea-formaldehyde Polymers 0.000 description 1
- 230000004913 activation Effects 0.000 description 1
- 125000000217 alkyl group Chemical group 0.000 description 1
- FLPKSBDJMLUTEX-UHFFFAOYSA-N bis(1,2,2,6,6-pentamethylpiperidin-4-yl) 2-butyl-2-[(3,5-ditert-butyl-4-hydroxyphenyl)methyl]propanedioate Chemical compound C1C(C)(C)N(C)C(C)(C)CC1OC(=O)C(C(=O)OC1CC(C)(C)N(C)C(C)(C)C1)(CCCC)CC1=CC(C(C)(C)C)=C(O)C(C(C)(C)C)=C1 FLPKSBDJMLUTEX-UHFFFAOYSA-N 0.000 description 1
- GOJOVSYIGHASEI-UHFFFAOYSA-N bis(2,2,6,6-tetramethylpiperidin-4-yl) butanedioate Chemical compound C1C(C)(C)NC(C)(C)CC1OC(=O)CCC(=O)OC1CC(C)(C)NC(C)(C)C1 GOJOVSYIGHASEI-UHFFFAOYSA-N 0.000 description 1
- 230000000740 bleeding effect Effects 0.000 description 1
- 239000002981 blocking agent Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 230000003750 conditioning effect Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000007334 copolymerization reaction Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- GKHRLTCUMXVTAV-UHFFFAOYSA-N dimoracin Chemical compound C1=C(O)C=C2OC(C3=CC(O)=C(C(=C3)O)C3C4C(C5=C(O)C=C(C=C5O3)C=3OC5=CC(O)=CC=C5C=3)C=C(CC4(C)C)C)=CC2=C1 GKHRLTCUMXVTAV-UHFFFAOYSA-N 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 239000008397 galvanized steel Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- RRAMGCGOFNQTLD-UHFFFAOYSA-N hexamethylene diisocyanate Chemical compound O=C=NCCCCCCN=C=O RRAMGCGOFNQTLD-UHFFFAOYSA-N 0.000 description 1
- 229910052500 inorganic mineral Inorganic materials 0.000 description 1
- 239000001023 inorganic pigment Substances 0.000 description 1
- 150000002500 ions Chemical group 0.000 description 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 1
- RYZCLUQMCYZBJQ-UHFFFAOYSA-H lead(2+);dicarbonate;dihydroxide Chemical compound [OH-].[OH-].[Pb+2].[Pb+2].[Pb+2].[O-]C([O-])=O.[O-]C([O-])=O RYZCLUQMCYZBJQ-UHFFFAOYSA-H 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000006224 matting agent Substances 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 239000011707 mineral Substances 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 239000012860 organic pigment Substances 0.000 description 1
- 150000002978 peroxides Chemical class 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- IEQIEDJGQAUEQZ-UHFFFAOYSA-N phthalocyanine Chemical compound N1C(N=C2C3=CC=CC=C3C(N=C3C4=CC=CC=C4C(=N4)N3)=N2)=C(C=CC=C2)C2=C1N=C1C2=CC=CC=C2C4=N1 IEQIEDJGQAUEQZ-UHFFFAOYSA-N 0.000 description 1
- 239000003505 polymerization initiator Substances 0.000 description 1
- 230000001376 precipitating effect Effects 0.000 description 1
- 229940116351 sebacate Drugs 0.000 description 1
- CXMXRPHRNRROMY-UHFFFAOYSA-L sebacate(2-) Chemical compound [O-]C(=O)CCCCCCCCC([O-])=O CXMXRPHRNRROMY-UHFFFAOYSA-L 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images

Landscapes
- Laminated Bodies (AREA)
- Pigments, Carbon Blacks, Or Wood Stains (AREA)
- Paints Or Removers (AREA)
Abstract
【課題】HALSが共存する系においてアルミニウムフレーク含有塗膜の耐候性を改善したメタリック塗装鋼板を提供する。
【解決手段】アルミニウムフレークをアクリル樹脂被覆したメタリック顔料をメタリック塗膜に含ませ、ヒンダートアミン系光安定剤(HALS)とアルミニウムフレークとの反応をアクリル樹脂被覆で抑えることにより、両性金属であるアルミニウムフレークの凝集・沈殿及び劣化を防止する。樹脂100質量部に対しメタリック顔料:0.5〜20質量部,HALS:0.1〜2質量部の割合で塗料樹脂に配合される。
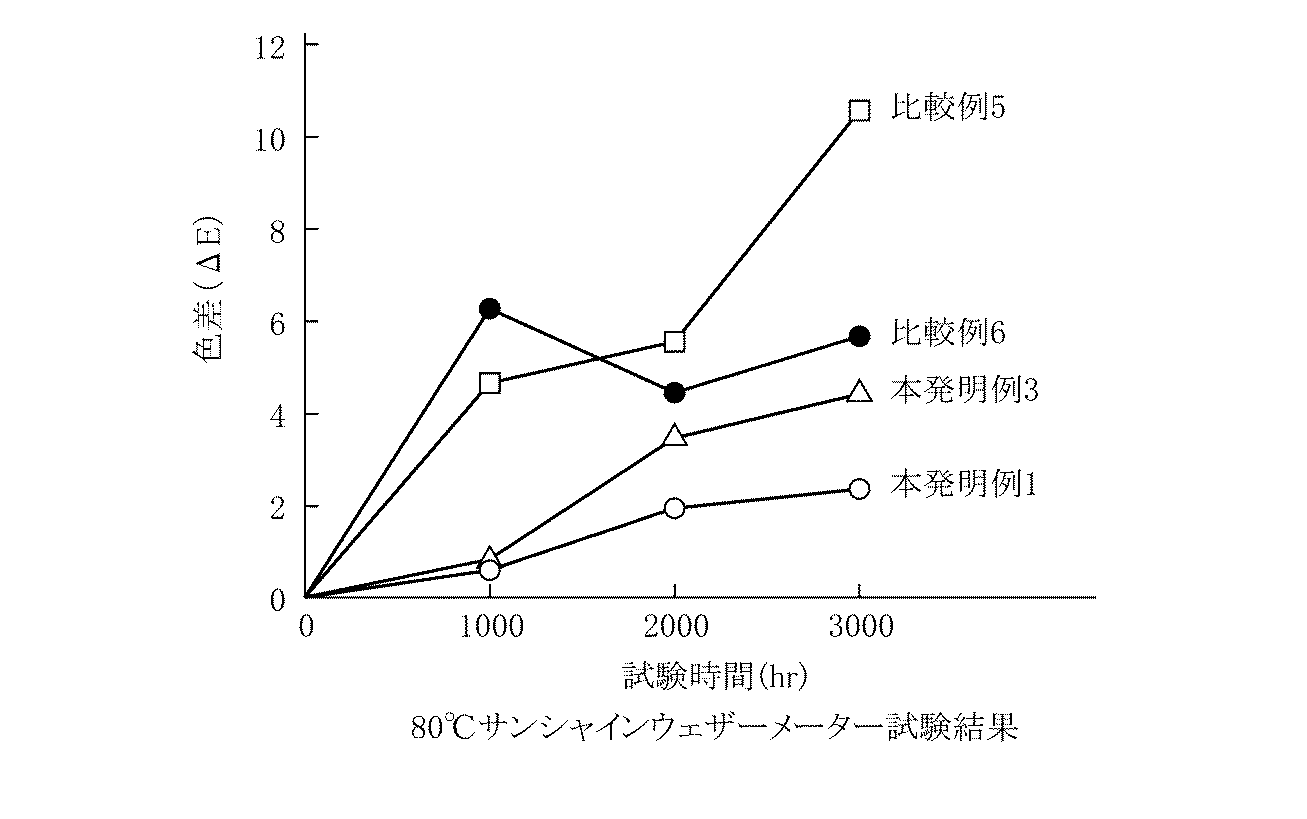
【選択図】図1
【解決手段】アルミニウムフレークをアクリル樹脂被覆したメタリック顔料をメタリック塗膜に含ませ、ヒンダートアミン系光安定剤(HALS)とアルミニウムフレークとの反応をアクリル樹脂被覆で抑えることにより、両性金属であるアルミニウムフレークの凝集・沈殿及び劣化を防止する。樹脂100質量部に対しメタリック顔料:0.5〜20質量部,HALS:0.1〜2質量部の割合で塗料樹脂に配合される。
【選択図】図1
Description
本発明は、アルミニウムフレークをメタリック顔料として含む塗膜の耐候性を改善したメタリック塗装鋼板に関する。
意匠性のある塗装鋼板の一種に、メタリック調の塗装鋼板が知られている。メタリック調塗装鋼板は、自動車分野での需要の他、建築分野でも一般住宅向けにアルミサッシ等の色調に調和しやすい外観を呈することから住宅の役物部材等として多用され始めている。
メタリック調の塗装鋼板では、一般的にアルミニウムフレークを配合した塗料から成膜することにより、キラキラ感を塗膜に付与している(特許文献1)。キラキラ感に富んだメタリック調を発現する上では、他の着色顔料の添加量を少なくした配合で、ベース塗膜を透明に近づけることが多い。たとえば、通常のソリッド色を有する塗膜では酸化チタン顔料が必ずといっていいほど添加されているが、メタリック調の塗膜では酸化チタン顔料の添加量が少なく、添加されないこともある。
特開2003-200520号公報
メタリック調の塗装鋼板では、一般的にアルミニウムフレークを配合した塗料から成膜することにより、キラキラ感を塗膜に付与している(特許文献1)。キラキラ感に富んだメタリック調を発現する上では、他の着色顔料の添加量を少なくした配合で、ベース塗膜を透明に近づけることが多い。たとえば、通常のソリッド色を有する塗膜では酸化チタン顔料が必ずといっていいほど添加されているが、メタリック調の塗膜では酸化チタン顔料の添加量が少なく、添加されないこともある。
塗装金属板は、太陽光の照射に曝される環境下で使用されることが多く、塗膜の樹脂種によっては太陽光(特に紫外光)の照射で劣化(結晶化)するものもある。特に紫外線遮蔽機能を有する酸化チタン顔料が少ないと、塗膜の劣化が早くなる傾向がある。塗膜の劣化は、下地金属板からの塗膜剥離を意味し、下地金属板の露出面を起点とする錆の発生原因にもなる。塗装金属板の耐候性は、光安定剤の添加により改善される。
光安定剤としてヒンダートアミン系(HALS:hidard amine light stabilizer)が多用されているが、HALSをアルミニウムフレーク(メタリック顔料)と複合添加した塗料では貯蔵安定性に劣る。たとえば、一ヶ月程度保管したメタリック塗料を用いてプレコート金属板を製造すると、品質基準から外れる程度の色調変化が生じ、安定した色調の塗装金属板が得られない。
光安定剤としてヒンダートアミン系(HALS:hidard amine light stabilizer)が多用されているが、HALSをアルミニウムフレーク(メタリック顔料)と複合添加した塗料では貯蔵安定性に劣る。たとえば、一ヶ月程度保管したメタリック塗料を用いてプレコート金属板を製造すると、品質基準から外れる程度の色調変化が生じ、安定した色調の塗装金属板が得られない。
色調変化は、塗料中のHALSとアルミニウムフレークとが貯蔵中に反応することに原因がある。また、ポリエステル系,アクリル系,シリコーンポリエステル系,ウレタン系等のベース樹脂とヒンダートアミン系光安定剤,アルミニウムフレークが共存する塗料系では同様な色調変化が生じる。
メタリック調の表面が要求されることが多い自動車等のポストコートラインでは、メタリック調塗膜の上にクリア塗膜を設け、該クリア塗膜にHALSを添加することにより、アルミニウムフレークとHALSとの反応を抑えて耐候性を改善している。ところが、通常のプレコートラインでは、1コート仕様でトップ塗膜を設けており、HALSを配合したトップ塗膜をメタリック塗膜とは別途に形成することはコスト面,設備面から得策でない。
メタリック調の表面が要求されることが多い自動車等のポストコートラインでは、メタリック調塗膜の上にクリア塗膜を設け、該クリア塗膜にHALSを添加することにより、アルミニウムフレークとHALSとの反応を抑えて耐候性を改善している。ところが、通常のプレコートラインでは、1コート仕様でトップ塗膜を設けており、HALSを配合したトップ塗膜をメタリック塗膜とは別途に形成することはコスト面,設備面から得策でない。
本発明は、HALS,アルミニウムフレークが共存する塗料,塗膜において、HALSとアルミニウムフレークとの直接接触を避けることにより、塗料を長期間保存しても或いは太陽光に長期間曝される環境下でもHALSとアルミニウムフレークとの反応が抑えられ、耐候性,色安定性に優れたメタリック調の塗膜を有するプレコート金属板を提供することを目的とする。
本発明のメタリック塗装鋼板は、ポリエステル系,アクリル系,シリコーンポリエステル系及び/又はウレタン系樹脂をベースとし、アルミニウムフレークをアクリル樹脂被覆したメタリック顔料及びHALSを含む塗膜が鋼板表面に直接又は下塗り塗膜を介して設けられていることを特徴とする。
メタリック顔料,HALSの含有量は、塗料樹脂100質量部に対する割合でそれぞれ0.5〜20質量部,0.1〜2質量部の範囲が好ましい。
メタリック顔料,HALSの含有量は、塗料樹脂100質量部に対する割合でそれぞれ0.5〜20質量部,0.1〜2質量部の範囲が好ましい。
メタリック塗料の色調変化を種々調査・検討した結果、顔料の吸着水等として塗料に持ち込まれる水分でHALSが塩基性になり、両性金属であるアルミニウムのフレーク表面で反応が起こり、フレーク表面を劣化させることが色調変化の原因であることを解明した。すなわち、水分を含む塗料中でHALSは、次式の反応に従って四級イオンを形成し塩基性を呈する。
N-(R)3+H2O→H-N(R)3 ++OH- (R:アルキル基,2,2,6,6-テトラメチルピペリジン)
N-(R)3+H2O→H-N(R)3 ++OH- (R:アルキル基,2,2,6,6-テトラメチルピペリジン)
両性金属のアルミニウムフレークが塩基性雰囲気に曝されると、フレーク表面が活性化して相互に凝集し、粗大な凝集粒となって塗料中に分散する。アルミニウムフレークの凝集は、メタリック調発現に必要なアルミニウムフレークの配向状態を壊し、結果としてメタリック塗膜の色調変化を引き起こす。また、太陽光に長時間曝される環境下では、塗膜の劣化に伴い塗膜に侵入してきた水分とHALSとの作用によりアルミニウムフレークの表面が劣化し、アルミニウムフレーク特有の銀白色が失われ、色調変化を起こす。
本発明は、塩基性化したHALSと両性のアルミニウムフレークとの反応がメタリック塗膜の色調を変化させる原因であるとの前提で、アルミニウムフレークをアクリル樹脂被覆することによりHALSとの反応を抑制している。アクリル樹脂被覆によりアルミニウムフレークの活性化・凝集及び劣化がなくなるので、長期間にわたって色調変化を起こさず、一定した色調のメタリック塗膜が得られる。
本発明は、塩基性化したHALSと両性のアルミニウムフレークとの反応がメタリック塗膜の色調を変化させる原因であるとの前提で、アルミニウムフレークをアクリル樹脂被覆することによりHALSとの反応を抑制している。アクリル樹脂被覆によりアルミニウムフレークの活性化・凝集及び劣化がなくなるので、長期間にわたって色調変化を起こさず、一定した色調のメタリック塗膜が得られる。
塗装原板には、冷延鋼板,溶融亜鉛めっき鋼板,電気亜鉛めっき鋼板,溶融5%Al-Zn合金めっき鋼板,溶融55%Al-Zn合金めっき鋼板,溶融Zn-Al-Mg合金めっき鋼板,溶融アルミニウムめっき鋼板,ステンレス鋼板,アルミニウム板,アルミニウム合金板,銅板,銅合金板等、多様な金属板を使用できる。塗料の塗布に先立って塗膜密着性,耐食性を改善するため脱脂,表面調整,クロメート処理,クロムフリー処理,リン酸塩処理等の塗装前処理を塗装原板に施すことが好ましい。
塗装原板に下塗り塗膜,上塗り塗膜を設けることにより塗装金属板が得られるが、場合によっては下塗り塗膜を省略しても良い。
下塗り用の塗料は、塗料種に特段の制約が加わるものではないが、具体的にはエポキシ系,ポリエステル系,アクリル系,ウレタン系等の樹脂塗料が使用され、必要に応じて防錆顔料,体質顔料等が配合される。下塗り塗膜は、耐食性,塗膜密着性を確保するため3μm以上の膜厚が好ましいが、厚すぎると加工性が低下するので5μm前後の膜厚に調節する。
下塗り用の塗料は、塗料種に特段の制約が加わるものではないが、具体的にはエポキシ系,ポリエステル系,アクリル系,ウレタン系等の樹脂塗料が使用され、必要に応じて防錆顔料,体質顔料等が配合される。下塗り塗膜は、耐食性,塗膜密着性を確保するため3μm以上の膜厚が好ましいが、厚すぎると加工性が低下するので5μm前後の膜厚に調節する。
上塗り用の塗料には、ポリエステル系,アクリル系,シリコーンポリエステル系,ウレタン系から選ばれた一種又は二種以上を主成分とする溶剤系塗料が使用される。
上塗り塗料に添加されるメタリック顔料は、好ましくはプレコート金属板(PCM)用のノンリーフィングタイプで平均粒径:10〜20μm,アスペクト比(長径/厚みの比):50〜100のアルミニウムフレークをアクリル樹脂被覆することにより用意される。アルミニウムフレークをアクリル樹脂被覆したメタリック顔料は、塗料樹脂100質量部に対し0.5〜20質量部の割合で配合される。
上塗り塗料に添加されるメタリック顔料は、好ましくはプレコート金属板(PCM)用のノンリーフィングタイプで平均粒径:10〜20μm,アスペクト比(長径/厚みの比):50〜100のアルミニウムフレークをアクリル樹脂被覆することにより用意される。アルミニウムフレークをアクリル樹脂被覆したメタリック顔料は、塗料樹脂100質量部に対し0.5〜20質量部の割合で配合される。
アクリル樹脂被覆は、アルミニウムフレークとヒンダートアミン系光安定剤との直接接触を防止し、塩基性化したヒンダートアミン系光安定剤の影響をアルミニウムフレークが受けないようにしている。(メタ)アクリル酸等のモノマーを用いた共重合法により0.01〜0.1μmの膜厚でアクリル樹脂被覆が形成されるが、製法に応じ均一皮膜になるタイプ,不均一皮膜になるタイプがある。たとえば、ミネラルスピリット等の溶媒にアルミニウムフレークを分散し、(メタ)アクリル酸エステル等のモノマーとアゾ化合物や過酸化物等の重合開始剤を添加し、加熱攪拌によってモノマーを重合させてフレーク表面に析出させることにより、アルミニウムフレークがアクリル樹脂で被覆される。
上塗り塗料には、耐候性向上のためHALSを添加する。
添加可能なHALSを次欄に例示するが、何れも水分含有雰囲気下で塩基性化するアミン系化合物であり、一種又は二種以上が塗料樹脂100質量部に対し0.1〜2質量部の割合で配合される。0.1質量部未満では、耐候性向上効果が十分でない。逆に2質量部を超える配合量では、塗膜表面へのブリードが起こり、増量に見合った性能の向上が見られず、製品コストの上昇を招く。なかでも、液状のビスセバケート系ヒンダートアミン(TINUVIN 292, TINUVIN 123, アデカスタブLA-62, アデカスタブLA-67)は、塗料への分散性が良く、耐候性の向上にも大きな効果を発揮する。
添加可能なHALSを次欄に例示するが、何れも水分含有雰囲気下で塩基性化するアミン系化合物であり、一種又は二種以上が塗料樹脂100質量部に対し0.1〜2質量部の割合で配合される。0.1質量部未満では、耐候性向上効果が十分でない。逆に2質量部を超える配合量では、塗膜表面へのブリードが起こり、増量に見合った性能の向上が見られず、製品コストの上昇を招く。なかでも、液状のビスセバケート系ヒンダートアミン(TINUVIN 292, TINUVIN 123, アデカスタブLA-62, アデカスタブLA-67)は、塗料への分散性が良く、耐候性の向上にも大きな効果を発揮する。
ビス(2,2,6,6-テトラメチル-4-ピペリジル)セバケート (三共株式会社製 SANOL LS770),ビス(1,2,2,6,6-ペンタメチル-4-ピペリジル)セバケート (三共株式会社製 SANOL LS765),1-{2-[3-(3,5-ジ-t-ブチル-4-ヒドロキシフェニル)プロビオニルオキシ]エチル}-4-[3-(3,5-ジ-t-ブチル-4-ヒドロキシフェニル)プロビオニルオキシ]-2,2,6,6-テトラメチルピペリジン (三共株式会社製 SANOL LS2626),4-ベンゾイルオキシ-2,2,6,6-テトラメチルピペリジン (三共株式会社製 SANOL LS744),8-アセチル-3-ドデシル-7,7,9,9-テトラメチル-1,3,8-トリアザスピロ[4,5]デカン-2,4-ジオン (三共株式会社製 SANOL LS440),2-(3,5-ジ-t-ヒドロキシベンジル)-2-n-ブチルマロン酸ビス(1,2,2,6,6-ペンタメチル-4-ピペリジル) (チバガイギー社製 TINUVIN 144),コハク酸ビス(2,2,6,6-テトラメチル-4-ピペリジル)エステル (チバガイギー社製 TINUVIN 780FF),コハク酸ジメチルと1-(2-ヒドロキシエチル)-4-ヒドロキシ-2,2,6,6-テトラメチルピペリジンの重縮合物 (チバガイギー社製 TINUVIN 622LD),ポリ{[6-(1,1,3,3-テトラメチルブチル)アミノ-1,3,5-トリアジン-2,4-ジイル][(2,2,6,6-テトラメチル‐4-ピペリジル)イミノ]ヘキサメチレン[(2,2,6,6-テトラメチル-4-ピペリジル)イミノ]} (チバガイギー社製 CHIMASSORB 944LD),N,N'-ビス(3-アミノプロピル)エチレンジアミンと2,4-ビス[N-ブチル-N-(1,2,2,6,6-ペンタメチル-4-ピペリジル)アミノ]-6-クロロ-1,3,5-トリアジンの重縮合物 (チバガイギー社製CHIMASSORB 119FL),ビス(1,2,2,6,6-ペンタメチル-4-ピペリジル)セバケート (チバガイギー社製 TINUVIN 292),ビス(1-オクタオキシ-2,2,6,6-テトラメチル-4-ピペリジル)セバケート (チバガイギー社製 TINUVIN 123),HA-70G (三共株式会社製),アデカスタブ LA-52,アデカスタブ LA-57,アデカスタブ LA-62,アデカスタブ LA-63,アデカスタブ LA-67,アデカスタブ LA-68,アデカスタブ LA-82,アデカスタブ LA-87 (旭電化工業株式会社製)
メタリック顔料の外に、酸化チタン,酸化鉄等の無機顔料やフタロシアニン,アントシアン等の有機顔料を着色顔料として配合しても良い。硫酸バリウム,タルク等の体質顔料も添加可能である。また、意匠性,耐疵付き性を付与するため、ガラスビーズ,ガラスフレーク,アクリルビーズ,PANビーズ,ナイロンビーズ等の骨材やシリカ,微粒状尿素樹脂等の艶消し剤を必要に応じて添加しても良い。
更に、HALSの塩基性化を抑える脱水剤を添加することもできる。脱水剤には、オルトギ酸トリアルキル,オルト酢酸トリアルキル,オルト硼酸トリアルキル等があり、塗料樹脂100質量部に対し1〜20質量部の割合で添加される。
更に、HALSの塩基性化を抑える脱水剤を添加することもできる。脱水剤には、オルトギ酸トリアルキル,オルト酢酸トリアルキル,オルト硼酸トリアルキル等があり、塗料樹脂100質量部に対し1〜20質量部の割合で添加される。
所定組成に調製されたメタリック塗料を塗装原板に塗布・焼成することにより、色調安定性に優れ、耐候性等の塗膜性能も良好なメタリック調プレコート金属板が製造される。メタリック塗料の塗布量は、膜厚:10〜40μmのメタリック調塗膜が形成される量に調整することが好ましい。薄すぎる膜厚では必要な耐久性が得られず、逆に厚すぎる塗膜は塗料焼付け時のワキ発生やプレコート金属板の加工性低下の原因となる。
このようにして良好な製造安定性でメタリック調の塗装鋼板が製造され、耐候性が良好なため耐久性も向上する。
このようにして良好な製造安定性でメタリック調の塗装鋼板が製造され、耐候性が良好なため耐久性も向上する。
数平均分子量:2000〜3000のポリエステル樹脂とメラミン架橋したポリエステルをベースとする塗料樹脂100質量部に対して10質量部のメタリック顔料,1質量部のHALSをウレタン樹脂に配合したメタリック塗料を用意した。メタリック顔料には、ノンルーフィングタイプで平均粒径:20μm,アスペクト比:100のアルミニウムフレークに共重合法でアクリル樹脂を均一被覆(膜厚:0.04μm)を施した顔料A,不均一被覆(膜厚:0〜0.04μm)を設けた顔料Bを使用した。HALSには、ビスセバケート種(アデカスタブLA-67)を用いた。
溶融55%Al-Zn合金めっき鋼板を塗装原板とし、脱脂,クロメート処理後にエポキシ系樹脂塗料を塗布し、最高到達板温:215℃で焼き付けることにより乾燥膜厚:5μmの下塗り塗膜を形成した。
次いで、下塗り塗膜上にメタリック調のポリエステル塗料を塗布し、最高到達板温:215℃で焼き付けることにより、乾燥膜厚:15μmの上塗り塗膜を形成した。なお、貯蔵安定性を調査するため、調製したポリエステル塗料を40℃の保温庫で所定期間保管した後の塗料を使用した。
次いで、下塗り塗膜上にメタリック調のポリエステル塗料を塗布し、最高到達板温:215℃で焼き付けることにより、乾燥膜厚:15μmの上塗り塗膜を形成した。なお、貯蔵安定性を調査するため、調製したポリエステル塗料を40℃の保温庫で所定期間保管した後の塗料を使用した。
製造された各塗装金属板の色調及び耐候性を次の試験で調査した。
色調の評価試験では、所定期間保管した後の塗料から成膜された塗膜の色調を分光光度計(色差計)で測定し、調製直後の塗料から成膜された塗膜の色調(基準色)と比較した。Lab系色差式(ハンターの色差式)で色差ΔEを求め、ΔE≦0.5を○,ΔE=0.5〜1.0を△,ΔE≧1.0を×と評価した。
耐候性試験では、1000時間のサンシャインウェザーメータ試験後に光沢度を測定し、試験前の光沢度と比較して光沢保持率を算出した。光沢保持率が80%以上を○,80〜50%を△,50%以下を×として耐候性を評価した。
色調の評価試験では、所定期間保管した後の塗料から成膜された塗膜の色調を分光光度計(色差計)で測定し、調製直後の塗料から成膜された塗膜の色調(基準色)と比較した。Lab系色差式(ハンターの色差式)で色差ΔEを求め、ΔE≦0.5を○,ΔE=0.5〜1.0を△,ΔE≧1.0を×と評価した。
耐候性試験では、1000時間のサンシャインウェザーメータ試験後に光沢度を測定し、試験前の光沢度と比較して光沢保持率を算出した。光沢保持率が80%以上を○,80〜50%を△,50%以下を×として耐候性を評価した。
表1の調査結果にみられるように、アルミニウムフレークをアクリル樹脂被覆したメタリック顔料を添加したメタリック塗料を使用することにより、三ヶ月保管した後でも塗膜の色調変動が少なく、耐候性の良好なメタリック塗膜を形成できた。
数平均分子量:5000〜6000のポリエステル樹脂にヘキサメチレンイソシアネート(硬化剤),ε-カプロラクタム(ブロック剤)を配合したウレタン塗料100質量部に対して10質量部のメタリック顔料,1質量部のHALSをウレタン樹脂に配合した塗料を用意した。メタリック顔料には、ノンルーフィングタイプで平均粒径:20μm,アスペクト比:100のアルミニウムフレークを共重合法でアクリル樹脂を均一被覆(膜厚:0.04μm)した顔料A,不均一被覆(膜厚:0〜0.04μm)した顔料Bを使用した。HALSには、ビスセバケート種(アデカスタブLA-67)を用いた。
溶融55%Al-Zn合金めっき鋼板を塗装原板とし、脱脂,クロメート処理後にエポキシ系樹脂塗料を塗布し、最高到達板温:215℃で焼き付けることにより乾燥膜厚:5μmの下塗り塗膜を形成した。
次いで、下塗り塗膜上にメタリック調のウレタン塗料を塗布し、最高到達板温:240℃で焼き付けることにより、乾燥膜厚:30μmの上塗り塗膜を形成した。なお、貯蔵安定性を調査するため、調製したウレタン塗料を40℃の保温庫で所定期間保管した後の塗料を使用した。
次いで、下塗り塗膜上にメタリック調のウレタン塗料を塗布し、最高到達板温:240℃で焼き付けることにより、乾燥膜厚:30μmの上塗り塗膜を形成した。なお、貯蔵安定性を調査するため、調製したウレタン塗料を40℃の保温庫で所定期間保管した後の塗料を使用した。
製造された各塗装金属板の色調及び耐候性を次の試験で調査した。
色調の評価試験では、所定期間保管した後の塗料から成膜された塗膜の色調を分光光度計(色差計)で測定し、調製直後の塗料から成膜された塗膜の色調(基準色)と比較した。Lab系色差式(ハンターの色差式)で色差ΔEを求め、ΔE≦0.5を○,ΔE=0.5〜1.0を△,ΔE≧1.0を×と評価した。
耐候性試験では、1000時間のサンシャインウェザーメータ試験後に光沢度を測定し、試験前の光沢度と比較して光沢保持率を算出した。光沢保持率が80%以上を○,80〜50%を△,50%以下を×として耐候性を評価した。
色調の評価試験では、所定期間保管した後の塗料から成膜された塗膜の色調を分光光度計(色差計)で測定し、調製直後の塗料から成膜された塗膜の色調(基準色)と比較した。Lab系色差式(ハンターの色差式)で色差ΔEを求め、ΔE≦0.5を○,ΔE=0.5〜1.0を△,ΔE≧1.0を×と評価した。
耐候性試験では、1000時間のサンシャインウェザーメータ試験後に光沢度を測定し、試験前の光沢度と比較して光沢保持率を算出した。光沢保持率が80%以上を○,80〜50%を△,50%以下を×として耐候性を評価した。
表2の調査結果にみられるように、アルミニウムフレークをアクリル樹脂被覆したメタリック顔料を添加したメタリック塗料を使用することにより、三ヶ月保管した後でも塗膜の色調変動が少なく、耐候性の良好なメタリック塗膜を形成できた。色差変動をサンシャインウェザーメータ試験の経過時間で整理した図1は、アクリル樹脂被覆が色差の拡大を効果的に防止していることを示している。因みに、アクリル樹脂被覆していないアルミニウムフレークをメタリック顔料に用いたメタリック塗膜(比較例5)では、サンシャインウェザーメータ試験の経過時間が長くなるに従い色差が拡大しており、HALS無添加の塗膜(比較例6)よりも大きな色差であった。
以上に説明したように、塗膜にメタリック調を付与するアルミニウムフレークをアクリル樹脂被覆したメタリック顔料をHALSと併用することにより、アルミニウムフレークとHALSとの反応が抑えられ、色調安定性が改善されたメタリック塗膜が得られる。そのため、環境負荷の大きな塩ビ鋼板に代わるプレコート金属板となり、広汎な分野で外装材,内装材,表装材等として重宝される。
Claims (2)
- ポリエステル系,アクリル系,シリコーンポリエステル系及び/又はウレタン系樹脂をベースとし、アルミニウムフレークをアクリル樹脂被覆したメタリック顔料及びヒンダートアミン系光安定剤を含む塗膜が鋼板表面に直接又は下塗り塗膜を介して設けられていることを特徴とする耐候性に優れたメタリック塗装鋼板。
- メタリック顔料,ヒンダートアミン系光安定剤の含有量が塗料樹脂100質量部に対しそれぞれ0.5〜20質量部,0.1〜2質量部である請求項1記載のメタリック塗装鋼板。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006066192A JP2007237681A (ja) | 2006-03-10 | 2006-03-10 | 耐候性に優れたメタリック塗装鋼板 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006066192A JP2007237681A (ja) | 2006-03-10 | 2006-03-10 | 耐候性に優れたメタリック塗装鋼板 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007237681A true JP2007237681A (ja) | 2007-09-20 |
Family
ID=38583660
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006066192A Withdrawn JP2007237681A (ja) | 2006-03-10 | 2006-03-10 | 耐候性に優れたメタリック塗装鋼板 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007237681A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007283718A (ja) * | 2006-04-19 | 2007-11-01 | Nippon Steel & Sumikin Coated Sheet Corp | 塗装金属板 |
| DE102007061236A1 (de) * | 2007-12-19 | 2009-07-09 | Ecka Granulate Gmbh & Co. Kg | Transportform für unedle Metallteilchen und Verwendung derselben |
| WO2013065354A1 (ja) * | 2011-10-31 | 2013-05-10 | 新日鐵住金株式会社 | メタリック調外観を有するクロメートフリープレコート金属板およびその製造に用いる水系塗料組成物 |
| JP2017087164A (ja) * | 2015-11-13 | 2017-05-25 | 大日本塗料株式会社 | 複層膜の形成方法 |
-
2006
- 2006-03-10 JP JP2006066192A patent/JP2007237681A/ja not_active Withdrawn
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007283718A (ja) * | 2006-04-19 | 2007-11-01 | Nippon Steel & Sumikin Coated Sheet Corp | 塗装金属板 |
| DE102007061236A1 (de) * | 2007-12-19 | 2009-07-09 | Ecka Granulate Gmbh & Co. Kg | Transportform für unedle Metallteilchen und Verwendung derselben |
| EP2234744A1 (de) * | 2007-12-19 | 2010-10-06 | ECKA Granulate GmbH & Co. KG | Transportform für unedle metallteilchen und verwendung derselben |
| WO2013065354A1 (ja) * | 2011-10-31 | 2013-05-10 | 新日鐵住金株式会社 | メタリック調外観を有するクロメートフリープレコート金属板およびその製造に用いる水系塗料組成物 |
| JP5383932B2 (ja) * | 2011-10-31 | 2014-01-08 | 新日鐵住金株式会社 | メタリック調外観を有するクロメートフリープレコート金属板およびその製造に用いる水系塗料組成物 |
| AU2012330587B2 (en) * | 2011-10-31 | 2014-08-28 | Nippon Fine Coatings, Inc. | Chromate-free coated metal sheet having metallic appearance and water-based coating composition used in the same |
| JP2017087164A (ja) * | 2015-11-13 | 2017-05-25 | 大日本塗料株式会社 | 複層膜の形成方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6994864B2 (ja) | フッ素系塗料、ならびに、塗膜付き基材およびこれの製造方法 | |
| EP2436516A1 (en) | Chromate-free black coated metal plate | |
| US5648117A (en) | Powder coating composition | |
| KR20040030504A (ko) | 경화성 도료 조성물 | |
| JP4585224B2 (ja) | 高耐食性亜鉛系合金めっき鋼材用塗料 | |
| JP4894548B2 (ja) | 塗料組成物 | |
| US5728790A (en) | Thermosetting powder paint, coating method using said paint, and article coated with said paint | |
| KR20010013787A (ko) | 도료용 수지조성물 | |
| CA2210128A1 (en) | Colored coating composition | |
| JP2007237681A (ja) | 耐候性に優れたメタリック塗装鋼板 | |
| JPS6146283A (ja) | 塗膜の形成方法 | |
| JP2012086505A (ja) | 塗装鋼板 | |
| JP5799770B2 (ja) | クロメートフリー塗装めっき鋼板 | |
| JP2011184624A (ja) | 塗料組成物およびこれを用いた塗膜 | |
| JP2007217548A (ja) | 耐候性,色安定性に優れたメタリック塗料及びプレコート金属板 | |
| JP5927857B2 (ja) | クロメートフリー着色塗装金属板 | |
| JP2002097408A (ja) | 耐候性に優れた塗膜と塗装金属板 | |
| JP5575295B1 (ja) | 水系下塗塗料組成物 | |
| JP2001335738A (ja) | 塗装金属板とそのための塗料組成物 | |
| JP7649208B2 (ja) | 塗装金属板 | |
| JP6123868B2 (ja) | クロメートフリー着色塗装金属板の製造方法 | |
| JP2004256582A (ja) | プレコート金属板用水系塗料、プレコート塗装金属板およびその製造方法 | |
| JPH06218325A (ja) | 塗装鋼板の製造方法 | |
| JPH11293180A (ja) | 耐候性及び耐汚染性に優れたプレコート塗装鋼板用塗料とプレコート塗装鋼板及びその製造方法とその用途 | |
| JP2003326639A (ja) | 耐候性に優れたトップクリア型プレコート塗装鋼板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20090512 |