JP2007237708A - タイヤ用モールドの製造方法 - Google Patents
タイヤ用モールドの製造方法 Download PDFInfo
- Publication number
- JP2007237708A JP2007237708A JP2006067093A JP2006067093A JP2007237708A JP 2007237708 A JP2007237708 A JP 2007237708A JP 2006067093 A JP2006067093 A JP 2006067093A JP 2006067093 A JP2006067093 A JP 2006067093A JP 2007237708 A JP2007237708 A JP 2007237708A
- Authority
- JP
- Japan
- Prior art keywords
- piece
- metal
- mold
- slit
- metal piece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0601—Vulcanising tyres; Vulcanising presses for tyres
- B29D30/0606—Vulcanising moulds not integral with vulcanising presses
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
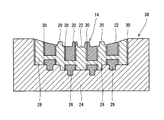
【解決手段】モールドのピース12は、キャビティ面14、2つの分割面16及び背面18を備えている。このキャビティ面14は、凸部20と凹部22とを備えている。ピース12は、ベース24、第一金属片26及び第二金属片28からなる。第一金属片26と第二金属片28との間には、スリット30が形成されている。このピース12の製作では、その表面に皮膜を備えた複数の第一金属片26が所定の間隔を隔てて配置される。この第一金属片26同士の間隙に、溶融金属が鋳込まれる。この溶融金属が凝固して第二金属片28が形成され、ブロックが得られる。皮膜が除去されることにより、スリット30が形成される。このブロックの表面が切削され、凸部20及び凹部22が形成される。
【選択図】図4
Description
(1)その表面に皮膜を備えた複数の第一金属片が、互いに間隔を隔てて配置される工程、
(2)この第一金属片同士の間に溶融金属が充填される工程、
(3)この溶融金属が凝固して第二金属片が形成される工程、
(4)この第一金属片の表面から皮膜が除去されて、第一金属片と第二金属片との間にス リットが形成される工程
及び
(5)この第一金属片及び第二金属片が切削されて、凹凸模様が形成される工程
を含む。好ましくは、皮膜は石膏からなる。
石膏と水とを1:1の比で混合し、混合液を得た。この混合液を、アルミニウム合金からなる第一金属片の表面に塗布し、乾燥させて皮膜を得た。図5に示されるように、4つの第一金属片を、アルミニウム合金からなるベースに固定した。このベース及び第一金属片を、ダイキャスト用金型に挿入した。第一金属片同士の間隙及びベースと第一金属片との間隙に、溶融したアルミニウム合金を充填した。このアルミニウム合金が凝固し、第二金属片が形成された。こうして、図6に示されるブロックが得られた。このブロックを水洗し、皮膜を除去した。除去により、スリットが形成された。さらに、このブロックの上面に、切削加工により凹凸模様を形成し、ピースを得た。スリットの幅は、0.112mmであった。
石膏と水との混合比が3:7である混合液を用いた他は実施例1と同様にして、ピースを得た。スリットの幅は、0.057mmであった。
石膏と水との混合比が2:1である混合液を用いた他は実施例1と同様にして、ピースを得た。スリットの幅は、0.252mmであった。
4、40・・・トレッドセグメント
6・・・サイドプレート
8・・・ビードリング
10・・・ホルダー
12、64・・・ピース
14、42、68・・・キャビティ面
16、52・・・分割面
20、48、70・・・凸部
22、50、72・・・凹部
24、52、74・・・ベース
26、54、76・・・第一金属片
28、56、78・・・第二金属片
30、58、80・・・スリット
36・・・皮膜
38・・・ブロック
62・・・下型
66・・・シェル
G・・・グリーンタイヤ
Claims (2)
- その表面に皮膜を備えた複数の第一金属片が、互いに間隔を隔てて配置される工程と、
この第一金属片同士の間に溶融金属が充填される工程と、
この溶融金属が凝固して第二金属片が形成される工程と、
この第一金属片の表面から皮膜が除去されて、第一金属片と第二金属片との間にスリットが形成される工程と、
この第一金属片及び第二金属片が切削されて、凹凸模様が形成される工程と
を含むタイヤ用モールドの製造方法。 - 上記皮膜が石膏からなる請求項1に記載の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006067093A JP4847167B2 (ja) | 2006-03-13 | 2006-03-13 | タイヤ用モールドの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006067093A JP4847167B2 (ja) | 2006-03-13 | 2006-03-13 | タイヤ用モールドの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007237708A true JP2007237708A (ja) | 2007-09-20 |
| JP4847167B2 JP4847167B2 (ja) | 2011-12-28 |
Family
ID=38583685
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006067093A Expired - Fee Related JP4847167B2 (ja) | 2006-03-13 | 2006-03-13 | タイヤ用モールドの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4847167B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009148992A (ja) * | 2007-12-21 | 2009-07-09 | Sumitomo Rubber Ind Ltd | タイヤ用モールドの製造方法 |
| EP2113357A1 (en) | 2008-05-02 | 2009-11-04 | Sumitomo Rubber Industries, Ltd. | Mold for tire |
| JP2011136445A (ja) * | 2009-12-28 | 2011-07-14 | Sumitomo Rubber Ind Ltd | タイヤ用モールド |
| CN114147886A (zh) * | 2021-11-18 | 2022-03-08 | 三维控股集团股份有限公司 | 一种平板硫化机垫铁检测结构 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62142450A (ja) * | 1985-12-17 | 1987-06-25 | Nec Corp | 電話装置 |
| JPH0214109A (ja) * | 1988-07-01 | 1990-01-18 | Bridgestone Corp | タイヤ加硫用モールドのリブ部に通気孔を形成する方法 |
| JPH06206226A (ja) * | 1992-10-07 | 1994-07-26 | Michelin & Cie | タイヤ成形金型とタイヤ成形方法 |
| JP2001150441A (ja) * | 1999-11-24 | 2001-06-05 | Yokohama Rubber Co Ltd:The | タイヤ加硫成形用金型及びその金型の製造方法 |
| JP2002361632A (ja) * | 2001-06-12 | 2002-12-18 | Bridgestone Corp | タイヤ加硫成形用金型 |
| JP2003236642A (ja) * | 2002-02-15 | 2003-08-26 | Yokohama Rubber Co Ltd:The | タイヤ加硫用金型の製造方法に用いる石膏型の製造方法 |
| JP2004136642A (ja) * | 2002-08-20 | 2004-05-13 | Ngk Insulators Ltd | タイヤ成形用金型の製造方法 |
-
2006
- 2006-03-13 JP JP2006067093A patent/JP4847167B2/ja not_active Expired - Fee Related
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62142450A (ja) * | 1985-12-17 | 1987-06-25 | Nec Corp | 電話装置 |
| JPH0214109A (ja) * | 1988-07-01 | 1990-01-18 | Bridgestone Corp | タイヤ加硫用モールドのリブ部に通気孔を形成する方法 |
| JPH06206226A (ja) * | 1992-10-07 | 1994-07-26 | Michelin & Cie | タイヤ成形金型とタイヤ成形方法 |
| JP2001150441A (ja) * | 1999-11-24 | 2001-06-05 | Yokohama Rubber Co Ltd:The | タイヤ加硫成形用金型及びその金型の製造方法 |
| JP2002361632A (ja) * | 2001-06-12 | 2002-12-18 | Bridgestone Corp | タイヤ加硫成形用金型 |
| JP2003236642A (ja) * | 2002-02-15 | 2003-08-26 | Yokohama Rubber Co Ltd:The | タイヤ加硫用金型の製造方法に用いる石膏型の製造方法 |
| JP2004136642A (ja) * | 2002-08-20 | 2004-05-13 | Ngk Insulators Ltd | タイヤ成形用金型の製造方法 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009148992A (ja) * | 2007-12-21 | 2009-07-09 | Sumitomo Rubber Ind Ltd | タイヤ用モールドの製造方法 |
| EP2113357A1 (en) | 2008-05-02 | 2009-11-04 | Sumitomo Rubber Industries, Ltd. | Mold for tire |
| JP2009269245A (ja) * | 2008-05-02 | 2009-11-19 | Sumitomo Rubber Ind Ltd | タイヤ用モールド |
| JP2011136445A (ja) * | 2009-12-28 | 2011-07-14 | Sumitomo Rubber Ind Ltd | タイヤ用モールド |
| CN114147886A (zh) * | 2021-11-18 | 2022-03-08 | 三维控股集团股份有限公司 | 一种平板硫化机垫铁检测结构 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4847167B2 (ja) | 2011-12-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4676509B2 (ja) | タイヤ用モールド | |
| US7402031B2 (en) | Piece for tire mold, method of producing the piece, piece-type tire mold and method of producing the piece-type tire mold | |
| JP5265148B2 (ja) | タイヤ用モールドの製造方法 | |
| JP2011046072A (ja) | タイヤ加硫用モールドの製造方法およびタイヤ加硫用モールド | |
| JP2005193577A (ja) | タイヤ成型用金型 | |
| JP4942961B2 (ja) | タイヤ用モールド及びタイヤ製造方法 | |
| CA2010804C (en) | Split dies for casting small segments of tire mold | |
| JP3733271B2 (ja) | タイヤ加硫成形用金型及びその製造方法並びに該金型を用いて成形された空気入りタイヤ及びその製造方法 | |
| JP4690382B2 (ja) | タイヤ用モールドの製造方法 | |
| JP4847167B2 (ja) | タイヤ用モールドの製造方法 | |
| JP2001179751A (ja) | タイヤ加硫成形用金型の製造方法 | |
| JP2007144997A (ja) | タイヤ用モールドの製造方法 | |
| JP2010143086A (ja) | タイヤ用モールド | |
| JP5488138B2 (ja) | タイヤ加硫用モールドの製造方法 | |
| JP2008087428A (ja) | タイヤ用モールドの製造方法 | |
| CN113226720B (zh) | 用于制造轮胎模具的模具元件的方法 | |
| JP4926656B2 (ja) | タイヤ用モールド | |
| JP2023509553A (ja) | 加硫型の型セグメント、型セグメント、及び加硫型の製造方法 | |
| JP2005169660A (ja) | タイヤ加硫用金型の製造方法 | |
| JP7294955B2 (ja) | タイヤ加硫金型の製造方法、及びタイヤ加硫金型 | |
| JP7768758B2 (ja) | タイヤ製造用金型 | |
| JP2026069310A (ja) | タイヤ加硫金型の製造方法およびタイヤ加硫金型 | |
| JP2004136642A (ja) | タイヤ成形用金型の製造方法 | |
| JP2007098907A (ja) | タイヤ用モールド及びタイヤ製造方法 | |
| JPS60141351A (ja) | タイヤ用加硫モ−ルドの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090206 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110613 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110705 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110902 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111011 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111013 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141021 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |