JP2007245697A - 自動車用ウェザーストリップの成形方法 - Google Patents
自動車用ウェザーストリップの成形方法 Download PDFInfo
- Publication number
- JP2007245697A JP2007245697A JP2006112698A JP2006112698A JP2007245697A JP 2007245697 A JP2007245697 A JP 2007245697A JP 2006112698 A JP2006112698 A JP 2006112698A JP 2006112698 A JP2006112698 A JP 2006112698A JP 2007245697 A JP2007245697 A JP 2007245697A
- Authority
- JP
- Japan
- Prior art keywords
- weather strip
- hollow seal
- seal portion
- molding machine
- extrusion molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Seal Device For Vehicle (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
Abstract
【構成】 ウェザーストリップは、車体に取付ける装着部と、開閉パネルに圧接される中空状シール部とより成形され、第1押出し成形機にウェザーストリップを成形する熱可塑性エラストマーを注入し、第2押出し成形機に硬質合成樹脂を注入した状態で2台を同時に作動させた後に、1台の金型ダイスの内部で、該中空状シール部の内周面に単数又は複数の0.05mm以下の薄膜層を長手方向に熱融着することを特徴としている。
Description
そして、該開閉パネルとの防水性や遮音性を高めるため、該中空状シール部の熱可塑性エラストマーは軟質性で復元性があり、硬さHDA50(JIS K7215)以下の合成樹脂を使用している。
しかし熱可塑性エラストマーの硬さを軟質にするための成分としてゴム分や油分の混合量が増加され、押出し成形後の中空状シール部の内面側に軟質のため表面にベトツキ等の現象が発生し、自動車の車体開口部に該ウェザーストリップを装着して開閉パネルの開閉操作によって圧縮された中空状シール部が開放されたとき、該中空状シール部の内面側の表面のベトツキ状による弱密着によって、該中空状シール部が圧縮された状態から元の状態に復元するのに時間がかかり、異音が発生する問題点が発生している。
また、該中空状シール部の内周面に所定間隔を設けて長手方向に複数個以上の該薄膜層を熱融着し、その後、冷却成形することによって、圧縮に対する強靭化と復元力を強力に達成するものである。
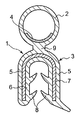
該ウェザーストリップ(1)は、第1押出し成形機(15)によって長手方向に成形され、端部に円形状の中空状シール部(2)と装着部(3)を連結一体に形成され、更に、径部(9)を介して、中空状シール部(2)と装着部(3)を連結することもある。該中空状シール部(2)には、内部の長手方向の一部に硬質合成樹脂よりなる薄膜層(4)を熱融着してある該装着部(3)には、内部に断面U字状の芯材(7)を埋設してある。該芯材(7)には、外側に外周被覆体(5)を内側には内周被覆体(6)を一体に被着してある。また、該内周被覆体(6)には、相対する複数の保持片(8)(8)を対設してある。該保持片(8)は、適宜の数量を装設することもある。更に、中空状シール部(2)の形状は、楕円形や多角形を使用することもある。
図2に示すものは、従来の例を示し、車体パネル(11)にウェザーストリップ(1)を装着した状態を示すもので、該車体パネル(11)のフランジ(12)に該装着部(3)の保持片(8)(8)を押圧状態で装着したもので、この従来例の中空状シール部(2)は、内周面が開閉パネル(10)によって押圧圧縮され密着状態となり、特に気温の高い夏期等では、ベトツキ等が生じ、復元に時間が掛かるものである。
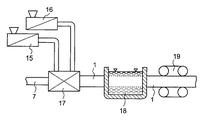
次に図4に示す実施例は、請求項2に記載した中空状シール部(2)の内周面に第2押出し成形機(16)よりの硬質合成樹脂を以って、所定の間隔を設けて複数個以上の0.05mm以下の薄膜層(4)を熱融着によって積層したものである。
また、図5に示すものは、装着部(3)の内部に全体又は一部を埋設する断面U字状に形成した硬質合成樹脂又は金属板からなる芯材(7)を示し、該芯材(7)には、相対応する側辺に各々所定間隔を設けた屈曲に便利な切除部(13)(13)が打ち抜き形成されている。
図7に示す実施例は、中空状シール部(2)が多角形の形状を示している。
また、薄膜層(4)の硬質合成樹脂としては、HDA90(JIS K7215)以上のポリエチレン、ポリプロピレン等のオレフィン系樹脂、またはスチレン系樹脂が使用される。
更に、上記硬質合成樹脂は、溶融粘度の異なる2種類以上の混合オレフィン系樹脂または、溶融温度の異なる2種類以上の混合オレフィン系樹脂によって、該混合オレフィン系樹脂の溶融度合いによって表面に粗面部を形成することもある。
2 中空状シール部
3 装着部
4 薄膜層
5 外周被覆体
6 内周被覆体
7 芯材
8 保持片
9 径部
10 開閉パネル
11 車体パネル
12 フランジ
13 切除部
15 第1押出し成形機
16 第2押出し成形機
17 金型ダイス
18 冷却槽
19 引取機
Claims (2)
- 自動車のドアー、トランク及びウインド等の車体開口部に装着する芯材を有するウェザーストリップの成形方法において、該ウェザーストリップは、長手方向に中空状シール部と車体パネルに取着する装着部とより成形され、第1押出し成形機には、ウェザーストリップを成形する熱可塑性エラストマー又はその発泡体を注入し、第2押出し成形機には、硬質合成樹脂を注入し、その後、該第1押出し成形機と該第2押出し成形機とを同時に作動させた後、1台の金型ダイスの内部で該中空状シール部の内周面に第2押出し成形機の該硬質合成樹脂よりなる0.05mm以下の薄膜層を長手方向の一部または内周面全体に熱融着した後、冷却槽を経て送り出される事を特徴とする自動車用ウェザーストリップの成形方法。
- 請求項1における該薄膜層は、該中空状シール部の内周面に所定間隔を設けて長手方向に複数個以上の該薄膜層を熱融着する事を特徴とする請求項1の自動車用ウェザーストリップの成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006112698A JP4817059B2 (ja) | 2006-03-17 | 2006-03-17 | 自動車用ウェザーストリップの成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006112698A JP4817059B2 (ja) | 2006-03-17 | 2006-03-17 | 自動車用ウェザーストリップの成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007245697A true JP2007245697A (ja) | 2007-09-27 |
| JP4817059B2 JP4817059B2 (ja) | 2011-11-16 |
Family
ID=38590458
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006112698A Expired - Fee Related JP4817059B2 (ja) | 2006-03-17 | 2006-03-17 | 自動車用ウェザーストリップの成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4817059B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023170307A (ja) * | 2022-05-19 | 2023-12-01 | 鬼怒川ゴム工業株式会社 | ドアウエザーストリップ |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6262557U (ja) * | 1985-10-09 | 1987-04-18 | ||
| JPH0281716A (ja) * | 1988-09-19 | 1990-03-22 | Kinugawa Rubber Ind Co Ltd | サッシュレスドア型車のウエザーストリップ |
| JPH06218789A (ja) * | 1993-01-28 | 1994-08-09 | Tokiwa Chem Kogyo Kk | 自動車用ウエザストリツプの成形法 |
| JPH0661546U (ja) * | 1993-02-09 | 1994-08-30 | トキワケミカル工業株式会社 | 自動車用ウエザストリツプ |
| JPH09193721A (ja) * | 1996-01-18 | 1997-07-29 | Inoac Corp | 異音防止型ウエザーストリップ用ゴム成形品並びにその製造方法及び製造装置 |
| JPH1024477A (ja) * | 1996-07-11 | 1998-01-27 | Kinugawa Rubber Ind Co Ltd | ウエザストリップおよびその製造方法 |
| JP2001030329A (ja) * | 1999-07-22 | 2001-02-06 | Tokiwa Chemical Kogyo Kk | 自動車用ウエザーストリップの成形方法 |
| JP2001130265A (ja) * | 1999-10-29 | 2001-05-15 | Nishikawa Rubber Co Ltd | 自動車用グラスラン |
| JP2005271677A (ja) * | 2004-03-24 | 2005-10-06 | Toyoda Gosei Co Ltd | ガラスラン |
| JP2005329728A (ja) * | 2004-05-18 | 2005-12-02 | Toyoda Gosei Co Ltd | 自動車用ガラスラン |
-
2006
- 2006-03-17 JP JP2006112698A patent/JP4817059B2/ja not_active Expired - Fee Related
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6262557U (ja) * | 1985-10-09 | 1987-04-18 | ||
| JPH0281716A (ja) * | 1988-09-19 | 1990-03-22 | Kinugawa Rubber Ind Co Ltd | サッシュレスドア型車のウエザーストリップ |
| JPH06218789A (ja) * | 1993-01-28 | 1994-08-09 | Tokiwa Chem Kogyo Kk | 自動車用ウエザストリツプの成形法 |
| JPH0661546U (ja) * | 1993-02-09 | 1994-08-30 | トキワケミカル工業株式会社 | 自動車用ウエザストリツプ |
| JPH09193721A (ja) * | 1996-01-18 | 1997-07-29 | Inoac Corp | 異音防止型ウエザーストリップ用ゴム成形品並びにその製造方法及び製造装置 |
| JPH1024477A (ja) * | 1996-07-11 | 1998-01-27 | Kinugawa Rubber Ind Co Ltd | ウエザストリップおよびその製造方法 |
| JP2001030329A (ja) * | 1999-07-22 | 2001-02-06 | Tokiwa Chemical Kogyo Kk | 自動車用ウエザーストリップの成形方法 |
| JP2001130265A (ja) * | 1999-10-29 | 2001-05-15 | Nishikawa Rubber Co Ltd | 自動車用グラスラン |
| JP2005271677A (ja) * | 2004-03-24 | 2005-10-06 | Toyoda Gosei Co Ltd | ガラスラン |
| JP2005329728A (ja) * | 2004-05-18 | 2005-12-02 | Toyoda Gosei Co Ltd | 自動車用ガラスラン |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023170307A (ja) * | 2022-05-19 | 2023-12-01 | 鬼怒川ゴム工業株式会社 | ドアウエザーストリップ |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4817059B2 (ja) | 2011-11-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4886955B2 (ja) | 車両のウインドウガラスを隣接する要素と接合すること | |
| CN101203403B (zh) | 运载工具部件以及制造运载工具部件的方法 | |
| US20080295414A1 (en) | Automotive weather strip | |
| JP4257671B2 (ja) | 芯材を有する押出し成形品 | |
| JPH07503425A (ja) | 熱可塑性プラスチック材料とエラストマー材料の共同加硫方法および装置 | |
| JP4797125B2 (ja) | 芯材を有する押出し成形品 | |
| JP4817059B2 (ja) | 自動車用ウェザーストリップの成形方法 | |
| JP5397285B2 (ja) | ウエザストリップの製造方法 | |
| JP2002059493A (ja) | 自動車用ウエザーストリップとその製造方法 | |
| JP2010030571A (ja) | 芯材を有する自動車用の押出し成形品 | |
| JP2001130264A (ja) | 自動車用オープニングウエザストリップ | |
| JP3832202B2 (ja) | ウエザストリップ及びその製造方法 | |
| JP2003104134A (ja) | 車両用モールディング部材 | |
| JP4300477B2 (ja) | 自動車用ウエザストリップ | |
| JP2007296669A (ja) | 自動車用シール部材の製造方法 | |
| JP2006205846A (ja) | 自動車用ウエザストリップ | |
| JP3800045B2 (ja) | ウエザーストリップ及びその製造方法 | |
| JP2004231163A (ja) | 自動車用押出し成形品 | |
| JP4019278B2 (ja) | 合成樹脂芯材を有する自動車用モールディング又はその製造方法 | |
| JP4697590B2 (ja) | 合成樹脂芯材の押出し成形品の成型方法 | |
| JP4660838B2 (ja) | トリム等の押出し成形品の成形方法 | |
| JP2010274764A (ja) | トリム、ウエザストリップ及びそれらの製造方法 | |
| JP5238572B2 (ja) | 長尺な押出成形品とその製造方法 | |
| KR20040104951A (ko) | 표피재 일체형 패널 및 그 제조방법 | |
| JP2006181853A (ja) | 樹脂成形品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080207 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100521 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100601 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100712 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110201 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110311 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110531 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110630 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110816 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110818 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140909 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4817059 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |