JP2007246776A - 成形用無架橋ポリエチレン系樹脂発泡シート - Google Patents
成形用無架橋ポリエチレン系樹脂発泡シート Download PDFInfo
- Publication number
- JP2007246776A JP2007246776A JP2006073933A JP2006073933A JP2007246776A JP 2007246776 A JP2007246776 A JP 2007246776A JP 2006073933 A JP2006073933 A JP 2006073933A JP 2006073933 A JP2006073933 A JP 2006073933A JP 2007246776 A JP2007246776 A JP 2007246776A
- Authority
- JP
- Japan
- Prior art keywords
- polyethylene resin
- foam sheet
- resin foam
- crosslinked polyethylene
- foam
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Landscapes
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Molding Of Porous Articles (AREA)
Abstract
【課題】 十分な熱成形性や成形品の強度を保持しつつ、柔軟性や緩衝性に優れ外観が美麗であって、特にイチゴなどの柔らかい青果用の容器の用途に好適に用いられる成形用無架橋ポリエチレン系樹脂発泡シートを提供する。
【解決手段】 メルトインデックスが0.5g/10min以上2.0g/10min以下、かつ、結晶化温度が98℃以下であるポリエチレン系樹脂によって形成され、
無架橋ポリエチレン系樹脂発泡シートの密度は0.04g/cm3以上0.08g/cm3以下、厚みは1.5mm以上5.0mm以下である。
【選択図】 なし
【解決手段】 メルトインデックスが0.5g/10min以上2.0g/10min以下、かつ、結晶化温度が98℃以下であるポリエチレン系樹脂によって形成され、
無架橋ポリエチレン系樹脂発泡シートの密度は0.04g/cm3以上0.08g/cm3以下、厚みは1.5mm以上5.0mm以下である。
【選択図】 なし
Description
本発明は、熱成形して成形品を製造するために用いる成形用無架橋ポリエチレン系樹脂発泡シートに関する。
無架橋ポリエチレン系樹脂の発泡体は、緩衝性、断熱性、切削加工性、柔軟性、復元性、耐薬品性などに優れるという特徴を有しており、これらの特徴を活かして、たとえばシート状のものであれば精密機器等の包装材や風呂場の断熱マット、ロッド状のものであれば建築物の隙間を埋める目地材、ボード状のものであればビート板、或いは切削加工して大型電気機器の緩衝パッド材などとして、幅広い用途で使われている。
しかし上記発泡体、特にシート状の発泡体を熱成形して、青果用パックや容器等の所定の形状として使用されることはほとんどなかった。これは、無架橋ポリエチレン系樹脂を原料として用いることに起因しており、仮に発泡シートの熱成形を試みようとしても成形範囲が非常に狭く、成形条件の調整が困難であったためであり、また特に成形品が深絞り形状の場合は発泡体に破れが生じ易く、良好な成形品が得られなかったためである。特に緩衝性に優れている気泡微細な低密度発泡シートにおいてはその傾向が顕著で安定した成形条件の得られる発泡シートが得られていなかった。
そこでポリエチレン系樹脂発泡体の熱成形性を改善するために、ポリエチレン系樹脂を架橋させるのが一般的である。確かに、架橋したポリエチレン系樹脂発泡体は成形範囲が広く、熱成形によって良好な成形品が得られることから、例えば果実用パックやシンクの結露防止材などに広く用いられている。
しかし、電子線架橋法やシラン架橋法に代表される架橋ポリエチレン系樹脂発泡体の製造方法は一様に製造工程が煩雑であり、発泡体、並びに成形品の製造コストが上昇するという問題がある。また、架橋した使用済み材料のマテリアルリサイクルは難しく、昨今の環境への負荷低減という問題から熱成形性の優れた無架橋ポリエチレン系樹脂発泡シートが望まれていた。
無架橋ポリエチレン系樹脂発泡体の熱成形性を改善するものとして、特許文献1及び特許文献2が開示されている。特許文献1には190℃、荷重2.16kgの条件下で測定されるメルトインデックスが2〜7g/10minであり、190℃、溶融降下速度10mm/min、引取速度4m/minの条件下で測定されるメルトテンションが3.5g以上であるポリエチレン系樹脂を基材樹脂とし、該基材樹脂を押出機中で揮発性発泡剤と共に混練して得られる発泡性溶融樹脂を低圧下に押出して、密度0.3〜0.06g/cm3、厚み0.3〜10mmの発泡体を得るポリエチレン系樹脂発泡体の製造方法が記載されている。
特許文献2には、樹脂温度130℃、溶融降下速度20mm/分の条件で、引張速度を毎分20mの割合で増加させながら測定される溶融時最高引取速度が5〜30m/分である無架橋のポリエチレン系樹脂によって形成され、密度が0.01〜0.1g/cm3、厚みが0.5〜20mm、平均気泡径が0.2〜5.0mmで、かつ独立気泡率が50〜95%である熱成形可能な無架橋ポリエチレン系樹脂発泡体が開示されている。
特開平11−156910号公報
特開2002−36338号公報
しかしながら、特許文献1の発泡体は、発泡体の密度が0.06g/cm3〜0.3g/cm3であることから、成形品の緩衝性や柔軟性が不足するほか、発泡シートの外観が悪く、美麗な成形品が得られ難くいという問題がある。特に密度0.09g/cm3以上の発泡シートは、成形性は比較的よいものの、成形品の緩衝性に乏しくイチゴのようなやわらかな青果用のトレーには適しておらず、輸送中にイチゴが傷んでしまう問題があった。
また特許文献2では、密度が0.01〜0.1g/cm3発泡倍率にして約9〜90倍である熱成形可能な無架橋ポリエチレン系樹脂発泡体が開示されているが、発泡シートの密度が小さい、発泡倍率の高い発泡体では、外観の美麗な発泡シートが得られ、発泡シートの柔軟性や緩衝性にも優れるものの、発泡シートの熱成形性や成形品の強度の点でなお不十分であった。一方で、発泡シートの密度の大きい、比較的倍率の低い発泡体では、熱成形性は良いものの得られた発泡シートの外観が悪く、美麗な成形品が得られ難く、成形品の柔軟性や緩衝性がなお不十分という問題があった。
すなわち、密度の小さい、発泡倍率の高い発泡シートの押出発泡においては、多量の発泡剤を使用するため、樹脂温度を押出機で無理なく発泡に適する温度にまで下げることができ、また、発泡剤の蒸発潜熱による冷却効果が十分にあるため、金型から押出された樹脂は外部からの冷却がなくても、気泡破れが発生することなく、連続気泡率の低い外観に優れた発泡シートとなる。
一方、発泡シートの密度を大きくするために、発泡剤の量を減らしていくと、樹脂温度を押出機で無理なく発泡に適する温度にまで下げることが難しくなり、また、発泡剤の蒸発潜熱による冷却効果が少ないため、金型から押出された樹脂は発泡時に気泡破れが発生して連続気泡率が高い発泡シートになりやすくなる。そこで、押出機で無理やり樹脂温度を下げたり、それを補うために金型の温度を下げたり、発泡体への冷却エアーの吹きつけ等外部からの冷却によってそれを改善しようとすると、発泡シート中にブツや発泡シートの表面亀裂が発生しやすくなり、外観の優れた発泡シートとなり難いという問題があった。
すなわち、密度の小さい、発泡倍率の高い発泡シートの押出発泡においては、多量の発泡剤を使用するため、樹脂温度を押出機で無理なく発泡に適する温度にまで下げることができ、また、発泡剤の蒸発潜熱による冷却効果が十分にあるため、金型から押出された樹脂は外部からの冷却がなくても、気泡破れが発生することなく、連続気泡率の低い外観に優れた発泡シートとなる。
一方、発泡シートの密度を大きくするために、発泡剤の量を減らしていくと、樹脂温度を押出機で無理なく発泡に適する温度にまで下げることが難しくなり、また、発泡剤の蒸発潜熱による冷却効果が少ないため、金型から押出された樹脂は発泡時に気泡破れが発生して連続気泡率が高い発泡シートになりやすくなる。そこで、押出機で無理やり樹脂温度を下げたり、それを補うために金型の温度を下げたり、発泡体への冷却エアーの吹きつけ等外部からの冷却によってそれを改善しようとすると、発泡シート中にブツや発泡シートの表面亀裂が発生しやすくなり、外観の優れた発泡シートとなり難いという問題があった。
このように、従来の無架橋ポリエチレン系樹脂発泡体は、緩衝性と熱成形性のバランスおよび外観の美麗性がなお不十分であった。
本発明の解決すべき課題は、十分な熱成形性や成形品の強度を保持しつつ、柔軟性や緩衝性に優れ外観が美麗であって、特にイチゴなどの柔らかい青果用の容器の用途に好適に用いられる成形用無架橋ポリエチレン系樹脂発泡シートを提供するところにある。
上記課題を解決するため鋭意検討した結果、本発明は、メルトインデックスが0.5〜2.0g/10minとして発泡性を確保し、発泡シート中のブツ(未発泡残渣)及び発泡シート表面の亀裂の解消に結晶化温度98℃以下である原料を選定することで外観美麗な、密度が0.04〜0.08g/cm3、厚み2.0〜5.0mmの熱成形性に優れた無架橋ポリエチレン系樹脂発泡シートを得るに至った。
すなわち本発明は、熱成形して成形品を製造するために用いる無架橋ポリエチレン系樹脂発泡シートにおいて、メルトインデックスが0.5g/10min以上、2.0g/10min以下で、かつ、結晶化温度が98℃以下であるポリエチレン系樹脂によって形成され、密度0.04g/cm3以上、0.08g/cm3以下、厚み1.5mm以上、5.0mm以下である無架橋ポリエチレン系樹脂発泡シートである。
すなわち本発明は、熱成形して成形品を製造するために用いる無架橋ポリエチレン系樹脂発泡シートにおいて、メルトインデックスが0.5g/10min以上、2.0g/10min以下で、かつ、結晶化温度が98℃以下であるポリエチレン系樹脂によって形成され、密度0.04g/cm3以上、0.08g/cm3以下、厚み1.5mm以上、5.0mm以下である無架橋ポリエチレン系樹脂発泡シートである。
従って、本発明は、十分な熱成形性や成形品の強度を保持しつつ、柔軟性や緩衝性に優れ外観が美麗な無架橋ポリエチレン系樹脂発泡シートを提供することができる。因って、青果用のトレーに成形した場合に、輸送中による傷みに対して特に注意を要するイチゴのような軽量で表面の柔らかい果実用のトレー等容器について、好適に使用できる。
〈ポリエチレン系樹脂〉
本発明の無架橋ポリエチレン系樹脂発泡シートの原材料に用いるポリエチレン系樹脂は、メルトインデックスが0.5g/10min以上2.0g/10min以下、かつ、結晶化温度が98℃以下であることが必要である。
本発明の無架橋ポリエチレン系樹脂発泡シートの原材料に用いるポリエチレン系樹脂は、メルトインデックスが0.5g/10min以上2.0g/10min以下、かつ、結晶化温度が98℃以下であることが必要である。
ポリエチレン系樹脂としては、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン等のエチレンの単独重合体の他、エチレンと他の単量体との共重合体でもよい。エチレンとの共重合体を形成する他の単量体としては、例えば酢酸ビニル、プロピレン、α‐オレフィン(1−ブテンなど)、スチレン、アクリル酸エステル、アクリロニトリル、塩化ビニル等が挙げられる。共重合体としては、上記他の単量体成分の割合が30重量%以下のものが好適に使用される。
またポリエチレン系樹脂には、本発明の効果を阻害しない範囲で、他の樹脂を混合しても良い。当該他の樹脂としては、例えばポリスチレン、ポリ塩化ビニル、ポリアクリロニトリル、α−オレフィン共重合ポリエチレン、アクリル酸エステル等が挙げられる。他の樹脂を混合する場合は、樹脂の総量中、30重量%以下の割合で混合するのが好ましい。
本発明で用いるポリエチレン系樹脂のメルトインデックス(以下、「MI」と省略する場合がある。)は、「JIS K7210:1999」記載のB法により測定するものとする。なお試験温度は190℃、試験荷重は21.18Nである。前記条件で測定した本発明で用いられるポリエチレン系樹脂のメルトインデックスの範囲は0.5g/10min以上2.0g/10min以下、好ましくは0.7g/10min以上、1.9g/10min以下である。0.5g/10min未満では、溶融張力が大きくなり、溶融伸びが不足するので、外観に優れた密度0.04g/cm3以上0.08g/cm3以下である発泡シートが押出形成できないおそれがある。逆にメルトインデックスが2.0g/10minを超えた場合には、発泡シートの連続気泡率が高くなってしまう。
かかる範囲のメルトインデックスを満たすポリエチレン系樹脂としては、例えばエチレンの単独重合体、エチレンと他の単量体との共重合体などの種々のポリエチレン系樹脂の中から、上記の各特性を満たすものが1種単独で、あるいは2種以上、混合して使用される。なお、本発明ではエチレンの単独重合体が好ましい。
本発明で用いるポリエチレン系樹脂の結晶化温度の測定は、「JIS K7122:1987」記載の方法により測定するものとする。詳細は後述の通りである。当該条件で測定した好ましい結晶化温度の範囲は98℃以下である。結晶化温度が98℃を超えるポリエチレン系樹脂を用いると、発泡シートの製造時に発泡シートにブツが発生したり、発泡シート表面に亀裂が発生したりし易くなる。一方、結晶化温度は92℃以上であることが好ましい。結晶化92℃未満であると、押出発泡時点で十分な溶融張力が得られず、収縮が大きくなり、良好な発泡シートが得られないからである。
前記ポリエチレン系樹脂のその他の物性については特に限定されないが、ゲルパーミェーションクロマトグラフによって求められるポリエチレン系樹脂の重量平均分子量(Mw)と数平均分子量(Mn)との比Mw/Mnは1.5〜7であるのが好ましい。上記Mw/Mnを1.5未満とするには、ポリマー分子をより均一な組成としなければならないため、ポリエチレン系樹脂を製造する際に特殊な触媒を使用したり、特殊あるいは複雑な製造プロセスを必要としたりする結果、樹脂の生産性が低下するおそれがある。
一方、Mw/Mnが7を超えた場合には、一般的に弾性的な性質が強くなり、高分子鎖の絡まりが多くなってダイスウェルが大きくなるため、発泡体製造時における幅方向のコルゲートが発生しやすくなる。そしてコルゲートの山谷の差が大きくなり、そのうち薄肉の谷の部分が弱いために集中的に引き伸ばされやすくなって、熱成形時の伸びの均一性が悪化するおそれがあり、特に各凹凸部のエッジ部分に裂けや破れが生じやすくなる。また樹脂の伸び特性も悪くなるため、破断、破泡が発生しやすいおそれもある。Mw/Mnのさらに好ましい範囲は2〜6である。
前記ポリエチレン系樹脂の密度は、0.915〜0.935g/cm3であるのが好ましい。密度が0.915g/cm3未満では、熱成形をする際の予備加熱時の寸法変化が大きくなって、クランプ部における破れや収縮を生じやすくなるおそれがある。また成形品の寸法精度が低下するおそれがある。
逆に密度が0.935g/cm3を超えた場合には、樹脂の結晶性が高いために剛性が強くなって、成形品とした場合の緩衝性や柔軟性、風合い性が低下するおそれがある。またポリマー側鎖分岐が少なくなるため溶融時の張力が小さくなり、押出発泡成形性に劣るものとなって、品質の良い発泡体を得られないおそれもある。密度のさらに好ましい範囲は0.918〜0.930g/cm3である。
ただし上記特性を満たすものと満たさないものとを混合して、あるいは特性を満たさないもの同士を混合して、上記の各特性を満たす混合樹脂を調製して使用することもできる。
(発泡剤)
前記樹脂を発泡させるための発泡剤としては、揮発性発泡剤、分解型発泡剤のいずれを使用してもよい。
前記樹脂を発泡させるための発泡剤としては、揮発性発泡剤、分解型発泡剤のいずれを使用してもよい。
揮発性発泡剤としては、例えば不活性ガス、脂肪族炭化水素、脂環族炭化水素、ハロゲン化炭化水素、エーテル、ケトン等の多岐にわたり、このうち不活性ガスとしては、例えば炭酸ガス、窒素等が挙げられる。また脂肪族炭化水素としては、例えばプロパン、ノルマルブタン、イソブタン、ペンタン等が挙げられ、脂環族炭化水素としては、例えばシクロペンタン、シクロへキサン等が挙げられる。ハロゲン化炭化水素としては、例えば塩化メチル、トリクロロモノフルオロメタン、トリクロロトリフルオロエタン等が挙げられる。さらにエーテルとしては、例えばジメチルエーテル、ジエチルエーテル等が挙げられ、ケトンとしては、例えばアセトン、メチルエチルケトン等が挙げられる。上記の中でも特にノルマルブタン、イソブタン、塩化メチルのうちの1種単独、あるいは2種以上の混合物が好ましい。
分解型発泡剤としては、アゾジカルボンアミド、ジニトロソペンタメチレンテトラミン、重炭素ナトリウム又はクエン酸のような有機酸もしくはその塩と重炭酸塩との混合物などが挙げられる。
これら発泡剤は単独で用いても良く、2種以上を混合して用いてもよい。但し、無架橋ポリエチレンを押出発泡して、前記のように密度が0.08g/cm3以下という低密度の発泡体を製造する場合の発泡剤としては、揮発性発泡剤が好ましい。揮発性発泡剤を用いる一般的な押出発泡方法は、無架橋ポリエチレンを加圧加熱下の押出機中で混練し、次いで揮発性発泡剤を圧入しつつ、大気中等の低圧域に連続的に押出して発泡させるものである。この場合、押出発泡時に、揮発性発泡剤の蒸発潜熱による溶融樹脂の冷却効果が期待でき、発泡時の気泡膜形成維持が容易となる。そのため外観が良好で連続気泡が少ない、密度0.08g/cm3以下の低密度の発泡体をつくることが可能となる。
これに対し、分解型発泡剤を用いる場合の押出発泡方法は、無架橋ポリエチレンと分解型発泡剤とを押出機に供給し、押出機中で溶融混練しつつ、分解型発泡剤の分解温度以上に加圧加熱し、次いで低圧域に押出して発泡させるものである。この方法では、揮発性発泡剤のような発泡時の蒸発潜熱が期待できないため、発泡時の気泡膜形成維持が困難となる。したがって低密度の発泡体を得ようとして分解型発泡剤の添加量を多くしても、連続気泡が多く、外観が悪い発泡体しか得られないおそれがある。
しかし分解型発泡剤の中でも有機系発泡剤は、脂肪族炭化水素等の揮発性発泡剤と併用した際に気泡核剤として機能して、緻密な、しかも気泡径の揃った均一な発泡体を形成するために機能する。したがって特に好適な発泡剤としては、脂肪族炭化水素と有機系分解型発泡剤との併用系が挙げられる。
〈発泡剤の使用量〉
本発明の密度0.04g/cm3以上0.08g/cm3以下の発泡シートを製造するために好ましいポリエチレン系樹脂に対する発泡剤の添加量は、ポリエチレン系樹脂100重量部に対し、3〜10重量部である。分解型発泡剤は、このうち0.5重量部以下で用いることが好ましい。
本発明の密度0.04g/cm3以上0.08g/cm3以下の発泡シートを製造するために好ましいポリエチレン系樹脂に対する発泡剤の添加量は、ポリエチレン系樹脂100重量部に対し、3〜10重量部である。分解型発泡剤は、このうち0.5重量部以下で用いることが好ましい。
〈収縮防止剤〉
本発明においては、前記樹脂に収縮防止剤を添加することが好ましい。収縮防止剤を添加すると、得られた発泡シートを成形し、イチゴのような柔らかい青果用トレーとした場合においても、厚みの回復性に優れ、強度のあるトレーとすることができるからである。前記収縮防止剤の好ましい添加量は、前記樹脂100重量部に対して、収縮防止剤を0.5重量部以上2.0重量部以下である。添加量が少ないと、発泡シートの製造時に収縮が大きくなって、熟成に長時間要したり、気泡に張りのない厚みの薄い発泡シートとなるおそれがある。一方添加量が多すぎると、発泡シートの耐熱性が低下して熱成形性が悪化するおそれがある。
本発明においては、前記樹脂に収縮防止剤を添加することが好ましい。収縮防止剤を添加すると、得られた発泡シートを成形し、イチゴのような柔らかい青果用トレーとした場合においても、厚みの回復性に優れ、強度のあるトレーとすることができるからである。前記収縮防止剤の好ましい添加量は、前記樹脂100重量部に対して、収縮防止剤を0.5重量部以上2.0重量部以下である。添加量が少ないと、発泡シートの製造時に収縮が大きくなって、熟成に長時間要したり、気泡に張りのない厚みの薄い発泡シートとなるおそれがある。一方添加量が多すぎると、発泡シートの耐熱性が低下して熱成形性が悪化するおそれがある。
収縮防止剤の具体例としては、ラウリン酸モノグリセライド、パルミチン酸モノグリセライド、ステアリン酸モノグリセライド、ペンタエリスリットモノカプレート、ペンタエリスリットモノオレエート、ペンタエリスリットモノラウレート、ジペンタエリスリットジステアレート、ソルビタンモノオレエート、ソルビタンセスキ糖油脂肪酸エステル、ソルビタンモノパルミテート、ソルビタンモノラウレート、ソルビタンモノステアレート、マンニタンモノオレエート、マンニタンモノラウレートなどの多価アルコールと高級脂肪酸のエステルの他、高級アルキルアミン、脂肪酸アミド、高級脂肪酸の完全エステルなどを挙げることができる。
〈その他添加物〉
その他、前記樹脂には、発泡性、熱成形性を阻害しない範囲で、必要に応じて発泡助剤、滑剤、酸化防止剤、帯電防止剤、難燃剤、紫外線吸収剤、ヒンダードアミン系化合物等の光安定剤、着色剤、無機気泡核剤、無機充填剤等の各種添加剤を添加してもよい。
その他、前記樹脂には、発泡性、熱成形性を阻害しない範囲で、必要に応じて発泡助剤、滑剤、酸化防止剤、帯電防止剤、難燃剤、紫外線吸収剤、ヒンダードアミン系化合物等の光安定剤、着色剤、無機気泡核剤、無機充填剤等の各種添加剤を添加してもよい。
〈無架橋ポリエチレン系樹脂発泡シート〉
本発明の無架橋ポリエチレン系樹脂発泡シートは、発泡シートの密度が0.04g/cm3以上であり、0.08g/cm3以下、好ましくは0.06g/cm3以下、より好ましくは0.055g/cm3以下であり、その厚みが1.5mm以上、5.0mm以下、好ましくは2.0mm以上、4.5mm以下である。なお、発泡シートの密度は、JISK6767:1999「発泡プラスチック及びゴム−見掛け密度の測定」記載の方法で測定した。
本発明の無架橋ポリエチレン系樹脂発泡シートは、発泡シートの密度が0.04g/cm3以上であり、0.08g/cm3以下、好ましくは0.06g/cm3以下、より好ましくは0.055g/cm3以下であり、その厚みが1.5mm以上、5.0mm以下、好ましくは2.0mm以上、4.5mm以下である。なお、発泡シートの密度は、JISK6767:1999「発泡プラスチック及びゴム−見掛け密度の測定」記載の方法で測定した。
前記発泡シートの密度が0.04g/cm3未満では、押出発泡成形時に使用される発泡剤の量が多く、その蒸発潜熱による冷却効果によって、冷却エアーの吹き付けなどによる外部からの冷却が少なくても発泡に適する溶融粘度となり、外観美麗で緩衝性にも優れる発泡シートが得られるが熱成形性や成形品の強度の点でなお不十分である。
一方、前記発泡シートの密度が0.08g/cm3を越える場合、熱成形性や成形品の強度は向上する。しかし、発泡倍率の低い高密度の発泡体を得るためには順次発泡剤の使用量を少なくしなければならないが、発泡剤の蒸発潜熱による冷却効果が少なくなり、樹脂の溶融粘度を高める効果が小さくなる。このために発泡時の気泡膜形成維持が困難となり、気泡が破れやすくなって発泡体の連続気泡率が高く(独立気泡率が低下)なる。これを解消するために溶融樹脂温度あるいは金型温度を下げたり、押出された発泡体への冷却エアー吹き付けなどの外部冷却でこれを補おうとすると、発泡シートに未発泡の残渣(ブツ)や表面亀裂が発生し外観良好な発泡シートを得ることができない。また、成形品の柔軟性、緩衝性が不十分である。
本発明の無架橋ポリエチレン系樹脂発泡シートの厚みが1.5mm未満では、成形品にしたときの厚みが薄くなりすぎて、強度が不十分になってしまう。一方、厚みが5.0mmを超えた場合には成形性が悪化する。
本発明では、無架橋ポリエチレン系樹脂発泡シートのその他の物性については特に限定されないが、前記発泡シートの平均気泡径は0.2〜0.8mmとすることが好ましい。平均気泡径が0.2mm未満では、成形性が低下する。一方、平均気泡径が0.8mmを超えた場合には、イチゴのような柔らかい青果のトレー用途としては柔軟性に欠ける。
また発泡シートの独立気泡率は、60%以上であることが好ましい。独立気泡率が60%未満の場合は、すなわち連続気泡が多くなり過ぎると、熱成形性が低下するとともに、イチゴのような柔らかい青果のトレー用途としては緩衝性や強度に欠ける。一方、独立気泡率の上限としては90%である。90%を超えた発泡体は、それ自体を製造することが困難であり、その製造には特殊な装置を使用する必要がある。またその上、これまでよりも生産性を下げる必要もある。
〈積層フィルム〉
本発明の無架橋ポリエチレン系樹脂発泡シートには、その強度を向上したりガスバリア性を高めたりするため、少なくとも片面に、ポリオレフィン系樹脂フィルムを積層しても良い。積層の方法としては、例えばサーマルラミネート法、ホットメルト接着剤によるラミネート法等の、従来公知の一般的な積層法を採用することができる。ポリオレフィン系樹脂フィルムを形成するポリオレフィン系樹脂としては、ポリエチレンやポリプロピレンなどの単独重合体や、あるいは他の樹脂との共重合体が使用できる。また、成形性を阻害しない範囲で適度に延伸されたフィルムを使用しても構わない。
本発明の無架橋ポリエチレン系樹脂発泡シートには、その強度を向上したりガスバリア性を高めたりするため、少なくとも片面に、ポリオレフィン系樹脂フィルムを積層しても良い。積層の方法としては、例えばサーマルラミネート法、ホットメルト接着剤によるラミネート法等の、従来公知の一般的な積層法を採用することができる。ポリオレフィン系樹脂フィルムを形成するポリオレフィン系樹脂としては、ポリエチレンやポリプロピレンなどの単独重合体や、あるいは他の樹脂との共重合体が使用できる。また、成形性を阻害しない範囲で適度に延伸されたフィルムを使用しても構わない。
フィルムの厚みは10〜200μm程度が好ましい。フィルムの厚みが10μm未満では、目的とする強度やガスバリア性の向上効果が少なく、逆に厚みが200μmを超えた場合には、熱成形時にオーブン等で予備加熱した際に、フィルムが軟化するまでに基材としての発泡体が熱ヤケしてしまうおそれがある。
〈発泡シートの製造工程〉
上記本発明の無架橋ポリエチレン系樹脂発泡シートを製造する方法としては、従来同様に押出発泡法が用いられる。
上記本発明の無架橋ポリエチレン系樹脂発泡シートを製造する方法としては、従来同様に押出発泡法が用いられる。
押出発泡に用いる押出機としては、単軸押出機や二軸押出機、あるいはこれらの押出機が複数個連結された押出機を用いることができる。特に混練性や発泡剤の均一な分散等の点から、単軸押出機を2台連結したものが望ましい。何れの押出機においてもバレルの途中に発泡剤の圧入口を設けておき、揮発性発泡剤を使用する場合はこれを圧入口から圧入してポリエチレン系樹脂と混練することが望ましい。
押出機の先端にはダイスが付設される。ダイスとしてはサーキュラーダイス、およびTダイのいずれも使用できるが、幅方向の肉厚均一性を考えるとサーキュラーダイスを用いた、前記本発明の製造方法の工程を採用するのが好ましい。本発明の製造方法では、まずポリエチレン系樹脂と発泡剤とを押出機に供給し、溶融混練したのち、上記サーキュラーダイスを通して筒状に押し出して発泡させる。
次にこの筒状発泡体を円環状のマンドレルの外周に沿わせて引き取って冷却する。詳しくは、発泡体内側をマンドレルから空気を吹き付けるとともに、マンドレル自体を水冷して冷却し、また発泡体の外側には空気を吹き付け冷却する。そして冷却された円筒状発泡体を回転刃等でシート状に切り開くと、本発明の発泡シートが連続的に、効率よく製造される。
〈成形品〉
前記発泡シートから、本発明の成形品を製造するための熱成形法としては、例えば真空成形や圧空成形、あるいはこれらの応用としてマッチド・モールド成形、プラグアシスト成形等の、従来公知の成形法を採用することができる。本発明の青果用トレーについても同様の熱成形により得ることができる。
前記発泡シートから、本発明の成形品を製造するための熱成形法としては、例えば真空成形や圧空成形、あるいはこれらの応用としてマッチド・モールド成形、プラグアシスト成形等の、従来公知の成形法を採用することができる。本発明の青果用トレーについても同様の熱成形により得ることができる。
かくして製造される本発明の成形品は、無架橋ポリエチレン系樹脂が本来的に持つ緩衝性、断熱性、柔軟性、復元性などに優れており、例えば青果を保護しつつ輸送するための青果用トレー、特に、ビワやイチゴのような表面の傷つきに対する注意が必要とされるやわらかい青果用トレー等の容器として最適である。
以下、本発明を実施例により、更に詳細に説明する。但し本発明は、これらの実施例に限定されるものではない。
〈発泡シートの製造〉
(実施例1)
ポリオレフィン系樹脂として低密度ポリエチレン(使用原料a:日本ポリエチレン(株)製 LD−400:MI=1.55、密度0.919g/cm3、結晶化温度94.1℃)100重量部に発泡核剤としてアゾジカルボンアミド(三協化成(株)製 セルマルクC−2)を0.025重量部を混合した原料を第1押出機がΦ90mmの単軸押出機と第2押出機がΦ180mmの単軸押出機からなるタンデム押出機の第1押出機のホッパーに供給し、最高温度設定を210℃になるようにして押出機内で加熱溶融混練し、収縮防止剤としてステアリン酸モノグリセライドを1.5重量部と発泡ガス(イソブタン/ノルマルブタン=50/50)を6.2重量部圧入しさらに混練した。つづいて、第2押出機で樹脂温度を110℃まで冷却し、口径145mmのサーキュラーダイス(スリットクリアランス0.63mm)から筒状に押出発泡させた後、内外より冷却エアを吹き付けた後、直径440mm、長さ650mmの冷却マンドレルで冷却し、切り開いて発泡シートとした。
(実施例1)
ポリオレフィン系樹脂として低密度ポリエチレン(使用原料a:日本ポリエチレン(株)製 LD−400:MI=1.55、密度0.919g/cm3、結晶化温度94.1℃)100重量部に発泡核剤としてアゾジカルボンアミド(三協化成(株)製 セルマルクC−2)を0.025重量部を混合した原料を第1押出機がΦ90mmの単軸押出機と第2押出機がΦ180mmの単軸押出機からなるタンデム押出機の第1押出機のホッパーに供給し、最高温度設定を210℃になるようにして押出機内で加熱溶融混練し、収縮防止剤としてステアリン酸モノグリセライドを1.5重量部と発泡ガス(イソブタン/ノルマルブタン=50/50)を6.2重量部圧入しさらに混練した。つづいて、第2押出機で樹脂温度を110℃まで冷却し、口径145mmのサーキュラーダイス(スリットクリアランス0.63mm)から筒状に押出発泡させた後、内外より冷却エアを吹き付けた後、直径440mm、長さ650mmの冷却マンドレルで冷却し、切り開いて発泡シートとした。
得られた発泡シートの厚みは2.1mmで密度0.051g/cm3であった。なお、発泡シート厚みについては定圧厚み測定器(Teclock,Co製 型式SCM−627)で測定した。
(実施例2〜4、比較例1〜5)
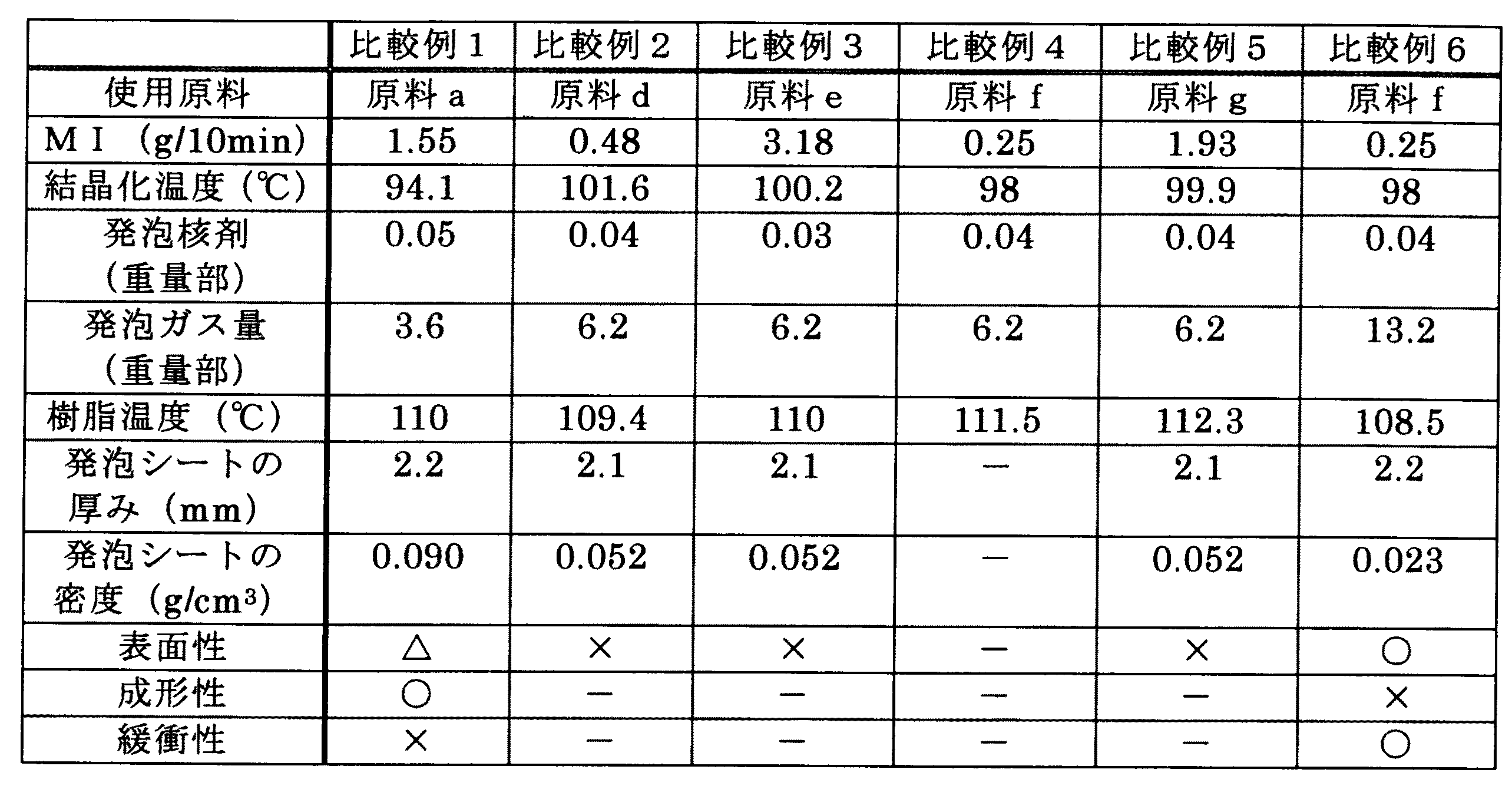
実施例2〜4と比較例1〜5については表1に示したポリエチレン樹脂を使用し、実施例1と同様にして、発泡シートを得た。押出条件、得られた発泡シートについては表2(実施例)、表3(比較例)に示した。
実施例2〜4と比較例1〜5については表1に示したポリエチレン樹脂を使用し、実施例1と同様にして、発泡シートを得た。押出条件、得られた発泡シートについては表2(実施例)、表3(比較例)に示した。
〈発泡シートの評価〉
(メルトインデックス)
JIS K7210:1999「プラスチック―熱可塑性プラスチックのメルトマスフローレイト(MFR)及びメルトボリュームフローレイト(MVR)の試験方法」B法記載の方法により測定した。なお試験温度:190℃、試験荷重:21.18Nとした。また測定装置としては「セミオートメルトインデクサー」(東洋精機製作所製)を使用した。
(メルトインデックス)
JIS K7210:1999「プラスチック―熱可塑性プラスチックのメルトマスフローレイト(MFR)及びメルトボリュームフローレイト(MVR)の試験方法」B法記載の方法により測定した。なお試験温度:190℃、試験荷重:21.18Nとした。また測定装置としては「セミオートメルトインデクサー」(東洋精機製作所製)を使用した。
(結晶化温度の測定方法)
本発明では、JIS K7122:1987 「プラスチックの転移熱測定方法」記載の方法により測定した。即ち、示差走査熱量計装置DSC200型(セイコー電子工業(株)製)を用い測定容器に試料を7mg充てんして、窒素ガス流量30ml/minのもと10℃/minの昇温冷却速度で昇温冷却しながら結晶化熱量と融解熱量を測定し、結晶化度を次式により求めた。
結晶化度(%)=(結晶化熱量(mJ)/完全結晶の融解熱量(mJ)×100
但し、完全結晶の融解熱量(理論値)をPE(ポリエチレン):285.7mJ/mgとした。
本発明では、JIS K7122:1987 「プラスチックの転移熱測定方法」記載の方法により測定した。即ち、示差走査熱量計装置DSC200型(セイコー電子工業(株)製)を用い測定容器に試料を7mg充てんして、窒素ガス流量30ml/minのもと10℃/minの昇温冷却速度で昇温冷却しながら結晶化熱量と融解熱量を測定し、結晶化度を次式により求めた。
結晶化度(%)=(結晶化熱量(mJ)/完全結晶の融解熱量(mJ)×100
但し、完全結晶の融解熱量(理論値)をPE(ポリエチレン):285.7mJ/mgとした。
(外観評価)
同時に得られた発泡シートの外観についても評価した。発泡シートの全幅にわたって、長さ50cmの切片を10枚切り取り、各切片の発泡シート表面の外観を観察した。
<表面性>
○・・・10枚の切片の発泡シートにブツ、表面亀裂が見られない。
△・・・1〜2枚の切片の発泡シートにブツ又は表面亀裂が見られる。
×・・・3枚以上の切片の発泡シートにブツまたは表面亀裂が見られる。
同時に得られた発泡シートの外観についても評価した。発泡シートの全幅にわたって、長さ50cmの切片を10枚切り取り、各切片の発泡シート表面の外観を観察した。
<表面性>
○・・・10枚の切片の発泡シートにブツ、表面亀裂が見られない。
△・・・1〜2枚の切片の発泡シートにブツ又は表面亀裂が見られる。
×・・・3枚以上の切片の発泡シートにブツまたは表面亀裂が見られる。
(成形品の評価)
上記実施例1〜5、比較例1、5の発泡シートをそれぞれ長径50mm、短径35mm、深さ15mmのイチゴ形状がMD方向(シート押出方向)に4個、TD方向(シート押出方向に対して直角方向)に5個並べられたイチゴ用の容器を,1ショットで10個得られる成形型にて成形サイクル7.5秒、成形ヒーター温度230℃に設定にて成形を行い、10ショット(イチゴ容器100個)にて破れや亀裂の発生を調べた。
<成形性>
○・・・10ショット全てで破れや亀裂が発生していない。
×・・・10ショット中1つ以上で破れや亀裂の発生が見られる。
<緩衝性>
緩衝性の評価は、輸送テストで評価した。すなわち、成形品の評価で成形したそれぞれの成形品(イチゴ20個入り)をダンボール製の外箱にいれ、イチゴを収納して、トラックにて約150km輸送することによりおこなった。(n数=5)
緩衝性の評価は、下記のとおりとした。
○・・・100個のイチゴの表面にほとんど傷つきがない。
△・・・100個のイチゴのうち1〜4個のイチゴの表面に目立ったすり傷がある。
×・・・100個のイチゴのうち5個以上のイチゴの表面に目立ったすり傷がある。
上記実施例1〜5、比較例1、5の発泡シートをそれぞれ長径50mm、短径35mm、深さ15mmのイチゴ形状がMD方向(シート押出方向)に4個、TD方向(シート押出方向に対して直角方向)に5個並べられたイチゴ用の容器を,1ショットで10個得られる成形型にて成形サイクル7.5秒、成形ヒーター温度230℃に設定にて成形を行い、10ショット(イチゴ容器100個)にて破れや亀裂の発生を調べた。
<成形性>
○・・・10ショット全てで破れや亀裂が発生していない。
×・・・10ショット中1つ以上で破れや亀裂の発生が見られる。
<緩衝性>
緩衝性の評価は、輸送テストで評価した。すなわち、成形品の評価で成形したそれぞれの成形品(イチゴ20個入り)をダンボール製の外箱にいれ、イチゴを収納して、トラックにて約150km輸送することによりおこなった。(n数=5)
緩衝性の評価は、下記のとおりとした。
○・・・100個のイチゴの表面にほとんど傷つきがない。
△・・・100個のイチゴのうち1〜4個のイチゴの表面に目立ったすり傷がある。
×・・・100個のイチゴのうち5個以上のイチゴの表面に目立ったすり傷がある。
なお、比較例1は緩衝性が低く、果実容器としては適当ではなかった。比較例2,3,5については発泡シートを得る際にブツが発生し、比較例4については押出においてダイの圧力が高くなり、押出しが困難で良品が得られなかった。従って、これらいずれの比較例も成形性の確認には至らなかった。
本発明のポリエチレン系樹脂発泡シートは、例えば青果を保護しつつ輸送するための青果用トレー、特に、ビワやイチゴのような表面の傷つきに対する注意が必要とされるやわらかい青果用トレー等の容器、特に深絞りの容器に好適に用いることができる。即ち、ビワ、イチゴ等の軟性青果用トレーなどの容器に好適に使用可能である。
Claims (5)
- 熱成形して成形品を製造するために用いる無架橋ポリエチレン系樹脂発泡シートにおいて、
メルトインデックスが0.5g/10min以上2.0g/10min以下、かつ、結晶化温度が98℃以下であるポリエチレン系樹脂によって形成され、
密度が0.04g/cm3以上0.08g/cm3以下、厚みが1.5mm以上5.0mm以下であることを特徴とする成形用無架橋ポリエチレン系樹脂発泡シート。 - 請求項1記載の無架橋ポリエチレン系樹脂発泡シートを製造する方法であって、メルトインデックスが0.5g/10min以上2.0g/10min以下、かつ結晶化温度が98℃以下であるポリエチレン系樹脂と発泡剤を押出機に供給し、溶融混練したのち押出発泡させることを特徴とする無架橋ポリエチレン系樹脂発泡シートの製造方法。
- 前記ポリエチレン系樹脂100重量部に対して、収縮防止剤を0.5重量部以上2.0重量部以下添加することを特徴とする請求項2に記載の成形用無架橋ポリエチレン系樹脂発泡シートの製造方法。
- 請求項1記載の成形用無架橋ポリエチレン系樹脂発泡シートを熱成形して製造されたことを特徴とする発泡成形体。
- 請求項1記載の成形用無架橋ポリエチレン系樹脂発泡シートを熱成形して製造されたことを特徴とする青果用容器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006073933A JP2007246776A (ja) | 2006-03-17 | 2006-03-17 | 成形用無架橋ポリエチレン系樹脂発泡シート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006073933A JP2007246776A (ja) | 2006-03-17 | 2006-03-17 | 成形用無架橋ポリエチレン系樹脂発泡シート |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007246776A true JP2007246776A (ja) | 2007-09-27 |
Family
ID=38591411
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006073933A Pending JP2007246776A (ja) | 2006-03-17 | 2006-03-17 | 成形用無架橋ポリエチレン系樹脂発泡シート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007246776A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013035177A (ja) * | 2011-08-05 | 2013-02-21 | Jsp Corp | ポリエチレン系樹脂多層発泡シート及びその成形体 |
| JP2019151383A (ja) * | 2018-03-05 | 2019-09-12 | 凸版印刷株式会社 | 発泡シートを含む包装材料 |
-
2006
- 2006-03-17 JP JP2006073933A patent/JP2007246776A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013035177A (ja) * | 2011-08-05 | 2013-02-21 | Jsp Corp | ポリエチレン系樹脂多層発泡シート及びその成形体 |
| JP2019151383A (ja) * | 2018-03-05 | 2019-09-12 | 凸版印刷株式会社 | 発泡シートを含む包装材料 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6545094B2 (en) | Blends of ethylenic polymers with improved modulus and melt strength and articles fabricated from these blends | |
| US7169338B2 (en) | Foam-molded article and manufacturing method thereof | |
| EP1870434B1 (en) | Blends of ethylenic polymers with improved modulus and melt strength and articles fabricated from these blends | |
| CN107000300A (zh) | 发泡吹塑制品的制造方法 | |
| JP3704034B2 (ja) | ポリプロピレン系樹脂発泡体、成形品およびその製法 | |
| CN112672868B (zh) | 聚丙烯系树脂发泡成型体的制造方法 | |
| JP4064754B2 (ja) | ポリプロピレン系樹脂発泡シート | |
| JP4605697B2 (ja) | 成形用無架橋ポリエチレン系樹脂押出発泡体及びその成形体 | |
| JP4680528B2 (ja) | 熱成形用エチレン系樹脂発泡シート、成形品及び熱成形用エチレン系樹脂発泡シートの製造方法 | |
| JP4700387B2 (ja) | 無架橋ポリエチレン系樹脂押出発泡体及びその成形体 | |
| JP5755934B2 (ja) | ポリオレフィン系樹脂積層発泡体の製造方法、及びポリオレフィン系樹脂発泡体の製造方法 | |
| JP3717376B2 (ja) | 無架橋ポリエチレン系樹脂発泡体とその製造方法およびそれを用いた成形品 | |
| JP2007246776A (ja) | 成形用無架橋ポリエチレン系樹脂発泡シート | |
| JP3717377B2 (ja) | 無架橋ポリエチレン系樹脂発泡体とその製造方法およびそれを用いた成形品 | |
| JP5757622B2 (ja) | 熱成形用ポリエチレン系樹脂多層発泡シート | |
| JP7229754B2 (ja) | 無架橋ポリエチレン系樹脂押出発泡ボードおよびその製造方法 | |
| JP5456421B2 (ja) | 押出発泡ボード | |
| JP4111435B2 (ja) | ポリプロピレン系樹脂発泡成形体 | |
| JP7219001B2 (ja) | 緩衝材 | |
| JP4004321B2 (ja) | ポリプロピレン系樹脂発泡シート及び容器 | |
| JP2007100016A (ja) | ポリプロピレン系樹脂押出発泡シートの製造方法 | |
| JP2003313348A (ja) | ポリプロピレン系樹脂単層押出発泡シートおよびそれから得られた発泡成形体 | |
| HK1112013B (en) | Blends of ethylenic polymers with improved modulus and melt strength and articles fabricated from these blends |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20071206 |