JP2007248445A - 有限回転角度検出器およびそれに用いられる回転角度検出板の同心調整装置、並びに回転角度検出板の製造方法 - Google Patents
有限回転角度検出器およびそれに用いられる回転角度検出板の同心調整装置、並びに回転角度検出板の製造方法 Download PDFInfo
- Publication number
- JP2007248445A JP2007248445A JP2006222960A JP2006222960A JP2007248445A JP 2007248445 A JP2007248445 A JP 2007248445A JP 2006222960 A JP2006222960 A JP 2006222960A JP 2006222960 A JP2006222960 A JP 2006222960A JP 2007248445 A JP2007248445 A JP 2007248445A
- Authority
- JP
- Japan
- Prior art keywords
- rotation angle
- detection plate
- rotation
- finite
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images














Landscapes
- Transmission And Conversion Of Sensor Element Output (AREA)
- Optical Transform (AREA)
Abstract
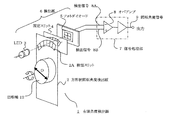
【解決手段】 被検出体である回転軸12の有限回転角度の変位を検出し、前記被検出体の有限角度変位に応じた信号を検出する検出部6と、前記検出部6からの信号を処理し変位に応じた信号を出力する信号処理部7を備えた有限角度検出器1において、前記有限角度検出器1の回転角度を検出する回転角度検出板は、直線辺によって構成された方形状回転角度板2としたものである。
【選択図】 図1
Description
図13において、21、22はガルバノメータ、23、24は反射ミラー、25は対物レンズ、26は入射光ビーム、27はX軸位置制御信号、28はY軸位置制御信号、29は被加工物である。入射光ビーム26は、その走査方向が直交するように配置された2組のガルバノメータ21、22に取り付けられた各々の反射ミラー23、24で、順次反射された後に、f・θ型の対物レンズ25に入射するようになっている。f・θ型の対物レンズ25を通った入射光ビームは、そのレンズ作用により焦点面上で光軸から該当方向へf・θだけ、すなわち対物レンズ25の焦点距離fと光ビームの入射角度θとの積だけずれた位置に集光される。
このような構成で、集光位置の移動制御は外部の制御部からこのビームポジショナに供給されるX軸及びY軸の2軸分の位置制御信号27、28により、各々対応するガルバノメータ21、22に取り付けた反射ミラー23、24により、レーザビームを微小回転させて、ビーム集光位置を焦点面上で移動し、所定の位置でレーザビームを被加工物29に対して照射することで、目的のレーザ加工などを行なっている。
図において、31は有限角度検出器、32は円板状回転角度検出板、32Aは検出スリット、33はLED(発光素子)、34は固定スリット、35はフォトダイオード(受光素子)、36は検出部、37は信号処理部、38はオペアンプ、38AはA(−)検出信号、38BはA(+)検出信号、39は回転角度信号である。光学式の有限角度検出器31は、一般の光学式回転角度検出器と同様であって、回転角度の変位を検出する検出部36と、検出信号を波形整形し、変位に応じた信号を出力する信号処理部37で構成されている。検出部36は、LED33(発光素子)と、フォトダイオード35(受光素子)と、ガラス板に印刷技術を駆使して検出スリット32Aを円板の円周上に印刷してなる円板状回転角度検出板32と、固定スリット34とより構成されている。
ここで、円板状回転角度検出板32は、例えば、図13で示される回転駆動する反射ミラーが取り付けられたガルバノメータの回転軸に直接固定されるものとなっている。
このような構成において、円板状回転角度検出板32の回転により、LED33から発光した光は、円板状回転角度検出板32の検出スリット32A、固定スリット34を通過し、フォトダイオード35に到達する。フォトダイオード35は、回転角度に追従した正弦波信号として、A(−)検出信号38A、A(+)検出信号38Bが得られる構成になっている。これらの信号が信号処理部37にあるオペアンプ38(演算増幅器)に入力されると、差動信号を検出し、正弦波状の回転角度信号39を出力として得る構成である。実際には、上記の検出信号と電気的に90度位相のずれたもう一つの検出信号(図示せず)を得ており、2信号の位相角度差で、回転方向を検出できる構成になっている。
従来の回転角度検出板は、図17に示すように1枚の方形状のガラス板40に多数個の検出スリット32Aを印刷した円板状回転角度検出板32を配置し、これを図18に示すように2重コップ形状を有し、かつ、先端にダイヤモンド粉41を付着させた外径カット用砥石42と内径カット用砥石43とで構成される回転砥石を用いて、ガラス板40に印刷された回転角度検出板32の外周部と内周部を同時に回転切削しながら、該回転検出板を1個ずつドーナッツ状に抜いて製作していた。
ところが、図17からも理解できるように、方形状のガラス板40から円板状の回転角度検出板32を取り出すため、ガラス板の歩留まりが悪く、どうしても価格が高くなっていた。また、上記のガラス加工方法では、外形精度も悪く、検出スリット32Aの印刷部と外形の同心寸法は、±100ミクロン程度の誤差が発生する。このため、受け入れ検査において、顕微鏡を使用して検出スリット32Aの印刷部と外形寸法の同心検査をするため、製品検査に時間がかかっていた。
それから、実際の組み立て作業としては、回転軸に紫外線硬化形接着剤を塗布し、その上に円板状回転角度検出板を搭載し、回転軸を回転させながら顕微鏡にて同心合わせを行ない、同心が合った状態で外部より紫外線を照射し、組立てを完了するというプロセスを取っているが、検出スリット32Aの印刷部と外形の同心精度が悪いと、顕微鏡を用いてスリット印刷部を基準にして、回転中心を求める調整作業を実施しなければならず、組立て作業に労力と時間がかかり、製品のコストアップを生じていた。
前記回転角度検出板の回転中心は、前記ガラス板より前記外形切断用基準線を切断した後に残る前記直線辺の幅寸法および前記直線辺の外側に残る該基準線の幅寸法に基づいて、該検出板の取り付け対象となる前記披検出体の回転中心に対して同心を合わせてなることを特徴としている。
請求項1に記載の発明によれば、回転検出板の形状を円板状から方形状にすることにより、検出板の慣性モーメントを小さくすることができる。従って、有限回転角度検出器の動作性能を向上させることができ、その結果、高速回転動作に対応できる。
総じて、以上の発明によれば、高精度の有限回転角度検出器およびそれに用いられる回転検出板の製造方法を提供することができる。
図において、1は有限角度検出器、2は方形状回転角度検出板、2Aは検出スリット、3はLED(発光素子)、4は固定スリット、5はフォトダイオード(受光素子)、6は検出部、7は信号処理部、8はオペアンプ。8AはA(−)検出信号、8BはA(+)検出信号、9は回転角度信号、12は回転軸である。なお、本発明の構成要素のうち、方形状回転角度検出板2を除いた構成要素については、従来技術の構成要素と機能が同一であるため、その説明を省略し、異なる点のみ説明する。
本発明が従来技術と異なる点は、従来の円板状回転角度検出板32に替えて、直線辺によって構成された方形状回転角度検出板2を用いた点である。これにより、回転角度検出板を方形状にすることにより、回転検出板の慣性モーメントを小さくしたことが特徴になっている。
円板の慣性モーメントは、Ic=m×(r×r)/2 で表わされる。
但し、I:慣性モーメント(Kg×m×m)、m:質量(Kg)、r:円板の半径(m)
また、薄い方形の慣性モーメントは、Id=m×(a×a+b×b)/12 で表わされる。
但し、a、b:方形の辺の長さ
そこで、回転角度を約±15度とすると、方形状の検出板の長辺aと短辺bの比は、概略2:1となる。
同一厚さtで、同一密度ρのガラスを使用して、半径r=1として各慣性モーメントを計算すると、
Ic=(π×1×1×ρ×t)×(1×1)/2=π×ρ×t/2=1.57×ρ×t
同様に、
Id=(2×1×ρ×t)×(4+1)/12=10×ρ×t/12=0.83×ρ×t
となって、方形状検出板の慣性モーメントが、円形状検出板の慣性モーメントの約50%になるという結果が得られる。
したがって、有限角度検出器は、方形状回転角度検出板の方が慣性モーメントが小さくなり、高速回転駆動が可能な検出器が得られるという結果になる。
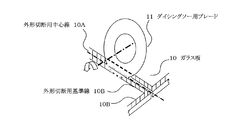
図4は本実施例の方形状回転検出板を製造するための素材として用いられるガラス板の平面図である。
図4において、10はガラス板、2Aは検出スリット、2Bは回転中心マーク、10Bは外形切断用基準線である。
方形状回転角度検出板2の基材は、ガラス板10より構成されている。図4ではガラス板10の上に方形状回転角度検出板2を多数個配置した構成を示しており、具体的には、ガラス板10に、該検出板の外形を直線辺で囲まれた方形状に縁取るための輪郭線となる外形切断用基準線10Bと、外形切断用基準線10Bの内側に配置すると共に回転検出用のコードパターンを構成する検出スリット2Aと、披検出体の回転中心と合わせるための回転中心マーク2Bが印刷されている。なお、検出スリット2Aは、従来技術の円板状回転検出板と同じスリット径を有したものとなっている。
図4の本実施例を、図17で示した従来の円板状回転検出板をガラス板上に多数個配置したものと比較すると、回転検出器板を方形状にして多数個配置することで、円板状回転検出板より歩留まりが2倍以上に向上するため、大幅なコストダウンが可能になることが分かる。
10Aは外形切断用中心線、10Bは外形切断用基準線、11はダイシングソー用ブレードである。図5において、シリコン半導体などを精密に切断する際に用いるダイシングソー用ブレード11によって、ガラス板10を切断する状態を示しており、ダイシングソー用ブレード11は表面に細かいダイヤモンド粉を固着させ、正確な寸法で切断できる切断装置である。
具体的には、図4に示すように1個の板状のガラス板10に、回転角度検出板の外形を方形状に縁取るための輪郭線を構成する外形切断用基準線10Bと該外形切断用基準線10Bの内側に配置すると共に回転検出用のコードパターンを構成する検出スリット2Aとをそれぞれ同時に印刷し、ガラス板10から回転角度検出板2を方形状に切り出すようにしている。
このように、検出スリット2Aをガラス板10に印刷する時、同時に外形切断用基準線10Bを印刷するため、相互の位置誤差は極めて小さく正確に寸法が出ている。また、外形切断用基準線10Bの幅は、ダイシングソー用ブレード11の刃切断幅より広くなるようにしてある。
隣り合う外形切断用基準線10Bの間にある外形切断用中心線10Aを、ICのシリコンウエハを切断するダイシングソーなどの精密切断装置を使用してガラス板10を切断すると、外形寸法の切断寸法精度は、±1ミクロン以下という極めて高精度に切断することができる。
そして、残った外形切断用基準線10Bの幅を測定すれば製品が良品として製作できているかどうか、すぐに判断することができるという特徴がある。
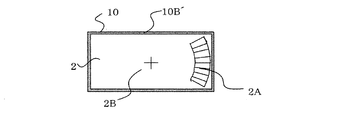
たとえば、図5で示されるガラス板10をダイシングソーなどの精密切断装置を使用して、ブレード厚さが0.1mmで、外形切断寸法基準線幅を0.5mmで設計し、その外形切断用基準線の中心を切断すれば、片側約0.2mm幅の基準線が残る。この基準線は図6で示される方形状回転角度検出板2の直線辺の縁に残った外形切断用基準線10B´となる。
この基準線の線幅となるA1とA2の幅寸法、B1とB2の幅寸法を精密に測定すれば、製品が所定どおりの幅寸法で製作されているかどうか簡単に検査をすることができるので、検査時間を短縮できるという効果がある。
また、被検出体(回転軸12)の回転軸接着部2Cの回転中心と方形状回転角度検出板2の回転中心との同心合わせについては、ガラス板10より外形切断用基準線10Bを切断した後に残る直線辺の幅寸法および該直線辺の外側に残る該基準線10B´の幅寸法に基づいて、下記の方法で、回転角度検出板2の回転中心と該披検出体の回転中心の同心を合わせを実施することができる。なお、回転軸と検出板の接着方法についても同様である。
今、製品(検出板)の対向する直線辺の幅寸法をそれぞれA、Bとし、回転する軸径寸法Dとすれば、
X軸方向の幅寸法は、X=(A−D)/ 2 + A1 ・・・・・・(1)
Y軸方向の幅寸法は、Y=(B−D)/ 2 + B2 ・・・・・・(2)
という計算式を用い、回転軸12と方形状回転角度検出板2の外形寸法をこの寸法に合わせれば、従来のように回転軸12や円板状回転検出板32を回転させながら同心合わせをして接着作業をしなくても、X、Y軸の寸法位置が移動できる位置決め装置(図示せず)を用いて簡単に同心調整をすることができる。また、外部からの紫外線照射作業も簡単に行なうことができるという特徴がある。
また、方形状回転角度検出板を多数個取りに印刷配置し、ダイシングソーなどの精密切断装置を使用して切断すれば、外形寸法が正確な寸法の検出板を得ることができる。
また、外形寸法を切断するための外形切断用基準線を検出板の外周部に設け、その基準線の中心を切断し、基準線幅の寸法を検査すれば、製品が設計寸法どおり、製作されたか可能になり、製品の検査を迅速に行なうことができるという効果がある。
さらに、外形寸法と回転軸の軸径を基準に方形状回転検出板を取り付ければ、従来のような回転しながら同心合わせを行なう工程が不要になり、短時間で同心合わせ作業ができるという効果がある。
第1実施例において、方形状回転角度検出板の同心合わせを行う際に、回転軸の直径寸法Dの誤差があると、(1)式、(2)式のDが変化するので、X、Y寸法が変化し、回転軸の中心と方形状回転角度検出板の中心位置が正確に合わなくなるという問題点があった。そこで、第2実施例は第1実施例の課題を解決するために、回転軸の直径寸法Dの誤差があっても、常に同心合わせが短時間に精度良く出来る同心合わせ装置を提供するものとなっている。
図7は本発明の第2実施例を示す有限回転角度検出器用の回転角度検出板の同心調整装置の側面図、図8は図7のV溝形状をしたX軸位置決め冶具の斜視図である。
図7において、13は同心合わせ装置のベース、14は方形状の回転角度検出板のY軸方向の位置決めを行うY軸位置決め冶具、14aはV溝、14bは位置決め部、15は方形状の回転角度検出板のX軸方向の位置決めを行うX軸位置決め冶具、15aはV溝、15bは位置決め部、16は押し出し冶具、16aはスライド部である。
すなわち、本実施例の回転角度検出板の同心調整装置の特徴については、円柱状の披検出体の回転軸12を水平方向または垂直方向に向かって支持すると共に該回転軸12の回転中心を位置決めするためのV溝14a、15aと、前記方形状の検出板2を水平方向または垂直方向に向かって位置決めするための位置決め部14b、15bと、をそれぞれ有する2個1対のY軸位置決め治具14、X軸位置決め治具15を備え、一方の位置決め治具14をベース13に固定し、他方の位置決め治具15を移動させながら、検出板と披検出体の回転中心の同心調整を行うようにした点である。
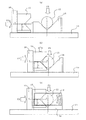
図9は図7の同心合わせ装置の位置合わせ手順を示す図であって、(a)は回転軸をY軸位置決め治具のV溝にセットした状態、(b)はX軸位置決め冶具のV溝を回転軸にセットした状態、(c)は各治具のV溝中心と回転軸の中心が合致後、方形状回転角度検出板を回転軸にセットした状態を示したものである。
図9(a)は、回転軸12をY軸位置決め治具14のV溝14aにセットし、この状態で回転軸12を紙面の上部からF1の力で押圧し続ける。これにより、回転軸12のY方向の中心とV溝形状の中心が合致する。
次に押出し冶具16で、F2の力でX軸位置決め冶具15を紙面の左側から中央に向かって押す。X軸位置決め冶具15のV溝15aは、回転軸12に接触後、回転軸12のX方向の中心とV溝15aの中心が合致する。
図9(b)では、X軸位置決め冶具15はY軸位置決め冶具14の長手方向寸法よりも若干寸法を短く設定して設計してあるので、冶具全体が、上向き矢印方向にせり上がることを示している。
図9(c)は、各治具14および15のV溝中心と回転軸12の中心が合致した後で、方形状回転角度検出板2を回転軸12にセットしている。
X軸、Y軸の位置決め寸法Sは各冶具共に予め設定しているので、回転軸端部に紫外線硬化型接着剤を塗布し方形状回転検出板2を回転軸12に押圧しながら、外部より紫外線を照射すれば、瞬時に接着が完了する。
本発明の第2実施例は、方形状の回転角度検出板の回転中心と回転軸との回転中心を一致させる同心合わせを、方形状の少なくとも直交する2辺とを基準とし、同心調整装置の回転軸と接触する部分は、少なくとも2箇所以上のV溝形状を有する構成にしたので、回転軸の直径寸法が変化しても、回転軸の中心と回転角度検出板の中心が常に合致し、極めて正確に、しかも高精度に短時間に組み立てを行うことができる。
図6で示した方形状回転角度検出板2は、ガラス板10の外形寸法をダンシングソーなどの精密切断装置で加工しているので、切断する外形寸法誤差は、±1ミクロン程度の精度である。しかし、切断初期の設定でA1、B2の位置合わせ寸法が狂うと、(1)式、(2)式のX、Y寸法がずれてしまうので、方形状回転角度検出板2の回転中心部と外形寸法の位置がずれてしまう事になる。このような事態や、さらに位置決め寸法を向上させる場合、V溝を有した位置決め冶具の位置決め寸法Sを微小に調整する必要がある。
この課題を解決する目的で、図10に示すように方形状の検出板の位置決め誤差を補正するために、位置決め治具15に微小位置調整部17を設けたものとなっており、具体的には、位置決め部15bに精密調整ネジ18を2ヶ所設け、精密調整ネジ18を微小回転させることにより微小位置決めができる構造になっている。
したがって、方形状回転角度検出板の外形寸法が変化した場合には、寸法誤差分だけ各冶具の微小位置調整部を調整して位置決め寸法を補正し、方形状回転角度検出板の取り付け作業をすれば、さらに高精度の同心位置決めが可能である。
また、実施例において、光学式有限角度検出器について述べたが、磁気式など他の方式の検出器にも採用でき、光学式に限定されないことは言うまでもない。
2 方形状回転角度検出板、
2A 検出スリット、
2B 回転中心マーク、
2C 回転軸接着部、
3 LED(発光素子)、
4 固定スリット、
5 フォトダイオード(受光素子)、
6 検出部、
7 信号処理部、
8 オペアンプ、
8A A(−)検出信号、
8B A(+)検出信号、
9 回転角度信号、
10 ガラス板、
10A 外形切断用中心線、
10B 外形切断用基準線、
10B´ 外形切断用基準線(切断後)、
11 ダイシングソー用ブレード、
12 回転軸、
13 ベース、
13a X軸スライド部
14 Y軸位置決め冶具、
14a V溝、
14b 位置決め部、
15 X軸位置決め冶具、
15a V溝、
15b 位置決め部、
16 押し出し冶具、
16a Y軸スライド部
17 微小位置調整部
18 精密調整ネジ
Claims (6)
- 被検出体の有限回転角度の変位を検出し、前記被検出体の有限角度変位に応じた信号を検出する検出部と、
前記検出部からの信号を処理し変位に応じた信号を出力する信号処理部と、
を備えた有限角度検出器において、
前記有限角度検出器の回転角度を検出する回転角度板は、直線辺によって構成された方形状の回転角度検出板であることを特徴とする有限回転角度検出器。 - 前記回転角度検出板の基材は、該検出板の外形を直線辺で囲まれた方形状に縁取るための輪郭線となる外形切断用基準線と、前記外形切断用基準線の内側に配置すると共に回転検出用のコードパターンを構成する検出スリットを印刷してなるガラス板より構成されており、
前記回転角度検出板の回転中心は、前記ガラス板より前記外形切断用基準線を切断した後に残る前記直線辺の幅寸法および前記直線辺の外側に残る該基準線の幅寸法に基づいて、該検出板の取り付け対象となる前記披検出体の回転中心に対して同心を合わせてなることを特徴とする請求項1に記載の有限回転角度検出器。 - 請求項1記載の方形状の回転角度検出板の回転中心および披検出体の回転中心を一致させる有限回転角度検出器用の回転角度検出板の同心調整装置において、
前記披検出体の回転軸を水平方向または垂直方向に向かって支持すると共に該回転軸の回転中心を位置決めするためのV溝と、前記方形状の検出板を水平方向または垂直方向に向かって位置決めするための位置決め部と、を有する2個1対の位置決め治具を備え、該2個一対の位置決め治具の何れか一方を固定し、他方を移動させて該検出板と該披検出体の回転中心の同心調整を行うことを特徴とする回転角度検出板の同心調整装置。 - 前記位置決め部は、前記方形状の検出板の位置決め誤差を補正するための微小位置調整部を設けたことを特徴とする請求項3に記載の回転角度検出板の同心調整装置。
- 基材から有限回転角度検出器用の回転角度検出板を形成する回転角度検出板の製造方法において、
少なくとも1個配置した板状のガラス板に、回転角度検出板の外形を方形状に縁取るための輪郭線を構成する外形切断用基準線および前記外形切断用基準線の内側に配置すると共に回転検出用のコードパターンを構成する検出スリットとをそれぞれ印刷する工程と、
前記ガラス板から前記回転角度検出板を方形状に切り出す工程と、
を備えたことを特徴とする回転角度検出板の製造方法。 - 前記回転角度検出板用のガラス板に印刷された外形切断用基準線の幅を、前記回転角度検出板の外形を切断するための精密切断工具の切断刃幅より広くしたことを特徴とする請求項5に記載に回転角度検出板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006222960A JP2007248445A (ja) | 2006-02-14 | 2006-08-18 | 有限回転角度検出器およびそれに用いられる回転角度検出板の同心調整装置、並びに回転角度検出板の製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006036825 | 2006-02-14 | ||
| JP2006222960A JP2007248445A (ja) | 2006-02-14 | 2006-08-18 | 有限回転角度検出器およびそれに用いられる回転角度検出板の同心調整装置、並びに回転角度検出板の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007248445A true JP2007248445A (ja) | 2007-09-27 |
| JP2007248445A5 JP2007248445A5 (ja) | 2009-06-04 |
Family
ID=38592884
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006222960A Pending JP2007248445A (ja) | 2006-02-14 | 2006-08-18 | 有限回転角度検出器およびそれに用いられる回転角度検出板の同心調整装置、並びに回転角度検出板の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007248445A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117128894A (zh) * | 2023-05-30 | 2023-11-28 | 中国计量大学 | 一种角度测量系统 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09236449A (ja) * | 1996-02-29 | 1997-09-09 | Nec Corp | 回転検出装置 |
-
2006
- 2006-08-18 JP JP2006222960A patent/JP2007248445A/ja active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09236449A (ja) * | 1996-02-29 | 1997-09-09 | Nec Corp | 回転検出装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117128894A (zh) * | 2023-05-30 | 2023-11-28 | 中国计量大学 | 一种角度测量系统 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9851645B2 (en) | Device and method for aligning substrates | |
| US8487237B2 (en) | Rotary encoder and method of assembling the same | |
| KR100594919B1 (ko) | 비접촉 표면 형상 측정 장치 및 방법 | |
| CN108620743B (zh) | 切割方法及激光加工装置 | |
| KR20000063088A (ko) | 박판재의 두께변동 측정방법과 그 측정장치 및 그 장치에이용되는 촉침반사기 | |
| JP5829211B2 (ja) | 円板ワーク、特に、成形ウエハの変形を測定するための方法および装置 | |
| CN101799277A (zh) | 光波干涉测定装置 | |
| CN104081153B (zh) | 确定衬底形状变化的设备和方法 | |
| JP2007248445A (ja) | 有限回転角度検出器およびそれに用いられる回転角度検出板の同心調整装置、並びに回転角度検出板の製造方法 | |
| JP2003022959A (ja) | ステージ装置 | |
| JP2003039282A (ja) | 自由曲面加工装置および自由曲面加工方法 | |
| KR20140094881A (ko) | 스테이지 이송 장치 및 이를 이용한 스테이지 위치 측정 방법 | |
| JP2001124542A (ja) | 薄板材の平坦度測定方法および装置 | |
| JP2008122349A (ja) | 測定装置 | |
| CN112469536A (zh) | 切削装置、传感器单元和检测方法 | |
| JP2009050929A (ja) | 光学素子の成形金型、成形金型の加工方法、光学素子、光学装置、光走査装置、画像表示装置、光ピックアップ装置 | |
| JP2009088401A (ja) | ウェハ位置検出装置と、これを有する半導体製造装置 | |
| CN108044130A (zh) | 一种可实现在线检测的金属多面扫描棱镜加工方法 | |
| JP5705326B2 (ja) | 回転軸の位置を決定する方法 | |
| JP5212732B2 (ja) | 光学式エンコーダ | |
| JPH07164294A (ja) | レンズ芯取機およびレンズ芯取り方法 | |
| JPH02138801A (ja) | 位置合わせ方法および位置合わせ装置 | |
| JP2012058118A (ja) | レーザ加工機用機上計測装置 | |
| CN106217330A (zh) | 一种基于转臂转盘式精密定位平台的加工装置 | |
| JP2000237956A (ja) | 加工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20090310 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20090310 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090416 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090416 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111104 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120313 |