JP2007253182A - 電磁成形装置 - Google Patents
電磁成形装置 Download PDFInfo
- Publication number
- JP2007253182A JP2007253182A JP2006079772A JP2006079772A JP2007253182A JP 2007253182 A JP2007253182 A JP 2007253182A JP 2006079772 A JP2006079772 A JP 2006079772A JP 2006079772 A JP2006079772 A JP 2006079772A JP 2007253182 A JP2007253182 A JP 2007253182A
- Authority
- JP
- Japan
- Prior art keywords
- inductors
- collective
- inductor
- capacitor
- current
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000003990 capacitor Substances 0.000 claims abstract 10
- 239000000463 material Substances 0.000 claims 3
Images









Landscapes
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Charge And Discharge Circuits For Batteries Or The Like (AREA)
Abstract
【解決手段】複数個(n個:nは自然数)のインダクタ211〜21nが、夫々放電端子251〜25nと接地端子250との間に接続されている。コンデンサ24が適宜の電源装置により充電されるようになっており、コンデンサ24の一方の端子は夫々複数個のスイッチ221〜22nを介して放電端子251〜25nに接続されている。スイッチ221〜22nのオンオフは、低電流低電圧のトリガ電流の供給によりオンになるスイッチであり、トリガ切り替えスイッチ23を介して、適宜のトリガ電源からトリガ電流が供給される。
【選択図】図1
Description

2:放電スイッチ
3:充電スイッチ
6:切り替えスイッチ
4:充電部
5:コンデンサ
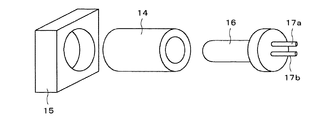
14:金属管
15:成形型
16:コイル
17a、17b:配線
20:電源
211〜21n:インダクタ
221〜22n:スイッチ
23:スイッチ
23:トリガースイッチ
24、34:コンデンサ
250:接地端子
251〜25n:放電端子
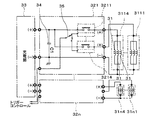
31:インダクタ
3111〜3114、31n1〜31n4:集合インダクタ
32、3211〜3214:放電スイッチ
321〜32n:バンクユニット
33:充電部
34:コンデンサ
35:トリガ切替スイッチ
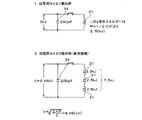
60:インダクタ
61,62:放電スイッチ
63:コンデンサ
64:充電スイッチ
Claims (7)
- 複数個の素材を成形するための複数個のインダクタと、これらのインダクタに電流を供給するコンデンサと、このコンデンサから前記インダクタへの電流の供給のオンオフを切り替える複数個の放電スイッチと、前記コンデンサを充電するための充電部と、前記複数個の放電スイッチのオンオフを切り替えて前記インダクタを選択的に駆動する制御部とを有することを特徴とする電磁成形装置。
- 複数個の素材を成形するための1又は複数個のインダクタからなる複数個の集合インダクタと、前記各集合インダクタ毎に接続され前記インダクタに電流を供給する複数個のバンクユニットと、充電部と、を有し、前記各バンクユニットは、前記充電部により充電されるコンデンサと、前記集合インダクタが接続され前記集合インダクタへ電流を供給する放電端子と、前記コンデンサと前記放電端子との間に接続され前記放電端子への電流の供給のオンオフを切り替える放電スイッチと、を有し、更に、前記放電スイッチのオンオフを切り替えて前記集合インダクタを選択的に駆動する制御部を有することを特徴とする電磁成形装置。
- 前記集合インダクタは、複数個のインダクタが直列接続されたものであることを特徴とする請求項2に記載の電磁成形装置。
- 前記集合インダクタは、複数個のインダクタが並列接続されたものであることを特徴とする請求項2に記載の電磁成形装置。
- 複数個の素材を成形するための1又は複数個のインダクタからなる複数個の集合インダクタと、複数個の前記集合インダクタ毎に接続され前記インダクタに電流を供給する複数個のバンクユニットと、充電部と、を有し、前記各バンクユニットは、前記充電部により充電されるコンデンサと、前記複数個の集合インダクタが接続され前記集合インダクタへ電流を供給する複数個の放電端子と、前記コンデンサと前記複数個の放電端子との間に接続され前記放電端子への電流の供給のオンオフを切り替える複数個の放電スイッチと、前記放電スイッチのオンオフを選択的に切り替える切替スイッチと、を有し、更に、前記切替スイッチを制御して前記集合インダクタを選択的に駆動する制御部を有することを特徴とする電磁成形装置。
- 前記各バンクユニットに接続された複数個の集合インダクタは、夫々、複数個のインダクタが直列接接続されたものであることを特徴とする請求項5に記載の電磁成形装置。
- 前記各バンクユニットに接続された複数個の集合インダクタは、夫々、複数個のインダクタが並列接続されたものであることを特徴とする請求項5に記載の電磁成形装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006079772A JP2007253182A (ja) | 2006-03-22 | 2006-03-22 | 電磁成形装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006079772A JP2007253182A (ja) | 2006-03-22 | 2006-03-22 | 電磁成形装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007253182A true JP2007253182A (ja) | 2007-10-04 |
Family
ID=38627935
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006079772A Pending JP2007253182A (ja) | 2006-03-22 | 2006-03-22 | 電磁成形装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007253182A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102480143A (zh) * | 2010-11-29 | 2012-05-30 | 张家港市创基机械设备制造有限公司 | 用于压接装置的电源组件 |
| CN103128191A (zh) * | 2011-11-24 | 2013-06-05 | 株式会社星宇Hitech | 辊轧成型系统用电磁脉冲成型装置及其控制方法 |
| KR101465464B1 (ko) * | 2013-12-18 | 2014-11-26 | 한국생산기술연구원 | 전자기 성형을 위한 성형 코일 및 그 코일이 구비된 전자기 성형장치 |
| JP2015135764A (ja) * | 2014-01-17 | 2015-07-27 | 株式会社神戸製鋼所 | スイッチ |
| JP2022000881A (ja) * | 2019-11-11 | 2022-01-04 | 国立大学法人 東京大学 | 磁場発生装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57100822A (en) * | 1980-12-17 | 1982-06-23 | Inoue Japax Res Inc | Electromagnetic forming device |
| JP2000264246A (ja) * | 1999-03-16 | 2000-09-26 | Kobe Steel Ltd | 車体用フレーム及びその製造方法 |
| JP2001526963A (ja) * | 1997-12-29 | 2001-12-25 | パルサー・ウェルディング・リミテッド | 平坦なプレートからディッシュを形成するためのパルス電磁成形装置および方法 |
| WO2005005070A2 (en) * | 2003-07-01 | 2005-01-20 | Dana Corporation | Apparatus for performing a plurality of magnetic pulse forming or welding operations |
| JP3751153B2 (ja) * | 1997-10-20 | 2006-03-01 | 独立行政法人科学技術振興機構 | 金属薄板の電磁溶接法及び装置 |
| JP2006096154A (ja) * | 2004-09-29 | 2006-04-13 | Kobe Steel Ltd | 接続構造体 |
-
2006
- 2006-03-22 JP JP2006079772A patent/JP2007253182A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57100822A (en) * | 1980-12-17 | 1982-06-23 | Inoue Japax Res Inc | Electromagnetic forming device |
| JP3751153B2 (ja) * | 1997-10-20 | 2006-03-01 | 独立行政法人科学技術振興機構 | 金属薄板の電磁溶接法及び装置 |
| JP2001526963A (ja) * | 1997-12-29 | 2001-12-25 | パルサー・ウェルディング・リミテッド | 平坦なプレートからディッシュを形成するためのパルス電磁成形装置および方法 |
| JP2000264246A (ja) * | 1999-03-16 | 2000-09-26 | Kobe Steel Ltd | 車体用フレーム及びその製造方法 |
| WO2005005070A2 (en) * | 2003-07-01 | 2005-01-20 | Dana Corporation | Apparatus for performing a plurality of magnetic pulse forming or welding operations |
| JP2006096154A (ja) * | 2004-09-29 | 2006-04-13 | Kobe Steel Ltd | 接続構造体 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102480143A (zh) * | 2010-11-29 | 2012-05-30 | 张家港市创基机械设备制造有限公司 | 用于压接装置的电源组件 |
| CN103128191A (zh) * | 2011-11-24 | 2013-06-05 | 株式会社星宇Hitech | 辊轧成型系统用电磁脉冲成型装置及其控制方法 |
| KR101465464B1 (ko) * | 2013-12-18 | 2014-11-26 | 한국생산기술연구원 | 전자기 성형을 위한 성형 코일 및 그 코일이 구비된 전자기 성형장치 |
| JP2015135764A (ja) * | 2014-01-17 | 2015-07-27 | 株式会社神戸製鋼所 | スイッチ |
| US9786446B2 (en) | 2014-01-17 | 2017-10-10 | Kobe Steel, Ltd. | Switch |
| JP2022000881A (ja) * | 2019-11-11 | 2022-01-04 | 国立大学法人 東京大学 | 磁場発生装置 |
| JP7595338B2 (ja) | 2019-11-11 | 2024-12-06 | 国立大学法人 東京大学 | 磁場発生装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8040210B2 (en) | Electromagnetically operated switching device | |
| CN107127243B (zh) | 一种金属板材的电磁脉冲成形装置及方法 | |
| JP6761172B2 (ja) | 車両用電源装置 | |
| CN106099215B (zh) | 电池系统 | |
| US9441725B2 (en) | Transmission fluid warm-up system and method | |
| CN109702072B (zh) | 一种金属件电磁吸引成形装置 | |
| JP5302557B2 (ja) | 全圧起動分圧作動及び回路中断延滞装置 | |
| CN1316530C (zh) | 电磁铁控制的多触点式电磁继电器 | |
| EP2109514B1 (en) | Capacitive discharge welding power supply and capacitive discharge welder using the same | |
| JP2007253182A (ja) | 電磁成形装置 | |
| EP3183076A1 (en) | Welding head for magnetic pulse welding of tubular profiles to a cylindrical inner member | |
| JP6027860B2 (ja) | ソレノイド装置、及びその動作方法 | |
| CN208466939U (zh) | 一种变截面金属管材电磁胀形装置 | |
| CN103831578A (zh) | 异种金属杆与金属板结构件连接的磁脉冲成形设备及方法 | |
| KR101577333B1 (ko) | 전기소성효과를 이용한 초고속 성형 방법 | |
| DE102010041276A1 (de) | Fahrzeug mit elektrischem Energiespeicher und Vorrichtung sowie Verfahren zu dessen Kühlung | |
| US12327669B2 (en) | Power inductor with variable width air gap | |
| CN101411053A (zh) | 交流电动机驱动装置以及控制方法 | |
| CN204231168U (zh) | 双面覆铜板永磁直线电机 | |
| JP6588818B2 (ja) | 配電システム及びその制御方法 | |
| CN210498662U (zh) | 一种用于超微细电火花加工的高频脉冲电源系统 | |
| CN102398104A (zh) | 电弧焊接方法、焊接电源装置及电弧焊接系统 | |
| JP4786474B2 (ja) | 電磁成形用インダクター | |
| JP6704241B2 (ja) | 電源システム | |
| CN102255556B (zh) | 驱动电路及控制电容元件的方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20081031 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110208 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110210 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110405 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110921 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111221 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20120105 |
|
| A912 | Removal of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20120406 |