JP2007253202A - 連続鋳造機の鋳片二次冷却装置 - Google Patents
連続鋳造機の鋳片二次冷却装置 Download PDFInfo
- Publication number
- JP2007253202A JP2007253202A JP2006081982A JP2006081982A JP2007253202A JP 2007253202 A JP2007253202 A JP 2007253202A JP 2006081982 A JP2006081982 A JP 2006081982A JP 2006081982 A JP2006081982 A JP 2006081982A JP 2007253202 A JP2007253202 A JP 2007253202A
- Authority
- JP
- Japan
- Prior art keywords
- cooling
- water
- continuous casting
- cooling nozzle
- amount
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Continuous Casting (AREA)
Abstract
【課題】設備が比較的安価で装置構成が比較的単純な一流体冷却方式のみによって、実質的に極めて幅広いターンダウン比を有し、連続鋳造設備の稼動中断時から高速鋳造時に至るまで必要な水量を円滑に供給し得る連続鋳造機の鋳片冷却装置を提供する。
【解決手段】連続鋳造設備の稼動中断時に必要な水量を最小供給水量Q1minとする一流体型第一冷却ノズルと、前記第一冷却ノズルの最大供給水量Q1maxに対して80〜100%の水量を最小冷却水量Q2minとする一流体型第二冷却ノズルを備えてなる。
【選択図】 図4
【解決手段】連続鋳造設備の稼動中断時に必要な水量を最小供給水量Q1minとする一流体型第一冷却ノズルと、前記第一冷却ノズルの最大供給水量Q1maxに対して80〜100%の水量を最小冷却水量Q2minとする一流体型第二冷却ノズルを備えてなる。
【選択図】 図4
Description
本発明は、連続鋳造機の鋳片冷却装置に係り、特に連続鋳造機の鋳型下に設置されているスプレー冷却方式の鋳片二次冷却装置に関する。
鋼を連続鋳造は、溶鋼を鋳型に連続的に注入するとともに表面が固化した鋳片を案内ロールによって引き出しながら、その表面から冷却水を吹き付けて二次冷却して完全に固化することによって行われる。この二次冷却は連続鋳造の鋳込み条件に合わせて変化させる必要があり、特に、連続鋳造速度を大きくする場合には、二次冷却水量を大きくする必要がある。その一方、二次冷却水量は、鋳造される鋼種や鋳造速度などマッチしたものにする必要があり、そのためには、設備上、冷却水量を幅広く変えることができることが望ましい。そのような目的を達成する手段として、特許文献1〜4に記載の手段が開示されている。
これらの手段によって、連続鋳造設備の水冷能力を増大し、その生産性を向上させることができる。しかしながら、特許文献1に記載の手段は、ノズル口径の異なる大小2個の冷却水噴射ノズルを設け、これを切り替えて二次冷却するものであり、たとえば、連続鋳造機の停止時に必要な最小限の水量から高速鋳造時に要求される大量の水量を確保することができない。特許文献2に記載の手段は、ノズル隣接して設け、これらを鋳造速度に応じて切り替えて使用できるようにしたものであるが、特許文献1と同様の問題を有する。特許文献3に記載の手段は、低水量領域では気液二流体冷却とし、高水量領域では一流体領域として全体としてターンダウン比が大きく取れるようにしたものであるが、設備の高騰を招く懸念があり、また、既設の設備に対して適用するのが困難である。特許文献4記載の手段は、複数の冷却水噴射ノズルを設け、そのうち一方を、高圧ノズルを有するものとし、かつ、衝突圧を可変としたものであるが、制御のための設備比が大きくなるおそれがある。
本発明は、上記従来から提案されている各手段の問題点を解決することを目的とし、設備が比較的安価で装置構成が比較的単純な一流体冷却方式のみによって、実質的に極めて幅広いターンダウン比を有し、連続鋳造設備の稼動中断時から高速鋳造時に至るまで必要な水量を円滑に供給し得る連続鋳造機の鋳片冷却装置を提供することを目的とする。
本発明に係る連続鋳造のための二次冷却装置は、連続鋳造設備の稼動中断時に必要な水量を最小供給水量Q1minとする一流体型第一冷却ノズルと、前記第一冷却ノズルの最大供給水量Q1maxに対して80〜100%の水量を最小冷却水量Q2minとする一流体型第二冷却ノズルを備えてなるものである。
上記発明において、第一冷却ノズル及び第二冷却ノズルのターンダウン比が4以上であることが望ましい。
本発明により、設備が比較的安価な一流体冷却方式のみによって、実質的に極めて幅広いターンダウン比を有し、連続鋳造設備の稼動中断時から高速鋳造時に至るまで必要な水量を円滑に供給し得る連続鋳造機の鋳片冷却装置を提供することが可能になる。また、本発明に係る連続鋳造のための二次冷却装置は、その装置構成が比較的単純であり、コンパクトに製作し得るので、これを利用して既設の連続鋳造機の二次冷却帯を改造することができ、その鋳造速度を向上させることができる。
図1は、本発明の適用される連続鋳造機の全体構成を示す概念図である。公知のとおり、連続鋳造機の鋳型1には、タンディッシュ(図示しない)から溶鋼が注入され、シェルが形成された後、水冷ローラ群2A, 2Bによって形成された冷却帯3を通って内部まで固化されたスラブ等の鋳片Sとされる。冷却帯3は、一般に上部冷却帯(3A, 3C)、中部冷却帯(3B, 3D)、下部冷却帯(3C, 3D)に分けられており、配管4を通して冷却水5が固化中の鋳片Sに制御された量だけ掛かるようになっている。
図2は、本発明に係る二次冷却装置の配管系を示す概念図である。ここに示すように、水冷ローラ群2A, 2Bを構成する各ローラ6の間に第一冷却ノズル11と第二冷却ノズル15が配置されている。第一冷却ノズル11は、ヘッダー(図示しない)を介して流量調節弁12、遮断弁13に接続されている。第二冷却ノズル15も同様に流量調節弁16、遮断弁17に接続され、さらに前記第一冷却ノズルの配管系と共通の配管を介してポンプ18に接続されている。
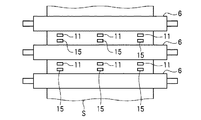
図3は、本発明に係る二次冷却装置における第一冷却ノズル11と第二冷却ノズル15の配置位置を示す概念図であり、ここに示すように、第一冷却ノズル11及び第二冷却ノズル15は、鋳片Sの幅方向に中央部及び端部近傍にほぼ均等に配置されている。
本発明では、上記第一冷却ノズル11及び第二冷却ノズル15をともに、冷却水をスプレーノズルから噴出する一流体型ノズルとする。そして、これら第一水冷ノズル11の最小供給水量を連続鋳造設備の稼動中断時に必要な水量であるQ1minとする。
さらに、本発明では、第二水冷ノズル15の供給水量を、その最小冷却水量Q2minが前記第一冷却ノズル11の最大供給水量Q1maxに対して80〜100%の水量となるようにする。すなわち、図3に示すように、第一冷却ノズル11は、その最小供給水量がQ1minであり、その最大供給水量は、そのターンダウン比により決まるが、Q1maxである。
この条件の下で、本発明では、第二冷却ノズル15の最小供給水量をQ2minに設定したものとするのである。これにより、その最大供給水量は、そのターンダウン比により決まりQ2maxとなる。
このように、第一冷却ノズル11の最小供給水量を基に、第二冷却ノズル15の最小供給水量を定めることにより、以下の効果が生ずる。すなわち、第一冷却ノズル11の最小供給水量を、連続鋳造設備の稼動中断時に必要な水量と定めているので、連続鋳造設備が稼動中、何らかの原因、たとえば、溶鋼鍋やタンディッシュの交換などにより、鋳造を中断するときに必要な水量を供給することができるようになる。その結果、このような連続鋳造操業の中断時においても、鋳片に過冷却や冷却不足を生ずることがなく、割れ等の事故を回避できることになる。
また、第二冷却ノズル15の最小供給水量を、第一冷却ノズル11の最大供給水量Q1maxに対して80〜100%の水量、この場合Q2min、としているので、第一冷却ノズルの水冷能力と一部重複しており、第一冷却ノズルの水冷能力と第二冷却ノズルの水冷能力を円滑に繋ぐことができる。
さらに、第二冷却ノズル15の最大供給水量は、その最小供給水量Q2minとそのターンダウン比によりQ2maxとなり、この第二冷却ノズル15により高速連続鋳造に対応した水冷能力を与えることができる。
さらに、図3の総水量範囲で示すように、第一冷却ノズル11と第二冷却ノズル15により与えられる総水量の範囲は、第一冷却ノズル11により与えられる最小供給水量であるQ1minから第一冷却ノズル11の最大供給水量Q1maxと第二冷却ノズル15により与えられる最大供給水量Q2maxの和であるQ1max+Q2maxに達するので、非常に広範囲な水量調節が可能となり、高い割れ感受性を有する鋼から、高速連続鋳造が可能な鋼に至るまで、鋼種に応じた水冷条件を選択して連続鋳造を行うことが可能になる。
たとえば、図3において、第一冷却ノズル及び第二冷却ノズルのターンダウン比をいずれも5としたときには、第一冷却ノズル11の最小供給水量を1としたとき、両者の供給し得る総水量は21であるから、系全体のターンダウン比が21と非常に大きな値となる。
第一冷却ノズル及び第二冷却ノズルの供給水量は表1のように設定し、幅:900〜1600mm、厚さ:220〜250mmの鋼スラブを、本発明を適用して連続鋳造した。鋳造した鋼種は、C:0.10mass%の中炭素鋼、Si:2.8mass%の無方向性電磁鋼、C:0.005%の深絞り用鋼であった。これら各鋼の取鍋取替えの際の鋳造中断時の冷却水量(総水量)は、中炭素鋼について1120(l/min)、無方向性電磁鋼について1990(l/min)、深絞り用鋼について1120(l/min)であった。また、これらの鋼の最大速度での連続鋳造時に必要な冷却水量は、中炭素鋼について(12820l/min)、無方向性電磁鋼について10540(l/min)、深絞り用鋼について10920(l/min)であった。これらの条件は、表1に示した設定条件でいずれも満足することができ、その結果、鋳造中に鋳片に割れなどの事故が発生することもなく鋳造を継続することができた。なお、表1において、第一冷却ノズル及び第二冷却ノズルの供給水量は、各ノズル単体の供給水量であり、これに対して総水量は連続鋳造機の二次冷却帯全体に供給される水量である。

1:鋳型
2:水冷ローラ群
3:冷却帯
4:配管
5:冷却水
6:水冷ローラ
11:第弁一冷却ノズル
12:流量調節
13:遮断弁
15:第二冷却ノズル
16:流量調節弁
17:遮断弁
18:ポンプ
2:水冷ローラ群
3:冷却帯
4:配管
5:冷却水
6:水冷ローラ
11:第弁一冷却ノズル
12:流量調節
13:遮断弁
15:第二冷却ノズル
16:流量調節弁
17:遮断弁
18:ポンプ
Claims (2)
- 連続鋳造設備の稼動中断時に必要な水量を最小供給水量Q1minとする一流体型第一冷却ノズルと、前記第一冷却ノズルの最大供給水量Q1maxに対して80〜100%の水量を最小冷却水量Q2minとする一流体型第二冷却ノズルを備えてなることを特徴とする連続鋳造のための二次冷却装置。
- 第一冷却ノズル及び第二冷却ノズルのターンダウン比が4以上であることを特徴とする請求項1記載の連続鋳造のための二次冷却装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006081982A JP2007253202A (ja) | 2006-03-24 | 2006-03-24 | 連続鋳造機の鋳片二次冷却装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006081982A JP2007253202A (ja) | 2006-03-24 | 2006-03-24 | 連続鋳造機の鋳片二次冷却装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007253202A true JP2007253202A (ja) | 2007-10-04 |
Family
ID=38627952
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006081982A Pending JP2007253202A (ja) | 2006-03-24 | 2006-03-24 | 連続鋳造機の鋳片二次冷却装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007253202A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190019879A (ko) * | 2017-08-18 | 2019-02-27 | 레흘러 게엠베하 | 연속 주조 기계에서 금속 스트랜드를 냉각시키기 위한 스프레이 장치 및 방법 |
| KR20230003102A (ko) * | 2020-05-13 | 2023-01-05 | 다니엘리 앤드 씨. 오피시네 메카니케 쏘시에떼 퍼 아찌오니 | 금속 제품의 연속 주조를 위한 기계의 2차 냉각 장치 |
-
2006
- 2006-03-24 JP JP2006081982A patent/JP2007253202A/ja active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190019879A (ko) * | 2017-08-18 | 2019-02-27 | 레흘러 게엠베하 | 연속 주조 기계에서 금속 스트랜드를 냉각시키기 위한 스프레이 장치 및 방법 |
| US10807157B2 (en) | 2017-08-18 | 2020-10-20 | Lechler Gmbh | Spray apparatus and method for cooling a metal strand in a continuous casting machine |
| KR102224689B1 (ko) * | 2017-08-18 | 2021-03-08 | 레흘러 게엠베하 | 연속 주조 기계에서 금속 스트랜드를 냉각시키기 위한 스프레이 장치 및 방법 |
| KR20230003102A (ko) * | 2020-05-13 | 2023-01-05 | 다니엘리 앤드 씨. 오피시네 메카니케 쏘시에떼 퍼 아찌오니 | 금속 제품의 연속 주조를 위한 기계의 2차 냉각 장치 |
| KR102889942B1 (ko) * | 2020-05-13 | 2025-11-24 | 다니엘리 앤드 씨. 오피시네 메카니케 쏘시에떼 퍼 아찌오니 | 금속 제품의 연속 주조를 위한 기계의 2차 냉각 장치 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103464708B (zh) | 一种硅钢板坯连铸生产的二次冷却喷嘴布置方法 | |
| CN106345977A (zh) | 高速小方坯或小圆坯连铸机二次冷却方法及装置 | |
| JP6358178B2 (ja) | 連続鋳造方法および鋳型の冷却水制御装置 | |
| JP2007253202A (ja) | 連続鋳造機の鋳片二次冷却装置 | |
| US10780490B2 (en) | Electromagnetic brake system and method of controlling an electromagnetic brake system | |
| JP4948225B2 (ja) | 連続鋳造2次冷却比水量のストランド別制御による健全な内部組織を有する鋳片の製造方法 | |
| JP2005279691A (ja) | 連続鋳造鋳片の二次冷却方法 | |
| JPH0129619B2 (ja) | ||
| JP2013128935A (ja) | 連続鋳造方法 | |
| KR20120132933A (ko) | 연속주조용 침지노즐 | |
| JP4380490B2 (ja) | ツイン・トリプル鋳造用鋳型装置および連続鋳造方法 | |
| JP4998734B2 (ja) | 連続鋳造鋳片の製造方法 | |
| KR20130121470A (ko) | 냉각장치 및 이를 구비하는 연속주조기 | |
| JP6394271B2 (ja) | 連続鋳造用鋳片圧下装置及び連続鋳造方法 | |
| JP4089338B2 (ja) | 連続鋳造における二次冷却方法及び装置 | |
| CN102218528A (zh) | 一种中间包水口 | |
| JP5443203B2 (ja) | 空冷帯に配置されるロールの冷却方法を用いた連続鋳造方法 | |
| KR102265199B1 (ko) | 냉각매체 분사장치 | |
| JP5915453B2 (ja) | 鋼の連続鋳造方法 | |
| KR101167170B1 (ko) | 냉각기용 가이드장치 | |
| CN220992809U (zh) | 一种兼容板坯和方坯的连铸生产线 | |
| JP4760303B2 (ja) | 連続鋳造鋳片の二次冷却方法 | |
| KR101193879B1 (ko) | 압연기용 가이드장치 | |
| Riedler et al. | Hitting the spot every time | |
| KR101129278B1 (ko) | 압연장치용 가이드블록 |