JP2007263232A - 流体軸受装置 - Google Patents
流体軸受装置 Download PDFInfo
- Publication number
- JP2007263232A JP2007263232A JP2006088809A JP2006088809A JP2007263232A JP 2007263232 A JP2007263232 A JP 2007263232A JP 2006088809 A JP2006088809 A JP 2006088809A JP 2006088809 A JP2006088809 A JP 2006088809A JP 2007263232 A JP2007263232 A JP 2007263232A
- Authority
- JP
- Japan
- Prior art keywords
- shaft member
- peripheral surface
- outer peripheral
- press
- bearing device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000012530 fluid Substances 0.000 title claims abstract description 13
- 230000002093 peripheral effect Effects 0.000 claims abstract description 99
- 239000000853 adhesive Substances 0.000 claims abstract description 28
- 230000001070 adhesive effect Effects 0.000 claims abstract description 27
- 230000001050 lubricating effect Effects 0.000 claims description 7
- 239000010687 lubricating oil Substances 0.000 description 8
- 230000015572 biosynthetic process Effects 0.000 description 7
- 239000002184 metal Substances 0.000 description 6
- 229910052751 metal Inorganic materials 0.000 description 6
- BGPVFRJUHWVFKM-UHFFFAOYSA-N N1=C2C=CC=CC2=[N+]([O-])C1(CC1)CCC21N=C1C=CC=CC1=[N+]2[O-] Chemical compound N1=C2C=CC=CC2=[N+]([O-])C1(CC1)CCC21N=C1C=CC=CC1=[N+]2[O-] BGPVFRJUHWVFKM-UHFFFAOYSA-N 0.000 description 4
- 230000007423 decrease Effects 0.000 description 4
- 230000004323 axial length Effects 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 238000007789 sealing Methods 0.000 description 3
- 229910001369 Brass Inorganic materials 0.000 description 2
- 239000010951 brass Substances 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 239000003921 oil Substances 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910000881 Cu alloy Inorganic materials 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 239000004696 Poly ether ether ketone Substances 0.000 description 1
- 229920000491 Polyphenylsulfone Polymers 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 229920006127 amorphous resin Polymers 0.000 description 1
- JUPQTSLXMOCDHR-UHFFFAOYSA-N benzene-1,4-diol;bis(4-fluorophenyl)methanone Chemical compound OC1=CC=C(O)C=C1.C1=CC(F)=CC=C1C(=O)C1=CC=C(F)C=C1 JUPQTSLXMOCDHR-UHFFFAOYSA-N 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 229920006038 crystalline resin Polymers 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000004519 grease Substances 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 239000011553 magnetic fluid Substances 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 229920002530 polyetherether ketone Polymers 0.000 description 1
- 239000011342 resin composition Substances 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
Images



Landscapes
- Sliding-Contact Bearings (AREA)
- Mounting Of Bearings Or Others (AREA)
Abstract
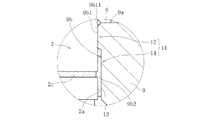
【解決手段】軸部材2の外周に固定される第一フランジ部9の内周面9bは、小径面9b1と、小径面9b1と比べて大径の大径面9b2とを有する。固定前における小径面9b1の内径寸法は、対向する軸部材2の外周面2aの外径寸法より小さい。そのため、第一フランジ部9の軸部材2への導入は、小径面9b1を外周面2aに圧入した状態で行われ、外周面2aに対して小径面9b1が圧入される領域が圧入部12となる。大径面9b2の内径寸法は、対向する軸部材2の外周面2aの外径寸法よりも大きい。そのため、第一フランジ部9を軸部材2の固定領域に導入した状態では、大径面9b2とこれに対向する外周面2aとの間に径方向の隙間が形成され、この隙間に接着剤13が充填されることで接着剤充填部14が設けられる。
【選択図】図4
Description
5は、圧入部12を対向面間領域11の軸方向両端に形成した場合を例示している。同図において、第一フランジ部9の内周面9bは、上端面9a側の小径面(第一小径面)9b1と、第一小径面9b1の下端側(上端面9aと反対の側)に形成される大径面9b2、および大径面9b2のさらに下端側に形成される小径面(第二小径面)9b3とを有する。従って、上記構成の第一フランジ部9を軸部材2の固定領域に導入した状態では、図5に示すように、第一小径面9b1とこれに対向する外周面2aとの間に、対向面間領域11の上端に位置する圧入部12が形成される。また、第二小径面9b3とこれに対向する外周面2aとの間に、対向面間領域11の下端に位置する圧入部15が形成される。
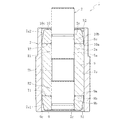
2 軸部材
2a 外周面
3 ハブ
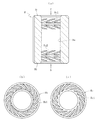
8 スリーブ部
8a1、8b1、8c1 動圧溝
9 第一フランジ部
9a 上端面
9b 内周面
9b1 小径面
9b11 傾斜面
9b2 大径面
9c テーパ面
10 第二フランジ部
11 対向面間領域
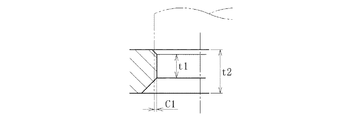
12 圧入部
14 接着剤充填部
S1、S2 シール空間
R1、R2 ラジアル軸受部
T1、T2 スラスト軸受部
Claims (6)
- 他部材が固定される軸部材と、軸部材の外周面とこれに対向する面との間に形成されるラジアル軸受隙間とを備え、ラジアル軸受隙間に生じる流体の潤滑膜で軸部材を相対回転自在に支持する流体軸受装置において、
他部材の内周面と軸部材の外周面との対向面間領域の一部に圧入部が設けられ、かつ圧入部を除く領域に接着剤充填部が設けられることを特徴とする流体軸受装置。 - 他部材の内周面が、軸部材の外周面より小径の第一内周面と、外周面より大径の第二内周面とを有し、第一内周面と軸部材の外周面との間に圧入部が形成され、かつ第二内周面と外周面との間に接着剤充填部が形成される請求項1記載の流体軸受装置。
- 圧入部が、対向面間領域の軸中央側端部に設けられている請求項1記載の流体軸受装置。
- 圧入部が、対向面間領域の軸方向両端に設けられている請求項1記載の流体軸受装置。
- 他部材が、軸方向に対向する面との間にスラスト軸受隙間を形成するフランジ部である請求項1記載の流体軸受装置。
- フランジ部が、その外周でシール空間を形成している請求項4記載の流体軸受装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006088809A JP2007263232A (ja) | 2006-03-28 | 2006-03-28 | 流体軸受装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006088809A JP2007263232A (ja) | 2006-03-28 | 2006-03-28 | 流体軸受装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007263232A true JP2007263232A (ja) | 2007-10-11 |
Family
ID=38636427
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006088809A Pending JP2007263232A (ja) | 2006-03-28 | 2006-03-28 | 流体軸受装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007263232A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013256987A (ja) * | 2012-06-12 | 2013-12-26 | Ntn Corp | 流体動圧軸受装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0495129U (ja) * | 1990-12-28 | 1992-08-18 | ||
| JP2001103707A (ja) * | 1999-09-30 | 2001-04-13 | Nippon Densan Corp | モータ |
| JP2001289242A (ja) * | 2000-04-03 | 2001-10-19 | Nsk Ltd | 流体軸受スピンドルモータ |
| JP2002136031A (ja) * | 2000-10-23 | 2002-05-10 | Matsushita Electric Ind Co Ltd | ブラシレスモータ及びその製造方法 |
| JP2003056555A (ja) * | 2001-08-14 | 2003-02-26 | Nippon Densan Corp | 動圧軸受装置、及びシャフトへのスラストプレート固着方法 |
| JP2007071312A (ja) * | 2005-09-07 | 2007-03-22 | Ntn Corp | 動圧軸受装置 |
-
2006
- 2006-03-28 JP JP2006088809A patent/JP2007263232A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0495129U (ja) * | 1990-12-28 | 1992-08-18 | ||
| JP2001103707A (ja) * | 1999-09-30 | 2001-04-13 | Nippon Densan Corp | モータ |
| JP2001289242A (ja) * | 2000-04-03 | 2001-10-19 | Nsk Ltd | 流体軸受スピンドルモータ |
| JP2002136031A (ja) * | 2000-10-23 | 2002-05-10 | Matsushita Electric Ind Co Ltd | ブラシレスモータ及びその製造方法 |
| JP2003056555A (ja) * | 2001-08-14 | 2003-02-26 | Nippon Densan Corp | 動圧軸受装置、及びシャフトへのスラストプレート固着方法 |
| JP2007071312A (ja) * | 2005-09-07 | 2007-03-22 | Ntn Corp | 動圧軸受装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013256987A (ja) * | 2012-06-12 | 2013-12-26 | Ntn Corp | 流体動圧軸受装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5207657B2 (ja) | 動圧軸受装置の製造方法 | |
| KR20080079242A (ko) | 유체 베어링 장치 | |
| JP2007024267A (ja) | 流体軸受装置およびこれを備えたモータ | |
| JP2008069805A (ja) | 動圧軸受装置 | |
| JP2007263232A (ja) | 流体軸受装置 | |
| JP4657734B2 (ja) | 動圧軸受装置 | |
| JP2005337490A (ja) | 動圧軸受装置 | |
| JP2007082339A (ja) | 流体軸受装置およびその製造方法 | |
| JP2008020244A (ja) | 流体軸受装置の軸受部材の検査方法 | |
| JP2007064408A (ja) | 流体軸受装置 | |
| JP4739030B2 (ja) | 流体軸受装置 | |
| JP2009103179A (ja) | 流体軸受装置 | |
| JP2008144847A (ja) | 動圧軸受装置 | |
| JP2007071312A (ja) | 動圧軸受装置 | |
| JP2007267503A (ja) | 動圧軸受装置 | |
| JP4588561B2 (ja) | 動圧軸受装置 | |
| JP2007051719A (ja) | 流体軸受装置 | |
| JP2008075687A (ja) | 流体軸受装置 | |
| JP2007170574A (ja) | 流体軸受装置 | |
| JP2007255450A (ja) | 動圧軸受装置及びその製造方法 | |
| JP4498932B2 (ja) | 流体軸受装置 | |
| JP5602535B2 (ja) | 流体動圧軸受装置 | |
| JP2009243605A (ja) | 流体軸受装置 | |
| JP2008069835A (ja) | 動圧軸受装置 | |
| JP2006214542A (ja) | 流体軸受装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090216 |
|
| RD04 | Notification of resignation of power of attorney |
Effective date: 20091105 Free format text: JAPANESE INTERMEDIATE CODE: A7424 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110812 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110817 |
|
| A521 | Written amendment |
Effective date: 20111017 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20120620 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120817 |
|
| A02 | Decision of refusal |
Effective date: 20130222 Free format text: JAPANESE INTERMEDIATE CODE: A02 |