JP2007266084A - サーモモジュール用基板、サーモモジュールおよびサーモモジュールの製造方法 - Google Patents
サーモモジュール用基板、サーモモジュールおよびサーモモジュールの製造方法 Download PDFInfo
- Publication number
- JP2007266084A JP2007266084A JP2006085767A JP2006085767A JP2007266084A JP 2007266084 A JP2007266084 A JP 2007266084A JP 2006085767 A JP2006085767 A JP 2006085767A JP 2006085767 A JP2006085767 A JP 2006085767A JP 2007266084 A JP2007266084 A JP 2007266084A
- Authority
- JP
- Japan
- Prior art keywords
- electrodes
- thermo module
- substrate
- thermomodule
- electrode
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N—ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N10/00—Thermoelectric devices comprising a junction of dissimilar materials, i.e. devices exhibiting Seebeck or Peltier effects
- H10N10/10—Thermoelectric devices comprising a junction of dissimilar materials, i.e. devices exhibiting Seebeck or Peltier effects operating with only the Peltier or Seebeck effects
- H10N10/17—Thermoelectric devices comprising a junction of dissimilar materials, i.e. devices exhibiting Seebeck or Peltier effects operating with only the Peltier or Seebeck effects characterised by the structure or configuration of the cell or thermocouple forming the device
Landscapes
- Cooling Or The Like Of Semiconductors Or Solid State Devices (AREA)
Abstract
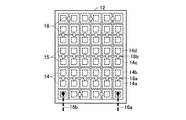
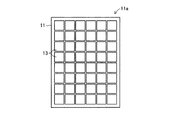
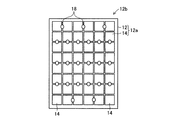
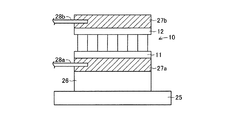
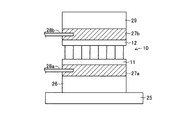
【解決手段】 下部基板11の上面と上部基板12の下面に、それぞれ熱電素子15の端面を1個だけ接合できる大きさの下部電極13と上部電極14を前後左右方向に一定間隔を保って形成してサーモモジュール用下部基板11aとサーモモジュール用上部基板12aとを構成した。そして、所定の下部電極13間をハンダからなる下部接続部17で接続するとともに、所定の上部電極14間をハンダからなる上部接続部18で接続し、対向する下部電極13と上部電極14とに熱電素子15の端面を接合することにより、下部電極13、上部電極14および熱電素子15を、下部接続部17と上部接続部18とを介して電気的に接続してサーモモジュール10を構成した。
【選択図】 図3
Description
以下、本発明の第1実施形態を図面を用いて詳しく説明する。図1および図2は、同実施形態によるサーモモジュール10を示している。サーモモジュール10は、アルミナからなる四角板状の下部基板11と上部基板12とからなる一対の絶縁基板を備えている。そして、下部基板11の上面に一定間隔を保って平面視が正方形に形成された複数の銅パターンからなる厚肉の下部電極13が取り付けられ、上部基板12の下面に一定間隔を保って下部電極13と同形の銅パターンからなる厚肉の上部電極14が取り付けられている。
また、本発明の第2実施形態として、下部接続部17および上部接続部18を構成する導電性接合材として、Au−Snハンダに代えて銀ロウを用いた。この場合、銀ロウ箔を所定の下部電極13間および上部電極14間に置いて、窒素雰囲気中で800℃に加熱することにより下部接続部17および上部接続部18を形成して所定の下部電極13間および上部電極14間の接続を行った。そして、下部接続部17および上部接続部18を構成する導電性接合材以外の部分は、前述したサーモモジュール10と同一の構成にしてサーモモジュールを製造した。
また、本発明の第3実施形態として、下部接続部17および上部接続部18を構成する導電性接合材として、Au−Snハンダと銅製の架橋ブロックとを用いた。図12は、本発明の第3実施形態に係るサーモモジュールが備えるAu−Snハンダと銅製の架橋ブロックとからなる下部接続部および上部接続部としての接続部31を示している。この接続部31は、下部電極および上部電極としての電極32間を接続しており、電極32間に架橋ブロックを設置し、Au−Snハンダで、電極32と架橋ブロックとを固定することにより形成されている。また、図12の接続部31における実線で示した部分は、溶融したのちに固化したAu−Snハンダの部分を示し、破線で示した部分31aは架橋ブロックを示している。
また、図13は、本発明の第4実施形態に係るサーモモジュールが備える下部電極および上部電極としての電極33および隣接する2個の電極33を接続する接続部34を示している。この電極33は、前後方向および左右方向の各部分における中央側部分が両側部分よりも突出した段状の形状に形成されて、隣接する電極33間の最短距離が小さくなっている。この場合の電極33間の距離は、0.5mmに設定されている。このため、接続部34を構成する導電性接合材の量を少なくすることができる。なお、この接続部34は、Au−Snハンダで構成されている。そして、電極33以外の部分は、前述したサーモモジュール10と同一の構成にしてサーモモジュールを製造した。
Claims (5)
- 対向させて配置した一対の絶縁基板と、前記一対の絶縁基板の対向する両面にそれぞれ所定間隔を保って形成した複数の電極とからなり、前記対向する電極にそれぞれ熱電素子の端面を接合することによって形成されるサーモモジュールに用いられるサーモモジュール用基板であって、
前記一対の絶縁基板の対向する両面に形成される各電極を前記熱電素子の端面を1個だけ接合するためのものとして形成するとともに、前記電極を前後左右方向に一定間隔を保って配置したことを特徴とするサーモモジュール用基板。 - 対向させて配置した一対の絶縁基板における対向する両面にそれぞれ複数の電極を所定間隔を保って形成し、前記対向する電極にそれぞれ熱電素子の端面を接合して構成されるサーモモジュールであって、
前記一対の絶縁基板に形成される各電極の大きさを前記熱電素子の端面を1個だけ接合できる大きさに設定するとともに、前記複数の電極を前後左右に一定間隔を保って配置し、前記複数の電極のうちの所定の電極間を導電性接合材で接続することにより、前記複数の電極と前記複数の熱電素子とを電気的に接続したことを特徴とするサーモモジュール。 - 前記導電性接合材が、ハンダまたは銀ロウである請求項2に記載のサーモモジュール。
- 前記導電性接合材は、ハンダまたは銀ロウおよび架橋ブロックとからなる請求項2に記載のサーモモジュール。
- 対向させて配置した一対の絶縁基板における対向する両面にそれぞれ複数の電極を所定間隔を保って形成し、前記対向する電極にそれぞれ熱電素子の端面を固定してサーモモジュールを製造するサーモモジュールの製造方法であって、
絶縁基板の表面に、前記熱電素子の端面を1個だけ接合できる大きさの電極を前後左右に一定間隔を保って形成するサーモモジュール用基板の形成工程と、
前記サーモモジュール用基板の形成工程で形成されたサーモモジュール用基板における所定の電極間を導電性接合材で接続する電極間接続工程と、
前記電極間接続工程において所定の電極間が接続されたサーモモジュール用基板を一対準備して対向させ、その一対のサーモモジュールの対向する各電極に前記熱電素子の端面をそれぞれ接合する熱電素子接合工程と
を備えたことを特徴とするサーモモジュールの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006085767A JP4826309B2 (ja) | 2006-03-27 | 2006-03-27 | サーモモジュールおよびサーモモジュールの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006085767A JP4826309B2 (ja) | 2006-03-27 | 2006-03-27 | サーモモジュールおよびサーモモジュールの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007266084A true JP2007266084A (ja) | 2007-10-11 |
| JP4826309B2 JP4826309B2 (ja) | 2011-11-30 |
Family
ID=38638819
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006085767A Expired - Fee Related JP4826309B2 (ja) | 2006-03-27 | 2006-03-27 | サーモモジュールおよびサーモモジュールの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4826309B2 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0366182A (ja) * | 1989-08-04 | 1991-03-20 | Hitachi Ltd | 熱電変換装置 |
| JPH08139370A (ja) * | 1994-11-10 | 1996-05-31 | Sharp Corp | 熱電変換装置の製造方法 |
| JPH0951126A (ja) * | 1995-08-09 | 1997-02-18 | Saamobonitsuku:Kk | 熱電変換装置 |
| JP2005079210A (ja) * | 2003-08-28 | 2005-03-24 | Aisin Seiki Co Ltd | 熱電変換装置 |
| WO2005124881A1 (ja) * | 2004-06-22 | 2005-12-29 | Aruze Corp. | 熱電変換素子 |
| WO2006019059A1 (ja) * | 2004-08-17 | 2006-02-23 | The Furukawa Electric Co., Ltd. | 熱電冷却装置 |
-
2006
- 2006-03-27 JP JP2006085767A patent/JP4826309B2/ja not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0366182A (ja) * | 1989-08-04 | 1991-03-20 | Hitachi Ltd | 熱電変換装置 |
| JPH08139370A (ja) * | 1994-11-10 | 1996-05-31 | Sharp Corp | 熱電変換装置の製造方法 |
| JPH0951126A (ja) * | 1995-08-09 | 1997-02-18 | Saamobonitsuku:Kk | 熱電変換装置 |
| JP2005079210A (ja) * | 2003-08-28 | 2005-03-24 | Aisin Seiki Co Ltd | 熱電変換装置 |
| WO2005124881A1 (ja) * | 2004-06-22 | 2005-12-29 | Aruze Corp. | 熱電変換素子 |
| WO2006019059A1 (ja) * | 2004-08-17 | 2006-02-23 | The Furukawa Electric Co., Ltd. | 熱電冷却装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4826309B2 (ja) | 2011-11-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5197954B2 (ja) | 熱電素子 | |
| JP6235437B2 (ja) | 熱電モジュール | |
| JP5713526B2 (ja) | 熱電変換モジュールならびに冷却装置、発電装置および温度調節装置 | |
| JP4622577B2 (ja) | 熱電変換用カスケードモジュール | |
| JP5865721B2 (ja) | 熱電モジュール | |
| JP4826309B2 (ja) | サーモモジュールおよびサーモモジュールの製造方法 | |
| US10833237B2 (en) | Thermoelectric module | |
| WO2016136856A1 (ja) | 熱電モジュール | |
| JP2017045970A (ja) | 熱電モジュール | |
| JP6595320B2 (ja) | 熱電モジュール組立体 | |
| JP4362303B2 (ja) | 熱電素子とその製造方法 | |
| JP2016181564A (ja) | 熱電変換モジュール | |
| JP4280064B2 (ja) | 熱電変換モジュールの製造方法 | |
| JP2006013200A (ja) | 熱電変換モジュール用基板、熱電変換モジュール、冷却装置及び発電装置 | |
| JP5404025B2 (ja) | 熱電変換モジュールの製法 | |
| CN114649463A (zh) | 热电模块 | |
| JP2018125498A (ja) | 熱電変換装置 | |
| JP2004200270A (ja) | 熱電モジュール | |
| JP2008098197A (ja) | 熱電変換素子およびその製造方法 | |
| JP7476555B2 (ja) | 熱電モジュール | |
| JP7672650B2 (ja) | 熱電モジュールおよびその製造方法 | |
| JP2010027840A (ja) | 熱電素子とその製造方法 | |
| JP5940939B2 (ja) | 熱電モジュール | |
| JP2005057124A (ja) | 熱電変換モジュール及び熱電変換装置 | |
| JPH10303470A (ja) | 熱電冷却装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090120 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110406 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110412 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110613 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110816 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110829 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140922 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4826309 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |