JP2007270902A - トリポード型等速自在継手 - Google Patents
トリポード型等速自在継手 Download PDFInfo
- Publication number
- JP2007270902A JP2007270902A JP2006095306A JP2006095306A JP2007270902A JP 2007270902 A JP2007270902 A JP 2007270902A JP 2006095306 A JP2006095306 A JP 2006095306A JP 2006095306 A JP2006095306 A JP 2006095306A JP 2007270902 A JP2007270902 A JP 2007270902A
- Authority
- JP
- Japan
- Prior art keywords
- constant velocity
- track groove
- joint member
- tripod type
- outer joint
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 229910000859 α-Fe Inorganic materials 0.000 claims abstract description 28
- 229910001562 pearlite Inorganic materials 0.000 claims abstract description 16
- 229910000734 martensite Inorganic materials 0.000 claims abstract description 11
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 7
- 229910001563 bainite Inorganic materials 0.000 claims abstract description 7
- 239000010959 steel Substances 0.000 claims abstract description 7
- 238000010438 heat treatment Methods 0.000 description 14
- 230000002093 peripheral effect Effects 0.000 description 10
- 230000000052 comparative effect Effects 0.000 description 8
- 230000006698 induction Effects 0.000 description 8
- 238000005496 tempering Methods 0.000 description 7
- 238000001816 cooling Methods 0.000 description 6
- 230000005540 biological transmission Effects 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- IUVCFHHAEHNCFT-INIZCTEOSA-N 2-[(1s)-1-[4-amino-3-(3-fluoro-4-propan-2-yloxyphenyl)pyrazolo[3,4-d]pyrimidin-1-yl]ethyl]-6-fluoro-3-(3-fluorophenyl)chromen-4-one Chemical compound C1=C(F)C(OC(C)C)=CC=C1C(C1=C(N)N=CN=C11)=NN1[C@@H](C)C1=C(C=2C=C(F)C=CC=2)C(=O)C2=CC(F)=CC=C2O1 IUVCFHHAEHNCFT-INIZCTEOSA-N 0.000 description 3
- 238000005279 austempering Methods 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 229910001566 austenite Inorganic materials 0.000 description 2
- 239000013078 crystal Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000010791 quenching Methods 0.000 description 2
- 230000000171 quenching effect Effects 0.000 description 2
- 238000010998 test method Methods 0.000 description 2
- 229910000954 Medium-carbon steel Inorganic materials 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000009661 fatigue test Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 102220097517 rs876659265 Human genes 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
Images


Landscapes
- Heat Treatment Of Articles (AREA)
Abstract
【課題】外側継手部材において、トラック溝のローラ有効接触範囲の裏側に当たる箇所の硬さを高めることにより、コンパクト化、薄肉化に伴って使用条件が厳しくなっても、該部を起点とする破損を防ぐことができるトリポード型等速自在継手を提供する。
【解決手段】円周方向に向き合ったローラ案内面7を有するトラック溝6が形成された鋼からなる外側継手部材1を備えたトリポード型等速自在継手である。外側継手部材1の少なくともトラック溝6のローラ有効接触範囲の裏側に当たる箇所の組織が、微細フェライトパーライト組織、ベイナイト組織、焼戻マルテンサイト組織のうちのいずれか、もしくは少なくともそれら2種類以上の混合組織である。
【選択図】図1
【解決手段】円周方向に向き合ったローラ案内面7を有するトラック溝6が形成された鋼からなる外側継手部材1を備えたトリポード型等速自在継手である。外側継手部材1の少なくともトラック溝6のローラ有効接触範囲の裏側に当たる箇所の組織が、微細フェライトパーライト組織、ベイナイト組織、焼戻マルテンサイト組織のうちのいずれか、もしくは少なくともそれら2種類以上の混合組織である。
【選択図】図1
Description
本発明は、トリポード型等速自在継手に関するものである。
一般に、等速自在継手(トリポード型等速自在継手)は、図3と図4に示すように、外側継手部材51と、内側継手部材としてのトリポード部材52と、トルク伝達部材としてのローラ53を主要な構成要素としている。
外側継手部材51は一体に形成されたマウス部54とステム部55とからなる。マウス部54は一端にて開口したカップ状で、内周の円周方向三等分位置に軸方向に延びるトラック溝56が形成してある。マウス部54は、横断面(図4参照)で見ると、大径部54aと小径部54bが交互に現れる非円筒形状である。すなわち、マウス部54は、大径部54aと小径部54bとを形成することによって、その内周面に、軸方向に延びる3本の前記トラック溝56が形成される。各トラック溝56の円周方向で向き合った側壁にローラ案内面57、57が形成される。
トリポード部材52はボス58と脚軸59とを備える。ボス58にはシャフト60とトルク伝達可能に結合するスプラインまたはセレーション孔61が形成してある。脚軸59はボス58の円周方向三等分位置から半径方向に突出している。トリポード部材52の各脚軸59はローラ53を担持している。
すなわち、トリポード型等速自在継手では、ローラ外周面と外側継手部材のトラック溝のローラ案内面がヘルツ接触することでトルク伝達がなされる。そのため、外側継手部材には一般には中炭素鋼が用いられ、高面圧が作用するローラ案内面にのみ高周波焼入が施されているものがある(特許文献1及び特許文献2)。
実開昭58−111431号公報
特開2005−9507号公報
ところで、外側継手部材の外周側において、ローラが接触するトラック溝の裏側に当たる箇所は曲げを受ける状態となり、外周面に向かって大きくなる引張応力場が形成される。今後の技術動向として、省資源化、省エネ化、コンパクト化などに対応するため、トリポード型等速自在継手の外側継手部材はコンパクト化、薄肉化される方向にある。それに伴い、単位面積あたりの負荷が上昇するにつれて上記の引張応力が大きくなるので、それに起因する損傷が懸念される。
そこで、外周側にも高周波焼入を施して高強度化することが提案される。しかしながら、高周波焼入を施して高強度化した場合には、焼入部周囲に引張残留応力が生成する。このため、この引張残留応力がトルク伝達時に作用する引張応力に重畳すると、焼入部周囲が起点となって破損することが考えられる。
本発明は、上記課題に鑑みて、外側継手部材において、トラック溝のローラ有効接触範囲の裏側に当たる箇所の硬さを高めることにより、コンパクト化、薄肉化に伴って使用条件が厳しくなっても、硬化部を起点とする破損を防ぐことができるトリポード型等速自在継手を提供する。
本発明のトリポード型等速自在継手は、トラック溝が形成された鋼からなる外側継手部材を備えたトリポード型等速自在継手において、外側継手部材のトラック溝の少なくともローラ有効接触範囲の裏側に当たる箇所の組織が、微細フェライトパーライト組織、ベイナイト組織、焼戻マルテンサイト組織のうちのいずれか1種、もしくは少なくともそれら2種類以上の混合組織である非標準組織部としたものである。
トラック溝のローラ有効接触範囲(ローラが転動する部位であって、ローラ案内面)の裏側に当たる箇所(ローラ案内面の外周側)の硬さを高めることができる。この非標準組織部では主たる組織形態が微細フェライトパーライト組織等であるので、この非標準組織部(硬化部)周囲において引張残留応力の生成を防止できる。なお、このオーステナイト化した後に強制空冷することで、微細フェライトパーライトとなる。オーステナイト化した後にオーステンパー処理を施すことで、ベイナイト組織となる。オーステナイト化した後に急冷してマルテンサイト変態させ、引き続き焼戻を施すことで、焼戻マルテンサイト組織となる。
前記微細フェライトパーライト組織が、JIS G 0552(鋼のフェライト結晶粒度試験方法)で定義されているフェライト粒度が8番以上であり、また、トラック溝のローラ有効接触範囲の裏側に当たる箇所に局所的に非標準組織部を形成し、かつその非標準組織部の硬さをHV600以下にする。
本発明のトリポード型等速自在継手は、トリポード型等速自在継手の外側継手部材において、トラック溝のローラ有効接触範囲の裏側に当たる箇所の硬さを高めることができ、しかも、この硬化部(非標準組織部)周囲において引張残留応力の生成を防止できる。これにより、コンパクト化、薄肉化に伴って使用条件が厳しくなっても、非標準組織部を起点とする破損を防ぐことができる。
微細フェライトパーライト組織が、JIS G 0552(鋼のフェライト結晶粒度試験方法)で定義されているフェライト粒度が8番以上とすることによって、非標準組織部の疲労強度のさらなる向上を達成できる。
非標準組織部の硬さをHV600以下にすることによって、非標準組織部周囲に生成する引張残留応力を小さく抑えることができ、非標準組織部を起点とする破損を有効に防ぐことができる。すなわち、局部的に高周波焼入した後に焼戻して高硬度にする場合、その効果を発揮させるためには、焼入境界に生成する残留引張応力を焼戻によって十分に小さくする必要がある。このため、非標準組織部としては、硬度がHV600以下となるような条件で焼戻することが望ましい。
以下本発明の実施の形態を図1と図2に基づいて説明する。
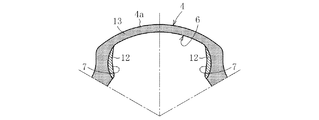
この等速自在継手は、図1に示すように、外側継手部材1と、内側継手部材としてのトリポード部材2と、トルク伝達部材としてのローラ3とを備えたトリポード型等速自在継手である。
外側継手部材1は一体に形成されたマウス部4とステム部(図示省略)とからなる。マウス部4は一端にて開口したカップ状で、内周の円周方向三等分位置に軸方向に延びるトラック溝6が形成してある。マウス部4は、横断面で見ると、大径部4aと小径部4bが交互に現れる非円筒形状である。すなわち、マウス部4は、大径部4aと小径部4bとを形成することによって、その内周面に、軸方向に延びる3本の前記トラック溝6が形成される。各トラック溝6の円周方向で向き合った側壁にローラ案内面7、7が形成される。
トリポード部材2はボス8と脚軸9とを備える。ボス8にはシャフト(図示省略)とトルク伝達可能に結合するスプラインまたはセレーション孔11が形成してある。脚軸9はボス8の円周方向三等分位置から半径方向に突出している。トリポード部材2の各脚軸9には、トルク伝達部材としても前記ローラ3が軸線(軸心)を中心として回転自在に外嵌されている。そして、各ローラ3は外側継手部材1のそれぞれのトラック溝6内に収容される。なお、ローラ3として、内側ローラと外側ローラとを有するダブルローラタイプであっても、1個のみのシングルローラタイプであってもよい。
外側継手部材1において、トルク伝達時に高面圧が作用するトラック溝6、特にこのトラック溝6の有効接触範囲(ローラが転動する部位であって、ローラ案内面7)には高周波焼入が施され、硬化部12が形成されている。すなわち、硬化部12の表面が前記ローラ案内面7を構成する。ここで、高周波焼入れとは、高周波による表皮硬化を利用した処理物の表面のみを加熱して焼き入れを行うものである。なお、硬化部12を形成する場合、高周波焼入れ以外の他の金属熱処理にて行ってもよい。
図1に示す第1実施形態では、トラック溝6の裏側に当たる大きな引張応力が作用する部分に局部的に非標準組織部13を形成している。これらの非標準組織部13は、トラック溝6の硬化部12を形成する前に、熱処理(例えば、高周波局部加熱)を施して形成するものであって、硬さを高めることができる。このように、トラック溝6の裏側に当たる部分の硬さを高めれば、疲労強度の向上を図ることができる。
非標準組織部13としては、微細フェライトパーライト組織、ベイナイト組織、焼戻マルテンサイト組織のうちのいずれかを主たる組織形態にて構成することができ、また、これらのうち、少なくともそれら2種類以上の混合組織を主たる組織形態にて構成することができる。なお、2種類以上の混合組織の場合、それらの組織の混合割合は任意である。
また、微細フェライトパーライトを構成するには、オーステナイト化した後に強制空冷すればよい。ベイナイト組織を構成するには、オーステナイト化した後にオーステンパー処理を施すればよい。焼戻マルテンサイト組織を構成するには、オーステナイト化した後に急冷してマルテンサイト変態させ、引き続き焼戻を施せばよい。また、微細フェライトパーライトである場合、JIS G 0552(鋼のフェライト結晶粒度試験方法)で定義されているフェライト粒度が8番以上であるのが好ましい。
このように、トラック溝6の裏側に当たる大きな引張応力が作用する部分が非標準組織部13を形成することによって、この部分の硬さを高めることができて、疲労強度の向上を図ることができる。しかしながら、局部的に高周波焼入した後に焼戻して高硬度にする場合、その効果を発揮させるためには、焼入境界に生成する残留引張応力を焼戻によって十分に小さくする必要がある。このため、非標準組織部13としては、硬度がHV600以下となるような条件で焼戻することが望ましい。
この等速自在継手によれば、その外側継手部材1において、トラック溝6のローラ有効接触範囲の裏側に当たる箇所(ローラ案内面7に対応する外周側)の硬さを高めることができ、しかも、この硬化部(非標準組織部13)周囲に引張残留応力の生成を防止できる。これにより、コンパクト化、薄肉化に伴って使用条件が厳しくなっても、この硬化部を起点とする破損を防ぐことができる。
微細フェライトパーライト組織を主たる組織形態とする場合に、JIS G 0552(鋼のフェライト結晶粒度試験方法)で定義されているフェライト粒度が8番以上とすることによって、非標準組織部13の疲労強度のさらなる向上を達成できる。フェライト粒度が8番未満では、非標準組織部13の疲労強度の向上をあまり望めない。
非標準組織部13の硬さをHV600以下にすることによって、非標準組織部13周囲に生成する引張残留応力を小さく抑えることができ、非標準組織部13を起点とする破損を有効に防ぐことができる。非標準組織部13の硬さをHV600未満では、非標準組織部13周囲に生成する引張残留応力を小さく抑えにくく、非標準組織部13を起点とする破損を有効に防ぐことができない。
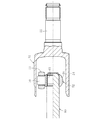
次に図2は第2実施形態の要部断面図である。この場合、硬化部12以外を非標準組織部13としている。このような非標準組織部13は、全体炉加熱(外側継手部材1の全体を加熱する方法)にて加熱することによって構成することができる。
この図2のように、硬化部12以外を非標準組織部13としても、前記図1に示す外側継手部材1と同様、トラック溝6の裏側に当たる大きな引張応力が作用する部分が非標準組織部13を形成することによって、この部分の硬さを高めることができて、疲労強度の向上を図ることができる。
以上、本発明の実施形態につき説明したが、本発明は前記実施形態に限定されることなく種々の変形が可能であって、例えば、図2では、非標準組織部13と硬化部12との間に、標準組織部(母材部)が介在されていないが、マウス部4の全周に非標準組織部13を設ける場合、非標準組織部13と硬化部12との間に標準組織部が介在されるものであってもよい。ここで、標準組織部とは、熱処理が施されていない部位であって、硬化部12でも非標準組織部13でもない組織部である。
本発明品(実施例)として、A1、A2、A3、及びA4の4つの外側継手部材(試供体)を製造すると共に、比較例としてB1、B2の2つの外側継手部材(試供体)を製造して、各試供体について片振り捩り試験を行った。この場合、各試供体の素材として、S53Cを使用し、熱処理までの加工履歴も同一とした。A1、A2の試供体の非標準組織部13は、全体炉加熱することで図2のように形成した。A3、A4、B2の非標準組織部13については、高周波局部加熱することで図1のように形成した。表1に各供試体に非標準組織部を形成するための熱処理履歴、主たる組織変態、及び硬さを示した。
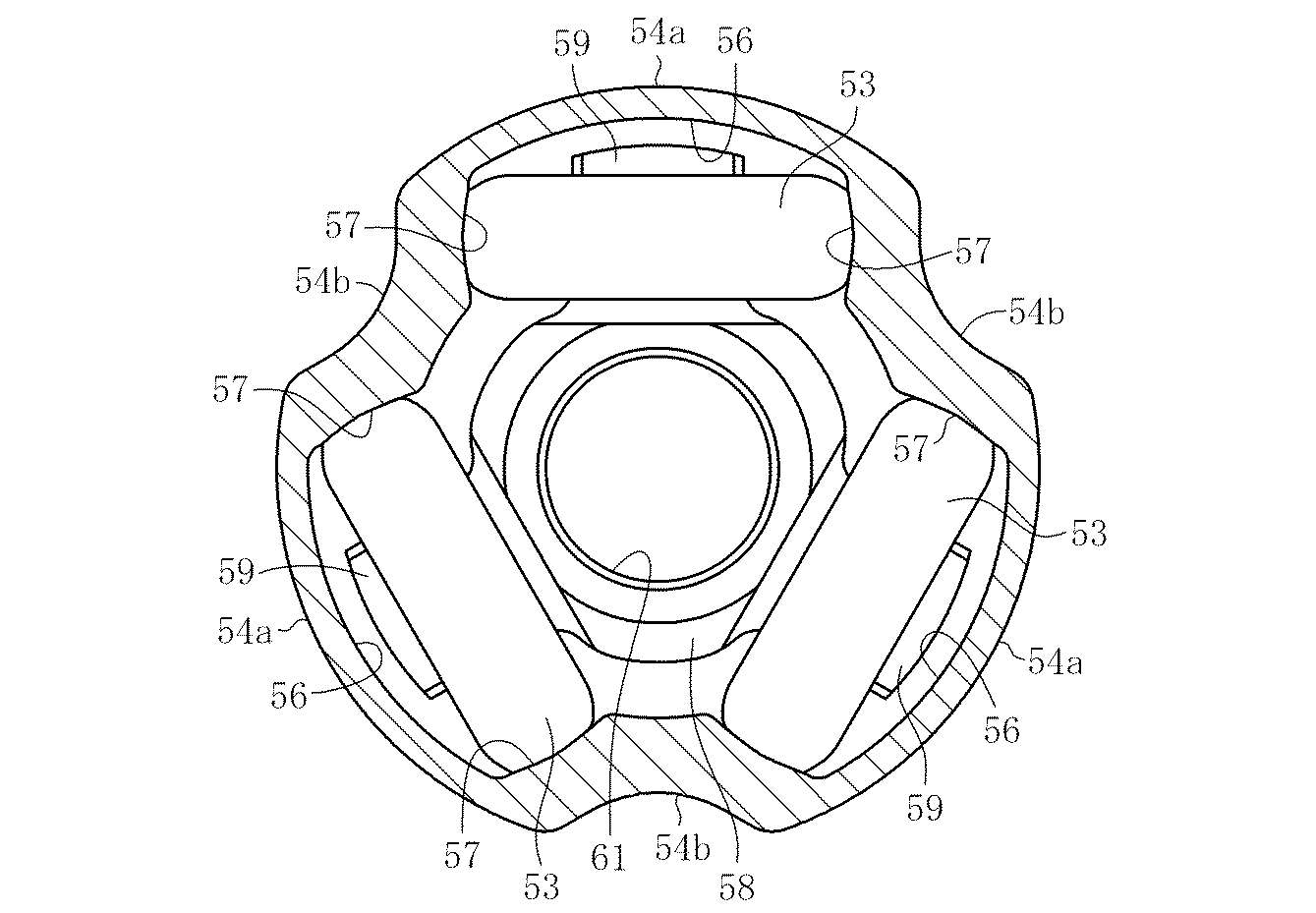
表1の熱処理履歴の欄において、実施例A1は、全体炉加熱した後、強制空冷したことを示し、実施例A2は、全体炉加熱した後、400℃でオーステンパー処理を行ったことを示し、実施例A3は、高周波局部加熱した後、水冷して、350℃で焼き戻しを行ったことを示し、実施例A4は、高周波局部加熱した後、水冷して、250℃で焼き戻しを行ったことを示している。また、比較例B1は、非標準組織を構成しないことを示し、比較例B2は、高周波局部加熱した後、水冷して、150℃で焼き戻しを行ったことを示している。
このため、実施例A1は、微細フェライトパーライト組織が主たる組織形態となり、実施例A2は、ベイナイト組織が主たる組織形態となり、実施例A3は、焼戻マルテンサイト組織が主たる組織形態となり、実施例A4は、焼戻マルテンサイト組織が主たる組織形態となり、比較例B1は、フェライトパーライト組織が主たる組織形態となり、比較例B2は、焼戻マルテンサイト組織が主たる組織形態となった。なお、実施例A1の微細フェライトパーライト組織は、JIS G 0552で定義されているフェライト粒度が8.2番であり、比較例B1のフェライトパーライト組織は、JIS G 0552で定義されているフェライト粒度が7.3番である。
外側継手部材1の外周側の引張応力が最大になる位置に亀裂が発生するまでの負荷回数を求めた。表2に外周側の最大引張応力と亀裂発生寿命の関係から求めた105回における疲労強度(最大引張応力値)を示す。実施例A1〜A4は、従来品である比較例B1に比べ疲労強度が向上した。それに対し、非標準組織部の硬さが高いB2は比較例B1(従来品)と同等であった。B2の破壊起点を調べた結果、非標準組織部と母材部との境界付近に見られた。これは焼入部周囲に生成した引張残留応力が、疲労試験で外周側に作用する引張応力に重畳したためと考えられる。
以上から、大きな引張応力が作用するトラック溝6の裏側に当たる箇所の硬さを高めれば、疲労強度を向上させることができるといえる。
1 外側継手部材
6 トラック溝
7 ローラ案内面
13 非標準組織部
6 トラック溝
7 ローラ案内面
13 非標準組織部
Claims (3)
- トラック溝が形成された鋼からなる外側継手部材を備えたトリポード型等速自在継手において、外側継手部材のトラック溝の少なくともローラ有効接触範囲の裏側に当たる箇所の組織が、微細フェライトパーライト組織、ベイナイト組織、焼戻マルテンサイト組織のうちのいずれか1種、もしくは少なくともそれら2種類以上の混合組織である非標準組織部としたことを特徴とするトリポード型等速自在継手。
- 前記微細フェライトパーライト組織が、JIS G 0552で定義されているフェライト粒度が8番以上であることを特徴とする請求項1のトリポード型等速自在継手。
- 前記トラック溝のローラ有効接触範囲の裏側に当たる箇所に局所的に非標準組織部を形成し、かつその部分の硬さをHV600以下にすることを特徴とする請求項1又は請求項2のトリポード型等速自在継手。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006095306A JP2007270902A (ja) | 2006-03-30 | 2006-03-30 | トリポード型等速自在継手 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006095306A JP2007270902A (ja) | 2006-03-30 | 2006-03-30 | トリポード型等速自在継手 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007270902A true JP2007270902A (ja) | 2007-10-18 |
Family
ID=38673927
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006095306A Withdrawn JP2007270902A (ja) | 2006-03-30 | 2006-03-30 | トリポード型等速自在継手 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007270902A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2051166A2 (en) | 2007-10-18 | 2009-04-22 | Hitachi, Ltd. | Storage system |
| WO2012117920A1 (ja) * | 2011-03-01 | 2012-09-07 | Ntn株式会社 | 熱処理方法、外側継手部材、及びトリポード型等速自在継手 |
| JP2016001042A (ja) * | 2014-06-12 | 2016-01-07 | Ntn株式会社 | 摺動式等速自在継手 |
-
2006
- 2006-03-30 JP JP2006095306A patent/JP2007270902A/ja not_active Withdrawn
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2051166A2 (en) | 2007-10-18 | 2009-04-22 | Hitachi, Ltd. | Storage system |
| WO2012117920A1 (ja) * | 2011-03-01 | 2012-09-07 | Ntn株式会社 | 熱処理方法、外側継手部材、及びトリポード型等速自在継手 |
| CN103415718A (zh) * | 2011-03-01 | 2013-11-27 | Ntn株式会社 | 热处理方法、外侧接头构件、及三球销型等速万向接头 |
| CN103415718B (zh) * | 2011-03-01 | 2016-06-29 | Ntn株式会社 | 热处理方法 |
| JP2016001042A (ja) * | 2014-06-12 | 2016-01-07 | Ntn株式会社 | 摺動式等速自在継手 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102282381B (zh) | 等速万向接头的外侧构件 | |
| WO2008032626A1 (en) | Power transmission spline | |
| EP3438487A1 (en) | Tripod constant-velocity universal joint and method for heat-treating tripod member | |
| EP3045748A1 (en) | Hollow drive shaft and method for manufacturing same | |
| JP5045491B2 (ja) | 大型転がり軸受 | |
| JP2008208940A (ja) | 等速自在継手用部品及びその製造方法 | |
| CN100570167C (zh) | 机械元件及其制造方法 | |
| CN101680490B (zh) | 固定式等速万向接头及其外环的制造方法 | |
| CN101836001A (zh) | 等速万向接头 | |
| JP3424035B2 (ja) | 等速ボールジョイントの外輪 | |
| JP2007270902A (ja) | トリポード型等速自在継手 | |
| JP2008169941A (ja) | 車輪用軸受装置 | |
| JP2006002185A (ja) | 中空状動力伝達シャフトの熱処理方法 | |
| JP6987625B2 (ja) | 浸炭肌で使用される耐ピッチング特性に優れた機械構造用のはだ焼きされた鋼および該鋼からなるはだ焼きされた歯車等の機械部品 | |
| JP5160316B2 (ja) | 等速ジョイント用ボール及びその製造方法 | |
| CN108559821A (zh) | 一种涡轮轴热处理方法 | |
| JP5398965B2 (ja) | 固定式等速自在継手 | |
| JP2006002809A (ja) | 中空状動力伝達シャフト | |
| JP5467710B2 (ja) | 固定式等速自在継手およびその外輪の製造方法 | |
| JP2007255461A (ja) | 等速自在継手 | |
| JP2007211926A (ja) | 等速自在継手の内方部材及びその製造方法 | |
| JP2000234141A (ja) | 動力伝達軸 | |
| JP2008196013A (ja) | 動力伝達シャフト | |
| JP2008196592A (ja) | 動力伝達シャフト | |
| JP2007239072A (ja) | 転動部材の製造方法および転がり軸受の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20090602 |