JP2007281094A - ダイシング装置及びダイシング方法 - Google Patents
ダイシング装置及びダイシング方法 Download PDFInfo
- Publication number
- JP2007281094A JP2007281094A JP2006103492A JP2006103492A JP2007281094A JP 2007281094 A JP2007281094 A JP 2007281094A JP 2006103492 A JP2006103492 A JP 2006103492A JP 2006103492 A JP2006103492 A JP 2006103492A JP 2007281094 A JP2007281094 A JP 2007281094A
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- dicing
- work
- transfer arm
- arm
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims abstract description 19
- 238000004140 cleaning Methods 0.000 claims abstract description 26
- 230000032258 transport Effects 0.000 claims description 20
- 238000003754 machining Methods 0.000 abstract 1
- 238000011109 contamination Methods 0.000 description 6
- 238000001179 sorption measurement Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000002173 cutting fluid Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images




Landscapes
- Dicing (AREA)
Abstract
【課題】
ワークの汚染を防ぎ、効率的なダイシングを行うダイシング装置及びダイシング方法を提供すること。
【解決手段】
X軸3Aに取り付けられた搬送アーム1Aと、X軸3Aの下段に平行に設けられたX軸3Bに取り付けられた搬送アーム1Bとにより、ダイシング前、または洗浄後の汚れていないワークWと、ダイシング後の汚れているワークWとが通るエリアを分け、他方の工程の終了を待つロスタイムが最小限に抑えられた、効率的な高スループットの加工を可能にする。
【選択図】図1
ワークの汚染を防ぎ、効率的なダイシングを行うダイシング装置及びダイシング方法を提供すること。
【解決手段】
X軸3Aに取り付けられた搬送アーム1Aと、X軸3Aの下段に平行に設けられたX軸3Bに取り付けられた搬送アーム1Bとにより、ダイシング前、または洗浄後の汚れていないワークWと、ダイシング後の汚れているワークWとが通るエリアを分け、他方の工程の終了を待つロスタイムが最小限に抑えられた、効率的な高スループットの加工を可能にする。
【選択図】図1
Description
本発明は、半導体装置や電子部品等のワークを加工するダイシング装置に関するものである。
表面に半導体装置や電子部品等が形成された板状物であるワークは、図4に示すように上面に粘着材を有するダイシングテープTに裏面が貼付される。ダイシングテープTに貼着されたワークWは、ダイシングテープTを介してフレームFにマウントされる。フレームFにマウントされたワークWは、この状態でダイシング装置等により加工が行われていく。
通常、ダイシング装置においては、フレームFにマウントされたワークWが収納されたカセットよりワークWを取り出し、ダイシング(切削加工)が行われるワークテーブル上にワークWを吸着載置してダイシングする。ダイシング後のワークWは、スピンナで洗浄され、再度カセットへ収納される。このため、ダイシング装置内には、ワークを各工程間へ移動させる搬送アームが設けられている。
従来、搬送アームには、先端に図5(a)に示す吸着機構が備えられ、吸着機構は、不図示のアームに接続された吸着機構本体70に複数の吸着部71を備えている。アームの形状としては、十字型、V字型、T字型などが提案されている(例えば、特許文献1、2、または3参照)。
吸着部71には、図5(b)に示すように、先端にパッド72が設けられ、チューブ73が接続されている。チューブ73は不図示の真空発生源に接続されており、真空発生源を動作させることによって、吸着部71がフレームFをパッド72で吸着して搬送を行う。
特開昭60−214911号公報
特開昭63−288642号公報
特開2000−173953号公報
しかし、上記特許文献に記載されたような搬送アームの場合、アームの中心を回転軸として、複数のワークを円弧状に同時に搬送する為、他の工程が進行している最中は搬送を行うことが出来ない。
また、ダイシング時の汚れが付着したワークを搬送した後に、ダイシング前の汚れていないワークを搬送する、または汚れていないワーク上を通過して汚れを落下させるなど、汚れを拡散させてしまう問題がある。
本発明は、このような問題に対して成されたものであり、ワークの汚染を防ぎ、効率的なダイシングを行うダイシング装置及びダイシング方法を提供することを目的としている。
本発明は前記目的を達成するために、請求項1に記載の発明は、回転するブレードにより切削加工されるワークと、前記ワークを載置し、前記ブレードと相対的に移動するワークテーブルと、前記ワークを収納するワーク収納部と、前記ワークの中心位置を合わせるプリアライメントレールと、切削加工された前記ワークの洗浄を行なう洗浄部と、第1の移動軸に取り付けられ、切削加工前、及び洗浄後の前記ワークの搬送を行う第1の搬送アームと、前記第1の移動軸の下段に平行に設けられた第2の移動軸に取り付けられ、前記第1の搬送アームから独立して駆動し、切削加工後の前記ワークの搬送を行う第2の搬送アームとを備えたことを特徴としている。
請求項1の発明によれば、ワーク収納部に収納されているフレームにマウントされたワークは、フレームを搬入出装置に設けられたフィンガに把持されてフレームにマウントされたワークの中心位置を合わせるプリアライメントレール上に引き出される。プリアライメントレール上のワークは、第1の移動軸に取り付けられた第1の搬送アームにより吸着保持されてダイシングが行われるワークテーブルへ搬送される。
ワークテーブル上に載置されたワークは、回転するブレードによりダイシング(切削加工)される。加工後のワークは、第1の移動軸の下段に平行に設けられた第2の移動軸に取り付けられている第2の搬送アームにより吸着保持されて洗浄部に搬送される。洗浄部で洗浄されたワークは、再び第1の搬送アームにより吸着保持されてプリアライメントレール上まで搬送され、フィンガに把持されて収納部内に戻される。
これにより、ダイシング前、または洗浄後の汚れていないワークと、ダイシング後の汚れているワークとが通るエリアが分けられ、搬送する搬送アームも異なるため、ワークの汚染を防ぐことができる。
また、搬送アームは個別に移動可能なため、他方の工程が進行中であっても、搬送を行うことが可能であり、他方の工程の終了を待つロスタイムが最小限に抑えることが可能となり、効率的な高スループットの加工が出来る。
請求項2に記載の発明は、請求項1の発明において、前記第1の搬送アームは、前記プリアライメントレールから前記ワークテーブルまでの間、及び前記洗浄部から前記プリアライメントレールまでの間で前記ワークを搬送し、前記第2の搬送アームは、前記ワークテーブルから前記洗浄部までの間で前記ワークを搬送することを特徴としている。
請求項2の発明によれば、第2の搬送アームより高い位置にある第1の搬送アームにより、プリアライメントレールとワークテーブルとの間、または洗浄部とプリアライメントレールとの間で、ダイシング前、及びダイシングが行われた後に洗浄された汚れのないワークが搬送される。第1の搬送アームと独立して駆動する第2の搬送アームでは、ワークテーブルと洗浄部との間でダイシング後の汚れのあるワークが搬送される。
これにより、汚れのないワークと、汚れているワークとが通るエリアが分けられ、ワークの汚染を防ぎ、独立して搬送アームが駆動するので、個別のタイミングで搬送が可能となり、効率的な高スループットの加工が出来る。
請求項3に記載の発明は、回転するブレードに対して相対的に移動するワークテーブル上にワークを載置して切削加工を行ない、洗浄部にて切削加工後の前記ワークの洗浄を行なうダイシング装置において、第1の移動軸に取り付けられた第1の搬送アームと、前記第1の移動軸の下段に平行に設けられた第2の移動軸に取り付けられ、前記第1の搬送アームから独立して駆動する第2の搬送アームを備え、前記第1の搬送アームで切削加工前、及び洗浄後のワークを搬送し、前記第2の搬送アームで切削加工後の前記ワークを搬送することを特徴としている。
請求項3の発明によれば、第2の搬送アームより高い位置にある第1の搬送アームにより、ダイシング前、及び洗浄後の汚れのないワークの搬送を行い、第1の搬送アームと独立して駆動する第2の搬送アームで、ダイシング後の汚れのあるワークの搬送を行う。
これにより、汚れのないワークと、汚れているワークとの通るエリアを分け、別々の搬送アームで搬送するのでワークの汚染を防ぐ。また、独立して搬送アームが駆動するので、個別のタイミングで搬送が可能となり、効率的な高スループットの加工が出来る。
以上説明したように、本発明のダイシング装置及びダイシング方法によれば、ワークの汚染を防ぎ、効率的な高スループットのダイシングを行うことが可能になる。
以下、添付図面に従って本発明に係るダイシング装置の好ましい実施の形態について詳説する。
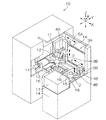
まず初めに、本発明に係わるダイシング装置の構成について説明する。図1は、ダイシング装置の全体斜視図である。
ダイシング装置10は、ダイシングを行なう為に、互いに対向配置され、先端にブレード12と不図示のホイールカバーが取付けられた高周波モータ内蔵型のスピンドル11、11と、スピンドル11の近傍に取り付けられたワークの観察を行う顕微鏡13と、ワークを吸着保持するワークテーブル16とを備えている。
この他、ダイシング装置10には、ダイシングされたワークWをスピン洗浄する洗浄部としてのスピンナ15と、フレームへマウントされたワークを多数枚収納したワーク収納部としてのカセット17、カセット17を載置して上下に移動するエレベータ14とが備えられている。
また、ダイシング装置10には、ワークの搬送を行う為に、第1の搬送アームとしての搬送アーム1Aと、第2の搬送アームとしての搬送アーム1B、フレームの中心位置を合わせる一対のプリアライメントレール18、18、カセット17からワークの出し入れを行う不図示のフィンガとが備えられている。
ブレード12は、スピンドル11により30,000rpmから80,000rpmで高速に回転され、スピンドル11と共に不図示の移動軸によりY方向とZ方向に移動される。
ワークテーブル16は、ワークWを吸着保持し、不図示の移動軸によりX方向に往復運動するとともに、不図示のθ回転軸によりθ方向に回転される。
搬送アーム1Aは、第1の移動軸であるX軸3Aに取り付けられたZ軸5Aに、アーム4Aが取り付けられ、アーム4Aの先端に吸着機構2が設けられている。搬送アーム1Aは、X軸3AとZ軸5Aとにより、吸着機構2がX方向とZ方向とへ移動し、図4のようにフレームFへマウントされたワークWのフレームFを吸着機構2で吸着保持して搬送する。
搬送アーム1Bは、第1の移動軸の下段に平行に設けられた第2の移動軸であるX軸3Bに取り付けられたZ軸5Bに、アーム4Bが取り付けられ、アーム4Bの先端に吸着機構2が設けられている。搬送アーム1Bは、X軸3BとZ軸5Bとにより、吸着機構2がX方向とZ方向とへ移動し、フレームFを吸着機構2で吸着保持して搬送する。
一対のプリアライメントレール18、18は、エレベータ14に載置された多段構造を成すカセット17の開口側近傍、且つスピンナ15の上方に設けられている。カセット17の各段に収納されたフレームFにマウントされたワークWは、不図示のフィンガにより一対のプリアライメントレール18に沿って搬出され、プリアライメントレール18上に載置されて中心位置が合わせられる。
スピンナ15は、内部にワークWを吸着載置するスピンナテーブルが設けられ、スピンナテーブルはモータにより高速に回転する。スピンナテーブル上に吸着載置されたワークWは、表面に高圧の洗浄液が噴射されるとともに高速に回転して洗浄が行われる。
ダイシング装置10では、カセット17よりフレームFにマウントされたワークWがプリアライメントレール18上に搬出され、搬送アーム1Aにより吸着されてワークテーブル16上へ搬送される。
ワークテーブル16上に搬送されたワークWは、回転するブレード12によりダイシングされ、ダイシング後は搬送アーム1Bにより吸着されてスピンナ15へ搬送される。スピンナ15へ搬送されたダイシング後のワークWは、スピンナ15により洗浄される。
洗浄されたワークWは、搬送アーム1Aにより再びプリアライメントレール18上まで搬送され、カセット17へ収納される。
以上のような構成によりダイシング装置10は、ワークWのダイシングを行う。
次に、本発明に係わるダイシング方法について説明する。図2は搬送アームの動作を模式的に表した正面図、図3はダイシングの工程と各搬送アームの動作フローを表した図表である。
ダイシング装置10では、ダイシング動作が開始されると、図1に示すブレード12が回転を開始し、切削液がブレード12に向かって供給される。カセット17に複数収納されたフレームFにマウントされたワークWの1枚が、プリアライメントレール18上に搬出される(ステップS1)。
このとき、搬送アーム1Aは図2の矢印Aで示すプリアライメントレール上方位置で待機し、搬送アーム1Bは矢印Bで示すスピンナ上方位置で待機している。
続いて、搬送アーム1Aによりプリアライメントレール18上のワークWが吸着保持され持ち上げられる(ステップS2)。
続いて、搬送アーム1Aは、矢印Cで示すワークテーブル16上方位置まで移動する。移動後、吸着機構2を下降させてワークWをワークテーブル16上に載置し、再び上昇して矢印Aで示すプリアライメントレール18上方位置まで移動して待機する(ステップS3)。
ワークテーブル16へ載置されたワークWは、ワークテーブル16に吸着固定されてダイシングが開始される。ワークWのダイシングでは、スピンドル11がZ方向に移動してブレード12が所定の高さへ合わせられ、ワークテーブル16がX方向に移動すると共に、スピンドル11がY方向へインデックス送りされて加工されていく。
このとき、プリアライメントレール18上へは2枚目のワークWが搬出され、プリアライメントレール18上方に待機している搬送アーム1Aにより吸着保持される(ステップS4)。
2枚目のワークWを吸着保持した搬送アーム1Aは、ダイシングが終了するまで、矢印Aで示すプリアライメントレール18上方位置で待機する。
ダイシングが終了すると、ワークWを吸着保持した搬送アーム1Aは、矢印Cで示すワークテーブル上方位置に移動する。搬送アーム1Bは、矢印Dで示すワークテーブル16上方位置へ移動し、ワークテーブル16上のダイシング後のワークWを吸着保持した後、矢印Bで示すスピンナ上方位置へ移動する(ステップS5)。
続いて、搬送アーム1Aは、下降して2枚目のワークWをワークテーブル16へ載置し、再び上昇して矢印Aで示すプリアライメントレール18上方位置まで移動して待機する。搬送アーム1Bは、下降して図2に示す、スピンナテーブル19上へダイシング済みの1枚目のワークWを載置し、再び上昇して矢印Bで示すスピンナ上方位置で待機する(ステップS6)。
ワークテーブル16に載置された2枚目のワークWは、吸着固定されてダイシングされる。スピンナテーブル19上に載置されたダイシング済みの1枚目のワークWは吸着固定され、高圧の洗浄水を表面に噴射されるとともに、スピンナテーブル19と共に高速に回転して洗浄される。
ワークWの洗浄が終了すると、搬送アーム1Bは、矢印Dで示すワークテーブル16上方位置まで移動し待機する。搬送アーム1Bが移動した後、搬送アーム1Aは、下降してスピンナテーブル19上の洗浄後のワークWを吸着保持する。吸着保持した後、プリアライメントレール18上方までワークWを上昇させ、プリアライメントレール18上にワークを載置する(ステップS7)。
搬送アーム1Aは、洗浄後のワークWをプリアライメントレール18へ載置した後、矢印Aで示すプリアライメントレール18上方位置で待機する。プリアライメントレール18へ載置された洗浄後のワークWは、不図示のフィンガにより再びカセット17へ収納される。
カセット17へダイシングと洗浄とが終了した1枚目のワークWが収納された後、プリアライメントレール18上へは3枚目のワークWが搬出され、プリアライメントレール18上方に待機している搬送アーム1Aにより吸着保持される(ステップS8)。
3枚目のワークWを吸着保持した搬送アーム1Aは、矢印Aで示すプリアライメントレール18上で待機する。
続いて、2枚目のワークWのダイシングが終了すると、3枚目のワークWを吸着保持した搬送アーム1Aは、矢印Cで示すワークテーブル16上方位置に移動する。搬送アーム1Bは、ワークテーブル16上のダイシング後のワークWを吸着保持した後、矢印Bで示すスピンナ上方位置へ移動する(ステップS9)。
この後、ワークテーブル16上方位置に移動した搬送アーム1Aは、ステップS6と同様に、下降して3枚目のワークWをワークテーブル16へ載置し、再び上昇してプリアライメントレール18上方位置まで移動して待機する。スピンナ上方位置へ移動した搬送アーム1Bも、ステップS6と同様に、下降してスピンナテーブル19上へダイシング済みの2枚目のワークWを載置し、再び上昇して矢印Bで示すスピンナ上方位置で待機する。
以降、ステップS6からステップS9までをカセット17に収納されたワークW全ての加工が終了するまで繰り返す。
以上説明したように、本発明に係るダイシング装置及びダイシング方法によれば、ダイシング前、または洗浄後の汚れていないワークは常に、ダイシング後の汚れているワークの通るエリアの上方を通り、汚れたワークから汚れが落下することはない。また、搬送する搬送アームも異なるため、ワークの汚染を防ぐことができる。
更に、搬送アームは個別に移動可能に設けられ、他方の工程が進行中であっても搬送を行うことが可能であり、ワークが移動した後に新たなワークを直ちに供給することも可能であるため、他方の工程の終了を待つロスタイムが最小限に抑えられ、効率的な高スループットの加工が出来る。
なお、本実施の形態では第1の搬送アームで汚れの無いワークを、第2の搬送アームで汚れのあるワークを搬送しているが、本発明はこれに限らず、第1の搬送アームと第2の搬送アームとは独立して移動可能であるため、入れ替えて使用しても好適に利用可能である。
また、本実施の形態では、図3の図表に示したダイシングの工程と各搬送アームの動作とでワークのダイシングを行っているが、本発明はこれに限らず、ワークサイズ、洗浄時間、ダイシング速度等、ワークの種類に適したダイシング工程と搬送アームの動作でダイシングを行い、2つの搬送アームが同時に別々の動作をすることにより、ワークを搬送する時間が最短となるように搬送アームを動作させればよい。
1A…搬送アーム(第1の搬送アーム)、1B…搬送アーム(第2の搬送アーム),2…吸着機構,3A…X軸(第1の移動軸)、3B…X軸(第2の移動軸),4A、4B…アーム,5A、5B…Z軸,10…ダイシング装置,11…スピンドル,12…ブレード,13…顕微鏡,14…エレベータ,15…スピンナ,16…ワークテーブル,17…カセット,18…プリアライメントレール,19…スピンナテーブル,W…ワーク
Claims (3)
- 回転するブレードにより切削加工されるワークと、
前記ワークを載置し、前記ブレードと相対的に移動するワークテーブルと、
前記ワークを収納するワーク収納部と、
前記ワークの中心位置を合わせるプリアライメントレールと、
切削加工された前記ワークの洗浄を行なう洗浄部と、
第1の移動軸に取り付けられ、切削加工前、及び洗浄後の前記ワークの搬送を行う第1の搬送アームと、
前記第1の移動軸の下段に平行に設けられた第2の移動軸に取り付けられ、前記第1の搬送アームから独立して駆動し、切削加工後の前記ワークの搬送を行う第2の搬送アームとを備えたことを特徴とするダイシング装置。 - 前記第1の搬送アームは、前記プリアライメントレールから前記ワークテーブルまでの間、及び前記洗浄部から前記プリアライメントレールまでの間で前記ワークを搬送し、前記第2の搬送アームは、前記ワークテーブルから前記洗浄部までの間で前記ワークを搬送することを特徴とする請求項1に記載のダイシング装置。
- 回転するブレードに対して相対的に移動するワークテーブル上にワークを載置して切削加工を行ない、洗浄部にて切削加工後の前記ワークの洗浄を行なうダイシング装置において、第1の移動軸に取り付けられた第1の搬送アームと、前記第1の移動軸の下段に平行に設けられた第2の移動軸に取り付けられ、前記第1の搬送アームから独立して駆動する第2の搬送アームを備え、前記第1の搬送アームで切削加工前、及び洗浄後のワークを搬送し、前記第2の搬送アームで切削加工後の前記ワークを搬送することを特徴とするダイシング方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006103492A JP2007281094A (ja) | 2006-04-04 | 2006-04-04 | ダイシング装置及びダイシング方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006103492A JP2007281094A (ja) | 2006-04-04 | 2006-04-04 | ダイシング装置及びダイシング方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007281094A true JP2007281094A (ja) | 2007-10-25 |
Family
ID=38682258
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006103492A Pending JP2007281094A (ja) | 2006-04-04 | 2006-04-04 | ダイシング装置及びダイシング方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007281094A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021186922A (ja) * | 2020-05-28 | 2021-12-13 | 株式会社ディスコ | 被加工物の加工方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11163082A (ja) * | 1997-11-28 | 1999-06-18 | Dainippon Screen Mfg Co Ltd | 基板搬送装置および基板搬送方法 |
| JPH11330190A (ja) * | 1998-03-13 | 1999-11-30 | Tokyo Electron Ltd | 基板の搬送方法及び処理システム |
| JP2006074004A (ja) * | 2004-08-02 | 2006-03-16 | Disco Abrasive Syst Ltd | ワーク搬送収納装置,およびそのワーク搬送収納装置を備えた切削装置 |
-
2006
- 2006-04-04 JP JP2006103492A patent/JP2007281094A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11163082A (ja) * | 1997-11-28 | 1999-06-18 | Dainippon Screen Mfg Co Ltd | 基板搬送装置および基板搬送方法 |
| JPH11330190A (ja) * | 1998-03-13 | 1999-11-30 | Tokyo Electron Ltd | 基板の搬送方法及び処理システム |
| JP2006074004A (ja) * | 2004-08-02 | 2006-03-16 | Disco Abrasive Syst Ltd | ワーク搬送収納装置,およびそのワーク搬送収納装置を備えた切削装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021186922A (ja) * | 2020-05-28 | 2021-12-13 | 株式会社ディスコ | 被加工物の加工方法 |
| JP7539258B2 (ja) | 2020-05-28 | 2024-08-23 | 株式会社ディスコ | 被加工物の加工方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4999487B2 (ja) | 基板処理装置 | |
| KR100963361B1 (ko) | 기판처리장치 | |
| JP5399690B2 (ja) | 切断装置 | |
| JP5179928B2 (ja) | ウエーハの搬出方法 | |
| JP5999972B2 (ja) | 保持テーブル | |
| CN108389794B (zh) | 加工装置 | |
| CN111696904B (zh) | 搬送装置 | |
| CN107030902B (zh) | 切削装置 | |
| JP2019111628A (ja) | 切削装置 | |
| JP5623213B2 (ja) | 切削加工装置 | |
| JP5759779B2 (ja) | 板材の加工装置 | |
| JP2007157996A (ja) | ワーク搬送装置及びワーク搬送方法 | |
| JP2010087443A (ja) | 搬送機構 | |
| CN111341694A (zh) | 晶片制造装置 | |
| JP2008166367A (ja) | 基板処理装置 | |
| JP2018192546A (ja) | 切削装置 | |
| JP2010098029A (ja) | 加工装置の排水機構 | |
| JP6208587B2 (ja) | 切削装置 | |
| JP2007281094A (ja) | ダイシング装置及びダイシング方法 | |
| JP2010205865A (ja) | スピンナ洗浄装置 | |
| JP2017059736A (ja) | 半導体チップの実装装置 | |
| JP2011131284A (ja) | 研削装置 | |
| JP5385965B2 (ja) | 基板処理装置 | |
| KR102619218B1 (ko) | 절삭 장치 | |
| JP2007281095A (ja) | ワーク搬送装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090326 |
|
| A977 | Report on retrieval |
Effective date: 20110414 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110418 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110809 |