JP2007284869A - 表片を付着したブロック及びその製造方法 - Google Patents
表片を付着したブロック及びその製造方法 Download PDFInfo
- Publication number
- JP2007284869A JP2007284869A JP2006109889A JP2006109889A JP2007284869A JP 2007284869 A JP2007284869 A JP 2007284869A JP 2006109889 A JP2006109889 A JP 2006109889A JP 2006109889 A JP2006109889 A JP 2006109889A JP 2007284869 A JP2007284869 A JP 2007284869A
- Authority
- JP
- Japan
- Prior art keywords
- piece
- block
- main body
- surface piece
- male
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title abstract description 11
- 239000000463 material Substances 0.000 claims abstract description 45
- 238000010276 construction Methods 0.000 claims abstract description 13
- 230000000452 restraining effect Effects 0.000 claims abstract description 13
- 238000000034 method Methods 0.000 claims description 21
- 239000000853 adhesive Substances 0.000 claims description 16
- 230000001070 adhesive effect Effects 0.000 claims description 16
- 238000009826 distribution Methods 0.000 claims description 8
- 239000012790 adhesive layer Substances 0.000 claims description 5
- 239000000696 magnetic material Substances 0.000 claims description 4
- 239000012779 reinforcing material Substances 0.000 claims description 3
- 239000010426 asphalt Substances 0.000 abstract description 12
- 230000000704 physical effect Effects 0.000 abstract description 7
- 238000003825 pressing Methods 0.000 description 15
- 239000004567 concrete Substances 0.000 description 14
- 229910000831 Steel Inorganic materials 0.000 description 11
- 239000010959 steel Substances 0.000 description 11
- 239000010920 waste tyre Substances 0.000 description 11
- 230000000694 effects Effects 0.000 description 10
- 230000008569 process Effects 0.000 description 9
- 239000010410 layer Substances 0.000 description 7
- 238000006243 chemical reaction Methods 0.000 description 5
- 230000008439 repair process Effects 0.000 description 5
- 239000011347 resin Substances 0.000 description 5
- 229920005989 resin Polymers 0.000 description 5
- 238000011109 contamination Methods 0.000 description 4
- 238000009415 formwork Methods 0.000 description 4
- 230000006870 function Effects 0.000 description 4
- 230000001788 irregular Effects 0.000 description 4
- 238000005304 joining Methods 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002699 waste material Substances 0.000 description 4
- 239000011324 bead Substances 0.000 description 3
- 239000004568 cement Substances 0.000 description 3
- 239000000919 ceramic Substances 0.000 description 3
- 239000002131 composite material Substances 0.000 description 3
- 238000000605 extraction Methods 0.000 description 3
- 230000036961 partial effect Effects 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 230000002829 reductive effect Effects 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 2
- 238000011049 filling Methods 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 230000007774 longterm Effects 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 230000035882 stress Effects 0.000 description 2
- 239000002344 surface layer Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 241000272814 Anser sp. Species 0.000 description 1
- 208000019901 Anxiety disease Diseases 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- AFCARXCZXQIEQB-UHFFFAOYSA-N N-[3-oxo-3-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)propyl]-2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidine-5-carboxamide Chemical compound O=C(CCNC(=O)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F)N1CC2=C(CC1)NN=N2 AFCARXCZXQIEQB-UHFFFAOYSA-N 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000002730 additional effect Effects 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 230000002528 anti-freeze Effects 0.000 description 1
- 230000036506 anxiety Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 238000010073 coating (rubber) Methods 0.000 description 1
- 238000005056 compaction Methods 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000003912 environmental pollution Methods 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000012634 fragment Substances 0.000 description 1
- 238000007710 freezing Methods 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 230000000670 limiting effect Effects 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000004570 mortar (masonry) Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000004321 preservation Methods 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 230000011218 segmentation Effects 0.000 description 1
- 239000004575 stone Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000012815 thermoplastic material Substances 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- 235000013311 vegetables Nutrition 0.000 description 1
- 239000011345 viscous material Substances 0.000 description 1
Images


Landscapes
- Road Paving Structures (AREA)
Abstract
【課題】ゴム材など付着の難しい表片を過酷な環境下で耐久的に保持する建設ブロックを安価に提供する。
【解決手段】多様な形状と物性の建設ブロックにおいて、表片1の裏に突き出た雄部7を設け、該雄部をアスファルト層などの接着部2の一部である拘束部12に抱かせて固定し、該接着部をブロックの本体3に結合することによって一体化する。補強された該接着部は該雄部の強度を高め、剥離を防止する。該接着部は表片1と本体3とを結合しながら建設ブロック全体の厚さを制御する。面上に配列した表片を各型枠に分配して製造の能率と精度とを向上する。
【選択図】図1
【解決手段】多様な形状と物性の建設ブロックにおいて、表片1の裏に突き出た雄部7を設け、該雄部をアスファルト層などの接着部2の一部である拘束部12に抱かせて固定し、該接着部をブロックの本体3に結合することによって一体化する。補強された該接着部は該雄部の強度を高め、剥離を防止する。該接着部は表片1と本体3とを結合しながら建設ブロック全体の厚さを制御する。面上に配列した表片を各型枠に分配して製造の能率と精度とを向上する。
【選択図】図1
Description
本発明は、主として廃タイヤを分割した表片を表面に付着した建設ブロックに関する。
従来、路面や壁の建設に用いる建設ブロックの表面にゴム材を付着することによって、次のような物理量を低下させ、環境災害や損傷を軽減する被覆効果が知られていた。
1)反響音 2)発生騒音 3)磨耗 4)着氷 5)衝突時の衝撃 6)接触時の硬さ 7)面の粗さ
一方で廃タイヤなど内部に異物を含むゴム材は廃棄物として処理にコストが掛かり、多様な形状を工業製品に利用するために粒状化し、再固形化した。このようなゴム板を添付したブロックは歩道や駅の階段で既に広く利用されてきた。しかし、車道や護岸では一般的な工法ではなかった。この理由は板の耐久性が不十分で、且つ、ゴム板の固定が困難であるためであった。近年、耐久性の大きい廃タイヤの分割片を非粒状で車道に利用するため、固定方法について多くの提案がなされている。例えば特許文献1では複雑な形状のゴム片にコンクリートを打設する方法が提案されている。しかし、ゴム片の複雑な加工がコストを上昇させ、コンクリートの打設に手間が掛かった。また、文献2では金属釘などを用いてコンクリートに留める方法が提案された。しかし、ブロックの成形加工に費用が掛かり、また釘周辺の局所に応力集中が生じ、ゴムの孔径が拡大したり、接着部が破壊されたりして剥離が生じた。このような経緯から車道には廃タイヤを切断したゴム板を直接コンクリートブロックの本体に貼り付けて利用する方法が主に実施され、積雪地などで施工されている。即ち、高強度の化学的接着剤による平面的接着法である。
1)反響音 2)発生騒音 3)磨耗 4)着氷 5)衝突時の衝撃 6)接触時の硬さ 7)面の粗さ
一方で廃タイヤなど内部に異物を含むゴム材は廃棄物として処理にコストが掛かり、多様な形状を工業製品に利用するために粒状化し、再固形化した。このようなゴム板を添付したブロックは歩道や駅の階段で既に広く利用されてきた。しかし、車道や護岸では一般的な工法ではなかった。この理由は板の耐久性が不十分で、且つ、ゴム板の固定が困難であるためであった。近年、耐久性の大きい廃タイヤの分割片を非粒状で車道に利用するため、固定方法について多くの提案がなされている。例えば特許文献1では複雑な形状のゴム片にコンクリートを打設する方法が提案されている。しかし、ゴム片の複雑な加工がコストを上昇させ、コンクリートの打設に手間が掛かった。また、文献2では金属釘などを用いてコンクリートに留める方法が提案された。しかし、ブロックの成形加工に費用が掛かり、また釘周辺の局所に応力集中が生じ、ゴムの孔径が拡大したり、接着部が破壊されたりして剥離が生じた。このような経緯から車道には廃タイヤを切断したゴム板を直接コンクリートブロックの本体に貼り付けて利用する方法が主に実施され、積雪地などで施工されている。即ち、高強度の化学的接着剤による平面的接着法である。
しかし、この平面的接着法には次のような問題点があった。
1) ゴム板の厚さが不均一なために選別や取り扱いに人手を要し、費用が掛かった。
2) 選別して供給されるゴム板の厚さが不均一で、表面の平坦性が欠如した。
3) 表片に適した接着剤に適する相手の材料の選択が限定された。
4) 表片が供用中に変形して不整合が発生し、この部分から剥離が拡大した。
5) 交通振動と負荷によって接着剤の接着力が下がり半年以下で相当数が剥離した。
6) 毎日の温度変化による伸縮で破壊されて表片が剥離した。
7) 硬化反応が体積収縮を伴い、表片を変形させた。
8) 特殊な処理手順を要するので製造に大きい費用が掛かった。
1) ゴム板の厚さが不均一なために選別や取り扱いに人手を要し、費用が掛かった。
2) 選別して供給されるゴム板の厚さが不均一で、表面の平坦性が欠如した。
3) 表片に適した接着剤に適する相手の材料の選択が限定された。
4) 表片が供用中に変形して不整合が発生し、この部分から剥離が拡大した。
5) 交通振動と負荷によって接着剤の接着力が下がり半年以下で相当数が剥離した。
6) 毎日の温度変化による伸縮で破壊されて表片が剥離した。
7) 硬化反応が体積収縮を伴い、表片を変形させた。
8) 特殊な処理手順を要するので製造に大きい費用が掛かった。
即ち、小さい確率ながら突然発生した剥離による凹凸が事故の原因になり、表片の剥離したブロックを補修するために維持費を上昇させ、補修完了まで供用場所の滑らかな交通を阻害し、加えて、突発的な飛散物は不安感を産み、日常的な供用における平坦性の欠如は振動や騒音の原因になり、加えて、高い建設コストが掛かるという問題点はいずれも建設ブロックにおいては大きい欠点であった。
この改善策に特許文献3のようなブロックが提案された。即ち、表片の裏にアスファルトなどの熱可塑性体を塗布し、これを型枠に置いて直接コンクリートを打設するブロックである。表片の接着力が回復するので剥離開始日数は延びたが、交通負荷による剥離はなお相当の割合で発生した。この理由は本体となるコンクリートの平面打設においては、締め固めの不足による接着部の劣化で保持力が低下するからであった。これを改善したブロックマシンによる機械打設においては、コンクリートは耐久的になったが、打設時に生じた表片変形が供用時に戻るので剥離が生じた。加えて、製造段階において、ゴム片の配列に機械を止め、また表片の配列に人手を要した。また、本来は連続運転するブロックマシンを毎回停止して表片を配列するためコストが上昇する欠点があった。またアスファルトが型枠にくっついて汚染するのでその処理に設備と費用と時間が掛かった。
これらの欠点を解消する改善策として、特許文献4が提案された。即ちブロックマシンによる耐久的なコンクリートの本体に凹部を形成し、この中にゴム片を固定する方法である。しかし本体がコンクリートに限定されること、本体の両端が突出するので上述(段落0002記載)のゴム表片に期待される効果が十分には得られなかった。加えて、表片の配列に人手を要し製造コストを上昇させた。
解決しようとする課題は、多様な厚さと長期と短期でそれぞれ特有の変形特性を持つ材料を加工して表片とし、供用場所で常に変化する過酷な条件において要求される物性を保ちながら長期間に亘り表片と本体との耐久的な結合が保持されること、且つ、表片の取り扱い(選別、移動、配列)、結合の手順及び型枠整備(汚染やこびり付きを掃除する)の三工程を簡易にしてコストを低減することである。要約すると次のようである。
1) 表片と本体の多様性に対応すること。
2) 過酷な供用条件下において表片と本体とを耐久的に結合すること。
3) 製造コストを低減すること。
1) 表片と本体の多様性に対応すること。
2) 過酷な供用条件下において表片と本体とを耐久的に結合すること。
3) 製造コストを低減すること。
本発明は、請求項1に記載のように、所望の物性の表片1が本体3の少なくとも一表面に付着された建設ブロックに関して、下記のように構成することによって課題を解決する。
1) 該表片と該本体との間の少なくとも一部において、両者に密着する接着部2が介在する。表片の付着に介在物を利用して、表片の厚さ寸法と物性のばらつきに対処するためである。建設ブロックの特性として不規則な負荷と衝撃に対処するため、密着により結合物の間に安定した接触条件に保つ機能を持たせる。
2) 該接着部の材料が経時硬化材料である。該経時硬化材料の定義は次のようである。即ち、付着工程においては塑性変形又は流動によって接触物に密着する可塑性又は粘性を保ち、供用時までの時間の経過によって硬さを増し、供用時においては表片の変形に一定の融通性を保ちながら、十分な強度と硬さで負荷を受ける該表片を保持する材料である。一般的な舗装における補修作業を簡易にするためには熱可塑性を持つことが望ましい。瀝青材料を含む混合剤や合材、特にグースアスファルトや改質ゴムペーストが代表的である。強度が重視される層状使用の場合は複合材料として、上下の両面をアスファルト層とし、中層をセメントペーストで充填したサンドイッチ状の複合材料を用いる。経時硬化は材料の乾燥、チキソトロピー又は化学反応である。
3) 該表片の少なくとも一部において、凸の形状をなす雄部7を形成する。即ち、該表片に変形又は接合によって該雄部を加工する。接合においては剥離作用を受けた該表片を保持するに足る強度を確保する。このために該表片と該雄部との接合面積を両者の強度から算定する。該接合面積の増加は雄部の個数を増しても可能である。又、該雄部の強度も表片剥離を防ぐに足ることが必要であり、場合によっては複合材料にする。なお、該雄部の弾性率が表片のそれに近いほど接合部における応力集中を回避し、接合面積が減少しても接合が耐久的になる。断面の形状は略長方形を主とするが使用材料の供給時荷姿による。
4) 該接着部の少なくとも一部が拘束部12を形成し、該雄部に密着して拘束する。即ち、該拘束部が表片と本体とに密着しながら該拘束部で該雄部を包み込んで保持する。即ち、付着と幾何学的な形状とで拘束する。
5) 該接着部の少なくとも一部が接着、又は、該本体に形成した雌部9に拘束された該雄部によって該本体と結合する。該接着部の接着強度を更に向上する場合は該雄部の結合機能が付加される。
6) 該接着部の厚さを制御して該ブロックの全体を一定寸法に形成する。即ち、経時硬化材料は変形の容易な利点と汚染やこびり付き生ずる欠点があるので、表片と本体で挟んで型枠への汚染やこびり付きを最小限に抑え、一方で、変形の容易な利点を生かして一定寸法の厚さの工業製品にする。
1) 該表片と該本体との間の少なくとも一部において、両者に密着する接着部2が介在する。表片の付着に介在物を利用して、表片の厚さ寸法と物性のばらつきに対処するためである。建設ブロックの特性として不規則な負荷と衝撃に対処するため、密着により結合物の間に安定した接触条件に保つ機能を持たせる。
2) 該接着部の材料が経時硬化材料である。該経時硬化材料の定義は次のようである。即ち、付着工程においては塑性変形又は流動によって接触物に密着する可塑性又は粘性を保ち、供用時までの時間の経過によって硬さを増し、供用時においては表片の変形に一定の融通性を保ちながら、十分な強度と硬さで負荷を受ける該表片を保持する材料である。一般的な舗装における補修作業を簡易にするためには熱可塑性を持つことが望ましい。瀝青材料を含む混合剤や合材、特にグースアスファルトや改質ゴムペーストが代表的である。強度が重視される層状使用の場合は複合材料として、上下の両面をアスファルト層とし、中層をセメントペーストで充填したサンドイッチ状の複合材料を用いる。経時硬化は材料の乾燥、チキソトロピー又は化学反応である。
3) 該表片の少なくとも一部において、凸の形状をなす雄部7を形成する。即ち、該表片に変形又は接合によって該雄部を加工する。接合においては剥離作用を受けた該表片を保持するに足る強度を確保する。このために該表片と該雄部との接合面積を両者の強度から算定する。該接合面積の増加は雄部の個数を増しても可能である。又、該雄部の強度も表片剥離を防ぐに足ることが必要であり、場合によっては複合材料にする。なお、該雄部の弾性率が表片のそれに近いほど接合部における応力集中を回避し、接合面積が減少しても接合が耐久的になる。断面の形状は略長方形を主とするが使用材料の供給時荷姿による。
4) 該接着部の少なくとも一部が拘束部12を形成し、該雄部に密着して拘束する。即ち、該拘束部が表片と本体とに密着しながら該拘束部で該雄部を包み込んで保持する。即ち、付着と幾何学的な形状とで拘束する。
5) 該接着部の少なくとも一部が接着、又は、該本体に形成した雌部9に拘束された該雄部によって該本体と結合する。該接着部の接着強度を更に向上する場合は該雄部の結合機能が付加される。
6) 該接着部の厚さを制御して該ブロックの全体を一定寸法に形成する。即ち、経時硬化材料は変形の容易な利点と汚染やこびり付き生ずる欠点があるので、表片と本体で挟んで型枠への汚染やこびり付きを最小限に抑え、一方で、変形の容易な利点を生かして一定寸法の厚さの工業製品にする。
なお、場合によって、該雄部と該雌部との間の空間4に、充填材が充填されて拘束部12を形成する。これによって、該雄部の周辺がより密実になり、保持強度は更に増大するので、より過酷な環境における使用を可能にする。特に、該雌部が本体3を外部にまで貫通する空間若しくは孔に連結されると、ブロックの厚さを固定した状態で外部から経時硬化材料を充填することができる。充填による接着部と該拘束部との形成は作業手順を簡略化し、加えて、ブロック厚の寸法精度を向上させる。
なお、場合によって、引き抜き力を受ける該雄部の少なくとも一部において、引き抜き側の幅をより小にする。これによって、臍効果を生ずるとともに、引き抜き抵抗が増大する。該雄部の引き抜き側の少なくとも一部が準備段階から先太の形状又は付着工程において側面に押圧を掛けると局部的に幅が圧縮され、引き抜き時は拘束部が三軸圧縮になり付着強度が増大する。即ち、引き抜き力を受けた該雄部がアンダーカットの状態、又は、側面の押圧で拘束されている状態になるので、付着力が増大して該雄部を保持すると表片の剥離抵抗が更に増大する。特に、拘束部の内部に砂などが混入した場合は内部摩擦によって付着強度が増大し、拘束力の上昇が更に顕著になる。
なお、場合によって、請求項2に記載のように、該表片、該接着層、該本体又は該雄部の少なくとも何れかを、下記のように複数の部材で構成し、絞め部材5で結合することによって、剥離の耐久性の向上と付着工程の更なる簡略化とを可能にする。加えて供用場所における交換と修理を容易にする。
1) 該表片を二分して最大寸法を小さくし、熱変形や記憶回復などの表片の経時変形を細分化して影響の集中を緩和する。場合によっては、分断に替えて半切断によっても同様の効果が得られる。
2) 該雄部を二分し、間に押圧材6を挿入し、先太の形状や押圧の発生をによって剥離の耐久性を高める。該押圧材は樹脂若しくは金属の高い弾性係数の材料又は膨張セメント若しくは厚さ変えた部材を用いて押し圧を制御する。
3) 該押圧材の出入によって本体の幅が制御されるので供用中の配列から目当てのブロックだけを取り出すことができるので、交換と補修が容易になる。
4) 該本体を二分し、少ない工程で形状を異形やアンダーカットの形状に形成したり、締め部材5を介して該雄部により大きい押圧を加えたりして剥離強度を増大する。
1) 該表片を二分して最大寸法を小さくし、熱変形や記憶回復などの表片の経時変形を細分化して影響の集中を緩和する。場合によっては、分断に替えて半切断によっても同様の効果が得られる。
2) 該雄部を二分し、間に押圧材6を挿入し、先太の形状や押圧の発生をによって剥離の耐久性を高める。該押圧材は樹脂若しくは金属の高い弾性係数の材料又は膨張セメント若しくは厚さ変えた部材を用いて押し圧を制御する。
3) 該押圧材の出入によって本体の幅が制御されるので供用中の配列から目当てのブロックだけを取り出すことができるので、交換と補修が容易になる。
4) 該本体を二分し、少ない工程で形状を異形やアンダーカットの形状に形成したり、締め部材5を介して該雄部により大きい押圧を加えたりして剥離強度を増大する。
なお、場合によって請求項3のように、該接着層又は該拘束部に補強材として、線材、網材又はシート材の何れかを配することによって、経時硬化材料が幕状になるので取り扱いが容易になり、且つ、強度を向上させる。特に、廃タイヤのウォールを雄部に利用する場合は、該補強材が該雄部の強度を大きく向上する。ウォールには鋼メッシュの配置が無いからである。
なお、場合によって請求項4のように、該表片の製造工程において、該表片又は該雄部に鋼線や鉄帯などの感磁材を内部に埋めたり外面に貼り付けたり縫い付けたりして持たせ、該表片を該感磁材との磁力によって分配装置に着脱し、該分配装置の移動によって所定の位置に運搬して分配すると、表片の運搬や配列に機械化部分を導入できるので製造のコストを引き下げる。特に、ブロックマシンに応用することによって、型枠に表片を配分する過程を自動化し、能率の向上が著しい。即ち、任意の磁化機能で表片を定位置に配列して保持した平板をブロックの型枠に導いて各ブロックの型枠に引き渡して分配する。分配後は戻って次のロットの準備をして分配作業を繰り返す。なお廃タイヤの分割片においては既に鋼メッシュが埋設されているので、これをそのまま利用することができる。
本発明は、表片と本体の結合に関して前記の三課題を解決する効果に加えて幾つかの付随的な効果を奏する。これらを併せて列挙すると次のようである。
1) 接着部の導入により多様な表片の接合面の形状と物性に影響されずに簡単な工程で表片と本体とを接合させる。
2) 雄部と拘束部の拘束とが表片の剥離に対する耐久性を大きく向上する。即ち雄部の物理的な拘束は形状変形を始め表片を剥離させる多様な条件を克服する。
3) 雄部の数量、形状、寸法、配列などの選択によって製造工程と強度とを自在に制御することができるので、与えられた条件におけるコストを最小化することができる。
4) 多様な厚さの表片を用いてブロックの完成品の寸法精度を正確に制御する。
5) 接着部に接着と変形が可逆的な熱可塑性の粘性材料を用いることによって下記の効果を得る。
イ. 経過時間、震動、温度、負荷などで表片が変形して空洞が生じても流動により密着性を回復する。
ロ. 表片の変形による部分的な剥離が生じた場合にも、密着により接着が回復する。
ハ. 加熱により修正や交換が容易になる。
6) 上記の効果を組み合わせて結合の難しい材料を簡単な設備と技術で表片として利用しよく知られた上記のゴム表片による7効果が得られる。
7) ゴム材の耐久的な付着を可能にする手段は、従来廃棄された物の活用を可能にする。特に大量に発生する廃タイヤを利用すると地球環境の保全に寄与する。
8) 多様な表面を持つブロックに適用の拡大を可能にし、ランダムな自然石を用いて周囲の景観に併せ、かつ平坦性を高めるブロックとしても利用ができる。又、物性の多様な材料を路面に利用することを可能にする。又、木片で、歩行時の感触を向上したり、ガラスや陶磁器の表片で標識効果や美観を向上したりする。
9) 感磁材と磁力による材料の配分方法は、不規則な形状と周囲を損傷する端断面からの鋼メッシュの不規則な突出とで取り扱いの厄介な材料を能率的に配分し、運搬位置の精度を向上し、加えて、周囲の損傷を防ぐ効果を奏する。
1) 接着部の導入により多様な表片の接合面の形状と物性に影響されずに簡単な工程で表片と本体とを接合させる。
2) 雄部と拘束部の拘束とが表片の剥離に対する耐久性を大きく向上する。即ち雄部の物理的な拘束は形状変形を始め表片を剥離させる多様な条件を克服する。
3) 雄部の数量、形状、寸法、配列などの選択によって製造工程と強度とを自在に制御することができるので、与えられた条件におけるコストを最小化することができる。
4) 多様な厚さの表片を用いてブロックの完成品の寸法精度を正確に制御する。
5) 接着部に接着と変形が可逆的な熱可塑性の粘性材料を用いることによって下記の効果を得る。
イ. 経過時間、震動、温度、負荷などで表片が変形して空洞が生じても流動により密着性を回復する。
ロ. 表片の変形による部分的な剥離が生じた場合にも、密着により接着が回復する。
ハ. 加熱により修正や交換が容易になる。
6) 上記の効果を組み合わせて結合の難しい材料を簡単な設備と技術で表片として利用しよく知られた上記のゴム表片による7効果が得られる。
7) ゴム材の耐久的な付着を可能にする手段は、従来廃棄された物の活用を可能にする。特に大量に発生する廃タイヤを利用すると地球環境の保全に寄与する。
8) 多様な表面を持つブロックに適用の拡大を可能にし、ランダムな自然石を用いて周囲の景観に併せ、かつ平坦性を高めるブロックとしても利用ができる。又、物性の多様な材料を路面に利用することを可能にする。又、木片で、歩行時の感触を向上したり、ガラスや陶磁器の表片で標識効果や美観を向上したりする。
9) 感磁材と磁力による材料の配分方法は、不規則な形状と周囲を損傷する端断面からの鋼メッシュの不規則な突出とで取り扱いの厄介な材料を能率的に配分し、運搬位置の精度を向上し、加えて、周囲の損傷を防ぐ効果を奏する。
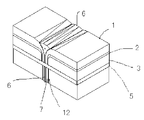
実施の最良の形態を包含する発明として実施例1を挙げ、図1の斜視図、図2の側面図及び図3の部品図を参照して説明する。この発明は、図3に示された部分品を図1のように結合して一体化したブロックである。即ち、鋼線で補強したゴム片を表片1、該表片の端部の曲げられた部分を雄部12とし、本体3を2個に分割して準備し、これらを併せて締め材5で拘束し、中央の隙間に押圧材6を挿入する。該押圧材の押し入れにより雄部7は該拘束部を介して本体3を押し、反力を押圧力として受ける。このブロックは表片の厚さに対応してアスファルトの接着部の厚さと該雄部の挿入深さとを調節して厚さ精度の高いブロックとした。接着部の経時硬化材料が硬化すると雄部を幾何学的に拘束し、過酷な条件下の耐久的な接合を保つ。感磁材には鋼線を用い、電磁石により着脱する。アスファルト層が磁石と接触する磁石面を含水シートでカバーして付着汚染を防止し、表片が耐久的に付着したブロックが低コストで実現した。
図1は、本発明装置の1実施例の斜視図であって、図2はその側面図である。先ず図3に示す部分品を上から順番に説明すると次のようである。押圧材6は結合の最後に用いる。廃タイヤの分割片においてトレッド部分表片1に、そのビード部を除いたウォール部分を雄部7とする。該雄部は本体側に曲がって突き出ている。該分割片の裏側にアスファルト層を付着し、該表片の裏を接着部2、該雄部の裏を拘束部12とする。締め材5は鋼、プラスチック、ガラス若しくは植物繊維など引張強度の安定した材料を糸、帯、紐、シートなど多様な形状で用いる。本体3を介して該雄部に押圧を加えるために用いるので、図示のように囲む代わりに内部に配した鋼棒やボルトなどの引張材で代替してもよい。寸法によっては、廃タイヤのビード部の環材を多数のブロックを纏めて締める締め部材5とする。リサイクルにおいては利用した残りの二次廃棄物の発生を制限することが環境保全に寄与するからである。又、該本体はブロックマシンによるコンクリートブロックである。供用条件によってレジン、セラミック、金属などを用いたブロックの本体に代替する。
製造手順は次のようである。予めブロックマシンによって製造されたコンクリートの本体3を2個準備し、これらを併せ並べて樹脂製(ガラス繊維と鋼線で補強する)の締め材5で拘束する。中央の隙間に32分割片を挿入する。この分割片において、トレッド部分を表片1とし、サイドウォール部分を雄部7とする。この分割片の裏面にはアスファルト層を付着し、該層において表片1の裏を接着部2とし、雄部7の裏を拘束部12とする。二枚の分割片の中央の隙間に鋼板を補助材として押圧材6を押し入れる。該押圧材には廃タイヤのビードを含むウォール部分を用いる。この挿入により発生した隙間には膨張セメントと鋼綿の混合モルタルを充填する。なお、押圧材の押入れにより、雄部7は該拘束部を介して本体3を押し、本体からの反力を押圧力として受けて該拘束部の強度を高める。この反力は締め部材5に負う。
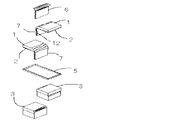
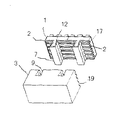
実施例2の斜視図を図4に示す。表片部分と本体部分とを切り離した想像図を分離図として図5に示す。図5に見るように、本例ではタイヤのトレッド部分を2片の表片1とし、各表片の裏中央に雄部7を形成して付着片を準備する。一方、不織布にアスファルトを含滲させた布状体の接着層を準備し、該付着片の裏に貼り付け、表片の裏側層を接着部2、雄部の表面の層を拘束部12とする。付着強度を向上するために、表片の裏には表片起伏17を形成する。上記のように加工した付着片を磁力で平板に配列して吸着し、ブロックマシンの型枠上に導き、各ブロックの型枠内部に落下させる。この上にコンクリートを打設すると、該表片起伏に従って本体3の接合面に本体起伏19が形成される。該接着部のアスファルトと該本体のコンクリートが硬化すると接合が高強度になる。この打設後は通常のブロックの製造と同じプロセスで出荷する。このようなブロックは供用時に表片部の形状記憶の戻りによる変形が生じても雄部の拘束で剥離が防止される。なお表片の形状記憶による戻り変形で発生した剥離による空隙は、表片の紛失が無ければ交通荷重で変形が戻される。このとき気温が高ければ接着が回復して空隙が消失する。
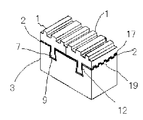
実施例3の斜視図を図6に示す。本例は予め製作した本体3と付着片とを接合した舗装ブロックである。従って本体は供用条件を考慮してレジン、セラミック、金属など多様な素材と多様な形状とを用いることができる。本例では本体3をレジンコンクリートとし、縦に空間4と中央に撓み部13を形成した。該撓み部は通過交通の荷重で表片が撓むためである。撓みは表層の除氷を可能にする。空間のままでは融氷の水分の再凍結で機能を失うので、不凍液や防水的なゴム塊などを挿入して用いる、一方、付着片はトレッド部分を長方形に分割し、裏に縦長の雄部7を結合し、実施例2と同様に接着部2と拘束部12とを接合して付着片を準備する。この付着片の上に本体1を被せ、空間4に雄部7を挿入する。アスファルトは温度、圧力、密着時間の3条件の制御によって接着強度を向上することができる。
従来は付着加工が難しいので廃棄物として処理されていた廃タイヤ分割片を有効な材料として活用し、よく知られたゴム被覆による7効果(段落0002に記載)を持つ建設ブロックを供給し、併せて、処理時に生ずる環境汚染を軽減する。この手段は適用範囲が広いので、従来廃棄物として処理されていた多様な材料をブロックの表片に活用することを可能にし、環境を改善し、少ない投資で社会資本を充実することを可能にした。
1 表片
2 接着部
3 本体
4 空間
5 締め材
7 雄部
9 雌部
12 拘束部
13 撓み部
17 表片起伏
19 本体起伏
2 接着部
3 本体
4 空間
5 締め材
7 雄部
9 雌部
12 拘束部
13 撓み部
17 表片起伏
19 本体起伏
Claims (4)
- 表片1が本体3の表面に付着された建設ブロックに関して、下記のように構成されたことを特徴とする表片を付着したブロック。
1) 該表片と該本体との間に、両者に密着する接着部2が介在する。
2) 該接着部の材料が経時硬化材料である。
3) 該表片の一部において、凸の形状をなす雄部7を形成する。
4) 該接着部の一部が拘束部12を形成し、該雄部に密着して拘束する。
5) 該接着部の一部が接着、又は、雌部9が該雄部を拘束することによって該本体と結合する。
6) 該接着部の厚さを制御して該ブロックの全体の厚さを一定寸法に形成する。 - 該表片、該雄部、該接着層又は該本体の少なくとも何れかを複数の部材で構成し、締め部材5で結合して一体化することを特徴とする請求項1記載の表片を付着したブロック。
- 該接着層又は該拘束部に補強材(線材、網材又はシート材の何れか)を配することによって強度を補強したことを特徴とする請求項1記載の表片を付着したブロック。
- 該表片又は該雄部に感磁材を持たせ、該表片を該感磁材との磁力によって分配装置に着脱し、該分配装置の移動によって所定の位置に運搬して分配することを特徴とする表片の分配方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006109889A JP2007284869A (ja) | 2006-04-12 | 2006-04-12 | 表片を付着したブロック及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006109889A JP2007284869A (ja) | 2006-04-12 | 2006-04-12 | 表片を付着したブロック及びその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007284869A true JP2007284869A (ja) | 2007-11-01 |
Family
ID=38756910
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006109889A Pending JP2007284869A (ja) | 2006-04-12 | 2006-04-12 | 表片を付着したブロック及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007284869A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102261154A (zh) * | 2011-04-26 | 2011-11-30 | 钟粤 | 一种免外装饰中空墙体构件 |
-
2006
- 2006-04-12 JP JP2006109889A patent/JP2007284869A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102261154A (zh) * | 2011-04-26 | 2011-11-30 | 钟粤 | 一种免外装饰中空墙体构件 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103998687B (zh) | 由复合材料制成的用于并入至土木工程结构的制造物件 | |
| CN109057412B (zh) | 聚氨酯卫浴底盘及其生产方法 | |
| ES2343622T3 (es) | Procedimiento para la fabricacion de baldosas o paneles reforzados de material aglomerado con una placa metalica asi como un producto obtenido mediante ese procedimiento. | |
| JP2007284869A (ja) | 表片を付着したブロック及びその製造方法 | |
| ATE310134T1 (de) | Natursteinplatte und verfahren zur herstellung | |
| US20070126155A1 (en) | Mold and method for manufacturing a simulated stone product | |
| KR100722547B1 (ko) | 표면개질된 에프알피 보강재와 이 에프알피 보강재를이용한 피씨암거의 내부 보강 | |
| JP2005105697A (ja) | 強化繊維樹脂プレート及びそれを用いた構造物の補強方法 | |
| JP6364674B2 (ja) | コンクリート打継目形成方法 | |
| JP3333768B2 (ja) | 鉄筋コンクリート造モルタル仕上げ構造物の補強・補修方法 | |
| KR101255318B1 (ko) | 다공표면을 갖는 인조석 제조방법 | |
| GB2297575A (en) | Reflective block and method of manufacture | |
| WO2003066966A1 (en) | Block having surface layer piece attached thereto | |
| JPH06126718A (ja) | タイルユニット及びそれを使用するpc板先付け工法 | |
| US11346061B2 (en) | Road surfacing system | |
| JP2005036621A (ja) | 蓄光・蛍光成形体を表面に埋設した蓄光・蛍光成形体埋設コンクリート製品及びその製造方法。 | |
| KR101052085B1 (ko) | 폐자재를 이용한 보도판석 및 그 제작방법 | |
| JP4159568B2 (ja) | 防食パネル及びその製造方法 | |
| JP2005133378A (ja) | コンクリート構造物の補修・補強工法における埋設型枠の取付構造及び取付け方法 | |
| JP6770784B2 (ja) | コンクリート部材の接合構造及びコンクリート部材の接合方法 | |
| JPH05285912A (ja) | 弾性表層材とコンクリート構造物との積層体の製造方法 | |
| CN201021783Y (zh) | 一种仿石灯罩罩体 | |
| KR100837157B1 (ko) | 건축공사용 거푸집 제조방법 | |
| JPH06262611A (ja) | 埋設型枠板及びその製造方法 | |
| KR100599030B1 (ko) | 자연 콩자갈을 가진 포장공법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090408 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090408 |
|
| A072 | Dismissal of procedure |
Free format text: JAPANESE INTERMEDIATE CODE: A073 Effective date: 20101026 |