JP2007287362A - 燃料電池構成部品及びその製造方法 - Google Patents
燃料電池構成部品及びその製造方法 Download PDFInfo
- Publication number
- JP2007287362A JP2007287362A JP2006110389A JP2006110389A JP2007287362A JP 2007287362 A JP2007287362 A JP 2007287362A JP 2006110389 A JP2006110389 A JP 2006110389A JP 2006110389 A JP2006110389 A JP 2006110389A JP 2007287362 A JP2007287362 A JP 2007287362A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- metal layer
- plating
- nickel
- fuel cell
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000446 fuel Substances 0.000 title claims abstract description 45
- 210000003850 cellular structure Anatomy 0.000 title claims abstract description 30
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 14
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims abstract description 155
- 229910052782 aluminium Inorganic materials 0.000 claims abstract description 101
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims abstract description 101
- 229920001721 polyimide Polymers 0.000 claims abstract description 86
- 229910052751 metal Inorganic materials 0.000 claims abstract description 76
- 239000002184 metal Substances 0.000 claims abstract description 76
- 229910052759 nickel Inorganic materials 0.000 claims abstract description 74
- 238000007747 plating Methods 0.000 claims abstract description 74
- 239000000463 material Substances 0.000 claims abstract description 60
- 230000007797 corrosion Effects 0.000 claims abstract description 54
- 238000005260 corrosion Methods 0.000 claims abstract description 54
- 238000004070 electrodeposition Methods 0.000 claims abstract description 53
- 238000000576 coating method Methods 0.000 claims abstract description 44
- 239000009719 polyimide resin Substances 0.000 claims abstract description 44
- 239000011248 coating agent Substances 0.000 claims abstract description 42
- 239000004642 Polyimide Substances 0.000 claims abstract description 40
- 239000010931 gold Substances 0.000 claims abstract description 27
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 claims abstract description 15
- 229910052737 gold Inorganic materials 0.000 claims abstract description 15
- 229910000510 noble metal Inorganic materials 0.000 claims description 49
- 239000000758 substrate Substances 0.000 claims description 48
- 238000002048 anodisation reaction Methods 0.000 claims description 11
- 238000007743 anodising Methods 0.000 claims description 8
- 238000005246 galvanizing Methods 0.000 claims description 6
- 238000004544 sputter deposition Methods 0.000 claims description 4
- 239000011701 zinc Substances 0.000 abstract description 27
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 abstract description 20
- 229910052725 zinc Inorganic materials 0.000 abstract description 20
- 230000003647 oxidation Effects 0.000 abstract description 9
- 238000007254 oxidation reaction Methods 0.000 abstract description 9
- 239000003973 paint Substances 0.000 abstract description 8
- 239000011347 resin Substances 0.000 abstract description 5
- 229920005989 resin Polymers 0.000 abstract description 5
- 239000010410 layer Substances 0.000 description 276
- 239000002585 base Substances 0.000 description 40
- 210000004027 cell Anatomy 0.000 description 18
- 238000000034 method Methods 0.000 description 15
- KRHYYFGTRYWZRS-UHFFFAOYSA-N Fluorane Chemical compound F KRHYYFGTRYWZRS-UHFFFAOYSA-N 0.000 description 13
- 230000000052 comparative effect Effects 0.000 description 13
- 239000010949 copper Substances 0.000 description 12
- 229910052717 sulfur Inorganic materials 0.000 description 11
- 239000011593 sulfur Substances 0.000 description 11
- 238000012360 testing method Methods 0.000 description 11
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 10
- 229910052802 copper Inorganic materials 0.000 description 10
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 10
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 9
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 8
- 239000007864 aqueous solution Substances 0.000 description 7
- 238000009713 electroplating Methods 0.000 description 7
- 230000008569 process Effects 0.000 description 7
- 125000002091 cationic group Chemical group 0.000 description 6
- 239000007789 gas Substances 0.000 description 6
- 239000000243 solution Substances 0.000 description 6
- 238000009792 diffusion process Methods 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- 239000002253 acid Substances 0.000 description 4
- 230000004888 barrier function Effects 0.000 description 4
- 238000007772 electroless plating Methods 0.000 description 4
- 238000011156 evaluation Methods 0.000 description 4
- 239000010970 precious metal Substances 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- KDLHZDBZIXYQEI-UHFFFAOYSA-N Palladium Chemical compound [Pd] KDLHZDBZIXYQEI-UHFFFAOYSA-N 0.000 description 3
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 3
- 229910052697 platinum Inorganic materials 0.000 description 3
- 239000011148 porous material Substances 0.000 description 3
- 238000006467 substitution reaction Methods 0.000 description 3
- 230000008961 swelling Effects 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 239000003518 caustics Substances 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 150000001879 copper Chemical class 0.000 description 2
- 238000010828 elution Methods 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- BWHMMNNQKKPAPP-UHFFFAOYSA-L potassium carbonate Chemical compound [K+].[K+].[O-]C([O-])=O BWHMMNNQKKPAPP-UHFFFAOYSA-L 0.000 description 2
- 230000002265 prevention Effects 0.000 description 2
- 239000010948 rhodium Substances 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 230000003746 surface roughness Effects 0.000 description 2
- JBQYATWDVHIOAR-UHFFFAOYSA-N tellanylidenegermanium Chemical compound [Te]=[Ge] JBQYATWDVHIOAR-UHFFFAOYSA-N 0.000 description 2
- 229910018134 Al-Mg Inorganic materials 0.000 description 1
- 229910018131 Al-Mn Inorganic materials 0.000 description 1
- 229910018125 Al-Si Inorganic materials 0.000 description 1
- 229910018137 Al-Zn Inorganic materials 0.000 description 1
- 229910018467 Al—Mg Inorganic materials 0.000 description 1
- 229910018464 Al—Mg—Si Inorganic materials 0.000 description 1
- 229910018461 Al—Mn Inorganic materials 0.000 description 1
- 229910018520 Al—Si Inorganic materials 0.000 description 1
- 229910018573 Al—Zn Inorganic materials 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 229910021586 Nickel(II) chloride Inorganic materials 0.000 description 1
- KJTLSVCANCCWHF-UHFFFAOYSA-N Ruthenium Chemical compound [Ru] KJTLSVCANCCWHF-UHFFFAOYSA-N 0.000 description 1
- 230000002378 acidificating effect Effects 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 125000000217 alkyl group Chemical group 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- 239000010953 base metal Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- KGBXLFKZBHKPEV-UHFFFAOYSA-N boric acid Chemical compound OB(O)O KGBXLFKZBHKPEV-UHFFFAOYSA-N 0.000 description 1
- 239000004327 boric acid Substances 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- KXZJHVJKXJLBKO-UHFFFAOYSA-N chembl1408157 Chemical compound N=1C2=CC=CC=C2C(C(=O)O)=CC=1C1=CC=C(O)C=C1 KXZJHVJKXJLBKO-UHFFFAOYSA-N 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000010292 electrical insulation Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 230000009477 glass transition Effects 0.000 description 1
- IZLAVFWQHMDDGK-UHFFFAOYSA-N gold(1+);cyanide Chemical compound [Au+].N#[C-] IZLAVFWQHMDDGK-UHFFFAOYSA-N 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 229910000040 hydrogen fluoride Inorganic materials 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 229910052741 iridium Inorganic materials 0.000 description 1
- GKOZUEZYRPOHIO-UHFFFAOYSA-N iridium atom Chemical compound [Ir] GKOZUEZYRPOHIO-UHFFFAOYSA-N 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 229910021645 metal ion Inorganic materials 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 150000002815 nickel Chemical class 0.000 description 1
- QMMRZOWCJAIUJA-UHFFFAOYSA-L nickel dichloride Chemical compound Cl[Ni]Cl QMMRZOWCJAIUJA-UHFFFAOYSA-L 0.000 description 1
- KERTUBUCQCSNJU-UHFFFAOYSA-L nickel(2+);disulfamate Chemical compound [Ni+2].NS([O-])(=O)=O.NS([O-])(=O)=O KERTUBUCQCSNJU-UHFFFAOYSA-L 0.000 description 1
- 229920000620 organic polymer Polymers 0.000 description 1
- 229910052762 osmium Inorganic materials 0.000 description 1
- SYQBFIAQOQZEGI-UHFFFAOYSA-N osmium atom Chemical compound [Os] SYQBFIAQOQZEGI-UHFFFAOYSA-N 0.000 description 1
- 229910052763 palladium Inorganic materials 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 239000005518 polymer electrolyte Substances 0.000 description 1
- 229920006254 polymer film Polymers 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 229920005597 polymer membrane Polymers 0.000 description 1
- 229910000027 potassium carbonate Inorganic materials 0.000 description 1
- LJCNRYVRMXRIQR-OLXYHTOASA-L potassium sodium L-tartrate Chemical compound [Na+].[K+].[O-]C(=O)[C@H](O)[C@@H](O)C([O-])=O LJCNRYVRMXRIQR-OLXYHTOASA-L 0.000 description 1
- 238000002203 pretreatment Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 229910052703 rhodium Inorganic materials 0.000 description 1
- MHOVAHRLVXNVSD-UHFFFAOYSA-N rhodium atom Chemical compound [Rh] MHOVAHRLVXNVSD-UHFFFAOYSA-N 0.000 description 1
- 229910052707 ruthenium Inorganic materials 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 235000011006 sodium potassium tartrate Nutrition 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000006104 solid solution Substances 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 230000002195 synergetic effect Effects 0.000 description 1
- 238000002411 thermogravimetry Methods 0.000 description 1
- 230000008719 thickening Effects 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 239000011787 zinc oxide Substances 0.000 description 1
Images
Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Fuel Cell (AREA)
Abstract
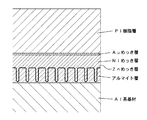
【解決手段】アルミニウム系材料からなるアルミ基材に対し陽極酸化を施してアルマイト層を形成する。次に、亜鉛めっきを施して前記アルマイト層の上に亜鉛めっき層を形成する。次に、ニッケル主体のめっきを施して前記亜鉛めっき層の上にニッケルを主要成分として含む中間金属層を形成する。次に、金めっきを施して前記中間金属層の上に金めっき層を形成する。最後に、ポリイミド電着塗料を用いた電着塗装を施して前記金めっき層の上にポリイミド(PI)樹脂層を形成する。
【選択図】図1
Description
JIS:A1100系アルミニウムの圧延材である板状アルミ基材(縦90mm×横50mm×厚さ1mm)を準備し、この板状アルミ基材に対し、以下に述べるような条件で陽極酸化、多層金属めっき及びポリイミド電着を順次施すことにより、実施例1の耐食試験片を得た。
15%硫酸水溶液に少量の界面活性剤を加えてなる電解浴を準備し、その浴温を約20℃に調整した。この電解浴中に上記板状アルミ基材とカーボン製対向電極とを浸漬した。そして、板状アルミ基材を直流電源の陽極(+極)に、対向電極を直流電源の陰極(−極)にそれぞれ接続し、両極間に15ボルトの電圧を25分間印加することで陽極酸化を行った。この陽極酸化により、板状アルミ基材の表面に膜厚が5μmの酸化被膜(アルマイト層)を形成した。なお、陽極酸化後の基材は、イオン交換水で十分に水洗したのみであり、アルマイト層の封孔処理などは行っていない。
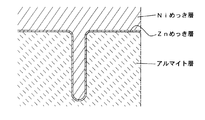
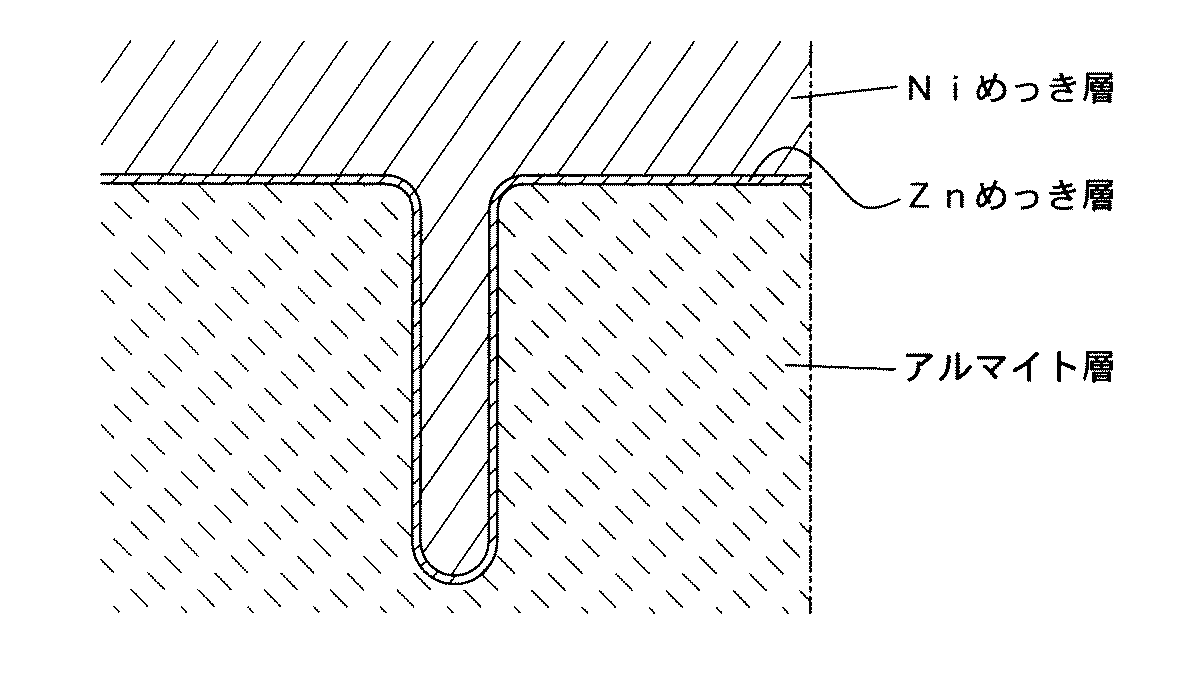
第1のめっき工程として、表面にアルマイト層が形成された板状アルミ基材を、亜鉛めっき処理液(酸化亜鉛、水酸化ナトリウム、ロッシェル塩などを含有する水溶液)に浸漬することにより、前記アルマイト層の表面に亜鉛置換めっきを施してZnめっき層を形成した。第2のめっき工程として、亜鉛置換めっきを施した板状アルミ基材を、ニッケルめっき処理液(スルファミン酸ニッケル、塩化ニッケル、硼酸などを含有する水溶液)に浸漬することにより、前記Znめっき層の上にニッケルめっきを施してNiめっき層を形成した。第3のめっき工程として、ニッケルめっきを施した板状アルミ基材を、金めっき処理液(シアン化金、シアン化ナトリウム、炭酸カリウムなどを含有する水溶液)に浸漬することにより、前記Niめっき層の上に金めっきを施してAuめっき層を形成した。こうして、板状アルミ基材の酸化被膜(アルマイト層)の表面に、Zn(膜厚:50nm)/Ni(膜厚:5μm)/Au(膜厚:10nm)の三層からなる多層金属めっき層を形成した(図1及び図2参照)。なお、多層金属めっき完了後の基材は、イオン交換水で十分に水洗した。
電着槽にカチオン型ポリイミド電着塗料(株式会社シミズ製商品:エレコートPI)をイオン交換水で適度な濃度に希釈した水浴を準備し、その浴温を約25℃に調整した。このポリイミド電着塗料水浴中に上記多層金属めっき後の板状アルミ基材を浸漬し、板状アルミ基材を直流電源装置の負極(−極)に接続すると共に、水浴中に浸したカーボン製対向電極を直流電源装置の正極(+極)に接続し、電流密度:5mA/cm2、電圧:200ボルトにて約2分間、電着を施した。その後、電着槽から取り出した板状アルミ基材を水洗し、エアーブロー後に予備乾燥(約110℃で15分間)を行った。そして、それを加熱装置に移し、ポリイミド電着塗料の焼付け処理(約210℃で30分間)を行った。こうして、前記多層金属めっきの最上層にあたるAuめっき層の上にポリイミド(PI)樹脂層(膜厚:30μm)を形成した(図1参照)。
実施例1と同じA1100系アルミニウム製の板状アルミ基材を準備し、この板状アルミ基材に対して実施例1と同条件にて陽極酸化を施した。そして、この陽極酸化が施された板状アルミ基材に対し、実施例1と同様にしてポリイミド電着を施した。なお、実施例1と同じ電着条件の下で、膜厚が8μmのポリイミド樹脂層が基材の酸化被膜(アルマイト層)上に形成された。このようにして得られた比較例1の耐食試験片は、アルミ基材の表面に、アルマイト層(膜厚:5μm)及びポリイミド樹脂層(膜厚:8μm)が積層形成されたものである。
実施例1と同じA1100系アルミニウム製の板状アルミ基材を準備し、この板状アルミ基材に対して直接、実施例1と同様にしてポリイミド電着を施した。なお、実施例1と同じ電着条件の下で、膜厚が28μmのポリイミド樹脂層が基材上に形成された。このようにして得られた比較例2の耐食試験片は、アルミ基材の表面に、ポリイミド樹脂層(膜厚:28μm)が単層で形成されたものである。
実施例1並びに比較例1及び2の各試験片に対して、次のような試験を行った。即ち、透明な試験用水槽中に低濃度フッ酸水溶液を準備し、フッ酸水溶液の温度が80℃に保たれるように温度管理を行った。そして、各試験片をフッ酸水溶液中に浸漬してから試験片の表面被膜にブリスター(膨れ)の発生が目視で認められるまでの時間を測定した。ブリスターとは、アルミ基材とポリイミド樹脂層との間にフッ酸水溶液が進入して水素ガスが発生した結果生ずる被膜の膨れである。そして、比較例2におけるブリスター発生までの時間を基準値「1」として、実施例1及び比較例1の各々におけるブリスター発生までの時間が比較例2の何倍にあたるかを数字で示す相対評価を行った。その相対評価の結果をポリイミド樹脂層の膜厚の測定値とともに表1に示す。
Claims (5)
- アルミニウム系材料からなるアルミ基材の表面の少なくとも一部に耐食性被膜を有する燃料電池構成部品を製造する方法であって、
前記アルミ基材に対し陽極酸化を施すことにより、そのアルミ基材の表面にアルマイト層を形成する陽極酸化工程と、
陽極酸化が施されたアルミ基材に対し亜鉛めっきを施すことにより、前記アルマイト層の上に亜鉛めっき層を形成する亜鉛めっき工程と、
亜鉛めっきが施されたアルミ基材に対しニッケル主体のめっきを施すことにより、前記亜鉛めっき層の上にニッケルを主要成分として含む中間金属層を形成する中間金属層形成工程と、
ニッケル主体のめっきが施されたアルミ基材に対し貴金属のめっき又はスパッタリングを施すことにより、前記中間金属層の上に貴金属層を形成する貴金属層形成工程と、
貴金属のめっき又はスパッタリングが施されたアルミ基材に対しポリイミド電着塗料を用いた電着塗装を施すことにより、前記貴金属層の上にポリイミド樹脂層を形成するポリイミド電着工程と
を順次実行することを特徴とする燃料電池構成部品の製造方法。 - 前記貴金属層形成工程は、ニッケル主体のめっきが施された前記アルミ基材に対して金めっきを施すことにより、前記中間金属層の上に金めっき層を形成する金めっき工程であることを特徴とする請求項1に記載の燃料電池構成部品の製造方法。
- 前記ポリイミド電着工程では、膜厚が少なくとも20μmのポリイミド樹脂層を形成することを特徴とする請求項1又は2に記載の燃料電池構成部品の製造方法。
- アルミニウム系材料からなるアルミ基材の表面の少なくとも一部に耐食性被膜を有する燃料電池構成部品であって、前記耐食性被膜は、
陽極酸化によって前記アルミ基材の表面に形成されたアルマイト層と、
前記アルマイト層の上に形成された亜鉛めっき層と、
前記亜鉛めっき層の上に形成された、ニッケルを主要成分として含む中間金属層と、
前記中間金属層の上に形成された貴金属層と、
前記貴金属層の上に形成された、膜厚が少なくとも20μmのポリイミド樹脂層と
を積層したものであることを特徴とする燃料電池構成部品。 - 前記貴金属層は、金めっき層であることを特徴とする請求項4に記載の燃料電池構成部品。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006110389A JP2007287362A (ja) | 2006-04-13 | 2006-04-13 | 燃料電池構成部品及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006110389A JP2007287362A (ja) | 2006-04-13 | 2006-04-13 | 燃料電池構成部品及びその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007287362A true JP2007287362A (ja) | 2007-11-01 |
Family
ID=38758964
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006110389A Pending JP2007287362A (ja) | 2006-04-13 | 2006-04-13 | 燃料電池構成部品及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007287362A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3047357A1 (fr) * | 2016-01-28 | 2017-08-04 | Snecma | Structure amelioree de pile a combustible |
| WO2021049235A1 (ja) * | 2019-09-13 | 2021-03-18 | 昭和電工株式会社 | 積層体およびその製造方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0266317A (ja) * | 1988-08-31 | 1990-03-06 | Taiho Kogyo Co Ltd | すべり軸受 |
| JP2000106197A (ja) * | 1998-09-30 | 2000-04-11 | Aisin Takaoka Ltd | 燃料電池及び燃料電池用セパレータ |
| JP2003123782A (ja) * | 2001-10-17 | 2003-04-25 | Showa Denko Kk | 燃料電池用セパレータおよびその製造方法、ならびに燃料電池 |
| JP2004031166A (ja) * | 2002-06-26 | 2004-01-29 | Kansai Paint Co Ltd | 燃料電池金属セパレーター用電着塗料組成物 |
| JP2004047397A (ja) * | 2002-05-15 | 2004-02-12 | Dainippon Printing Co Ltd | 平面型の高分子電解質型燃料電池用のセパレータ部材及び該セパレータ部材を用いた高分子電解質型燃料電池 |
-
2006
- 2006-04-13 JP JP2006110389A patent/JP2007287362A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0266317A (ja) * | 1988-08-31 | 1990-03-06 | Taiho Kogyo Co Ltd | すべり軸受 |
| JP2000106197A (ja) * | 1998-09-30 | 2000-04-11 | Aisin Takaoka Ltd | 燃料電池及び燃料電池用セパレータ |
| JP2003123782A (ja) * | 2001-10-17 | 2003-04-25 | Showa Denko Kk | 燃料電池用セパレータおよびその製造方法、ならびに燃料電池 |
| JP2004047397A (ja) * | 2002-05-15 | 2004-02-12 | Dainippon Printing Co Ltd | 平面型の高分子電解質型燃料電池用のセパレータ部材及び該セパレータ部材を用いた高分子電解質型燃料電池 |
| JP2004031166A (ja) * | 2002-06-26 | 2004-01-29 | Kansai Paint Co Ltd | 燃料電池金属セパレーター用電着塗料組成物 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3047357A1 (fr) * | 2016-01-28 | 2017-08-04 | Snecma | Structure amelioree de pile a combustible |
| WO2021049235A1 (ja) * | 2019-09-13 | 2021-03-18 | 昭和電工株式会社 | 積層体およびその製造方法 |
| US12064937B2 (en) | 2019-09-13 | 2024-08-20 | Resonac Corporation | Laminate and method for producing same |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100480430C (zh) | 释放气体的电极及其生产方法 | |
| CN102747393B (zh) | 复合多层镍电镀层及其电镀方法 | |
| EP2382336B1 (en) | Coated product for use in an electrochemical device and a method for producing such a product | |
| CN101889363B (zh) | 用于制造燃料电池分隔器的方法、燃料电池分隔器以及燃料电池 | |
| US20230008403A1 (en) | Electrolysis electrode | |
| JP4341838B2 (ja) | 電解用陰極 | |
| US20220178034A1 (en) | Electrode for electrolysis, and method for producing electrode for electrolysis | |
| CN106283125A (zh) | 金属电积用涂层钛电极及其制备方法 | |
| CN101384753A (zh) | 耐腐蚀性优异的镀锡钢板 | |
| TWI600207B (zh) | Fuel cell collector plate and method of manufacturing the same | |
| JP4667202B2 (ja) | 燃料電池構成部品用の耐食絶縁性被膜付きアルミニウム材 | |
| CN107614759A (zh) | Sn镀材及其制造方法 | |
| JP2009099548A (ja) | 可動接点用銀被覆複合材料およびその製造方法 | |
| JP2007287362A (ja) | 燃料電池構成部品及びその製造方法 | |
| JP2007257883A (ja) | 燃料電池セパレータ及びその製造方法 | |
| TWI802731B (zh) | 適於從電解池的電解質溶液電鍍或電澱積金屬用之電極及其製法,以及從電解質溶液電鍍或電澱積金屬用之未分隔電解池,和從電解質溶液電鍍或電澱積金屬之製法 | |
| JP2005243595A (ja) | 固体高分子型燃料電池用セパレータおよびそれを用いた固体高分子型燃料電池 | |
| JP2011208175A (ja) | めっき物の製造方法及びめっき物 | |
| JP4558823B2 (ja) | 可動接点用銀被覆複合材料およびその製造方法 | |
| JP2009099550A5 (ja) | ||
| JP2009099550A (ja) | 可動接点用銀被覆複合材料およびその製造方法 | |
| CN219239818U (zh) | 一种不溶性阳极及镀膜系统 | |
| JP3780410B2 (ja) | 金属メッキ用電極 | |
| JP3062062B2 (ja) | 電解用電極及びその製造方法 | |
| JP2018178237A (ja) | ルテニウムを含む積層めっき被覆材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20070628 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20070830 |
|
| A072 | Dismissal of procedure |
Free format text: JAPANESE INTERMEDIATE CODE: A073 Effective date: 20071203 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20081121 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120131 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120529 |