JP2007305157A - 企業間取引仲介方法 - Google Patents
企業間取引仲介方法 Download PDFInfo
- Publication number
- JP2007305157A JP2007305157A JP2007185219A JP2007185219A JP2007305157A JP 2007305157 A JP2007305157 A JP 2007305157A JP 2007185219 A JP2007185219 A JP 2007185219A JP 2007185219 A JP2007185219 A JP 2007185219A JP 2007305157 A JP2007305157 A JP 2007305157A
- Authority
- JP
- Japan
- Prior art keywords
- company
- product
- workplace
- quality
- supplier
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



































Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/30—Computing systems specially adapted for manufacturing
Landscapes
- Management, Administration, Business Operations System, And Electronic Commerce (AREA)
Abstract
【課題】グローバル調達を行おうとする場合、取引実績がない企業との商談が大半を占めることになるが、高品質な製品を効率良く調達できるしくみを提供する。
【解決手段】企業間取引仲介サイト11をインターネット上に設け、製品品質を「製品の仕様」と「製造職場の条件」とに分けて評価し、それらの評価結果を総合して製品の品質を評価推定できる品質計算プログラムを、取引希望企業へネットワーク15を通じて提供することとした。これにより、企業間取引を希望する企業が、取引対象のものの品質を示す指標や、企業が有する、取引対象のものの品質達成に関する実力水準を示す指標を計算できるようにして、それを取引の希望条件として使えるようにした。
【選択図】図2
【解決手段】企業間取引仲介サイト11をインターネット上に設け、製品品質を「製品の仕様」と「製造職場の条件」とに分けて評価し、それらの評価結果を総合して製品の品質を評価推定できる品質計算プログラムを、取引希望企業へネットワーク15を通じて提供することとした。これにより、企業間取引を希望する企業が、取引対象のものの品質を示す指標や、企業が有する、取引対象のものの品質達成に関する実力水準を示す指標を計算できるようにして、それを取引の希望条件として使えるようにした。
【選択図】図2
Description
本発明は企業間の取引の仲介方法に関し、特に取引対象の品質水準の情報、または取引対象を提供する企業が有する品質達成に関する実力水準の情報を基に企業間取引の仲介を行う方法に係る。
従来の企業間取引仲介サービスとしては、調達側企業からの調達先募集依頼と、発注を受注したい企業(供給側企業;サプライヤ)からの受注希望をインターネット上で受け付け、両者による商談の成立を支援する企業間取引仲介サービスがある。その一例を以下に示す。
企業間取引仲介サービスを行う業者は、商談斡旋サービスサイトをインターネット上に設け、仕事を発注したい調達側企業と、仕事を受注したい供給側企業を商談斡旋サイトの会員として登録してもらう。当該サイトは、調達側企業から、インターネット経由で、調達先募集案件情報を受付け、仕事を受注したい供給側企業へ配信する。供給側企業は提供された案件に対し、納期や価格見積もり情報をインターネット経由で調達側企業へ提示する。調達側企業は、提示された条件の中から最も良い条件を提示したものを選び、これを提示した供給側企業と商談に入ることができる。
上記従来技術においては、調達側企業は、供給側企業の提示する納期やコスト見積もり情報を基に、商談相手となる供給側企業を選定していた。調達側企業は、最終的には供給側企業より購買するもの(供給を受けるもの)の価格、納期、品質を主に勘案して、取引先を決定する。しかし、供給側企業より見積もり書で提出されるのは、上記したように価格と納期の情報であり、調達側企業が供給を受けるものの品質に関しては事前に確認することが難しかった。取引実績の有る供給側企業からの購買であれば、従来の納入品の品質実績情報などを基に評価することも可能であるが、取引実績の無い企業から調達する場合、その企業が提供する製品の品質を簡単に評価する方法はなく、事前にその調達先企業の提供する製品の品質水準や、その調達先企業がどの程度の品質を達成しうる水準を有しているかを知ることは難しかった。
企業がどの程度の品質を達成できる水準を有しているかを判断する根拠となり得るものとしては、従来、ISO(国際標準化機構)によって制定された品質保証のための国際規格であるISO9000シリーズが知られている。これは、製造工程・品質管理体制までも含めて、所要の品質を作り出し、維持するための「品質システム」が具備すべき必要事項を、20項目にまとめて作成された国際規格である。ISO9000シリーズには、製品の供給者の製品供給体制に応じて、ISO9001(生産者が設計・開発、製造、据え付け、および付帯サービスまでのすべての業務を実施している場合に適用する規格)、ISO9002(設計がすでに確立している場合、または購入者あるいは外部から与えられている場合で、生産者が製造、据え付け、付帯サービスを実施しているときに適用する規格)、ISO9003(設計、製造、その他の使用方法が長時間にわたって確立していて、品質保証要求事項が最終検査、最終試験で十分とされる場合に適用する規格)の3種類がある。
製品を供給する企業は、その製品供給体制に応じて、上記の3つの中から受査する品質規格を決め、その企業の「品質システム」がISO9000シリーズの定める規格に適合しているか否かを、ISO(国際標準化機構)の認める認証代行機関に審査を依頼する。当該規格認証代行機関により、ISO9000シリーズに適合していると判断された場合は、その企業の「品質システム」がISO9000シリーズに適合していることがISO(国際標準化機構)によって認証され、登録証が発行される。
このISO9000シリーズの認証を受けているか否かが、企業の有する品質達成水準を判断する一つの根拠として使用される場合もあった。調達側企業の中には、取引先企業の条件として、ISO9000シリーズの認証を取得していることを設定している企業もある。
その他、上記ISO9000シリーズと同様のものとして、米国の自動車メーカ(BIG3(ダイムラークライスラー、フォード、GM)など))が定める品質規格QS-9000がある。これは、ISO9000シリーズをベースにした共通品質システム基準であり、米国の自動車メーカに自動車部品・材料を供給する者はQS-9000の規格に適合していることが条件づけられている。調達側メーカによっては、第三者による適合の認証取得を取り引きの条件にしている。
QS-9000の認証を請け負う第三者機関は、製品供給者の「品質システム」が具備すべき必要事項を、20項目に分けて審査し、項目毎に採点を行う。当該第三者機関は、評価対象の全項目において、項目毎に設けられた基準点を満たす場合に適合と認証し、審査結果として、項目毎の点数と、要素毎の得点の合計を要素数で割った点数である総合得点等を報告する。自動車部品・材料を購入する顧客側は、このQS-9000の審査結果を考慮して、購買先の決定を行っている。
上記した従来の企業間取引では、取引実績の無い企業、または取引実績の少ない供給側企業の供給する製品や情報やサービスの品質を事前に客観的に定量評価することが難しいため、高品質な製品や情報やサービスを供給できる企業を選定できるとは限らず、結果的に高品質な製品や情報やサービスを調達できるとは限らないという問題点があった。一方、供給側企業にとっては自社の供給するものの品質の水準を調達側企業に示すことができず、品質の高さが取引価格には反映され難いという問題があった。
また、従来の企業間取引では、取引実績の無い企業、または取引実績の少ない供給側企業の有する品質達成に関する実力の水準を事前に客観的に定量評価することが難しいため、高品質な製品や情報やサービスを供給できる企業を選定できるとは限らず、結果的に高品質な製品や情報やサービスを調達できるとは限らないという問題点があった。一方、供給側企業にとっては、自社の有する品質達成に関する実力の水準を示すことが出来ず、品質の高さが取引価格には反映され難いという問題があった。
結果として、調達側企業においては、高品質な製品や情報やサービスを効率良く調達することができずコスト増加や納期遅延を招いたり、また高品質なものが調達することができず製品品質の低下を招くなどの問題が生じている。グローバル調達を行おうとする場合、取引実績がない企業との商談が大半を占めることになる。高品質な製品や情報やサービスを効率良く調達できるしくみが必要とされている。
また、上記した従来技術の品質システム規格に関しては、現在既に、多くの企業が該品質システム規格の認証を受けている状況で、「品質システム規格の認証を受けている」ことだけでは、複数の供給側企業の中から購買先を決める際の有力な判断材料にはならず、購買の判断をするためには不十分であった。
また、上記従来技術の品質システムの審査結果として報告される評価点数は、複数の供給側企業の中から購買先を決めるための判断材料となり、複数企業の水準を相対的に比較することができる。しかし、上記従来技術の評価点数からは、具体的に、その企業の供給する製品の不具合率(納入不良率)がどの程度になりそうかを判断することは難しく、購買の判断をするためには不十分であった。
製品を購入する顧客は、該購入した製品が、顧客の使用条件において問題無く使用できること、または顧客が製品供給側企業に対して要求する製品仕様を満たす製品が、安定して供給されることを望んでいる。従って購買時には、製品の納入不良のポテンシャルがどのくらい有るのか、納入される製品によるリスク(想定される不具合モードと、重要度、発生頻度の積)はどのくらい低いか、等を定量的に把握し、製品購買費用と納入不良発生による損失費用とを勘案して購買先の決定を行うことが理想的である。そのためには、購入しようとする製品の納入不良ポテンシャル、又は供給側企業の有する供給品の品質達成に関する実力水準を事前に定量的に知ることが必要である。
本発明は、前述の従来の問題点を解決するためになされたものである。
本発明の第1の目的は、取引に、企業が提供する製品や情報やサービスの品質水準、又は供給側企業の有する供給品の品質達成に関する実力水準を示す指標(尺度)を導入することにより、調達側企業は調達先募集条件として前記品質水準指標を用いて調達先企業の募集を行えるようにし、供給品の購入を円滑化することである。
また、本発明の第2の目的は、取引に、企業が提供する製品や情報やサービスの品質水準、又は供給側企業の有する供給品の品質達成に関する実力水準を示す指標(尺度)を導入することにより、供給側企業は前記調達側企業の示す調達先募集条件である品質水準指標を自社の供給する製品や情報やサービスの品質水準指標、又は自社の有する品質達成に関する実力水準指標と比較して応募するか否かを判断できるようにし、応募する場合は自社の製造品質水準を前記品質水準指標を用いて取引仲介者または調達側企業へ提供することにより、供給品の販売を円滑化することである。
また、本発明の第3の目的は、取引仲介者は応募してきた供給側企業の品質水準指標を調達側企業の調達先募集条件とした希望品質水準指標と比較し、複数供給側企業が応募してきた際には供給側企業間の品質水準指標を比較することで高品質水準を有する調達先を効率良く選定できるようにする企業間取引仲介方法を提供することにある。
また、本発明の第4の目的は、調達側企業が各供給側企業から送付された見積もり情報を比較検討し、その入札企業へは結果をネットワークを通じて連絡し、また各入札企業の評価結果は調達側企業のWebサイトにて公開することで、品質評価内容、基準、および入札結果(品質評価結果)が明らかとし、品質に関して公正な評価をしていることを示し、取引に透明性を持たせることである。
上記課題を解決するために、本発明の企業間取引仲介方法では、取引対象の製品の品質水準や、製品を供給する企業の製造職場の品質水準に基づいた商談が効率良く行えるための機能を有する、企業間取引の仲介を行う企業間取引仲介サイトをインターネット上に設けた。更に、この企業間取引仲介サイトは、製品品質を製造対象の「製品の仕様」と、製品を製造する「製造職場の条件」とに分けて評価し、それら二つの評価結果を総合して製品の品質を評価推定できる品質計算プログラムを、企業間取引を希望する企業へネットワークを通じて提供することとした。これにより、企業間取引を希望する企業が、
・取引対象の製造物、サービスなどの品質を示す指標(推定不良率値)、
・企業が有する、取引対象の製造物、サービスなどの品質達成に関する実力水準を示す指標(職場定数)、
・取引対象の製造物、サービスなどそのものが有する、高品質実現の難度を示す指標(製品構造係数)
を計算できるようにして、それを取引の希望条件として使えるようにした。即ち、品質計算プログラムを提供することにより、企業間取引において
・取引対象の製造物、サービスなどの品質を示す尺度、
・企業が有する、取引対象の製造物、サービスなどの品質達成に関する実力水準を示す尺度、
・取引対象の製造物、サービスなどそのものが有する、高品質実現の難度を示す尺度、
を導入することとした。
・取引対象の製造物、サービスなどの品質を示す指標(推定不良率値)、
・企業が有する、取引対象の製造物、サービスなどの品質達成に関する実力水準を示す指標(職場定数)、
・取引対象の製造物、サービスなどそのものが有する、高品質実現の難度を示す指標(製品構造係数)
を計算できるようにして、それを取引の希望条件として使えるようにした。即ち、品質計算プログラムを提供することにより、企業間取引において
・取引対象の製造物、サービスなどの品質を示す尺度、
・企業が有する、取引対象の製造物、サービスなどの品質達成に関する実力水準を示す尺度、
・取引対象の製造物、サービスなどそのものが有する、高品質実現の難度を示す尺度、
を導入することとした。
調達側企業は、企業間取引仲介サイトより入手した品質計算プログラムを使って、調達製品の設計情報を入力して、調達対象製品の製造物の製造難度を示す指標(製品構造係数)を計算する。更に、当該の調達側企業が希望する、調達対象製品の品質水準(不良率係数)と調達対象製品の製造物の製造難度を示す指標(製品構造係数)とから、前記した当該の調達側企業が希望する、調達対象製品の品質水準(不良率係数)を実現するために、調達先企業が有するべき製造品質水準指標(職場定数)を計算する。そして、該調達側企業は、該調達側企業が取引を希望する取引対象の製品の品質を示す指標(不良率係数)と、調達側企業が希望する、調達対象製品の品質水準(不良率係数)を実現するために、調達先企業(供給側企業)が有するべき製造品質水準の指標(職場定数)を希望取引条件として、ネットワークを介して企業間取引仲介サイトへ送ることができる。
一方、供給側企業は、企業間取引仲介サイトより入手した品質計算プログラムを使って、供給側企業の製造職場条件情報を入力して、自社の製造職場の有する製造品質水準を示す指標(職場定数)を計算し、この計算した自社の製造職場の有する製造品質水準値情報を希望取引条件として、ネットワークを介して企業間取引仲介サイトへ送ることができる。または、企業間取引仲介サイトより入手した品質計算プログラムを使って、供給側企業が製造する製品の設計情報を入力して、調達対象製品の製造物の製造難度を示す指標(製品構造係数)を計算し、そして供給側企業の製造職場条件情報を入力して、自社の有する製造品質水準を示す指標(職場定数)を計算し、それら計算した2つの指標から、供給側企業が製造する製品の品質を示す指標(不良率係数)を計算し、この計算した取引対象の製造物の品質を示す指標(不良率係数)の情報を希望取引条件として、ネットワークを介して企業間取引仲介サイトへ送ることができる。
企業間取引仲介サイトは、調達希望企業と供給希望企業とから希望取引条件情報を受け付ける。具体的には、調達側企業は自分の希望する、取引対象の製造物の品質水準(不良率係数)や供給側企業の製造品質水準(職場定数)を条件として企業間取引仲介サイトへ提示する。一方、供給側企業は、供給側企業が供給する取引対象の製造物の品質を示す指標(不良率係数)や、供給側企業の有する製造品質水準を示す指標(職場定数)を、企業間取引仲介サイトへ提示する。
企業間取引仲介サイトは、前記受け付けた調達希望企業の提示する取引対象の製造物の品質水準(不良率係数)や供給側企業の製造品質水準(職場定数)と、前記受け付けた供給側企業が供給する取引対象の製造物の品質を示す指標(不良率係数)や、供給側企業の有する製造品質水準を示す指標(職場定数)とを比較して、調達希望企業の提示する条件を満たす供給側企業を選定し調達先候補企業として、調達側企業および供給側企業へ連絡する。
上記では、取引をしたい企業側が自ら品質指標を計算する場合を記載したが、企業間取引仲介業者が企業側から品質計算に必要な情報を受け付けて、該受け付けた情報から品質水準の計算を行うこととしても良い。
このようにすることで、調達側企業にとっては、容易に、自分の希望する品質水準を有する供給側企業と商談することが可能となる。また供給側企業にとっても、容易に、自社の品質水準に合致する調達先募集案件の商談が行えるようになる。また、予め、上記指標を基に商談相手を選定できるので、迅速に商談へ移ることが出来、迅速に高品質な物を調達できるようになる。
本発明の方法によれば、調達メーカにとっては効率良く高品質の物が調達することが出来るようになる。また供給側メーカにとっても、取引をするための具体的品質が与えられるので、自分の品質水準に合致した取引に選択でき、また取引をするための品質目標が定まり品質向上意欲が高まるなど、産業界全体として高品質化が促進される効果がある。
以下、図面を用いて、本発明をさらに詳細に説明する。
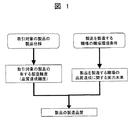
図1に、本発明の企業間取引仲介を実現するための品質計算プログラムに用いた、取り引き対象の製品の製造品質評価の考え方を示す。
製品の製造品質は、製造しようとする製品の有する製造難度(品質達成難度)と、それを製造する職場の品質達成に関する実力水準で決まり、また、前記の製品の有する製造難度(品質達成難度)は、製品仕様で決まり、一方、前記の職場の品質達成に関する実力は職場の職場環境条件で決まることが、我々の研究から明らかになった。
即ち、製品仕様の情報から製品の有する製造難度(品質達成難度)を評価し、職場の職場環境条件から職場の品質達成に関する実力水準を評価し、これら評価結果から製品の品質水準又は製品の不良率を推定できることがわかった。
このことを利用して、取引対象の品質水準による取引先選定を実現する企業間取引仲介方法を説明する。
以下に、本発明の企業間取引仲介方法の第一の実施例について説明する。
図2に本発明の企業間取引仲介方法を実現する形態の概要を示す。
本発明では、インターネット上に、企業間の取引を仲介する企業間取引仲介ウエブサイト11を設け、企業間取引を行いたい企業と情報を送受信できるようにした。企業間取引を行いたい企業は、物品や情報やサービスを調達したい調達側企業と、物品や情報やサービスを供給したい供給側企業との二つに大分されるが、これらの企業間取引を行いたい各企業は、インターネット15を経由して企業間取引仲介ウエブサイト11に接続して、該企業間取引仲介ウエブサイト11へ取引に関する希望条件に関する情報を送信することができ、また該企業間取引仲介ウエブサイト11から商談案件情報を受信することができる。
即ち、本発明に係るネットワークを利用して物品や情報やサービスの企業間取り引きの仲介を行うシステムは、図2に示すように、物品や情報やサービスの調達をしたい企業(調達側企業)より該調達側企業が調達したい物品や情報やサービスに関する情報をネットワークを通じて受けつけ、また物品や情報やサービスの供給をしたい企業(供給側企業)より、該供給側企業に関する情報をネットワークを通じて受けつけ、該受けつけた各情報を基に、商談候補の案件を選定し、選定した商談候補案件情報を、その商談の当事者である調達側企業と供給側企業へネットワークを通じて送信する企業間取引仲介ウエブサイト11と、調達側企業のインターネット接続用端末12と、供給側企業のインターネット接続用端末13とを、インターネット(ネットワーク)15で接続して広域情報検索システム(WWW(World Wide Web))で構成される。この広域情報検索システムは、ネットワーク(特にインターネット)15上にハイパーテキストを構築し、あらゆる情報をアクセス可能としている。従って、本発明に係る企業間取引仲介ウエブサイト(企業間取引仲介システム)11は、インターネット15上に開設されることになる。
企業間取引仲介ウエブサイト11は企業間取引仲介システム10を有する。図3に本発明に係る企業間取引仲介システム10の詳細を示す。
図3に示すように、企業間取引仲介システム10は、キーボード、マウス、ペン入力タブレット等の入力手段1、ディスプレイモニター等の表示手段、印刷手段を介しての出力手段等で構成された出力手段2と、本発明の取引仲介処理を実行する計算手段3と、受け取った品質評価結果データや計算手段3によって計算された結果、企業へ提供するための品質計算プログラム、等を記憶する記憶手段4a、4b、4c、4d、4e、4f、4gと、他システムとインターネット等のネットワークを通じて情報の入出力を行う通信手段5から構成される。なお、計算手段3は、CPU32、所定のプログラムを格納したROM31、各種データを一次格納するRAM33、入出力インターフェース部34、およびバスライン35などから構成される。
企業間取引仲介システム10は、コンピュータ(計算手段)3をモデムなどの通信手段5を通じてインターネット15に接続し、取り引きをしたい企業に対して、品質計算プログラム(取り引き対象製品の製造品質を推定する「製品構造評価用計算プログラム」と供給側企業の職場の供給品の品質達成に関する実力水準を評価する「職場評価用計算プログラム」)を提供するために、そして調達側企業が調達したい物品や情報やサービスの情報や供給側企業に関する情報を受け付け収集し提供するためのウェブページ(いわゆるホームページ)を公開する。そのため、記憶手段4gには、HTML(Hyper Text Markup Language)形式(ハイパー・テキスト・マークアップ・ランゲージ形式)などで記述された、品質計算プログラム(取り引き対象製品の製造品質を推定する「製品構造評価用計算プログラム」と、供給側企業の職場の供給品の品質達成に関する実力水準を評価する「職場評価用計算プログラム」)が記憶され、また記憶手段4gは、調達側企業が調達したい物品や情報やサービスの情報や供給側企業に関する情報を受け付け収集し提供するためのウェブページ画面に表示する文字や図表情報、それらの配置情報を記憶している。
この情報を調達企業側、供給企業側でインターネット接続用の端末12,13に組み込まれたブラウザソフトによって閲覧すれば、ウエブページが出力画面上に表示することが可能となる。
具体的には、企業間取引仲介ウエブサイト(企業間取引仲介システム)11のコンピュータ3に接続された記憶装置には、供給側企業の職場の供給品の品質達成に関する実力水準を評価する職場評価用計算プログラム(またはその評価)に用いる係数や定数等を格納するデータベース4a、取り引き対象製品の製造品質を推定する製品構造評価用計算プログラムやその評価に用いる係数や定数等を格納するデータベース4b、調達側企業から受け取った、調達したい物品や情報やサービスに関する情報を記憶する調達側企業の希望取引条件情報データベース4c、供給側企業から受け取った供給側企業の希望取引条件情報を記憶する供給側企業の希望取引条件情報データベース4d、企業間取引仲介ウエブサイト(企業間取引仲介システム)11が選定した商談候補案件の情報を記憶する商談候補案件情報データベース4e、企業間取引仲介ウエブサイトで取引の仲介を受けたい調達側企業または供給側企業の名称やIDコードなどの登録情報を記憶しているサイト登録企業データベース4f、企業へ提供するための品質計算プログラムを記憶する企業提供用品質計算プログラムデータベース4gが含まれている。
前記において、調達側企業より受け付ける該調達側企業が調達したい物品や情報やサービスに関する情報とは、調達したい物品や情報やサービスに関する仕様の情報、調達希望価格、調達希望数量、調達希望納期、調達希望品質、調達側企業が希望する供給側企業の有する供給品の品質達成に関する実力水準などの情報である。
また、供給側企業より受けつける該供給側企業に関する情報とは、供給可能品目、供給側企業の供給能力に関する情報等である。また、前記供給側企業の供給能力の情報としては、当該供給側企業が一定期間に供給が可能な量、供給品の品質達成に関する実力水準などの情報である。
また、企業は、インターネット接続用端末12または13によりインターネット15に接続することで、本発明に係る企業間取引仲介ウエブサイト(企業間取引仲介システム)11に接続でき、そこから記憶手段4gに蓄積されている品質計算プログラム(取り引き対象製品の製造品質を推定する「製品構造評価用計算プログラム」と供給側企業の職場の供給品の品質達成に関する実力水準を評価する「職場評価用計算プログラム」)をダウンロードにより入手したり、企業間取引仲介ウエブサイトに登録されている調達側企業からの調達したい物品や情報やサービスに関する情報を閲覧したり、登録されている調達側企業や供給側企業に関する情報を閲覧したり、商談情報を受け取ったり、あるいは、逆にそこへ取引希望条件の情報を送信することができる。
また、同様に、インターネット接続用端末13により、公開評価法提供ウエブサイト(図示せず)に接続でき、そこから物品や情報やサービスおよびそれらを提供する企業の品質を評価するために公開された評価法の情報や評価プログラムなどを入手することが可能である。
図4に、本発明の方法による企業間取引仲介までの処理の流れの一例を示す。以下、図4の各ステップに沿って説明する。また、本発明の実施の形態におけるウェブ上の画面のフローを図23に示し、それぞれの画面の詳細を、図24〜図35に示す。これらの画面は、調達側企業の有する端末装置12、供給側企業の有する端末装置13、または企業間取引仲介業者の有する端末装置の表示装置に表示される。
(ステップ1000)企業間取引仲介ウエブサイト11に初めて参加する調達側企業および供給側企業が、端末装置から企業間取引仲介ウエブサイトに企業情報を登録するステップ:
企業間取引仲介ウエブサイト11に初めて参加する調達側企業および供給側企業が、それぞれ、該調達側企業のインターネット接続用端末12と、供給側企業のインターネット接続用端末13を使って、企業間取引仲介ウエブサイト11に接続し、予め企業情報を登録する。
企業間取引仲介ウエブサイト11に初めて参加する調達側企業および供給側企業が、それぞれ、該調達側企業のインターネット接続用端末12と、供給側企業のインターネット接続用端末13を使って、企業間取引仲介ウエブサイト11に接続し、予め企業情報を登録する。
登録する方法の例としては、企業間取引仲介ウエブサイト11のホームページの中に、企業間取引仲介ウエブサイトに参加したい企業が、該企業の該企業間取引仲介ウエブサイトに登録するに当たり必要な情報を入力して、該企業間取引仲介ウエブサイトへ送信することで該企業間取引仲介ウエブサイト参加企業として登録できる、企業間取引仲介ウエブサイトへの登録ページを設け、そのウエブページへ企業間取引仲介ウエブサイトに参加したい企業がアクセスして、登録できるようにする方法がある。その他、企業間取引仲介ウエブサイトに参加したい企業が電子メールによって、企業間取引仲介ウエブサイトに登録するに当たり必要な情報を該企業間取引仲介ウエブサイトへ送信し、該情報を受信した該企業間取引仲介ウエブサイトが登録処理を行うことで、登録を行う方法などがある。
(ステップ1100)企業間取引仲介ウエブサイトからのユーザID・パスワード発行、品質計算プログラム提供:
企業間取引仲介ウエブサイト11は、ステップ1000で企業情報を登録した企業に対しては、ユーザIDとパスワードを発行し、企業から受け付けた登録情報と共に、企業間取引仲介ウエブサイト11の企業間取引仲介システム10に設けた企業間取引仲介サイト登録企業情報データベース4fに記憶する。そして、該企業情報を登録した企業へ該ユーザIDとパスワードの情報をネットワークを通じて提供する。提供方法としては、電子メールを使って提供する方法、企業間取引仲介ウエブサイトの画面上で提供する方法などがある。いずれの方法によっても、登録された調達側企業または供給側企業は、当該企業間取引の会員となることができる。
企業間取引仲介ウエブサイト11は、ステップ1000で企業情報を登録した企業に対しては、ユーザIDとパスワードを発行し、企業から受け付けた登録情報と共に、企業間取引仲介ウエブサイト11の企業間取引仲介システム10に設けた企業間取引仲介サイト登録企業情報データベース4fに記憶する。そして、該企業情報を登録した企業へ該ユーザIDとパスワードの情報をネットワークを通じて提供する。提供方法としては、電子メールを使って提供する方法、企業間取引仲介ウエブサイトの画面上で提供する方法などがある。いずれの方法によっても、登録された調達側企業または供給側企業は、当該企業間取引の会員となることができる。
また、企業間取引仲介ウエブサイト11は、ステップ1000で企業情報を登録した企業に対してネットワークを通じて品質計算プログラムを提供する。提供する品質計算プログラムは、取り引き対象製品の製造品質を推定する「製品品質計算プログラム」と供給側企業の職場の供給品の品質達成に関する実力水準を評価する「職場品質計算プログラム」であり、企業間取引仲介ウエブサイト11の企業間取引仲介システム10に設けたデータベース4gに記憶されている。
品質計算プログラムの提供方法としては、企業間取引仲介ウエブサイトのウエブページの画面上に、品質計算プログラムのダウンロードボタンを設けておき、品質計算プログラムを使用したい企業が企業間取引仲介ウエブサイトのウエブページに接続して、品質計算プログラムのダウンロードボタンを押す(マウスでクリックする)ことで、品質計算プログラムが品質計算プログラムを使用したい企業の接続端末であるコンピュータに送信する方法がある。この場合は、企業側のコンピュータに品質計算プログラムをインストールして使用する。
また、品質計算プログラムの他の提供方法として、企業間取引仲介ウエブサイトのウエブページ上で、品質計算プログラムを利用できるようにする方法がある。この場合、品質計算プログラムを使用したいときには、会員企業はその都度企業間取引仲介ウエブサイトのウエブページに接続して、計算に必要な情報をウエブページ上で入力して企業間取引仲介ウエブサイトへ送信することで、企業間取引仲介ウエブサイトの企業間取引仲介システムに記憶されている品質計算プログラムにより該入力情報を基に品質計算が行われ、計算結果が企業間取引仲介ウエブサイトのウエブページ上に表示されるというもので、企業間取引仲介ウエブサイトがASP(Application Service Provider;;アプリケーション・サービス・プロバイダ)として品質計算プログラムを提供する方法である。
(ステップ1200)企業間取引仲介ウエブサイト登録した企業のユーザID・パスワード情報の受け取り:
企業情報を登録した企業は、企業間取引仲介ウエブサイトから、企業間取引仲介ウエブサイトへ参加するためのユーザID・パスワードの情報を受け取り、それらを用いて当該サイトにアクセスでき、会員として取引の仲介サービスを受けられることになる。
企業情報を登録した企業は、企業間取引仲介ウエブサイトから、企業間取引仲介ウエブサイトへ参加するためのユーザID・パスワードの情報を受け取り、それらを用いて当該サイトにアクセスでき、会員として取引の仲介サービスを受けられることになる。
(ステップ1300)企業間取引仲介ウエブサイト登録した企業の品質計算プログラムの使用権入手:
企業間取引仲介ウエブサイトに登録した企業が品質計算プログラムの使用権を入手する形態としては、上記ステップ1100にて説明したように、企業間取引仲介ウエブサイトから当該品質計算プログラムをダウンロードしてプログラムそのものを入手して使用できるようにする形態と、企業間取引仲介ウエブサイトのウエブページ上で品質計算プログラムを使用できるようにする形態などがある。
企業間取引仲介ウエブサイトに登録した企業が品質計算プログラムの使用権を入手する形態としては、上記ステップ1100にて説明したように、企業間取引仲介ウエブサイトから当該品質計算プログラムをダウンロードしてプログラムそのものを入手して使用できるようにする形態と、企業間取引仲介ウエブサイトのウエブページ上で品質計算プログラムを使用できるようにする形態などがある。
ここで、使用権とは、ASPの提供する品質計算プログラムを使用する権利を含み、使用する時間の制限や、後述する取引対象の品種や品目に限定する制限付きの使用権とすることもできる。
(ステップ1400)調達側企業が品質計算プログラムにより、取引先(供給側企業)の有する品質達成に関する実力水準の希望値(基準値)を計算するステップ:
調達側企業は、使用権を入手した取り引き対象製品の製造品質を推定する「製品構造評価用計算プログラム」を使って調達希望製品の仕様に関する情報と希望品質の情報とを入力して(図18,19に入力画面例を示す)、調達側企業が希望する品質水準の製品を供給するために供給側企業の有すべき供給品の品質達成に関する実力水準の指標を計算する。「製品構造評価用計算プログラム」の詳細については後述する。
調達側企業は、使用権を入手した取り引き対象製品の製造品質を推定する「製品構造評価用計算プログラム」を使って調達希望製品の仕様に関する情報と希望品質の情報とを入力して(図18,19に入力画面例を示す)、調達側企業が希望する品質水準の製品を供給するために供給側企業の有すべき供給品の品質達成に関する実力水準の指標を計算する。「製品構造評価用計算プログラム」の詳細については後述する。
(ステップ1500)供給側企業が品質計算プログラムにより、自社の有する品質達成に関する実力水準を計算(自己評価)するステップ:
供給側企業は使用権を入手した、供給側企業の職場の供給品の品質達成に関する実力水準を評価する「職場評価用計算プログラム」を使って、供給側企業の供給品の製造職場の職場環境条件を入力し(図12に入力画面例を示す)、当該供給側企業の供給品の製造職場の有する供給品の品質達成に関する実力水準の指標を計算する。「職場評価用計算プログラム」の詳細については後述する。
供給側企業は使用権を入手した、供給側企業の職場の供給品の品質達成に関する実力水準を評価する「職場評価用計算プログラム」を使って、供給側企業の供給品の製造職場の職場環境条件を入力し(図12に入力画面例を示す)、当該供給側企業の供給品の製造職場の有する供給品の品質達成に関する実力水準の指標を計算する。「職場評価用計算プログラム」の詳細については後述する。
(ステップ1600)調達側企業および供給側企業が取引希望条件を企業間取引仲介ウエブサイトに送信するステップ:
調達側企業は、ステップ1400にて計算した、取引を希望する供給側企業の有すべき供給品の品質達成に関する実力水準の指標の情報を、調達したい製品に関する条件情報の一つとして企業間取引仲介サイト11へ送信する。
調達側企業は、ステップ1400にて計算した、取引を希望する供給側企業の有すべき供給品の品質達成に関する実力水準の指標の情報を、調達したい製品に関する条件情報の一つとして企業間取引仲介サイト11へ送信する。
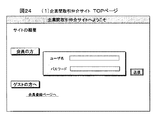
ここで、まず、調達側企業は、図24に示すウェブ上の入力画面において、先に取得したユーザ名とパスワードを用いて企業間取引仲介サイト11へ接続する(図23(1))。そして、図25に図示する会員用トップページにおいて、「調達希望登録へ」を選択し(図23(2))、図26に示す調達希望登録画面に移る。
図26では、調達側企業が、カスタム品を調達希望する例を示している。調達側企業の端末では、カスタム品の品種「基板ASSY」、品名「カスタム品」をプルダウンメニューにより選択し、具体的品名として「電極基板ASSY」を個別入力する。本実施の形態では、上記の入力情報に加えて当該調達したい物品等に関する情報である調達希望数量、調達希望納期、調達希望単価及び、先に(ステップ1400)で演算出力した希望品質水準である製造品質水準(サプライヤの職場品質水準の指標値)を入力している。ここで、調達品が汎用品の場合は、希望品質水準としては納入品品質水準(モノの品質水準の指標値)が入力されることとなる。
従来の電子商取引においては、製品品質の具体的基準値を供給側企業の「職場環境」又は「供給品」に求めることができなかったが、本実施の形態によれば、具体的基準値を供給側企業に要求可能で、その結果、製品品質の具体的基準値を考慮した上で供給側企業の絞り込み、または選定を行うことができる。尚、ここでは「基板ASSY」は、カスタム品の分類として扱うものとする。汎用品の分類の場合(品種:ファスナ等)は、品番も入力することができる。
一方、供給側企業は、ステップ1500にて計算した当該供給側企業の供給品の製造職場の有する供給品の品質達成に関する実力水準の指標の情報を、供給側企業に関する情報の一つとして企業間取引仲介サイト11へ送信する。
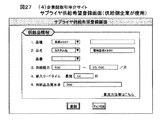
ここで、まず、上述の調達側企業の場合と同様に、ユーザ名とパスワードを用いて企業間取引仲介サイト11へ接続する。その後、図25に示す会員用トップページにおいて、「サプライヤ供給希望登録へ」を選択し(図23(2))、図27に示すサプライヤ供給希望登録画面に移る。
図27では、供給側企業(サプライヤ)が、カスタム品である品種「基板ASSY」の品種「電極基板ASSY」について供給を希望する場合を示している。ここで、供給側企業が入力する情報(供給側企業に関する情報)は、供給能力値又は供給能力範囲、納入リードタイム、及び先の(ステップ1500)で演算出力した供給側企業の品質達成に関する実力水準(供給品品質水準)であるが、その他に供給希望価格等も入力しても本発明の範囲内である。
このように、ある品種、品目について供給側企業の品質実力水準を具体的数値として取引の条件とすることができるので、品質能力の高い供給側企業としては品質能力を客観的基準としての売り込み材料とすることができる。
(ステップ1700)企業間取引仲介ウエブサイトが調達側企業および供給側企業からの取引希望条件を受け付けるステップ:
企業間取引仲介ウエブサイト11は、調達側企業から、取引を希望する供給側企業の有すべき供給品の品質達成に関する実力水準の指標の情報を含む、調達したい製品に関する条件情報を取引希望条件として受け付け、企業間取引仲介ウエブサイトの企業間取引仲介システム10に設けた調達側企業の希望取引条件情報データベース4cに記憶する。
企業間取引仲介ウエブサイト11は、調達側企業から、取引を希望する供給側企業の有すべき供給品の品質達成に関する実力水準の指標の情報を含む、調達したい製品に関する条件情報を取引希望条件として受け付け、企業間取引仲介ウエブサイトの企業間取引仲介システム10に設けた調達側企業の希望取引条件情報データベース4cに記憶する。
一方、供給側企業から、当該供給側企業の供給品の製造職場の有する供給品の品質達成に関する実力水準の指標の情報を含む、供給側企業に関する情報を取引希望条件として受け付け、企業間取引仲介ウエブサイトの企業間取引仲介システム10に設けた供給側企業の希望取引条件情報データベース4dに記憶する。
これらの処理は、図26や図27の登録ボタンをマウス等でクリックすることで、調達側企業又は供給側企業の有する端末装置からネットワークを介して送信され、データベース4c又は4dに登録される。
図28〜図32は、企業間取引仲介ウェブサイト11での表示手段における表示例を示す。
図28及び図29は、調達側企業が入力し送信した調達したい物品等に関する情報のリストであり、リストNo.1に先に調達側企業の端末からネットワークを介して送信された品種「基板ASSY」に関する情報が登録されていることを示す(図23(5)−1〜2)。
また図30乃至図32は、供給側企業が入力し送信した供給したい物品等に関する情報のリストであり、それぞれ汎用品の分類で見たリストと、カスタム品の分類で見たリストを示す(図23(6)−1〜3)。図31では、品種「ファスナ」、品名「クランプ」の検索条件下、クランプA300等の品目が抽出された表示画面例が示されている。また、図32では、品種「基板ASSY」品目「電極基板ASSY」により検索処理を行った結果、「基板ASSY」の「電極基板ASSY」を供給するサプライヤのAD社、EG社等が抽出された表示画面例が示されている。品種はこれ以外に、モールド品、プレス品等の種別で検索することもできる。
本実施の形態では、上記のように品種や品目での検索ができるが、これは企業間取引仲介サイト側が主体となって検索する場合だけでなく、調達側企業が多種多様な供給品の中から、自己が調達を求める品種・品目を条件に抽出作業を行う場合も同様に実現できる。
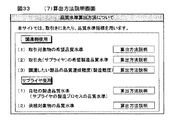
(ステップ1800)企業間取引仲介ウエブサイトが調達側企業の希望取引条件を満たす供給側企業を選定するステップ:
企業間取引仲介サイト11の企業間取引仲介システム10は、まず、商談候補案件を選定する対象として、ある調達側企業より受けつけた調達したい製品や部品に関する条件情報(以下、調達先募集条件情報と呼ぶ)を調達側企業の希望取引条件情報データベース4cの中から選び出し、その選び出した調達先募集条件情報と、供給側企業の希望取引条件情報データベース4dに記憶している、供給側企業より受けつけた供給側企業に関する情報とを比較し、前記の調達先募集条件情報を満たす供給側企業を選び出す。具体的には、下記の条件を満たす供給側企業を選定する。
・供給側企業が、調達側企業の調達したい対象の製品種類を供給対象としているか。
・調達側企業の調達したい量を供給側企業が供給可能か。
・供給側企業の製造職場の有する供給品の品質達成に関する実力水準が、調達側企業の希望する基準を満たしているか。
企業間取引仲介サイト11の企業間取引仲介システム10は、まず、商談候補案件を選定する対象として、ある調達側企業より受けつけた調達したい製品や部品に関する条件情報(以下、調達先募集条件情報と呼ぶ)を調達側企業の希望取引条件情報データベース4cの中から選び出し、その選び出した調達先募集条件情報と、供給側企業の希望取引条件情報データベース4dに記憶している、供給側企業より受けつけた供給側企業に関する情報とを比較し、前記の調達先募集条件情報を満たす供給側企業を選び出す。具体的には、下記の条件を満たす供給側企業を選定する。
・供給側企業が、調達側企業の調達したい対象の製品種類を供給対象としているか。
・調達側企業の調達したい量を供給側企業が供給可能か。
・供給側企業の製造職場の有する供給品の品質達成に関する実力水準が、調達側企業の希望する基準を満たしているか。
例えば、調達側企業が調達したい製品が板金プレス品であれば、供給側企業の中から板金プレス品を供給品に指定している供給側企業を選び出す。あるいは、調達側企業が調達したい製品が電気機器の組立品であれば、供給側企業の中から電気機器の組立品を供給品に指定している供給側企業を選び出す、というように製品分類や製品名を利用して供給側企業を絞りこむこともできる。
ここで、本発明の企業間取引仲介方法では、品質水準に関する供給側企業の絞りこみにおいて、調達側企業から受けつけた該調達側企業が「製品構造評価用計算プログラム」によって計算した該調達側企業の希望する「供給側企業の製造職場の有する供給品の品質達成に関する実力水準の基準値」を示す指標と、供給側企業から受けつけた、該供給側企業が「職場評価用計算プログラム」によって計算した、該供給側企業の「供給品の製造職場の有する供給品の品質達成に関する実力水準」を示す指標とを比較して、前記該調達側企業の希望する「供給側企業の製造職場の有する供給品の品質達成に関する実力水準の基準値」を満たす、「供給品の製造職場の有する供給品の品質達成に関する実力水準」を有する供給側企業を選定する。
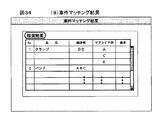
選定方法としては上記の方法に限定されることはなく、品質条件に加えて納期条件やコスト条件を考慮したりする方法でも本発明の範囲内である。またそれらの品質、納期、コストの条件に優先順位に応じた重み付け係数を設定し、取引条件としての総合指標値を算出し、当該値に基づいて選定することもできる。これらの重み付け係数は、調達側企業が個別に設定することができる。
選定された結果の一例を図34に示す(図23(8))。図34では、クランプについて調達側企業「日立」の調達先募集条件に合った供給側企業(サプライヤ)A、C、Kの3社が選定されている。ここでのマッチング処理は、企業間取引仲介サイト11の企業間取引仲介システム10が所定の期間に受付けた調達側企業からの情報、供給側からの情報に基づいて自動的に行う場合や、調達側企業が、希望品種・品目について当該サイトにアクセスした際に、調達側企業が主体となって選定(抽出)処理を実行する場合もある。
このようにして、企業間取引仲介サイト11の企業間取引仲介システム10は、調達側企業の希望する条件を満たす供給側企業を選び出す。
次いで、企業間取引仲介システム10は、前記選び出した供給側企業を特定する情報(ID情報等)を、対象の調達先募集条件情報を特定する情報と共に、該システムに設けた商談候補案件情報データベース4eに記憶する。
(ステップ1900)企業間取引仲介サイトが、調達側企業の希望取引条件を調達先募集情報として、選定した供給側企業へ提供するステップ:
企業間取引仲介システム10は、商談候補案件情報データベース4eより、ステップ1800で選定した供給側企業を特定する情報と、対象の調達先募集条件情報を特定する情報とを取り出す。次いで、前記取り出した情報に基づき、選定した供給側企業と対象の調達先募集条件情報を特定し、該特定した供給側企業へ、該特定した調達先募集条件情報を調達先募集情報として、ネットワーク15を通じて提供する。
企業間取引仲介システム10は、商談候補案件情報データベース4eより、ステップ1800で選定した供給側企業を特定する情報と、対象の調達先募集条件情報を特定する情報とを取り出す。次いで、前記取り出した情報に基づき、選定した供給側企業と対象の調達先募集条件情報を特定し、該特定した供給側企業へ、該特定した調達先募集条件情報を調達先募集情報として、ネットワーク15を通じて提供する。
提供方法の例としては、企業間取引仲介サイト登録企業情報データベース4fより、供給側企業を特定する情報に基づき、該当する供給側企業の連絡先(電子メールアドレス)の情報を入手して、電子メールを使って提供する方法がある。
提供方法の他の例としては、ステップ1800で選定した供給側企業が企業間取引仲介システム10の調達側企業の希望取引条件情報データベース4cにアクセスできるようにし、該調達側企業の希望取引条件情報データベース4cに記憶された対象の調達先募集条件情報を入手できるようにする方法がある。この際、事前に供給側企業へは、電子メール等により、提供する調達先募集条件情報があることを連絡することが望ましい。また、この提供方法の場合、調達先募集条件情報を入手しようとする企業が、ステップ1800で選定した供給側企業であることを企業のID情報やパスワード情報等により事前に判定し、該調達先募集条件情報を入手しようとする企業がステップ1800で選定した供給側企業である場合のみ、前記の対象の調達先募集条件情報を入手できるようにすることが望ましい。
本実施の形態の更に具体的な例としては、企業間取引仲介サイト11のウエブページの中に調達先募集条件情報を入手するためのページを設けて、そのページに企業のID情報やパスワード情報を入力し企業間取引仲介システムへ送信できるようにしておき、企業間取引仲介システムが該送信された企業のID情報やパスワード情報を基に、商談候補案件情報データベース4eより、該当する供給側企業へ提供するべき調達先募集条件情報を特定する情報を選び出し、該選び出した調達先募集条件情報を特定する情報を基に、調達側企業の希望取引条件情報データベース4cより該供給側企業へ提供するべき調達先募集条件情報を特定し、該特定した調達先募集条件情報をウエブページ上に表示する方法がある。
(ステップ2000)供給側企業が企業間取引仲介サイトより、調達先募集情報を受け取るステップ:
ステップ1800で企業間取引仲介サイト11によって選定された供給側企業は、企業間取引仲介サイト11から調達先募集情報を、ステップ1900に記した提供方法などによりネットワーク15を通じて入手する。
ステップ1800で企業間取引仲介サイト11によって選定された供給側企業は、企業間取引仲介サイト11から調達先募集情報を、ステップ1900に記した提供方法などによりネットワーク15を通じて入手する。
(ステップ2100)供給側企業が企業間取引仲介サイトへ取引希望の連絡をするステップ:
企業間取引仲介サイト11より調達先募集情報を受け取った供給側企業は、該調達先募集情報の内容を検討し、該調達先募集に応募するか否かを決定し、応募する場合には、該調達先募集に対して取引を希望することを、企業間取引仲介サイト11へネットワーク15を通じて連絡する。
企業間取引仲介サイト11より調達先募集情報を受け取った供給側企業は、該調達先募集情報の内容を検討し、該調達先募集に応募するか否かを決定し、応募する場合には、該調達先募集に対して取引を希望することを、企業間取引仲介サイト11へネットワーク15を通じて連絡する。
連絡方法の例としては、企業間取引仲介サイト11へ電子メールを使って提供する方法がある。また、連絡方法の他の例としては、企業間取引仲介サイト11のウエブページに中に、当該供給側企業に提供された調達先募集条件情報に対して応募するか否かを連絡するための機能を設ける方法がある。これは例えば、前記ステップ1900の説明において示した例である調達先募集条件情報を提供するウエブページにおいて、提供された一つ一つの調達先募集条件情報に対して、応募する際に押す「応募ボタン」を設けておき、それを対象の供給側企業が押すことで、その調達先募集に応募することが企業間取引仲介システム10へ送信されるようにしておくことで実現できる。
(ステップ2200)企業間取引仲介サイトが、調達先候補企業を受付け、調達先候補企業の情報を商談情報として、該当調達希望企業へ提供するステップ:
企業間取引仲介サイト11の企業間取引仲介システム10は、ステップ2100において該調達先募集に対して取引を希望することを連絡してきた供給側企業を、当該調達側企業の調達先候補企業として受け付け、該調達先候補企業とした供給側企業に関する情報を該当する調達側企業へネットワークを通じて提供する。
企業間取引仲介サイト11の企業間取引仲介システム10は、ステップ2100において該調達先募集に対して取引を希望することを連絡してきた供給側企業を、当該調達側企業の調達先候補企業として受け付け、該調達先候補企業とした供給側企業に関する情報を該当する調達側企業へネットワークを通じて提供する。
調達側企業へ調達先候補企業とした供給側企業に関する情報の提供方法の例としては、電子メールを使って提供する方法がある。この場合、企業間取引仲介システム10は、ステップ2100において該調達先募集に対して取引を希望することを連絡してきた供給側企業を、当該調達側企業の調達先候補企業として受け付け、その企業を特定する情報(ID情報など)をRAM33に一次記憶し、該調達先候補企業とした供給側企業に関する情報を、企業間取引仲介サイト登録企業情報データベース4f、供給側企業の希望取引条件情報データベース4d、より選び出して、該選び出した調達先候補企業とした供給側企業に関する情報を、該当する調達側企業へ電子メールに記載また添付して提供する方法などがある。尚、上記でRAM33に一次記憶した、調達先募集に対して取引を希望することを連絡してきた供給側企業、即ち調達先候補企業を特定する情報は、商談候補案件情報データベース4eに記憶することが望ましい。この際、ステップ1800で商談候補案件情報データベース4eで既に記憶した、対象の調達先募集条件情報を特定する情報と、その調達先募集条件に合致する供給側企業を特定する情報に関連付けて記憶する。
調達側企業へ調達先候補企業とした供給側企業に関する情報の提供方法の他の例としては、企業間取引仲介サイト11のウエブページ中に、調達側企業向けに調達先候補企業の情報を入手するためのページを設ける方法がある。具体的には、調達側企業が、ウエブページ上でその企業のID情報やパスワード情報を入力し企業間取引仲介システム10へ送信できるようにしておき、企業間取引仲介システム10は該送信された調達側企業のID情報やパスワード情報を基に、調達側企業を特定し、そこへ提供するべき調達先募集条件情報を特定する情報と、その調達先募集条件情報を特定する情報に関連付けて記憶されている調達先候補企業を特定する情報とを、商談候補案件情報データベース4eより選び出し、該選び出した情報を基に、調達側企業の希望取引条件情報データベース4cより提供するべき調達先募集条件情報を選び出し、また、企業間取引仲介サイト登録企業情報データベース4fと供給側企業の希望取引条件情報データベース4dより調達先候補企業とした供給側企業に関する情報を選び出し、該選び出した情報を前記ウエブページ上に表示する、というものである。
(ステップ2300)調達側企業が商談情報を受け取るステップ:
上記ステップ2200において説明したような方法によって、調達側企業は、該調達側企業が企業間取引仲介サイト11に提出した調達先募集条件情報に対する調達先候補企業に関する情報を商談情報として、ネットワーク15を通じて企業間取引仲介サイト11より入手する。
上記ステップ2200において説明したような方法によって、調達側企業は、該調達側企業が企業間取引仲介サイト11に提出した調達先募集条件情報に対する調達先候補企業に関する情報を商談情報として、ネットワーク15を通じて企業間取引仲介サイト11より入手する。
図35は、調達側企業である「日立」の端末の表示画面の一例である。ここでは、サプライヤA、C、Kともに、(ステップ2100)において日立との取引を希望した結果であることを示している。
尚、(ステップ1900)から(ステップ2100)は、供給側企業の取引の意志を確認するためのステップであり、本発明の実施の形態おいて必ずしも必要なステップではない。
(ステップ2400) 調達側企業が商談先を決定し、商談を開始するステップ:
調達側企業は、ステップ2300において入手した調達先候補企業の情報を基に、商談を行うか否かを決定する。商談を行う場合、商談をする調達先候補企業である供給側企業を一つ以上決定し、その企業と電子メールなど使い連絡をとり、商談を開始する。
調達側企業は、ステップ2300において入手した調達先候補企業の情報を基に、商談を行うか否かを決定する。商談を行う場合、商談をする調達先候補企業である供給側企業を一つ以上決定し、その企業と電子メールなど使い連絡をとり、商談を開始する。
以上により、本発明に係る企業間取引仲介方法を実現するシステムが構築されることになる。
次に、本発明に係る企業間取引仲介方法を実現するための、品質計算プログラムについて詳細を説明する。
本発明に係る品質計算プログラムは、企業間取引仲介サイトの企業間取引仲介システム10であるコンピュータにインストールされて使用される場合と、企業間取引仲介サイトに参加する企業の有するコンピュータにインストールされて使用される場合とがあるが、いずれにしても、本発明に係る品質計算プログラムがインストールされた場合は、品質計算プログラムによる品質評価装置としては、図7に示すような装置構成となる。構成の詳細は後述する。
本発明に係る品質計算プログラムは、供給側企業の職場の供給品の品質達成に関する実力水準を評価する「職場品質計算プログラム」と、取り引き対象製品の製造品質を推定する「製品品質計算プログラム」とがある。それらについて説明する。
まずは、「職場品質計算プログラム」における、評価の実施の形態について図面を用いて説明する。
本発明に係る製造職場の評価手法を用いて定量評価することによって、不良の実績データが無くとも職場の不良の起こし易さ(不良発生度:不良発生率)を推定できることにある。即ち、本発明は、製造職場の評価手法を用いて定量評価すれば、不良の実績データとほぼ一致することを見出したことにある。
製造職場の不良起こし易さ(不良発生度)、即ち製造職場の実力としては、[不良発生抑制力]×[不良発生時対処力]×[不良検出力]で表わすことができる。
[不良発生抑制力]は、不良品を製造しないという職場の力であり、図5において不良作り込み度=(ab)/(AB)で表わすことが可能となる。[不良発生時対処力]は、不良品が発生してしまったとき、不良対処時間をできるだけ短くして不良品を発生しないようにする職場の力であり、図5において不良発生時から対処完了時までの間の不良対処時間度合で表わすことが可能となる。[不良検出力]は、製造職場からその後工程の職場に不良品を送り込まないように不良品を検出(摘出)できる職場の力であり、図5において不良摘出度=(ab’)/(ab)で表わすことが可能となる。
そこで、基準の製造作業(組立作業の場合、基準組立作業は例えば最も単純な下移動作業とする。)に対する[不良発生抑制力]×[不良発生時対処力]×[不良検出力]を算出することによって、製造職場の実力を評価することが可能となる。
ところで、製造職場は、製造作業を行う作業者、該作業者を監督(マネージメント)する監督者、製造作業に使用する工具・治具や製造ライン設備等の製造設備、および作業者等が存在する気温、湿度、明るさ、騒音などの職場環境で形成される。従って、製造職場における不良発生要因(不良発生カテゴリ)としては、製造作業者に関するもの、製造設備に関するもの、製造ラインスピードや生産ロット数/単位時間等の製造条件に関するもの、製造物理的環境に関するもの、および製造職場のマネージメントに関するもの等に分類されることが我々の研究から明らかになった。
しかしながら、これら製造職場における不良発生要因と、[不良発生抑制力である不良作り込み度]、[不良発生時対処力である不良対処時間度合]、[不良検出力である不良摘出度]との対応を取ることができない。そこで、[不良発生抑制力である不良作り込み度]、[不良発生時対処力である不良対処時間度合]、[不良検出力である不良摘出度]との対応を取ることができる職場条件不良影響項目に細分類する必要がある。
製造作業者に関する細分類された職場条件不良影響項目(評価要素)としては、製造作業者の出勤率、製造作業者の性質や能力、製造作業者の作業熟練度、製造作業者への作業指示体制等がある。
製造設備に関する細分類された職場条件不良影響項目(評価要素)としては、設備の性能や信頼性、設備についての保守を含む管理体制、設備に対する担当者の決定度合等がある。
製造条件に関する細分類された職場条件不良影響項目(評価要素)としては、製造ラインスピード、生産ロット数/単位時間等の生産形態がある。
製造物理的環境に関する細分類された職場条件不良影響項目としては、気温、湿度、明るさ、騒音等の物理的環境がある。
製造職場のマネージメントに関する細分類された職場条件不良影響項目(評価要素)としては、作業者への教育・訓練、作業者への作業指示・配分、不良発生時対処方法、作業チェック方法等がある。
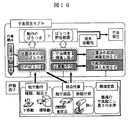
以上説明したように、細分類された職場条件不良影響項目(評価要素)を設定することによって、図6に矢印で示すように、[不良作り込み度]、[不良対処時間度合]、[不良摘出度]との相関をとることが可能となり、予め、これら各項目毎に、基準製造作業(組立作業の場合、基準組立作業は例えば最も単純な下移動作業とする。)に対する基準レベル(例えば最も不良を発生しない高いレベル)における不良発生度係数である不良作り込み係数、不良摘出度係数、不良対処時間係数、および項目間相対的重み係数からなる職場評価用データベース4a1(図7に示す。)を用意しておくことによって、製造職場の不良起こし易さ(不良発生度)、即ち製造職場の実力を推定することが可能となる。即ち、細分類された職場条件不良影響項目を設定することによって、これら各項目毎に、基準製造作業に対する[不良作り込み度]、[不良対処時間度合]、[不良摘出度]との相関を示す基準レベルにおける不良発生度係数である不良作り込み係数、不良摘出度係数、不良対処時間係数、および項目間相対的重み係数を決めておくことが可能となる。なお、項目間相対的重み係数は、不良発生度係数の中に盛り込むことも可能である。
なお、職場評価用データベースの作り方として、代表する製造職場において実測される職場条件不良影響項目毎のレベルに応じた基準製造作業に対する不良発生度である不良作り込み度、不良摘出度、および不良対処時間度合を基に、職場条件不良影響項目毎の基準レベルにおける不良発生度係数である不良作り込み係数、不良摘出度係数、不良対処時間係数、および項目間相対的重み係数を算出すればよい。当然、代表する製造職場における不良起こし易さ(不良発生度)、即ち実力を示す不良発生度合計、および職場不良率も実測されることになる。
このように、代表する製造職場における実測値に基いて職場評価用データベースを作って用意しておくことによって、様々な製造職場において職場条件不良影響項目毎のレベルを入力するだけでその製造職場における実力(不良発生度合計、および職場不良率)を評価推定することが可能となる。これも、代表する製造職場以外の複数の製造職場において実測値と推定値とがほぼ一致することが発明者等によって確認できているからである。
以上説明したように、様々な製造職場において職場条件不良影響項目毎のレベルを入力するだけでその製造職場における実力(不良発生度合計、および職場不良率)を評価推定することが可能となり、この推定された製造職場の実力を図7に示す製品構造評価用データベース(作業対象評価用データベース)4b1内の職場定数(各製造職場の製造作業の信頼性の実力を示す指標)として登録することによって、特開平10−334151号公報に記載されているようにその製造職場において製造(例えば組立)する製品の不良率を推定することが可能となる。
次に、本発明に係る様々な製造職場において職場条件不良影響項目毎のレベルを入力するだけでその製造職場における実力(不良発生度合計、および職場不良率)を評価推定する方法の実施例について説明する。
図9および図17は、本発明に係る製造職場における実力(不良発生度合計、および職場不良率)を評価推定する職場評価部100a(図9)およびその製造職場における製品もしくは製品の部分品を製造する際の不良率を推定する製品評価部(製造作業対象評価部)100b(図17)の一実施例を示す構成図である。以下は、製造として組立して製品を製造する場合について説明する。なお、製造職場における製品もしくは製品の部分品を製造する際の不良率を推定する製品評価部100b(図17)については、特開平10−334151号公報に記載されているため、簡単に説明する。
本発明に係る品質計算プログラムは、企業間取引仲介サイトの企業間取引仲介システム10であるコンピュータにインストールされて使用される場合と、企業間取引仲介サイトに参加する企業の有するコンピュータにインストールされて使用される場合とがあるが、いずれにしても、本発明に係る品質計算プログラムがインストールされた場合は、品質計算プログラムによる品質評価装置としては、図7に示すような装置構成となる。
具体的には、一般的なコンピュータシステムに、品質計算を行うためのデータベースである製品構造評価用データベース4bと製造職場評価用データベース4aが追加されることになり、バス35に接続されたCPU32、所定のプログラムを記憶したROM31、および各種データを一時記憶するRAM33等で構成される計算手段3と、該計算手段3にインターフェース34を介して接続された入力手段1、表示手段2、記憶装置4、および出力手段5bとから構成される。入力手段1は、部品の組付作業時の組付動作の情報1b1、組付部品及び被組付品の性質情報1b2、チェック工程有無の情報1b3、および製造職場名の情報1b4、並びに製造職場を評価する時の製造職場条件情報1a等を入力することができるように、キーボードやマウスや記録媒体やネットワーク等から構成される。表示手段2は、入力手段1で各種の情報を入力するための入力用画面を表示したり、製造職場の評価結果(診断結果および改善アドバイス等)を表示したり、製品構造(製造作業対象)の評価結果(製品の不良率、不良現象、および製造コスト等)を表示したりすることができるように構成される。記憶装置4は、製造職場評価用データベース4a1、製造職場評価用計算プログラム4a2、および製造職場評価用入出力制御プログラム4a3を格納した製造職場評価用記憶部分4aと、製品構造評価用データベース4b1、製品構造評価用計算プログラム4b2、および製品構造評価用入出力制御プログラム4b3を格納した製品構造評価用記憶部分4bとで構成される。出力手段5は、製造職場の評価結果や製品構造の評価結果を出力できるように、表示手段2とは別に設けられた記録媒体やネットワーク等で構成される。更に、品質計算プログラムによる品質評価装置は、設計システム20をネットワークまたは記録媒体等で接続し、製造する製品の設計データを入力できるように構成される。
以上説明したように、本発明に係る品質計算プログラムによる品質評価装置100は、機能的には、大きく、製造職場の有する不良発生度を評価処理する職場評価部100a(図9に示す。)と、製造職場で製造する製品の不良発生度評価をする製品評価部100b(図17に示す。)とから構成されている。ところで、本発明の品質計算プログラムでは、職場評価部100aだけで、職場評価を行うことができるが、機能的に、製品評価部100bとつないで、職場評価部100aによる製造職場の不良発生度の評価情報と、製品評価部100bによる製品の不良発生度評価とを用いることによって、ある製品をある製造職場で製造したときの具体的な不良率を推定することが可能となる。
このことを利用して、調達側企業は、製品評価部100bを用いて調達しようとする製品の有する不良発生度評価を行い、その製品の希望品質、即ち希望する不良率を決めることで、該希望する不良率を満たすことのできる職場の不良発生度の評価指標の下限値が計算できる。これにより、調達側企業は、本発明の品質計算プログラムを用いることで、調達したい製品の希望品質、即ち希望する不良率と、それを満たすことの出来る供給側企業の品質達成に関する実力値である「職場の不良発生度の評価指標の下限値」を計算でき、希望取引条件として提示できるようになる。
一方、供給側企業は、本発明の品質計算プログラムの職場評価部100aにより、該供給側企業の製造職場の有する品質達成に関する実力値である「職場の不良発生度の評価指標」を計算でき希望取引条件として提示できるようになる。
本発明に係る品質計算プログラムによる品質評価装置100は、上記した様々な製造職場条件の中から、特に不良発生度に影響のある条件項目(職場条件不良影響項目)を多数選定して、該選定した職場条件不良影響項目毎に、該職場条件の基準レベルに対して、製造職場の有する不良発生度にどの程度影響するのか、その影響する不良発生度の大きさを示す値(「不良作り込み係数」、「不良摘出度係数」、「不良対処時間係数」からなる「不良発生度係数」および「項目間相対的重み係数」)を定めて職場評価用データベース4a1として記憶しておき、そして、計算手段3は、入力手段1によって入力された様々な職場条件の中から多数の職場条件不良影響項目の各々に対する評価対象の職場はどの程度のレベルであるかの情報を基に、各々の職場条件不良影響項目の当該職場の基準レベルに対して設定されている「不良発生度係数」および「項目間相対的重み係数」を読み出して、該読み出した各「不良発生度係数」および「項目間相対的重み係数」により、多数の職場条件不良影響項目に亘る評価対象製造職場の不良発生度および不良率を計算し、記憶装置4の製品構造評価用データベース4b1の職場定数の領域に登録する。
予め、記憶装置4の職場評価用記憶部分4aの職場評価用データベース4a1としては、図8に示すように、製造職場における不良発生要因(不良発生カテゴリ)を評価カテゴリにより識別する情報60と、該不良発生要因を細分類した職場条件不良影響項目の内容を記述する情報(複数の職場水準(レベル)毎の職場状態を記述する情報63も含む)62、63と、各職場条件不良影響項目に対して設定された基準の製造作業に対する基準レベル(例えばレベル1)における「不良作り込み係数」65a、「不良摘出度係数」65b、「不良対処時間係数」65cからなる「不良発生度係数」65および「項目間相対的重み係数」64の情報と、製造職場における少なくとも不良発生要因毎、もしくは細分類した職場条件不良影響項目毎に不良発生度が著しく悪い場合の改善(対策)アドバイス等を情報66から構成されたものが用意されている。
図8に示す例では、評価カテゴリ1(製造作業者)に関する細分類された職場条件不良影響項目(No.1)としては、製造作業者の出勤率を示し、評価カテゴリ2(製造設備)に関する細分類された職場条件不良影響項目(No.8)としては、設備の担当者の決定を示し、評価カテゴリ4(製造物理的環境)に関する細分類された職場条件不良影響項目(No.13)としては、明るさ(照度)を示している。
そして、各職場条件不良影響項目62に対して基準レベル(例えばレベル1(レベルが高い))を基準にして複数のレベル(職場水準)63が設定される。例えば、職場条件不良影響項目「出勤率」に対しては、レベル1(レベルが高い)が「出勤率97%以上」、レベル2(中)が「出勤率90%以上97%未満」、レベル3(低い)が「出勤率90%未満」というように3つの職場水準が設定される。例えば、職場条件不良影響項目「設備の担当者」に対しては、レベル1が「すべてきまっている」、レベル2が「決まっている(全設備の90%以上)」、レベル3が「決まっている(全設備90%未満)」というように3つの職場水準が設定される。例えば、職場条件不良影響項目「照度(L)」に対しては、レベル1が「L≧1000lx」、レベル2が「1000lx>L≧600lx」、レベル3が「600lx>L」というように3つの職場水準が設定されている。このように、図8の例では各職場条件不良影響項目毎の職場水準63をレベル1〜3の3段階に設定しており、レベル1が最も不良が起きにくい職場状態に該当し、レベル3が最も不良が起きやすい職場状況に該当し、レベル2はレベル1とレベル3の中間レベルの不良の起こし易さをもつ職場状態に該当する。設定する職場水準は少なくとも、その職場状態に該当するか否かを示すための2水準は必要であるが、上限は特に無い。水準数が多くなると、評価精度が向上できる長所はあるが、逆に入力時の選択肢が増え、入力の手間は増えることになる。
更に、各職場条件不良影響項目62に対して設定された基準の製造作業(組立作業の場合、基準組立作業は例えば最も単純な下移動作業とする。)に対する基準職場水準レベル(例えばレベル1)における「不良作り込み係数」65a、「不良摘出度係数」65b、「不良対処時間係数」65cからなる「不良発生度係数」65および「項目間相対的重み係数」64が設定されている。例えば、職場条件不良影響項目「出勤率」に対しては、「不良作り込み係数」が「3」、「不良摘出度係数」が「1」、「不良対処時間係数」が「2」からなる「不良発生度係数」65および「項目間相対的重み係数」が「2」として設定されている。職場条件不良影響項目「設備の担当者」に対しては、「不良作り込み係数」が「2」、「不良摘出度係数」が「2」、「不良対処時間係数」が「1」からなる「不良発生度係数」65および「項目間相対的重み係数」が「1」として設定されている。職場条件不良影響項目「照度(L)」に対しては、「不良作り込み係数」が「2」、「不良摘出度係数」が「2」、「不良対処時間係数」が「0」からなる「不良発生度係数」65および「項目間相対的重み係数」が「1」として設定されている。ここで、項目間相対的重み係数が「2」であることは、他の項目に比べて「不良発生度」が2倍であることを意味する。不良作り込み係数、不良摘出度係数、不良対処時間係数が「2」または「3」であることは、「1」に比べて2倍、3倍であることを意味する。また、不良作り込み係数、不良摘出度係数、不良対処時間係数が「0」であることは、無関係であることを意味する。これら係数は、図8においては判り易く全て整数で示しているが、整数で示す必要はない。
更に、製造職場における少なくとも不良発生要因(評価カテゴリ)毎、もしくは細分類した職場条件不良影響項目毎に不良発生度が著しく悪い場合の改善(対策)アドバイス66やコメント67が不良発生度の悪さのレベル2、3に応じて短期的対策案と長期的対策案が設定されている。
次に、職場評価部100aを用いて製造職場における実力(不良発生度合計、および職場不良率)を評価推定する処理フローについて、図10を用いて説明する。
まず、評価しようとする製造職場における製造職場条件情報1aを、入力手段1を用いて入力する(ステップS100a〜S100h)。具体的には、各職場条件不良影響項目に対して、該当する職場の水準を選択して入力する。
即ち、評価者(例えば製造職場の監督者)などによって本評価装置が起動されると、まず、計算手段3は、図11に示すような「新規入力」51aか、「既登録ファイル開く」51bのか、どちらかを選択させる画面51を表示手段2に表示する(ステップS100a)。既登録ファイルを開く場合は、一旦評価された製造職場を参照して新たな製造職場を評価する場合や一旦評価した製造職場について再度評価しなおす場合に使用する。
評価者が、「新規入力」51aを選択した場合(ステップS100b)、その情報を計算手段3が認知して、図12に示す入力画面70を表示手段2に表示する(ステップS100c)。なお、評価者が、「既存ファイルを開く」51bを選択した場合(ステップS100b)、図11(b)に示すファイル指定画面52が表示され(ステップS100f)、ファイル名を指定することによってファイル指定情報が受付され(ステップS100g)、該当ファイル(入力画面70に既入力情報を反映して)が開くことになる(ステップS100h)。
入力情報となる質問項目75、回答選択肢76は、記憶装置4の職場評価用記憶部分4aに記憶されている評価カテゴリ毎の各職場条件不良影響項目の情報62(図8)と、各職場条件不良影響項目に対してレベル分けして記憶された職場水準項目の情報63とを読み出して、入力画面70(図12)上に表示される。こうすることで、評価するべき項目や職場水準の設定の変更は、記憶装置4に記憶されている情報を変更するだけで良いので、評価装置の保守、改良が容易である。
次いで、評価者が入力画面70および入力手段1を用いて評価しようとする評価対象職場の情報を入力することによって計算手段3は該情報を受け付けて例えばRAM33に一時記憶される(ステップS100e)。まず、評価しようとする評価対象職場名「製造職場X」を入力する。そして、評価カテゴリ毎の質問項目(職場条件不良影響項目62)75の各々について補足説明のボタン75aを押すことによって別ウインドウとして得られる質問項目を定義した文書を参照しながら、回答76におけるどの職場水準レベルか76a〜76cを指定することによって入力される。即ち、質問項目すなわち各職場条件不良影響項目毎に、3つの回答選択肢(すなわち3つの水準の職場状態)が予め表示されており、評価対象職場の職場条件に該当するもののラジオボタンをマウスでクリックしていくだけで入力することが可能となる。このように入力は、キーボードやマウスなどによる入力手段1からの入力の他、コンピュータネットワークを通じて他の記憶装置に記憶されている職場情報を取り込むようにしてもよい。なお、フロッピー(登録商標)ディスクなどの記憶媒体を介して、計算手段3に入力することも可能である。必要に応じて、評価に必要な情報を検索でき読み出せるように構成すれば良い。
評価者の入力終了後、計算手段3であるCPU32は、評価計算実行指示が与えられたのを認知し、RAM33等に入力されて記憶された職場条件情報に基づき、記憶装置4の職場評価用記憶部分4aより各職場条件不良影響項目に対して設定された基準の製造作業に対する基準職場水準レベルにおける「不良作り込み係数」65a、「不良摘出度係数」65b、「不良対処時間係数」65cからなる「不良発生度係数」65および「項目間相対的重み係数」64の情報を読み出し、RAM33に一時記憶する(ステップS110)。
図9に示す職場評価部(CPU32を有する計算手段3)100aにおける判定部51は、入力手段1によって各職場条件不良影響項目毎に入力された職場水準レベル情報を判定し、職場条件不良影響項目を示す番号の情報と、職場水準レベルを示す情報を検索キーとして、記憶装置4の職場評価用記憶部分4aより該当する「不良発生度係数」65および「項目間相対的重み係数」64の情報を検索し読み出し、RAM33に一時記憶していく。これを、全ての評価するべき職場条件不良影響項目に関して繰り返して行う。
図12に示す入力情報を用いて説明する。職場条件不良影響項目が、「出勤率」に対して職場水準レベル「2」、「設備の担当者」に対して職場水準レベル「3」、「照度」に対して職場水準レベル「1」で入力されている。この入力より、本職場評価部100aにおけるCPU32は、職場条件不良影響項目を示す番号が「1」、「8」、「13」の項目に対しては、「レベル2」、「レベル3」、「レベル1」の水準であると判断し、これらの職場条件不良影響項目を示す番号情報「1」、「8」、「13」と職場水準レベルを示す情報「レベル2」、「レベル3」、「レベル1」の2つの情報を検索キーとして、それに該当する基準職場水準レベルに対する職場水準レベルの係数(不良発生度係数)、「不良作り込み係数」65a、「不良摘出度係数」65b、「不良対処時間係数」65cからなる「不良発生度係数」65および「項目間相対的重み係数」64の情報を、記憶装置4の職場評価用記憶部分4aに記憶されている不良発生度係数データベースから検索して、RAM33に記憶する。図8に示すデータベースの場合、基準職場水準レベルに対する職場水準レベルの係数(不良発生度係数)は、職場水準レベルに対応させている。
次に、計算手段3のCPU32(図9に示す職場条件項目別影響度算出部52)は、図13に示す如く、ステップS121aにおいて、職場条件不良影響項目の番号iが指定されることによって、職場評価用記憶部分4aに記憶された職場評価用計算プログラムを用いて、RAM33に記憶された製造職場Xにおける職場条件不良影響項目毎の基準職場水準レベルに対する職場水準レベルの係数(不良発生度係数)(図8においては職場水準レベルで示している。)、「不良作り込み係数」65a、「不良摘出度係数」65b、「不良対処時間係数」65cからなる「不良発生度係数」65および「項目間相対的重み係数」64の情報に基いて、職場条件不良影響項目毎の不良発生度92(「不良作り込み度」92a(ステップS121b)、「不良摘出度」92b(ステップS121c)、「不良対処時間度合」92c(ステップS121d)、これら「不良作り込み度」「不良摘出度」「不良対処時間度合」を総計した「不良発生度」92d(ステップS121e)、および「改善余地」92e(ステップS121g))、「理想職場不良発生度」93a、および「最悪職場不良発生度」93b(ステップS121f)を計算し、一時RAM33に記憶する。「理想職場不良発生度」93aは、例えば職場水準レベル1(最もレベルが高い。)場合の不良発生度を示すことになる。「最悪職場不良発生度」93bは、例えば職場水準レベル3(最もレベルが低い。)場合の不良発生度を示すことになる。「改善余地」92eは、「不良発生度」92dと「理想職場不良発生度」93aとの差で示される。例えば、図14に示す評価カテゴリが「1」の場合、職場水準レベルが「2」であり、項目間相対的重み係数が「2」であるため、「不良作り込み度」、「不良摘出度」、「不良対処時間度合」の各々は、不良作り込み係数「3」、不良摘出度係数「1」、不良対処時間係数「2」の4倍となり、「不良発生度」はそれらの総計「24」となる。「理想職場不良発生度」が「12」であることから、「改善余地」は「12」となる。
そして、計算手段3のCPU32(図9に示す職場定数算出部53)は、ステップS121hにおいて、全ての不良発生要因(評価カテゴリ)に亘る職場条件不良影響項目の全てについて累計の計算をして、図14に示す如く「不良作り込み度」の合計98a、「不良摘出度」の合計98b、および「不良対処時間度合」の合計98c並びにそれらの合計98を算出して一時RAM33に記憶させる(ステップS121i)。次に、計算手段3のCPU32は、RAM33に記憶された「不良作り込み度」、「不良摘出度」、および「不良対処時間度合」の合計98を基に、職場不良率99を算出し、記憶装置4の作業対象評価用記憶部分4bの作業対象評価用データベース4b1の職場定数の部分に記憶させる(ステップS121j)。このように、図14に示す如く、評価しようとする製造職場Xにおける実力(不良発生度合計98、および職場不良率99)が評価推定されて作業対象評価用データベース4b1の職場定数の部分に記憶されることになる。
ところで、製造職場毎に、得意な製造動作(例えば組付動作)・不得意な製造動作(組付動作)がある。それを職場評価に反映するためには、単一の職場定数ではなく、複数の職場定数を、作業対象評価用データベース4b1の職場定数の部分に記憶設定することによって解決することができる。例えば、製造作業をいくつかに分類される製造動作(組付動作の場合、「圧入」「はんだ付け」「ねじ締め」など)別に職場定数を設定すればよい。この場合、職場評価部100aにおいて製造動作別に、それに対応する職場条件不良影響項目に基いて職場の不良の起こし易さを評価することが必要となる。そして、製造職場評価のための入力情報である製造職場条件情報1aとして、職場を細分類するための、製造動作種別の情報を入力する必要がある。当然、製品を評価するときにも、入力情報である製造職場名情報1b4として、細分類された製造職場名情報か、あるいは製造動作種別を追加させる必要がある。
次に、ステップS130において、製造職場Xについて評価した評価計算結果として、職場不良率99の外、職場診断結果1(評価カテゴリ別評点86や、評価カテゴリ別コメント87)、職場診断結果2(改善ポイントアドバイス)等を図11に画面80で示すように例えば表示手段2に表示して出力しようとする場合、計算手段3のCPU32(図9に示すメッセージ制御部54におけるカテゴリ別影響度算出部54a)は、ステップS122において、評価カテゴリ毎に、「不良作り込み度」の合計、「不良摘出度」の合計、および「不良対処時間度合」の合計並びにそれらの合計(不良発生度)を算出し、この算出された不良発生度に応じた評点(不良率)を求めて例えば記憶装置4に記憶する。ついで、CPU32は、ステップS123において、評価カテゴリ毎に、カテゴリに属する職場条件不良影響項目の「改善余地」92eの中から値の最も大きい職場条件不良影響項目を判定し、この判定された職場条件不良影響項目に対応するコメントを職場評価用テーブル4a1から検索して例えば記憶装置4に記憶する。さらに、CPU32は、ステップS124において、職場条件不良影響項目の「改善余地」92eの値が大きい順に複数の職場条件不良影響項目を選出し、該選出された職場条件不良影響項目と、その項目に対して入力された職場水準レベルとから、改善ポイントアドバイスを職場評価用テーブル4a1から検索して例えば記憶装置4に記憶する。従って、ステップS130において、製造職場Xについて評価した評価計算結果が出力されることになり、改善することが可能となる。特に、評価カテゴリ毎の評点を、円グラフや折線グラフ表示等をすれば、何が影響しているかどうかを一目瞭然に把握することが可能となる。
以上説明したように、製造職場Xについての評価推定結果の内必要とするデータが記憶装置4に記憶されて保存されることになる。
ところで、図15には、本発明に係る職場評価部100aの出力画面の一例を示す。図15の出力例では
(1)不良発生度として「職場基準不良率推定値」
(2)職場診断結果1
(3)職場診断結果2
の3種類の評価結果を出力する。
(1)不良発生度として「職場基準不良率推定値」
(2)職場診断結果1
(3)職場診断結果2
の3種類の評価結果を出力する。
上記(1)に示す「職場基準不良率推定値」は、評価対象製造職場Xにおける基準製造作業をした場合の平均的な推定される不良率値であり、これにより製造職場間で不良発生度の比較が可能となる。
更に、2種類の職場診断結果を出力している。まず、職場診断結果1としては、評価カテゴリ毎における職場レベルの評価点である。この評価点は、例えば、理想の製造職場を100点、最も水準の低い製造職場を0点として、評価対象製造職場Xにおける評価カテゴリ毎の各係数値の合計値が、それらの間のどこに位置するかを示すものである。職場診断結果2としては、職場改善ポイントのアドバイス内容である。これは、改善余地の大きい、すなわち改善すると不良発生度低減効果の大きい、職場条件不良影響項目を「職場改善ポイント」として提示し、更に、その対策案を短期的にできうる対策案と長期的に取り組むべき対策案とに分けて提示する。これは、記憶装置4の製造職場評価用データベース4a1に、職場条件不良影響項目毎に、短期的にできうる対策案と長期的に取り組むべき対策案とを分けて記憶しておき、それを読み出すことで実現することができる。また、必要に応じて、複数の職場条件不良影響項目の職場水準の組合せに対しても、短期的にできうる対策案と長期的に取り組むべき対策案とを分けて記憶しておいてもよい。
また、改善余地の大きい、すなわち改善すると不良発生度低減効果の大きい順に表示することが、効率の良く、的を得た対策を行うのには好ましい。改善余地の計算を行い、その大きい順に並べ替えて出力することによってこれは可能である。具体的には、各職場条件不良影響項目毎に、評価対象製造職場の不良発生度係数と理想の製造職場(即ち職場水準がレベル1の職場)の不良発生度係数との差を計算し、その大きさを比較することで大きな順に出力が可能である。
以上の処理により、簡単な入力により信頼性の高い製造職場評価結果を提供することが可能となる。また、この評価結果として、改善余地の大きな順に製造職場条件項目(即ち職場改善ポイント)を出力するので、すぐに効果的な製造職場改善に取りかかれる。
このように職場評価部100aを用いれば、評価対象の製造職場で実際に製品を作らなくても、その製造職場の不良の起こし易さ(実力)を定量的に把握することができる。
また、製造部門では、その製造職場における不良発生に影響の大きい職場条件項目と、その項目を改善、または対策すればどれだけ不良発生度が低減できるかを定量的に把握することができるため、職場水準向上を効率的に行うための製造職場改善計画立案に役立ち、不良発生防止の効果がある。また、生産前に評価を行えば、製造職場における重点管理ポイントが事前に明らかになるので、的確な検査工程配置、検査方法の選択などが可能になり、不良摘出にも大きな効果がある。また、設計・開発部門においては、事前に、製品を製造する予定の製造職場の不良発生度を推定することができるので、その製造職場に応じた製品開発・設計を効率的に行うことができる。
次に、製品評価部100bにおいて、以上説明したように作業対象評価用データベース4b1の職場定数の部分に記憶された製品を製造しようとする製造職場の不良率99を基に、その製造職場において製造(例えば組立)する製品の不良率を推定する実施例について簡単に説明する。
以下、製品を製造する作業の内、組立作業の場合について説明する。
なお、設計システム20からは製品を構成するための部品の部品名、部品番号、材質、重量、単価などの情報が提供されることになる。なお、本発明に係る企業間取引仲介システム10に品質計算プログラムがインストールされた場合は、設計システム20からではなく、ネットワークを通じ通信手段を介して、企業間取引仲介サイトに参加する企業より上記情報の提供を受けることが多い。
本発明に係る製品の不良発生モデルとしては、図16で示される。一つの組立作業の順序として「位置決め動作」と、その後「結合動作」となる。即ち、一つの組立作業は、「位置決め動作」と、その後の「結合動作」とで構成される。不良の発生としては、[動作のばらつき]が[ばらつきの許容範囲]を越えて、しかも不良の発見ができなかった場合と考えられる。[動作のばらつき]は、組付動作および部品の性質によって決まる「位置決め動作」の際生じる「位置決めのばらつき」、および「結合動作」の際生じる「力のばらつき」等から成り立つ。
[ばらつきの許容範囲]は、部品の性質から「位置決め動作」の際決まる「寸法精度、損傷し易さ等」と「結合動作」の際決まる「必要動作力」等とによって決まる。そこで、「位置決め」に起因する不良発生としては、損傷変形などがあり、「力」に起因する不良発生としては、挿入未完などがある。
以上説明したように、一つの組立作業動作は、基本的には「位置決め動作」「その後の結合動作」の繰り返しと考えられる。標準組付動作の中には、部品を保持する動作や、電線を整形する動作のような「位置決め動作」だけの動作もあるが、多くの組付動作は「位置決め」をした上で「結合動作」を行っている。
このように、標準組付動作は「位置決め動作」「結合動作」から構成され、作業不良も大きく、位置決め動作時に発生するものと、結合動作時に発生するものの2つに分かれる。
まず、位置決め動作時に発生する不良は、位置決め動作時の部品位置や部品姿勢のばらつき(不正確さ)に起因して発生する不良である。位置決めが不十分なまま、本結合動作へ移行すると、本結合動作が行えない不良(作業不完全不良)が発生するが、組付部品や被組付品の結合部の強度や本動作の動作力によっては、結合部の損傷不良、変形不良に至る。通常、作業者は位置決めが十分である事を確認した上で結合動作へ移行するため、位置決めが不十分であれば、本結合動作へ移行する前に位置決めの修正を行ったうえで結合動作へ移行する。作業部位が見にくいなど位置決め確認が困難であったり、うっかり位置決め確認を忘れてしまったときに上記のような不良が特に発生し易くなる。
その他、結合動作が原因で起こる組立不良は、結合動作の軌跡の制御不良、即ち動作軌跡のばらつきが原因で起こるものと、結合動作力が不足して起こるものとがある。上記結合動作の軌跡の制御不良が原因で起こる組立不良は、特に長区間動作時に発生頻度が高い。一方、結合動作力が不足して起こる組立不良は、組み付けに必要な動作力が発揮できない場合であり、特に、圧入動作など必要動作力が大きい時、または動作や部品の性質条件などにより所定の動作力が発揮できない場合に発生頻度が高い。
従って、評価対象となる製品、部組品の組立作業は、複数の部品を順次組み立てる複数の組立作業から構成されるため、予め設定された複数の標準組付動作(下移動、横移動、反転、圧入、はんだ付け、ねじ締め、整形等)の組み合わせで表現される。そして、評価対象となる製品、部組品の組立作業における組立不良の起き易さ(不良率)は、それぞれの標準組付動作の有する不良率係数を総合することによって算出することができる。そして、それぞれの標準組付動作の有する不良率係数を、任意の組立作業を完成させるまでの組付動作の数、組付部品・被組付部品の性質条件(例えば、機能(意匠品等の部品種)、大きさ、重量、形状(組付部品条件としては微小部品、複数組付け姿勢(多点同時位置合わせ)、被組付品条件としては微細穴/小穴、組付完了判定、位置合わせ箇所数、組付部周囲空間、位置決めガイド無、可動部への組付等)、寸法精度、表面精度、材質(接触不可面有り、特殊な材質)、機能せ)等)、組立職場の条件(職場定数)、組付完了を確認するチェック工程の有無を補正係数として補正することで、評価対象となる製品、部組品の組立作業における組立不良の起き易さ(不良率)の推定精度を向上させることができる。
すなわち、評価対象を標準組付動作の組み合わせで表現し、それぞれの標準組付動作の有する不良率係数を、組付動作の数、組付部品・被組付部品の性質条件、組立職場の条件、組付完了を確認する工程の有無により補正した値を総合して不良率を算出する。
このように、部品組付作業の組立不良率を、組付作業の動作の内容と、組付部品および被組付品の性質と、作業が適切に完了しているか否かを確認するチェック工程の有無と、組付作業を行う職場の条件とで決定する理由は以下の通りである。
組付動作があれば当然、組立不良が起きうるポテンシャル(組立不良率係数)があり、主として不良の発生し易さに影響の大きいものは組付動作である。
この組付動作の持つ組立不良率係数を増減する要素として、組付部品および被組付品の性質と、組付作業を行う職場の条件がある。
組付部品および被組付品の性質に関して言えば、例えば、組み付ける部品や組み付けられる部品の形状が組み付けにくい形状であれば、組付動作の持つ組立不良率係数は増幅される。また、組付部品および被組付品の性質として部品種(機能)を入力出来るようにしたのは、以下の理由による。
即ち、組立不良には大きく分けて、組立不完全と部品損傷・汚れの2種類がある。「組立不完全」は主に人間の作業動作のぶれ(動作精度のばらつき)や間違えにより起こるもので、この種の不良事例としては、コネクタ挿入作業の場合、「挿入不完全(奥まで完全に挿入されていない状態)」や「コネクタの左右逆向き挿入」などがある。一方、「部品損傷・汚れ」は、主に、上記の人間の作業動作のぶれ(動作精度のばらつき)や間違えの結果として起こるものであるが、「部品損傷・汚れ」として不良になるか否かは、同じ損傷・汚れ具合でも部品の種類によって異なる。例えば、外観に露出する意匠部品は、その他の例えば製品内部の部品とは異なり、ちょっとした傷や汚れでも不良となり得る部品種である。
つまり、部品種すなわち部品の機能によっては、同じ外力(ストレス)がその部品に働いても、不良になるかどうかは一律ではないのである。そこで、部品種毎にその部品種のもつ外力に対する強さ(抗力)を示す係数値をデータベースに持ち、組付部品および被組付品の部品種の入力を可能とし、評価対象部品の外力に対する強さ(抗力)と、当該部品の組付動作時に部品に働く外力(ストレス)の大きさとを比較して「部品損傷・汚れ」不良となる確率も考慮して推定不良率を算出した。このように組立不良として「組立不完全」の不良だけでなく「部品損傷・汚れ」の不良も考慮して不良率を推定している。
同様に、組立作業を行う職場の条件によっても組付動作の持つ組立不良率係数は影響を受ける。例えば、作業に用いる設備が不良の出やすいものであれば、同じ組付動作でも組付動作のもつ不良率係数は高くなり、また職場の作業者の技術レベルが全体的に高ければ、同じ組付動作でも、逆にその組付動作のもつ不良率係数は低くなる。
その他、不良発見ポテンシャルとして、組立不良率推定対象の組付作業工程の後に、当該組付作業が適切に完了しているか否かを確認するチェック工程が有るならば、もし不良が発生していたとしても、その工程で発見され、手直し対策が施されることにより、最終的に不良となる確率は低下する。
このようなことから、製品評価部100bでは、組立不良に大きく影響を与える、組付作業の動作の内容と、組付部品および被組付品の性質と、作業が適切に完了しているか否かを確認するチェック工程の有無と、組付作業を行う職場の条件とに基いて、不良率を算出することとした。
このため、記憶装置4の製品構造評価用記憶部分4bには、標準組付動作(部品の組付動作)の種類に対応した標準組付動作別不良率係数、任意の組立作業を完成させるまでの組付動作の数(組付数と称す)に対応した動作順補正係数、組付部品および被組付品の性質等に対応した組付部品条件および被組付品条件補正係数、組付作業の後工程において組付完了を確認する工程が設けていた場合のチェック工程補正係数、組立作業を行う組立職場の条件に対応した職場定数を格納した製品構造評価用データベース4b1と、本製品評価部の不良率の算出を実行する算術式を含んだ製品構造評価用計算プログラムを格納した部分4b2と、製品構造評価用入出力制御プログラムを格納した部分4b3等がある。これら製品構造評価用データベース4b1に記憶される係数は、それぞれ不良の発生しやすい項目ほど大きく、もしくは小さくなるように組立不良の発生実績データに基いて設定されている。
そこで、まず、入力画面を表示手段2に表示し、入力手段1を用いて、図7に示す部品の組付作業時の組付動作の情報(動作の種類、動作の順番)1b1、組付部品及び被組付品の性質情報(組付動作の不確実度に影響を与える因子に関する情報)1b2、チェック工程有無の情報1b3、および組付作業を行う製造職場名の情報1b4を、組付動作に対応させて入力し、RAM33に一時記憶する。
ついで、CPU32(図17に示す判別部131における抽出部131a〜131c)は、入力されたそれぞれの標準組付動作要素に対応する不良率係数をデータベース4b1に格納された標準組付動作別不良率係数から抽出し、入力されたそれぞれの標準組付動作における組付数(標準組付動作の順番)に対応する補正係数をデータベース4b1に格納された動作順補正係数から抽出し、入力されたそれぞれの標準組付動作における組付部品及び被組付品の性質情報に対応する補正係数をデータベース4b1に格納された組付部品条件および被組付品条件補正係数から抽出し、入力されたそれぞれの標準組付動作におけるチェック工程有無に対応する補正係数をデータベース4b1に格納されたチェック工程補正係数から抽出し、入力された一連の標準組付動作が行われる製造職場名に対応する補正係数をデータベース4b1に格納された職場定数から抽出し、一時RAM33に記憶させる。
ついで、CPU32(図17に示す製品構造の不良率算出部132)は、製品の組立不良率推定値を、部分4b2に格納された製品構造評価用計算プログラムに従って、次に示す(数1)式の関係に基づく(数2)式の組立不良推定式に基いて、部品組付動作毎の不良率推定値を積算することによって算出する。
製品の組立不良率推定値=Σf1(組付動作内容、組付数、部品の性質、職場条件、チェック工程の有無) (数1)
=Σf2(組付動作別不良率係数、動作順補正係数、部品補正係数、職場補正係数、チェック工程補正係数) (数2)
なお、上記f1()、f2()は関数を表す。これら関数としては、例えば、組付動作別不良率係数に、動作順補正係数、部品補正係数、職場補正係数、チェック工程補正係数を乗算する方式、または加減算する方式、または指数関数的に補正を加える等の種々の方式がある。
=Σf2(組付動作別不良率係数、動作順補正係数、部品補正係数、職場補正係数、チェック工程補正係数) (数2)
なお、上記f1()、f2()は関数を表す。これら関数としては、例えば、組付動作別不良率係数に、動作順補正係数、部品補正係数、職場補正係数、チェック工程補正係数を乗算する方式、または加減算する方式、または指数関数的に補正を加える等の種々の方式がある。
また、一つの組付動作に対し、複数の動作順補正係数、部品補正係数、職場補正係数、チェック工程補正係数がある場合の補正方法についても、当該の組付動作の組付動作別不良率係数に、全ての動作順補正係数、部品補正係数、職場補正係数、チェック工程補正係数を掛け合わせる方式、当該の組付動作の組付動作別不良率係数に、全ての動作順補正係数、部品補正係数、職場補正係数、チェック工程補正係数を加算(減算含む)する方式等がある。
本発明では、いずれの手法を選択しても良く、組付動作別不良率係数を、動作順補正係数、部品補正係数、職場補正係数、チェック工程補正係数により補正するもので有ればよい。
データベース4b1における動作順補正係数は、複数の標準組付動作要素で表現される組付作業の場合に、動作数が増えるに従って、作業の複雑さが増すことから、その組付作業を構成する個々の組付動作の順番に応じて、各々の動作の「組付動作別不良率基本係数」を大きくするための補正係数である。
更に、各組付動作のもつ作業不良の起き易さは、組付部品や被組付品やその周辺部の条件によって、影響を受けることから、部品条件補正係数を設ける。すなわち、各組付動作のもつ作業不良の起き易さは、組付部品の大きさ、重量、材質、合せ箇所数、などの組付部品の性質の条件によって変化する。また、同様に被組付品の性質条件によっても変化する。以上のことからデータベース4b1における組付部品条件補正係数データベースと被組付部品条件補正係数データベースは、組付動作のもつ作業不良の起き易さに重要な影響を及ぼす、組付部品性質因子及び被組付品性質因子を設定し、各因子毎に、標準組付動作別不良率係数を補正するための部品条件補正係数である。なお、組付部品条件補正係数データベースと被組付部品条件補正係数データベースとのデータベースの構造を異ならせても良い。
更に、各組付動作のもつ作業不良の起き易さは、組立作業を行なう製造職場の条件によって大きく異なることから、職場評価部100aで評価推定された「下移動」のような基準組立作業(基準製造作業)に対する製造職場の平均的な不良の起き易さ(製造職場の実力の指標)を示す職場定数がデータベース4b1に格納されている。なお、職場定数として、製造職場における平均的な不良の起き易さ(製造職場の実力の指標)を示すものであるが、必ずしも、単一の職場定数にする必要がなく、一連の組付動作を複数の組付動作に分類し、この分類された複数の組付動作毎に職場定数を職場評価部100aにおいて評価してデータベース4b1に格納してもよい。即ち、複数の職場定数を職場評価部100aにおいて評価してデータベース4b1に格納してもよい。このようにすることによって、上記(数2)式において複数の組付動作毎に職場定数である職場補正係数を変えることが可能となる。
更に、チェック工程補正係数は、組立不良率推定対象の部品組付作業を行った後に当該部品組付作業が適切に行われているか否かをチェックする工程が有る場合、そのために不良率は低下するため、その効果を反映するための補正係数である。なお、チェック作業の種類によって、不良摘出率が異なる場合は、異なるチェック工程毎にチェック工程補正係数を設定しても良い。なお、チェック工程の有無に関する情報1b3は、必ずしも必要ではなく、該情報が無くとも所望の不良率を算出することができる。
以上説明した製品の不良率を評価推定する際、組付部品自身には不良が無いとしているが、実際には組付部品自身にも不良率が存在するので、組付部品自身の不良率を考慮すれば、真の製品の不良率を算出することができる。組付部品自身の不良率は、組付部品を製造している職場あるいはメーカの管理によるものであることからして、製造職場の評価と同様に組付部品自身の不良率による補正係数を算出して、組付部品名に対応させて製品構造評価用データベース4b1に格納することができる。
次に、製品評価部100bに設けられた不良現象推定部(CPU32)133について説明する。製品構造の不良率算出部132からは、組付動作別の補正された合計の不良率係数もしくは不良率が算出されるので、不良現象推定部133において、この算出された組付動作別の合計の不良率係数もしくは不良率の群の中から例えば最も大きいものから複数選択することによって、不良現象を最も起こしているものと推定される組付動作を選択することができる。そして、不良現象推定部133は、更に、組付動作別の合計の不良率係数を決めている不良率係数、動作順補正係数、部品補正係数等を探索することによって、「位置決め動作」によるものか、「結合動作」によるものか等不良現象を突き止めることができる。
次に、製品評価部100bに設けられた組立コスト算出部134a、組立不良による損失コスト算出部134b、および総コスト算出部134cからなる製造コスト算出部(CPU32)134について説明する。組付部品の単価は、設計システム20から入力されて製品構造評価用データベース4b1に格納されている。また、製品構造評価用データベース4b1には、標準組付動作別に要する作業時間と、組付部品条件、被組付品条件、動作順、チェック工程有無の補正係数に対応させた作業時間補正係数と、製造職場定数に応じた単位作業時間当たりの費用とが格納されている。従って、組立コスト算出部134aでは、標準組付動作別の作業時間と、作業時間補正係数と、製造職場定数に応じた単位作業時間当たりの費用とを基に組立コストを算出して推定することができる。また、製品全体の不良率、および標準組付動作別の合計不良率が算出できているので、組立不良による損失コスト算出部134bでは、分解して不良の組付部品を良品の組付部品に交換して再度組付ける作業時間を、組立コストを算出する際に使用したデータを基に算出して推定することが可能となる。なお、この際、良品の組付部品の単価や不良の組付部品を廃棄に要する費用を加味する必要が有る。また、不良の組付部品を良品にすることができる場合には、その修理に要する費用を加味すればよい。
以上、総コスト算出部134cでは、組立コスト算出部134aで算出された総組立コストと、組立不良による損失コスト算出部134bで算出された総損失コストと、組付部品の総単価とを総計することによって、製品の製造コストを算出することができる。
以上説明したように、製品構造の不良率算出部132で推定された製品または部組品の不良率、不良現象推定部133で推定された不良現象、製造コスト算出部134で推定された製品または部組品の製造コストを製品または部組品の名称と共に表示手段2または出力手段5に出力することができる。
なお、製品または部組品の不良率等の推定を、組立作業の場合について説明したが、加工作業の場合にも同様に適用することが可能である。加工作業の場合には、標準組付動作別を細分類した標準加工動作別に置き換え、組付部品、被組付品条件を、加工手段、被加工品の条件(性質)に置き換え、組付動作順を加工動作順に置き換えれば良い。
次に、本発明の企業間取引仲介方法の第二の実施例について説明する。前述した第一の実施例では、取引をしたい企業側が、品質計算を行う例を示したが、これは、企業間仲介取引サイトが行ってもよく、その際の本発明の企業間取引仲介方法の処理フローは、図20に示すようなものとなる。具体的には、図4に示したフローと異なる部分は、図4におけるステップ1400以降、1800の前までである。この部分が次のような処理となる。企業側が、企業間取引仲介サイトが品質計算をするために必要な情報を取引希望条件情報に含めて、企業間取引仲介サイトへ送信(ステップ1450,1550)し、それを企業間取引仲介サイトが受け付けて、該受け付けた情報を基に品質計算プログラムにより、各品質水準指標を計算する(ステップ1750)、という処理となる。その他は第一の実施例と同様である。
次に本発明の企業間取引仲介方法の第三の実施例について説明する。前述した第一の実施例、第二の実施例では、供給側企業の品質水準に関する情報で取引先を選定する例であった。本実施例では、取引対象の「もの」に求める品質水準の情報により取引先を選定する例である。この場合、調達側企業は今までの実績値等により、調達希望品に求める品質水準(不良率値:ppm)を設定し、その設定値により供給側企業を選定することができる。この際の本発明の企業間取引仲介方法の処理フローは、図21に示すようなものとなる。具体的には、図4に示したフローと異なる部分は、図4におけるステップ1400以降、1600までである。この部分が次のような処理となる。調達側企業が、調達対象製品に対する希望品質水準の情報(不良率値)を取引希望条件情報に含めて、企業間取引仲介サイトへ送信(ステップ1470)し、供給側企業は、自社の供給するものの品質水準指標(推定不良率)を品質計算プログラムによって計算し、その計算結果を取引希望条件情報に含めて、企業間取引仲介サイトへ送信(ステップ1570)し、それを企業間取引仲介サイトが受け付けて(ステップ1700)、該受け付けた情報を基に供給側企業を選定する(ステップ1900)という処理となる。その他は第一の実施例と同様である。
次に本発明の企業間取引仲介方法の第四の実施例について説明する。前述した第三の実施例は、供給側企業が自ら品質計算を行う例を示したが、これは、企業間仲介取引サイトが行ってもよく、その際の本発明の企業間取引仲介方法の処理フローは、図22に示すようなものとなる。具体的には、図4に示したフローと異なる部分は、図4におけるステップ1400以降、1800の前までである。この部分が次のような処理となる。調達対象製品に対する希望品質水準の情報(不良率値)を取引希望条件情報に含めて、企業間取引仲介サイトへ送信(ステップ1480)し、企業側が企業間取引仲介サイトが品質計算をするために必要な情報を取引希望条件情報に含めて、企業間取引仲介サイトへ送信(ステップ1580)し、それを企業間取引仲介サイトが受け付けて、該受け付けた情報を基に品質計算プログラムにより、供給側企業の供給するものの品質水準指標を計算する(ステップ1750)、という処理となる。その他は第一の実施例と同様である。
次に本発明の企業間取引方法の第五の実施例について説明する。本実施の形態では、上記の実施例と異なり企業間取引仲介サイトを介すること無く、調達側企業と供給側企業とがネットを介して直接的に情報の授受を行うことに特徴がある。
以下、図面を用いて本実施の形態をさらに詳細に説明する。
本実施の形態のネットワーク上の概略構成は図38に示すようになる。ここでは、調達側企業と供給側企業とがインターネット等のネットワークを介して接続され、調達側企業が調達を希望する製品、部品(募集案件)についてネット公開し、供給側企業は、当該募集案件に対して品質見積もりを行った上で入札をすることができる。
図39に本実施の形態における品質見積もりシステム1000のハードウェア構成を示す。品質見積もりシステム1000は、図38に示す調達側企業ウェブサイトの機能として持たせることができるが、他事業体のASPの一機能として持たせても本発明の範囲内である。ここでは、調達側企業が、調達品の要求仕様情報を募集案件要求仕様DBから読み出し、前記要求仕様情報と品質見積もりプログラムと評価用DBの情報とを用いて、調達品に求める品質指標値をCPU32により算出する。この算出値がネット上で公開されて、当該調達品を供給希望する供給側企業の目標値となる。また、供給側企業は、品質見積もりの対象案件IDを入力後、自己の製造職場条件等の情報を入力し、品質見積もりプログラムを用いて品質見積もり処理を行う。ここで調達品の品質見積もりに必要な情報構成を図40に示す。供給側企業は、調達品が汎用品の場合には、調達品の構造や製造プロセス条件に基づき品質見積もりを行い、カスタム品の場合には、供給側企業の製造職場条件等に基づき品質見積もりを行い、具体的に達成できる品質指標を算出する。
品質見積もり処理の結果は、ネットワークを介して供給側企業のシステムに送信される。それ以外、図3と同一の記号が付してある部分は、図3の機能と同様である。尚、ここで品質見積もりプログラムは、第1の実施の形態での評価計算プログラムと同様の構成で実現できる。
図36に、本発明の方法による取引先決定までの流れの一例を示す。これは、調達側企業が公開見積もりを行う場合のものである。以下に各ステップについて説明する。
(ステップ100)企業情報の登録
初めて公開見積もりに参加する供給側企業は、調達側企業のウェブサイトにて、予め企業情報を登録する。
初めて公開見積もりに参加する供給側企業は、調達側企業のウェブサイトにて、予め企業情報を登録する。
(ステップ200)ユーザID、パスワードの連絡
ステップ100で企業情報を登録した企業に対しては、ユーザIDとパスワードが与えられ、公開見積もり案件の情報の入手や、見積もり提出ができるようになる。
ステップ100で企業情報を登録した企業に対しては、ユーザIDとパスワードが与えられ、公開見積もり案件の情報の入手や、見積もり提出ができるようになる。
(ステップ300)供給側企業による公開見積もり案件の検索
ユーザID、パスワードを入手した供給側企業は、調達側企業がウェブサイトに公開している見積もり案件を検索する。入札を希望する案件があれば、次のステップにて公開見積案件の詳細情報を供給側企業による入手する。
ユーザID、パスワードを入手した供給側企業は、調達側企業がウェブサイトに公開している見積もり案件を検索する。入札を希望する案件があれば、次のステップにて公開見積案件の詳細情報を供給側企業による入手する。
(ステップ400)公開見積案件の詳細情報の入手
入札を希望する案件について、下記に示す詳細情報を入手する。
・調達側の要求仕様情報(図面情報含む)
・品質見積もりプログラム
・調達側の希望品質水準
(ステップ500)供給側企業による見積の作成
供給側企業は、調達品に関する要求仕様情報から製造ラインを推定し、少なくとも職場評価計算プログラムを含む品質見積もりプログラムにより、自己の品質見積もり結果を算出する。その結果データはネットを介して調達側企業ウェブサイトに送信される。また、調達品に関する要求仕様情報に基づいて、製品構造評価計算プログラムをも用いることで、自己の供給品についての品質見積もりの総合指標を算出することもできる。
入札を希望する案件について、下記に示す詳細情報を入手する。
・調達側の要求仕様情報(図面情報含む)
・品質見積もりプログラム
・調達側の希望品質水準
(ステップ500)供給側企業による見積の作成
供給側企業は、調達品に関する要求仕様情報から製造ラインを推定し、少なくとも職場評価計算プログラムを含む品質見積もりプログラムにより、自己の品質見積もり結果を算出する。その結果データはネットを介して調達側企業ウェブサイトに送信される。また、調達品に関する要求仕様情報に基づいて、製品構造評価計算プログラムをも用いることで、自己の供給品についての品質見積もりの総合指標を算出することもできる。
(ステップ600)供給側企業による見積もりデータの送信(入札)
ステップ500における見積もり結果データはネットを介して調達側企業ウェブサイトに送信される。この場合、ウェブサイトに送信する情報としては、見積もり結果データの他に納期や希望価格、供給能力に関する情報を併せて送信することもできる。
ステップ500における見積もり結果データはネットを介して調達側企業ウェブサイトに送信される。この場合、ウェブサイトに送信する情報としては、見積もり結果データの他に納期や希望価格、供給能力に関する情報を併せて送信することもできる。
(ステップ700)調達側企業による提出された見積の評価
調達側企業は先に算出した調達品に関する品質目標値と、供給側企業が提出した品質見積もり値とを比較することで、条件を満たす案件を抽出する。
調達側企業は先に算出した調達品に関する品質目標値と、供給側企業が提出した品質見積もり値とを比較することで、条件を満たす案件を抽出する。
(ステップ800)調達側企業による採用可否の連絡および入札企業全ての評価結果の公開
(ステップ900)供給側企業による採用可否情報の入手、評価結果の確認
(ステップ1000)採用が決定した供給側企業によるサンプル製作提出
(ステップ1100)調達側企業による認定試験
(ステップ1200)価格・納期の最終決定
(ステップ1300)調達側企業からの注文
上記の調達側企業と供給側企業との品質見積もりを用いた取引は、図37に示すように、複数の供給側企業を相手に行うこともできる。これにより、調達側企業は、品質に関する具体的基準値を用いて取引先を決定することができ、結果として製品生産における歩留まりの向上を図ることができる。また供給側企業は、高品質の部品を生産できるという品質に関する実力水準を具体的に調達側企業に示すことができ、受注確度を上げる効果がある。
(ステップ900)供給側企業による採用可否情報の入手、評価結果の確認
(ステップ1000)採用が決定した供給側企業によるサンプル製作提出
(ステップ1100)調達側企業による認定試験
(ステップ1200)価格・納期の最終決定
(ステップ1300)調達側企業からの注文
上記の調達側企業と供給側企業との品質見積もりを用いた取引は、図37に示すように、複数の供給側企業を相手に行うこともできる。これにより、調達側企業は、品質に関する具体的基準値を用いて取引先を決定することができ、結果として製品生産における歩留まりの向上を図ることができる。また供給側企業は、高品質の部品を生産できるという品質に関する実力水準を具体的に調達側企業に示すことができ、受注確度を上げる効果がある。
以上説明したように、本発明の品質計算プログラム又は品質見積もりプログラムを用いれば、供給側企業の有する製造職場の製造プロセスの評価が可能となり、製造職場の有する品質達成に関する実力水準が定量指標で示すことが可能となる。また、本発明の品質計算プログラムを用いれば、調達側企業が開発する製品の製品構造が有する不良発生度を定量評価が可能となり、製品の不良発生度(製造難度)を定量指標で示すことが可能となる。また、上記した、製造職場の有する品質達成に関する実力水準の指標と、製品構造の有する不良発生度の指標とを用いることで、ある製品をある職場で製造したときの具体的な不良率値が推定可能となる。
このように、本発明の品質計算プログラムは、製品の品質水準と、製造職場の品質水準とを測る尺度を提供し、その尺度に基づく品質水準を示す定量指標を提供するものであり、更に、これらの指標を組合せることで、具体的な製品の不良率値を推定することを可能とする。
このように、本発明の企業間取引仲介方法において、この品質計算プログラムを用いれば、調達側企業は、調達したい製品の不良発生度(製造難度)が評価でき、さらに、希望する不良率で調達するために、供給側企業の製造職場が有するべき品質達成に関する実力水準の下限値を計算でき、それを調達先企業に対する取引希望条件として提示することが可能となる。
また、本発明の品質計算プログラムを用いれば、供給側企業は、該供給側企業の製造職場の有する品質達成に関する実力水準値を評価計算できるようになり、それを調達側企業へ対しての取引希望条件として提示でき、供給側企業が応じられる取引案件の範囲を示すことができるようになる。
以上より、本発明の企業間取引仲介方法によれば、調達側企業の希望する品質水準を有する供給側企業との商談を、迅速的確に提供することが可能となる。調達側企業は、高品質な製品を迅速に調達することができるようになる。また供給側企業は、効率良く、自社の品質水準に応じた取引案件の情報を得る事が出来るようになる。
また、品質水準の評価指標を用いることで、調達側企業は調達しようとする製品構造の設計改善に利用することが出来、供給側企業は製造職場の改善に利用することが出来る。本発明の品質計算プログラムは、企業の品質保証部門において工場の審査に使用することで、その工場の製造プロセスの評価いも利用可能であり、必要な品質を満たす工場か否かの判定や、品質向上のための指導に活用することもでき、品質向上に効果がある。
また、本発明の品質計算プログラムを、企業の設計・製造・品質保証の各部門で用いれば、不良発生防止・不良摘出活動が的確にできるようになるという効果も有る。
また、開発・製造の各プロセスの中で本発明に係る品質計算プログラムを用いることで、製造工程内で発生する不良、市場で発生する不良を大幅に低減することができ、その結果、供給側企業の出荷製品の信頼性、または調達側企業の出荷製品の信頼性を大幅に高めることが可能となる。
1…入力手段、2…表示手段、3…計算手段、4…記憶手段、5…通信手段、
10…企業間取引仲介システム、11…企業間取引仲介ウエブサイト、12…供給側企業のインターネット接続用端末、13…調達側企業のインターネット接続用端末、15…インターネット、31…ROM、32…CPU、プログラム実行部、
33…RAM、34…入出力インターフェース部、35…バスライン
10…企業間取引仲介システム、11…企業間取引仲介ウエブサイト、12…供給側企業のインターネット接続用端末、13…調達側企業のインターネット接続用端末、15…インターネット、31…ROM、32…CPU、プログラム実行部、
33…RAM、34…入出力インターフェース部、35…バスライン
Claims (4)
- 調達側企業、および供給側企業からの登録要求を受付けて登録するステップと、
登録された前記調達側企業、および前記供給側企業へ、品質計算プログラムの使用権を提供するステップと、
前記調達側企業から、インターネットを経由して、アクセスを受付けて、前記調達側企業が調達を希望する製品の情報の入力を受付け、前記品質計算プログラムにより、前記製品を構成する部品、または部組品の組立作業における組立不良の不良率を、標準組付作業の有する不良率係数より算出し、各不良率を総合して前記製品が有する不良発生度を計算して、前記調達側企業へ提示するステップと、
前記供給側企業から、インターネットを経由して、アクセスを受付けて、前記供給側企業より評価対象職場の不良発生要因を細分類した各職場条件不良影響項目の職場水準レベルの選択入力を受付け、前記品質計算プログラムにより、基準の製造作業に対する基準レベルの各職場条件不良影響項目の不良発生度係数を記憶したデータベースを検索して、前記職場条件不良影響項目毎に不良発生度を計算し、各不良発生度を累計して職場不良率を計算して、前記供給側企業へ提示するステップと、
前記調達側企業より、少なくとも調達を希望する製品の品種情報、数量、納期、および前記提示された前記製品が有する不良発生度を、当該調達側企業が希望する品質水準の製品を供給するために供給側企業の有すべき供給品の品質達成に関する実力水準の指標値と指定した希望取引条件情報を受信して登録するステップと、
前記供給側企業より、少なくとも供給を希望する製品の品種情報、供給可能数、および前記提示された前記職場不良率を、前記供給を希望する製品の製造職場の有する供給品の品質達成に関する実力水準の指標値と指定した希望取引条件情報を受信して登録するステップと、
前記調達側企業が調達を希望する前記製品の品種情報、および供給品の品質達成に関する実力水準の指標値を満たす、供給を希望する製品の品種情報、および供給品の品質達成に関する実力水準の指標値を提供した供給側企業を登録データベースから読み出して、1社または複数社を選定するステップと、
前記選定した供給側企業へ、前記調達側企業が調達を希望する製品の少なくとも品種情報、数量、および納期の情報を提供するステップと、
前記供給側企業より商談を希望する返信を受けた場合は、または前記希望取引条件情報の比較処理によって供給側企業を選択した場合には、前記供給側企業の供給を希望する製品に関する情報を、前記調達側企業へ提供するステップと、
を有することを特徴とする企業間取引仲介方法。 - 請求項1に記載する企業間取引仲介方法において、
前記調達側企業が調達を希望する前記製品の品種情報、および供給品の品質達成に関する実力水準の指標値を満たす、供給を希望する製品の品種情報、および供給品の品質達成に関する実力水準の指標値を提供した供給側企業を登録データベースから読み出して、1社または複数社を選定するステップは、
前記調達側企業が調達を希望する前記製品の品種情報と、供給側企業の供給を希望する製品の品種情報が一致して、および、前記調達側企業が希望する供給品の品質達成に関する実力水準の指標値を最低基準として、前記供給側企業の供給品の品質達成に関する実力水準の指標値が前記最低基準以上であることを条件として満たすと判定して、前記供給側企業を登録データベースから読み出すステップであることを特徴とする企業間取引仲介方法。 - 調達側企業、および供給側企業からの登録要求を受付けて登録するステップと、
前記調達側企業より、少なくとも調達を希望する製品の品種情報、数量、納期、および前記製品を構成する部品、部組品の情報を受信して登録するステップと、
前記供給側企業より、供給を希望する製品の品種情報、供給可能数、および前記供給側企業の評価対象職場の不良発生要因を細分類した各職場条件不良影響項目の職場水準レベルの選択値を受信して登録するステップと、
前記調達側企業より受信した調達を希望する製品を構成する部品、部組品の情報に基づき、前記製品を構成する部品、または部組品の組立作業における組立不良の不良率を、標準組付作業の有する不良率係数より算出し、各不良率を総合して前記製品が有する不良発生度を計算するステップと、
前記供給側企業より受信した、前記供給側企業の評価対象職場の不良発生要因を細分類した各職場条件不良影響項目の職場水準レベルの選択値に基づき、基準の製造作業に対する基準レベルの各職場条件不良影響項目の不良発生度係数を記憶したデータベースを検索して、前記職場条件不良影響項目毎に不良発生度を計算し、各不良発生度を累計して職場不良率を計算するステップと、
前記調達側企業が調達を希望する前記製品の品種情報、および前記製品が有する不良発生度を満たす、供給を希望する製品の品種情報、および供給品の品質達成に関する実力水準の指標値である職場不良率を提供した供給側企業を登録データベースから読み出して、1社または複数社を選定するステップと、
前記選定した供給側企業へ、前記調達側企業が調達を希望する製品の少なくとも品種情報、数量、および納期の情報を提供するステップと、
前記供給側企業から商談を希望する返信を受けた場合は、または前記希望取引条件情報の比較処理によって供給側企業を選択した場合には、前記供給側企業が供給を希望する製品又は部品に関する情報を、前記調達側企業へ提供するステップと、
を有することを特徴とする企業間取引仲介方法。 - 請求項3に記載する企業間取引仲介方法において、
前記調達側企業が調達を希望する前記製品の品種情報、および前記製品が有する不良発生度を満たす、供給を希望する製品の品種情報、および供給品の品質達成に関する実力水準の指標値である職場不良率を提供した供給側企業を登録データベースから読み出して、1社または複数社を選定するステップは、
前記調達側企業が調達を希望する前記製品の品種情報と、供給側企業の供給を希望する製品の品種情報が一致して、および、前記調達側企業が調達を希望する前記製品が有する不良発生度を最低基準として、前記供給側企業の供給品の品質達成に関する実力水準の指標値である職場不良率が前記最低基準以上であることを条件として満たすと判定して、前記供給側企業を登録データベースから読み出すステップであることを特徴とする企業間取引仲介方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007185219A JP2007305157A (ja) | 2007-07-17 | 2007-07-17 | 企業間取引仲介方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007185219A JP2007305157A (ja) | 2007-07-17 | 2007-07-17 | 企業間取引仲介方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001028983A Division JP2002230337A (ja) | 2001-02-06 | 2001-02-06 | 企業間取引方法及び企業間取引仲介方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007305157A true JP2007305157A (ja) | 2007-11-22 |
Family
ID=38838967
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007185219A Pending JP2007305157A (ja) | 2007-07-17 | 2007-07-17 | 企業間取引仲介方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007305157A (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010027002A (ja) * | 2008-07-24 | 2010-02-04 | Toshiba Corp | 検査員の支援方法、支援システム及び支援プログラム |
| JP2010224931A (ja) * | 2009-03-24 | 2010-10-07 | Panasonic Corp | 基板生産改善支援方法 |
| WO2016021522A1 (ja) * | 2014-08-06 | 2016-02-11 | 株式会社日立製作所 | サプライヤ探索装置および探索方法 |
| WO2016035133A1 (ja) * | 2014-09-02 | 2016-03-10 | 株式会社日立製作所 | 情報処理システムおよび製造仲介方法 |
| JP2019053691A (ja) * | 2017-09-19 | 2019-04-04 | 株式会社野村総合研究所 | セルフアセスメント支援システム |
| JP2021022329A (ja) * | 2019-07-30 | 2021-02-18 | 株式会社エフエーサービス | 板金加工原価管理装置及び板金加工原価管理方法 |
| WO2023162498A1 (ja) * | 2022-02-24 | 2023-08-31 | 株式会社日立製作所 | サプライヤ選定支援システム、及びサプライヤ選定支援方法 |
| WO2023170866A1 (ja) * | 2022-03-10 | 2023-09-14 | 株式会社日立ハイテク | ソリューション提供システム及びソリューション提供方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10269282A (ja) * | 1997-03-24 | 1998-10-09 | Fuji Xerox Co Ltd | 仲介システム |
| JPH11110451A (ja) * | 1997-10-01 | 1999-04-23 | Amada Co Ltd | インターネットを用いた工作受発注システム |
| JPH11259566A (ja) * | 1998-03-11 | 1999-09-24 | Fujitsu Ltd | 仕事仲介装置及び記録媒体 |
| JPH11296059A (ja) * | 1998-04-14 | 1999-10-29 | Nippon Telegr & Teleph Corp <Ntt> | 教材流通システム及び方法、教材流通プログラムを記録した記録媒体、並びに、教材ブローカ装置 |
| JPH11338882A (ja) * | 1998-05-28 | 1999-12-10 | Recruit Co Ltd | 求職者が求人データベースを検索する際の入力案内プロセスに特徴を有する求人求職仲介システム |
| JP2000082098A (ja) * | 1998-06-26 | 2000-03-21 | Nippon Steel Corp | 商品取引装置、商品取引システム、商品取引方法、及び記憶媒体 |
| WO2000057320A2 (en) * | 1999-03-19 | 2000-09-28 | Trados Gmbh | Workflow management system |
-
2007
- 2007-07-17 JP JP2007185219A patent/JP2007305157A/ja active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10269282A (ja) * | 1997-03-24 | 1998-10-09 | Fuji Xerox Co Ltd | 仲介システム |
| JPH11110451A (ja) * | 1997-10-01 | 1999-04-23 | Amada Co Ltd | インターネットを用いた工作受発注システム |
| JPH11259566A (ja) * | 1998-03-11 | 1999-09-24 | Fujitsu Ltd | 仕事仲介装置及び記録媒体 |
| JPH11296059A (ja) * | 1998-04-14 | 1999-10-29 | Nippon Telegr & Teleph Corp <Ntt> | 教材流通システム及び方法、教材流通プログラムを記録した記録媒体、並びに、教材ブローカ装置 |
| JPH11338882A (ja) * | 1998-05-28 | 1999-12-10 | Recruit Co Ltd | 求職者が求人データベースを検索する際の入力案内プロセスに特徴を有する求人求職仲介システム |
| JP2000082098A (ja) * | 1998-06-26 | 2000-03-21 | Nippon Steel Corp | 商品取引装置、商品取引システム、商品取引方法、及び記憶媒体 |
| WO2000057320A2 (en) * | 1999-03-19 | 2000-09-28 | Trados Gmbh | Workflow management system |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010027002A (ja) * | 2008-07-24 | 2010-02-04 | Toshiba Corp | 検査員の支援方法、支援システム及び支援プログラム |
| JP2010224931A (ja) * | 2009-03-24 | 2010-10-07 | Panasonic Corp | 基板生産改善支援方法 |
| WO2016021522A1 (ja) * | 2014-08-06 | 2016-02-11 | 株式会社日立製作所 | サプライヤ探索装置および探索方法 |
| WO2016035133A1 (ja) * | 2014-09-02 | 2016-03-10 | 株式会社日立製作所 | 情報処理システムおよび製造仲介方法 |
| JPWO2016035133A1 (ja) * | 2014-09-02 | 2017-06-15 | 株式会社日立製作所 | 情報処理システムおよび製造仲介方法 |
| JP2019053691A (ja) * | 2017-09-19 | 2019-04-04 | 株式会社野村総合研究所 | セルフアセスメント支援システム |
| JP7018728B2 (ja) | 2017-09-19 | 2022-02-14 | 株式会社野村総合研究所 | セルフアセスメント支援システム |
| JP2021022329A (ja) * | 2019-07-30 | 2021-02-18 | 株式会社エフエーサービス | 板金加工原価管理装置及び板金加工原価管理方法 |
| JP7357482B2 (ja) | 2019-07-30 | 2023-10-06 | トルンプ株式会社 | 板金加工原価管理装置及び板金加工原価管理方法 |
| WO2023162498A1 (ja) * | 2022-02-24 | 2023-08-31 | 株式会社日立製作所 | サプライヤ選定支援システム、及びサプライヤ選定支援方法 |
| WO2023170866A1 (ja) * | 2022-03-10 | 2023-09-14 | 株式会社日立ハイテク | ソリューション提供システム及びソリューション提供方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20080103956A1 (en) | Inter-firm transaction method and inter-firm transaction mediation method | |
| JP3732053B2 (ja) | 製造職場の不良の起こし易さ評価方法及びその装置、製品の組立作業不良率評価方法及びその装置並びに記録媒体 | |
| JP2007305157A (ja) | 企業間取引仲介方法 | |
| US6853975B1 (en) | Method of rating employee performance | |
| Wouters et al. | The adoption of total cost of ownership for sourcing decisions––a structural equations analysis | |
| US20070219877A1 (en) | Method and system for managing home shopper data | |
| US7346536B2 (en) | Purchase support system | |
| US8612262B1 (en) | Market relationship management | |
| US20140250025A1 (en) | System and method for evaluating job candidates | |
| EP2074575A2 (en) | Apparatuses, methods and systems for cross border procurement | |
| Kennedy et al. | Descriptive and predictive analyses of industrial buyers' use of online information for purchasing | |
| JP2005134938A (ja) | 企業信用格付システム及び企業信用格付プログラム | |
| JP6871893B2 (ja) | 情報処理装置、情報処理方法、及び情報処理プログラム | |
| WO2002057988A2 (en) | Method, apparatus and system for quality performance evaluation of a supplier base | |
| JP4303635B2 (ja) | 含有化学物質調査データ評価システム | |
| JP2011221870A (ja) | 査閲者支援装置,査閲者支援方法及びプログラム | |
| JP2001273025A (ja) | 作業不良発生度評価方法並びに製造職場の不良の起こし易さ評価方法及びその装置 | |
| JP2001175763A (ja) | 建築システム | |
| JP2001338168A (ja) | 情報提供システム、情報提供方法、情報提供装置、情報取得装置、及び、記録媒体 | |
| JP2003303252A (ja) | 取引情報提供方法及びサプライヤ品質情報提供方法 | |
| JP2002117131A (ja) | 格付け方法及びこれを用いた電子商取引方法 | |
| KR20000054821A (ko) | 가치 평가에 의한 기업간 전자상거래 시스템 및 방법 | |
| JP4218669B2 (ja) | 製造職場の評価方法 | |
| KR100455090B1 (ko) | 중고차 거래 지원 시스템, 중고차 품질평가 및 가격설정지원 방법 | |
| US20080162273A1 (en) | System and method of tracking process for managing decisions |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100302 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100824 |