JP2008028131A - シート剥離装置およびシート剥離方法 - Google Patents
シート剥離装置およびシート剥離方法 Download PDFInfo
- Publication number
- JP2008028131A JP2008028131A JP2006198626A JP2006198626A JP2008028131A JP 2008028131 A JP2008028131 A JP 2008028131A JP 2006198626 A JP2006198626 A JP 2006198626A JP 2006198626 A JP2006198626 A JP 2006198626A JP 2008028131 A JP2008028131 A JP 2008028131A
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- peeling
- adhesive sheet
- ring frame
- adhesive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000000034 method Methods 0.000 title claims abstract description 22
- 239000000853 adhesive Substances 0.000 claims abstract description 80
- 230000001070 adhesive effect Effects 0.000 claims abstract description 80
- 230000001678 irradiating effect Effects 0.000 claims abstract description 10
- 239000004065 semiconductor Substances 0.000 claims description 10
- 239000007767 bonding agent Substances 0.000 abstract 1
- 230000002950 deficient Effects 0.000 abstract 1
- 230000032258 transport Effects 0.000 description 8
- 210000000078 claw Anatomy 0.000 description 7
- 230000003028 elevating effect Effects 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 2
- 239000004744 fabric Substances 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000005192 partition Methods 0.000 description 2
- 239000002699 waste material Substances 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000012840 feeding operation Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
Images











Landscapes
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
Abstract
【課題】フレームに貼付された接着シートを剥離する際の剥離不良を防止するのに好適なシート剥離装置およびシート剥離方法を提供する。
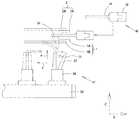
【解決手段】紫外線硬化型の接着剤を介してリングフレーム2Aに貼付された接着シート2Bを剥離する場合、紫外線照射装置53が二点鎖線の位置から実線で示す位置へ移動した後、スライダ52を介して曲線レール51上を移動し、リングフレーム2Aに貼付された接着シート2B全体のうちリングフレーム2Aと接着している部位に限定して部分的に紫外線を照射する。
【選択図】図13
【解決手段】紫外線硬化型の接着剤を介してリングフレーム2Aに貼付された接着シート2Bを剥離する場合、紫外線照射装置53が二点鎖線の位置から実線で示す位置へ移動した後、スライダ52を介して曲線レール51上を移動し、リングフレーム2Aに貼付された接着シート2B全体のうちリングフレーム2Aと接着している部位に限定して部分的に紫外線を照射する。
【選択図】図13
Description
本発明は、エネルギー線硬化型の接着剤を介してフレームに貼付された接着シートを剥離するシート剥離装置とシート剥離方法に関する。
従来、半導体チップ(以下「チップ」と称す)の形成からチップマウント(ボンディング)までの工程を示した公知文献として、例えば特許文献1がある。同文献に記載の工程においては、紫外線硬化性のテープ材からなるダイシングテープ(47)を介して半導体ウエハ(以下「ウエハ(40)」と称す)をリングフレーム(48)にマウントした後、ウエハ40のダイシングを行う。そして、ダイシングでチップ化されたウエハ(40)の裏面(40b)に貼り付けられている前記ダイシングテープ(47)に対して、紫外線照射装置(50B)を用いて紫外線を照射することにより、ダイシングテープ(47)の粘着力を低下させてから、当該チップ(41)のピックアップとリードフレーム(54)へのボンディングを行っている。尚、以上の説明においてカッコ内の符号は特許文献1で用いられている符号である。
しかしながら、前記従来工程において、ボンディング等によって必要なチップが取り去られた後のリングフレーム(48)は、残存したダイシングテープ(47)を剥がして再び使用される。しかし、ダイシングテープ(47)が、リングフレーム(48)に接着している部分に十分に紫外線が照射されていなければ、ダイシングテープ(47)を無理矢理剥がすこととなるため、リングフレーム(48)上、特に剥離初期位置にその接着剤が残ってしまう傾向が強く、リングフレーム(48)を再利用するには洗浄を行う必要が生じてしまう。
本発明は前記問題点を解決するためになされたもので、その目的とするところは、被着体に貼付された接着シートを剥離した際の接着剤残り等を防止するのに好適なシート剥離装置およびシート剥離方法を提供することにある。
前記目的を達成するために、本発明のシート剥離装置は、エネルギー線硬化型の接着剤を介して被着体に貼付された接着シートを剥離するシート剥離装置であって、前記シート剥離装置は、エネルギー線を照射するエネルギー線照射手段を含み、前記エネルギー線照射手段は、前記被着体に貼付された接着シートに対して部分的にエネルギー線を照射することを特徴とする。
前記本発明のシート剥離装置において、前記部分的にエネルギー線を照射する位置を、剥離初期位置として当該接着シートを剥離するように構成してもよい。
前記本発明のシート剥離装置において、前記被着体は、前記接着シートを介して半導体ウエハを支持するためのリングフレームであり、前記シート剥離装置は、前記半導体ウエハがチップ化されチップが取り去られた後の接着シートをリングフレームから剥離するものであってよい。
前記本発明のシート剥離装置において、該シート剥離装置は、前記接着シートに剥離きっかけ部を形成する剥離きっかけ形成手段を有し、形成された剥離きっかけ部を保持する分離手段によって前記接着シートを保持して前記フレームから剥離するように構成してもよい。
前記目的を達成するために、本発明に係るシート剥離方法は、エネルギー線硬化型の接着剤を介して被着体に貼付された接着シートを剥離するシート剥離方法であって、その剥離前に、前記被着体に貼付された接着シートに対して部分的にエネルギー線を照射することを特徴とする。
本発明に係るシート剥離方法において、前記被着体は、前記接着シートを介して半導体ウエハを支持するためのリングフレームであり、前記シート剥離装置は、前記半導体ウエハがチップ化されチップが取り去られた後の接着シートをリングフレームから剥離するようにしてもよい。
本発明によると、被着体に貼付された接着シートに対して部分的にエネルギー線を照射する構成を採用したので、被着体と接着シートとの間に介在する接着剤の接着力が十分低下することから、接着シートや、接着剤の剥離不良がなくなり、接着シートを剥離した際の接着剤残りを効果的に防止することができる。また、部分的なエネルギー線の照射であるため、その消費電力は小なく、エネルギーの節約も図れる等の作用効果を奏する。
以下、本発明を実施するための最良の形態について、添付した図面を参照しながら詳細に説明する。
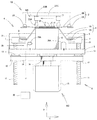
図1は本発明のシート剥離装置とシート剥離方法を適用したシート剥離部を含む貼替装置の正面図、図2はその平面図、図3は図1の貼替装置を構成するエキスパンド部の拡大側面図、図4は図1の貼替装置を構成するエキスパンド部の拡大平面図、図5は第1の支持体と第2の支持体の説明図である。
本発明の貼替装置Mは、図5(a)(b)のように第1の支持体1に支持されたウエハ(板状部材)W(以下、「第1ウエハ体W1」という)を、同図(c)(d)のように第2の支持体2に貼り替える装置(以下、第2の支持体2に支持されたウエハWを「第2ウエハ体W2」という)であり、貼り替え前のウエハWは、前工程のダイシング工程によりチップ化され、複数のチップCの状態となって第1の支持体1に支持されている。
第1の支持体1は、熱収縮可能な接着シート1Bがその接着剤によりリングフレーム1Aに接着された構造になっており、また、第2の支持体2も同様に接着シート2Bがその接着剤によりリングフレーム2Aに接着された構造になっている。
本貼替装置Mは、図1、2に示すように、搬送部M1と、エキスパンド部M2(エキスパンド手段)と、第2の支持体供給部M3(供給手段)と、シート貼合部M4(貼合手段)と、シート剥離部M5(剥離手段)と、で構成されている。
前記搬送部M1は、ウエハカセット載置台43と、多関節ロボット17と、リングフレーム載置台26により構成され、複数の第1ウエハ体W1がウエハカセット3に収納されてウエハカセット載置台43に載置されている。多関節ロボット17は、その自由端側に設けられた吸着アーム17Aによってウエハカセット3から第1ウエハ体W1を1枚ずつ取り出して、エキスパンド部M2へ搬送するようになっている。
前記エキスパンド部M2は、前記多関節ロボット17によって搬送された第1ウエハ体W1を受け取るリングフレーム保持部7と、装置フレーム5に取り付けられたエキスパンドテーブル6と、ネジ軸11によって前記リングフレーム保持部7を昇降させる昇降手段8と、加熱手段29とを含んで構成されている。これらの構成要素のうち、リングフレーム保持部7、エキスパンドテーブル6および昇降手段8がエキスパンド手段4を構成している。
前記リングフレーム保持部7は、図3に示すように、内向きの保持溝9を有し、その保持溝9の内側に第1ウエハ体W1のリングフレーム1Aが挿入されるように構成されており、エキスパンドテーブル6の両側に配置され、昇降手段8が下降することによってウエハWのチップC間隔を広げるようになっている。
前記昇降手段8は、図3に示すように、装置フレーム5を上下方向に貫通するネジ軸11と、装置フレーム5の下面に軸受部13によって回転可能に取り付けられたプーリ12と、出力軸に駆動用プーリ16を有するパルスモータ15と、それらのプーリ12、16に掛け回されたエンドレスベルト14とで構成され、ネジ軸11の上端部に前記一対のリングフレーム保持部7が固定されている。これにより、パルスモータ15の回転によってネジ軸11とリングフレーム保持部7とが上下動し、第1ウエハ体W1の接着シート1Bを所定量引き伸ばし、ウエハWのチップC間隔が広げられるようになっている。また、チップC間隔の広がり量を図示しないカメラ等で監視し、チップC間隔が所定量となった時点でリングフレーム保持部7の下降が停止する構成となっている。なお、本実施形態において、第1ウエハ体W1の接着シート1Bの接着剤(図示省略)は、エネルギー線硬化型の接着剤として紫外線硬化型のものを使用し、予めウエハWが貼付された部分に紫外線(エネルギー線)が照射され、粘着力が低下された状態でウエハカセット3に収納され供給されるようになっている。これによりチップCは接着シート1Bから容易に剥離できるようになっている。しかし、リングフレーム1Aに接着している部分は、ピックアップ工程前においては、エキスパンドを行う関係上、十分な紫外線照射は行われていない。
前記加熱手段29は、温風送風装置30によって構成され、その温風の吹き出し口30Aがエキスパンドテーブル6の下部周囲に複数設けられている(図4参照)。また、吹き出し口30Aは所定方向に傾けるように構成され、各吹き出し口30Aから吹き出る温風が図4矢印で示すように回転し、この回転する温風で第1ウエハ体W1の接着シート1Bが満遍なく均等に加熱されるようになっている。さらに、本実施形態では、温風の漏れ防止と回転促進により第1の支持体1を効率よく加熱できるようにする等の観点から、環状の隔壁31を設け、この隔壁31でエキスパンド状態の第1ウエハ体W1の外周を囲むように構成した。
前記第2の支持体供給部M3は、図1、2に示すように、前記エキスパンド部M2の上方に一部かぶさるように配置され、搬送テーブル19と、シート貼付手段25と、第2の支持体搬送手段18によって構成されている。
前記搬送テーブル19は、その上面がリングフレーム2Aを吸着保持可能な支持面とされ、また、その下面に取り付けられた図示しないスライダと該スライダの軌道レール44とを介して、前記第2の支持体搬送手段18の下部とシート貼付手段25の下部とを往復移動可能に構成されている。本実施形態では、リングフレーム載置台26から前記多関節ロボット17によって、リングフレーム2Aが1枚ずつ搬送テーブル19上に供給され、この状態で搬送テーブル19がシート貼付手段25方向へ移動し、当該シート貼付手段25によってリングフレーム2A上に接着シート2Bが貼付される。
前記シート貼付手段25では、図12に示すように、帯状の剥離シートRLに接着シート2Bが仮着された原反Tを用い、この原反Tをピールプレート27方向に搬送し、ピールプレート27の先端で剥離シートRLを急激に折り返す。これにより、剥離シートRLから接着シート2Bが繰り出され、この繰り出し動作に連動して搬送テーブル19を移動させることによって、プレスローラ28がリングフレーム2Aに接着シート2Bを押圧して貼り付けを行う。このような一連の動作によって、シート貼付手段25は第2の支持体2を形成する。
前記第2の支持体搬送手段18は、吸着パッド20と、当該吸着パッド20をZ軸方向へ移動する昇降シリンダ22と、Y軸方向へ移動する単軸ロボット21とで構成され、搬送テーブル19上で形成された第2の支持体2を吸着パッド20が吸着保持し、エキスパンドテーブル6上でチップC間隔を広げた状態で待機している第1ウエハ体W1上へ第2の支持体2を搬送する。
シート貼合部M4は、前記第2の支持体搬送手段18を構成する吸着パッド20間に設けられ、貼合部材としてのプレスローラ23Aと、このプレスローラ23Aに対してZ軸方向のプレス力を付与するプレス装置23Bと、プレスローラ23AをY軸方向へ移動するシリンダ23Cにより構成され、第1ウエハ体W1上へ搬送された第2の支持体2をプレスローラ23AによってウエハWの上面に貼付する(図3参照)。本実施形態においては、プレスローラ23Aの具体的な構成例として、チップC全体の広がり幅より長い弾性変形可能なローラを採用し、ウエハW上面への第2の支持体2の貼付と同時に、ウエハW周辺の第1、第2の支持体1、2の接着シート1B、2Bを互いに貼り合せるようにしている(図6参照)。
以上の貼付と貼り合わせの完了後、ウエハWの上面に第2の支持体2が貼付された第1ウエハ体W1は、図7に示すように、前記加熱手段29による接着シート1Bの加熱と略同時に前記リングフレーム保持部7が上昇することによって、その第1の支持体1の接着シート1Bがエキスパンド状態から熱収縮を伴いながら開放される。この後、第2の支持体が貼付された第1ウエハ体W1は、第1の支持体1を剥離するためにシート剥離部M5へ搬送されることとなる。
前記シート剥離部M5は、図1、2に示すように、ガイド部材33と、第1ウエハ体W1、第2ウエハ体W2を搬送するウエハ体搬送手段45と、エネルギー線照射手段としての紫外線照射手段48と、剥離きっかけ形成手段46と、分離手段47とを含んで構成されている。
ガイド部材33は、前記各リングフレーム保持部7の内向きの保持溝9に連なる溝33Aを有し、装置フレーム49にスタンド50を介して固定されている。
ウエハ体搬送手段45は、上下シリンダ41と、この上下シリンダ41をX軸方向にスライドさせる単軸ロボット40と、前記上下シリンダ41により上下動する一対の爪42A、42Bとを備えて構成され、前記一対の爪42A、42Bの間隔はリングフレーム1A、2Aの外径より少し幅広く設けられている。前記単軸ロボット40により一対の爪42A、42Bがエキスパンドテーブル6の上方に移動されると、上下シリンダ41が下降し、前記爪42Aと爪42Bとの間に、エキスパンド状態から開放され第2の支持体2が貼り付けられた第1ウエハ体W1が入り込む。そして、単軸ロボット40がX軸方向へ移動することにより、第2の支持体2が貼り付けられた第1ウエハ体W1が、前記ガイド部材33に案内されるようにして分離手段47の上方に位置するようになる。
紫外線照射手段48は、図8、図9に示すように、接着シート1Bの外周円弧と略同じ曲率を持つ曲線レール51と、スライダ52を介して前記曲線レール51上を移動可能に設けられた紫外線照射装置53とを備えて構成され、当該紫外線照射装置53が前記接着シート1Bの下面側を所定隙間隔てて図示しない駆動装置によって曲線レール51上を移動することにより、接着シート1B全体のうち、リングフレーム1Aに接着している部位に部分的に紫外線を照射するように構成されている。この構成において、紫外線の照射範囲S(図10の網掛で示す範囲)は、剥離初期位置としての剥離きっかけ部55を形成しようとする範囲周辺としている。
剥離きっかけ形成手段46は、図10、図11のように、回転軸34の先端に剥離用のヘラ35を取り付けたロータリアクチュエータ36によって構成され、図示しない移動手段を介して図11に示す二点鎖線の位置から実線で示す位置へ移動することにより、ヘラ35が第1の支持体1と第2の支持体2との間に入り込むようになっている。そして、ロータリアクチュエータ36によってヘラ35を接着シート1B方向に回転移動することにより、接着シート1Bの一部をリングフレーム1Aから剥離し、剥離きっかけ部55を形成する。
分離手段47は、前記剥離きっかけ形成手段46によって形成された剥離きっかけ部55を把持するチャック37を備えたチャックシリンダ38と、該チャックシリンダ38をX軸方向へ移動する単軸ロボット39とで構成され、チャック37が剥離きっかけ部55を把持した状態で単軸ロボット39が図11に示す矢印b方向へ移動することにより、第1の支持体1の接着シート1Bがリングフレーム1Aから剥離される。
次に、前記のように構成された貼替装置の全体的な動作について説明する。
本発明の貼替装置Mにおいては、まず、多関節ロボット17がウエハカセット3から第1ウエハ体W1を取り出し、エキスパンド部M2へ搬送する。搬送された第1ウエハ体W1は、リングフレーム1Aがリングフレーム保持部7の保持溝9に挿入された状態で、エキスパンドテーブル6上に配置セットされる。そして、昇降手段8を介してリングフレーム保持部7が図3のように下降することにより、第1の支持体1の接着シート1Bが引き伸ばされてエキスパンド状態になり、図示しないカメラ等によってチップC間隔の広がり量を監視し、そのチップC間隔が所定量となった時点でリングフレーム保持部7の下降が停止される。
その後、第2の支持体供給部M3のシート貼付手段25によってリングフレーム2A上に接着シート2Bが貼付された第2の支持体2が形成される。そして、第2の支持体2は、第2の支持体搬送手段18により、チップC間隔の広がったウエハW上に供給され、シート貼合部M4のプレスローラ23Aにより接着シート2BがウエハWの上面に貼り付けられると同時に、ウエハW周辺の接着シート1Bと2Bとが貼り合わされる(図6参照)。
続いて、昇降手段8を介してリングフレーム保持部7が図7のように上昇することにより、第1の支持体1のエキスパンド状態が開放される。このとき、温風送風装置30の吹き出し口30Aから温風が吹き出し、第1の支持体1の接着シート1Bは温風の熱によって収縮を伴いながらエキスパンド状態から開放される。
以上のようにして第1の支持体1のエキスパンド状態を開放する動作が完了した後、爪42A、42Bが、第2の支持体2が貼り付けられた第1ウエハ体W1を間に挟んだ状態で単軸ロボット40の動作を介して、分離手段47の上方まで搬送する。
次に、紫外線照射装置53が、図8に示す二点鎖線の位置から実線で示す位置へ移動した後、スライダ52を介して曲線レール51上を移動し、接着シート1B全体のうちリングフレーム1Aに接着している部位に部分的に紫外線を照射してから、元の二点鎖線の位置へ戻る。
その後、図11に示すように、ヘラ35が第1の支持体1と第2の支持体2との間に入り込んでロータリアクチュエータ36の回転軸34が回転することにより、ヘラ35が剥離きっかけ部55を形成する。そして、この剥離きっかけ部55をチャック37が掴んで単軸ロボット39が移動することにより、第1の支持体1の接着シート1Bがリングフレーム1Aから剥がされ、ウエハWは第2の支持体2に支持され第2ウエハ体W2を形成して、貼り替えは完了する。剥がされた接着シート1Bは廃棄ごみとして図示しない回収手段に回収される。
最後に、第2ウエハ体W2と、接着シート1Bが剥がされた第1の支持体1のリングフレーム1Aは、前記爪42A、42Bに挟まれた状態でエキスパンドテーブル6方向へ返送され、多関節ロボット17によって第2ウエハ体W2は、搬送されて来たウエハカセット3の所定の位置に収納され、リングフレーム1Aは、図示しないリングフレーム回収ボックスに収納される。そして、第2ウエハ体W2を収納したウエハカセット3は、チップマウント工程(ボンディング工程)等の次工程へ搬送されることとなる。
以上のように、本発明の実施形態を開示したが、本発明はこれに限定されるものではない。例えば、前記実施形態では、板状部材としてウエハWを対象としたが、これに替えてガラス、鋼板、または、樹脂材等、その他の板状部材も対象とすることができ、ウエハWはシリコンウエハや化合物ウエハであってもよい。また、板状部材は、円形のものに限らず、多角形状であってもよい。
更に、リングフレーム1Aに接着している接着シート1B全体に対して紫外線照射範囲を図10の網掛Sで示す領域としたが、これに限定されることなく、リングフレーム1周に渡って、紫外線を照射するようにしてもよい。要は、接着シート全体に紫外線を照射するのではなく、必要な部分に局所的に紫外線を照射するものであればよい。
また、本実施形態では、貼替装置Mのシート剥離部M5としてシート剥離装置を説明したが、これに替えて図13に示すようなチップCが図示しないリードフレームにボンディングされた後の接着シート2Bを、リングフレーム2Aから剥離する単体のシート剥離装置M6としてもよい。この装置の基本的な構成は、前記シート剥離部M5と同様であり、ボンディングの完了によりチップCがなくなった接着シート2Bに対して紫外線を部分的に照射して、剥離するようになっている。このように単体とすることによって、貼替装置に限らず、他の装置と組み合わせることが可能となり汎用性が高くなる。
1A リングフレーム(フレーム)
1B 接着シート
46 剥離きっかけ形成手段
47 分離手段
48 紫外線照射手段(エネルギー線照射手段)
55 剥離きっかけ部(剥離初期位置)
C チップ
M 貼替装置
M5 シート剥離部(シート剥離手段)
M6 シート剥離装置
W ウエハ
1B 接着シート
46 剥離きっかけ形成手段
47 分離手段
48 紫外線照射手段(エネルギー線照射手段)
55 剥離きっかけ部(剥離初期位置)
C チップ
M 貼替装置
M5 シート剥離部(シート剥離手段)
M6 シート剥離装置
W ウエハ
Claims (6)
- エネルギー線硬化型の接着剤を介して被着体に貼付された接着シートを剥離するシート剥離装置であって、
前記シート剥離装置は、エネルギー線を照射するエネルギー線照射手段を含み、
前記エネルギー線照射手段は、前記被着体に貼付された接着シートに対して部分的にエネルギー線を照射すること
を特徴とするシート剥離装置。 - 前記部分的にエネルギー線を照射した位置を、剥離初期位置として当該接着シートを剥離すること
を特徴とする請求項1に記載のシート剥離装置。 - 前記被着体は、前記接着シートを介して半導体ウエハを支持するためのリングフレームであり、前記シート剥離装置は、前記半導体ウエハがチップ化されチップが取り去られた後の接着シートをリングフレームから剥離するものであること
を特徴とする請求項1または2のいずれかに記載のシート剥離装置。 - 前記シート剥離装置は、前記接着シートに剥離きっかけ部を形成する剥離きっかけ形成手段を有し、形成された剥離きっかけ部を保持する分離手段によって前記接着シートを保持して前記フレームから剥離すること
を特徴とする請求項1または3のいずれかに記載のシート剥離装置。 - エネルギー線硬化型の接着剤を介して被着体に貼付された接着シートを剥離するシート剥離方法であって、その剥離前に、前記被着体に貼付された接着シートに対して部分的にエネルギー線を照射すること
を特徴とするシート剥離方法。 - 前記被着体は、前記接着シートを介して半導体ウエハを支持するためのリングフレームであり、前記シート剥離装置は、前記半導体ウエハがチップ化されチップが取り去られた後の接着シートをリングフレームから剥離すること
を特徴とする請求項5に記載のシート剥離方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006198626A JP2008028131A (ja) | 2006-07-20 | 2006-07-20 | シート剥離装置およびシート剥離方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006198626A JP2008028131A (ja) | 2006-07-20 | 2006-07-20 | シート剥離装置およびシート剥離方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2008028131A true JP2008028131A (ja) | 2008-02-07 |
Family
ID=39118459
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006198626A Withdrawn JP2008028131A (ja) | 2006-07-20 | 2006-07-20 | シート剥離装置およびシート剥離方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2008028131A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010219360A (ja) * | 2009-03-18 | 2010-09-30 | Nec Engineering Ltd | 剥離装置 |
| JP2014056956A (ja) * | 2012-09-13 | 2014-03-27 | Disco Abrasive Syst Ltd | 加工装置及び加工方法 |
| JP2017216403A (ja) * | 2016-06-01 | 2017-12-07 | 株式会社ディスコ | エキスパンドシート、エキスパンドシートの製造方法、及びエキスパンドシートの拡張方法 |
| KR20220153411A (ko) * | 2021-05-11 | 2022-11-18 | 정라파엘 | 필름 분리 장치 |
-
2006
- 2006-07-20 JP JP2006198626A patent/JP2008028131A/ja not_active Withdrawn
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010219360A (ja) * | 2009-03-18 | 2010-09-30 | Nec Engineering Ltd | 剥離装置 |
| JP2014056956A (ja) * | 2012-09-13 | 2014-03-27 | Disco Abrasive Syst Ltd | 加工装置及び加工方法 |
| JP2017216403A (ja) * | 2016-06-01 | 2017-12-07 | 株式会社ディスコ | エキスパンドシート、エキスパンドシートの製造方法、及びエキスパンドシートの拡張方法 |
| KR20170136431A (ko) * | 2016-06-01 | 2017-12-11 | 가부시기가이샤 디스코 | 확장 시트, 확장 시트의 제조 방법 및 확장 시트의 확장 방법 |
| KR102181999B1 (ko) | 2016-06-01 | 2020-11-23 | 가부시기가이샤 디스코 | 확장 시트, 확장 시트의 제조 방법 및 확장 시트의 확장 방법 |
| KR20220153411A (ko) * | 2021-05-11 | 2022-11-18 | 정라파엘 | 필름 분리 장치 |
| KR102509119B1 (ko) | 2021-05-11 | 2023-03-14 | 정라파엘 | 필름 분리 장치 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1855363B (zh) | 支承板分离装置及使用该装置的支承板分离方法 | |
| CN101118844B (zh) | 半导体晶圆固定装置 | |
| CN101017767B (zh) | 工件粘贴支承方法和使用该方法的工件粘贴支承装置 | |
| KR101570043B1 (ko) | 마운트 장치 및 마운트 방법 | |
| JP5261522B2 (ja) | 貼付装置及び貼付方法 | |
| CN1246433A (zh) | 晶片转移装置 | |
| TW200933720A (en) | Ultraviolet irradiation method and device using the same | |
| TWI750381B (zh) | 薄片貼附裝置及貼附方法 | |
| JP2005297457A (ja) | 貼付装置及び貼付方法 | |
| JP4643514B2 (ja) | 貼替装置および貼替方法 | |
| JP4632313B2 (ja) | 貼替装置および貼替方法 | |
| JP2008028131A (ja) | シート剥離装置およびシート剥離方法 | |
| JP3210743U (ja) | シート貼付装置 | |
| JP7838973B2 (ja) | ウェーハ転写方法、及びウェーハ転写装置 | |
| JP4922371B2 (ja) | ウエハ処理装置及び処理方法 | |
| JP7149065B2 (ja) | シート剥離装置および剥離方法 | |
| JP5869245B2 (ja) | シート貼付装置及びシート貼付方法並びに転写装置 | |
| JP7075307B2 (ja) | テープ剥離方法 | |
| JP5784298B2 (ja) | 加工方法及び加工装置 | |
| JP2005317882A (ja) | 貼付テーブル | |
| JP4689972B2 (ja) | ウエハ処理装置及びウエハ処理方法 | |
| CN115697850A (zh) | 片供给装置以及片供给方法 | |
| JP2005297458A (ja) | 貼付装置 | |
| JP5234793B2 (ja) | シート剥離装置及び剥離方法 | |
| JP3235024U (ja) | 支持装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20091006 |