JP2008038231A - 曲げ加工性に優れた高強度銅合金板材およびその製造法 - Google Patents
曲げ加工性に優れた高強度銅合金板材およびその製造法 Download PDFInfo
- Publication number
- JP2008038231A JP2008038231A JP2006217590A JP2006217590A JP2008038231A JP 2008038231 A JP2008038231 A JP 2008038231A JP 2006217590 A JP2006217590 A JP 2006217590A JP 2006217590 A JP2006217590 A JP 2006217590A JP 2008038231 A JP2008038231 A JP 2008038231A
- Authority
- JP
- Japan
- Prior art keywords
- copper alloy
- notch
- cold rolling
- bending
- rolling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Conductive Materials (AREA)
Abstract
【解決手段】質量%で、Ni:0.7〜2.5%、Si:0.2〜0.7%、Sn:0.1〜1.2%を含有し、必要に応じてさらにZn:2.0%以下、あるいはさらにMg:0.3%以下を含み、残部実質的にCuの組成を有し、下記(1)式を満たす結晶配向を有する銅合金板材が提供される。上記組成において、さらにCo、Cr、B、P、Fe、Zr、Ti、Mnの1種以上を合計3%以下の範囲で含有させることができる。
0.1≦I{420}/I{220}≦0.5 ……(1)
ここで、I{420}およびI{220}はそれぞれ当該板材の板面における{420}結晶面および{220}結晶面のX線回折強度である。
【選択図】なし
Description
本発明は、この合金系において、特に強度とノッチング後の曲げ加工性を高レベルに両立した銅合金板材を提供することを目的とする。
0.1≦I{420}/I{220}≦0.5 ……(1)
ここで、I{420}およびI{220}はそれぞれ当該板材の板面における{420}結晶面および{220}結晶面のX線回折強度である。「板面」は板の厚さ方向に垂直な表面(圧延面)である。
JIS H3110に規定される90°W曲げ試験において下型の中央突起部先端のRを0mmとした治具を用意し、前記ノッチ付き曲げ試験片を、ノッチ形成面が下向きになり、前記下型の中央突起部先端がノッチ部分に合致するようにセットして90°W曲げ試験を行う。
これらは、時効処理を経た組織を有し、引張強さが650MPa以上あるいはさらに700MPa以上を呈するものである。
図3にはノッチ付き曲げ試験片(曲げ試験前)についてノッチ形成部分の長手方向に垂直な断面形状を模式的に示してある。板厚をt(mm)、ノッチ深さをδ(mm)とするとき、δ/tが1/8(すなわち0.125)以上、1/2(すなわち0.5)以下になるようにノッチが形成されている。この範囲のノッチが形成されたノッチ付き曲げ試験片を用いて90°曲げ試験に供したとき、試験片に割れが生じなければ、部品加工に際し「ノッチング後曲げ加工法」を適用した際に優れた割れ防止効果が得られる。
10≦ε2≦(65−ε1)/(100−ε1)×100 ……(2)
ここで、ε1は中間冷間圧延率(%)、ε2は仕上げ冷間圧延率(%)である。
圧延率ε(%)は、圧延前の板厚をt0、圧延後の板厚をt1とすると、下記(3)式で表される。
ε=(t0−t1)/t0×100 ……(3)
なお、上記の「圧延率0%」は、当該中間冷間圧延を行わない場合を意味する。
以下、本発明を特定するための事項について説明する。
本発明ではCu−Ni−Si系銅合金を採用する。Cu−Ni−Siの3元系基本成分にSn、Zn、Mg、その他の合金元素を添加した銅合金も、本明細書では包括的にCu−Ni−Si系銅合金と称している。
Cu−Ni−Si系銅合金は、後述する溶体化処理で得られるような{420}を主方位成分とする集合組織が強いほど、曲げ加工性がよくなる。ただし、高強度化を図るためには、仕上げ冷間圧延が不可欠である。冷間圧延率の増大にともない、{220}を主方位成分とする圧延集合組織が発達していく。そして、両者の中間的な組織状態を実現し、それによって「強度」と「ノッチング後の曲げ加工性」を高いレベルで維持することが可能である。しかもノッチング後の曲げ加工性は、曲げ軸がTD、LDいずれの方向についても同時に顕著な改善が実現される。つまり、異方性の小さいものが得られる。これは、{420}が板面に平行な結晶粒は、板面に対し45°に近い角度で存在する複数のすべり面を有していること(前述)に起因して生じる効果であると推察される。
0.1≦I{420}/I{220}≦0.5 ……(1)
ここで、I{420}およびI{220}はそれぞれ当該板材の板面における{420}結晶面および{220}結晶面のX線回折強度である。
I{420}/I{220}が大きすぎる場合は{420}を主方位成分とする再結晶集合組織の持つ性質が相対的に優勢であり、加工硬化不足により十分な強度が得られにくい。I{420}/I{220}が小さすぎる場合は{220}を主方位成分とする圧延晶集合組織の持つ性質が相対的に優勢であり、従来材のように強度が高く、曲げ加工性、特にノッチング後の曲げ加工性が悪くなる。
0.2≦I{420}/I{220}≦0.4 ……(1)’
電気・電子部品の更なる小型化、薄肉化に対応するには、素材である銅合金板材の引張強さは650MPa以上であることが好ましく、700MPa以上であることが一層好ましい。時効硬化を利用して高強度化するため、この材料は時効処理された金属組織を有している。ノッチングを施さない場合の通常の曲げ加工性はLD、TDいずれにおいても90°W曲げ試験における最小曲げ半径Rと板厚tの比R/tが1.0以下であることが好ましく、0.5以下であることが一層好ましい。ノッチング後の曲げ加工性は少なくとも曲げ軸がTDとなる90°W曲げ試験において曲げ半径R=0mmで割れがないこと必要であるが、後述の製造工程に従えば、曲げ軸がLDとなる同様の90°W曲げ試験でも割れが生じない異方性の小さいものが得られる。
以上のような本発明の銅合金板材は、コストアップをもたらす特別な製造工程を必要とすることなく、例えば以下のような一般な製造工程により作ることができる。
「溶解・鋳造→熱間圧延→冷間圧延→溶体化処理→中間冷間圧延→時効処理→仕上げ冷間圧延→加熱処理」
ただし、後述のように製造条件のコントロールが必要である。なお、上記工程中には記載していないが、熱間圧延後には必要に応じて面削が行われ、熱処理後には必要に応じて酸洗、研磨、あるいはさらに脱脂が行われる。以下、各工程について説明する。
一般的な銅合金の溶製方法に従うことができる。連続鋳造、半連続鋳造等により鋳片を製造すればよい。
鋳片を熱間加工することで鋳造過程で生じる晶出相を消失させると同時に、再結晶によって鋳造組織を破壊し再結晶粒組織の均一化を図る。この熱間圧延は析出物の固溶温度域で行うことが望ましい。熱間圧延終了後は直ちに水冷等により急冷することが望ましい。650℃未満の温度域ではNiとSiの粗大な化合物の生成により熱間割れが生じやすくなるので950〜650℃の範囲で熱間圧延を行い、最終パス終了後に水冷することが好ましい。熱間圧延率は概ね65〜90%とすればよい。熱間加工後は必要に応じて面削や酸洗を行うことができる。
溶体化処理前に行う冷間圧延では圧延率を85%以上とすることが重要であり、90%以上とすることがより好ましい。このような高い圧延率で加工された材料に対し、次工程で溶体化処理を施すことにより、{420}を主方位成分とする再結晶集合組織を得ることができる。この冷間圧延率が低すぎると上記再結晶集合組織の形成が不十分となり、本発明の目的を達成することが難しくなる。すなわち、再結晶集合組織は再結晶前の冷間圧延率に依存する。具体的には、{420}の方位関係を持つ結晶配向は、冷間圧延率が60%以下の領域ではほとんど生成せず、約60〜80%の領域では冷間圧延率の増加に伴って漸増し、冷間圧延率が約80%を超えると急激な増加に転じる。上記方位関係が十分に優勢な結晶配向を得るには85%以上の冷間圧延率を確保する必要があり、更に90%以上は望ましい。なお、冷間圧延率の上限はミルパワー等により必然的に制約を受けるので、特に規定する必要はないが、概ね98%以下で良好な結果を得やすい。
熱間圧延後、溶体化処理前に、中間焼鈍を挟んで複数回の冷間圧延を実施する場合は、溶体化処理前に行われる最後の中間焼鈍の後に実施される冷間圧延での冷間圧延率を上記のように調整する。
ここでの溶体化処理は、「溶質元素のマトリックス中への再固溶」および「再結晶化」という2つの目的を兼ねる熱処理である。85%以上の高い圧延率で加工された材料を対象とすることにより、溶体化処理後には{420}を優先方位とする再結晶集合組織が得られると同時に、{220}方位の生成が抑制される。この溶体化処理は、再結晶粒径が15〜60μmとなるように温度・時間を調整して行うことが望ましく、20〜40μmとなるように調整することが一層好ましい。再結晶粒径が微細になりすぎると再結晶集合組織が弱くなることにより、仕上げ圧延時時に圧延集合組織が優勢となりやすく、曲げ加工性の改善が難しくなる。ただし、溶体化処理温度を過度に高めないことが重要である。具体的には、700〜800℃未満、好ましくは700〜780℃の炉温で10sec〜10minの加熱条件が採用できる。溶体化処理温度が高すぎると{200}方位が優勢となり{420}を優先方位とする再結晶集合組織が得られにくい場合がある。また、結晶粒径が粗大化しやすく、曲げ加工性の低下を招きやすい。一方、温度が低すぎると再結晶が不完全で溶質元素の固溶も不十分となり、最終的に曲げ加工性の優れた高強度材を得ることは困難となる。本発明ではNiおよびSiの含有量上限を上記のように厳しく規制しているので、800℃未満あるいは780℃以下といった低めの溶体化処理温度でNi2Si相を十分に消失させることができる。
続いて、0〜50%の圧延率で冷間圧延を行う。この段階での冷間圧延は次工程の時効処理中の析出を促進する効果があり、必要な特性(導電率、硬さ)を引き出すための時効時間を短くすることができる。この冷間圧延によって、{220}を主方位成分とする集合組織が発達していくが、50%以下の冷間圧延率の範囲では、まだ十分に{420}面を板面に平行にもつ結晶粒も残存する。特に、この冷間圧延での圧延率は、時効処理後に行う後述の仕上げ冷間圧での圧延率とうまく組合せることにより、最終的な高強度化とノッチング後の曲げ加工性改善に寄与する。この段階の冷間圧延は圧延率50%以下で行う必要があり、0〜35%とすることがより好ましい。圧延率が高過ぎると続く時効処理で析出が不均一に発生して過時効になりやすく、また前記(1)式を満たすような理想的な結晶配向が得られにくくなる。
圧延率がゼロである場合は、溶体化処理後に中間の冷間圧延を行わず、直接時効処理に供することを意味する。本発明の銅合金板材は、生産性を向上するために、この段階での冷間圧延工程を省略してもよい。
続いて、時効処理を施す。時効処理では、当該合金の導電性と強度の向上に有効な条件の中で、あまり温度を上げすぎないようにする。時効処理温度が高くなりすぎると溶体化処理によって発達させた{420}を優先方位とする結晶配向が弱められ、結果的に十分な曲げ加工性改善効果が得られない場合がある。具体的には材温が400〜500℃となる温度で行うことが望ましく、420〜480℃の範囲が一層好ましい。時効処理時間は概ね1〜10h程度で良好な結果が得られる。
この仕上げ冷間圧延では、強度レベルの向上を図るとともに、{220}を主方位成分とする圧延集合組織を発達させていく。仕上げ冷間圧延の圧延率が低すぎると強度上昇効果が十分に得られない。逆に圧延率が高すぎると{220}方位の圧延集合組織が相対的に優勢となりすぎ、強度とノッチング後の曲げ加工性が高レベルで両立された中間的な結晶配向が実現できない。
10≦ε2≦(65−ε1)/(100−ε1)×100 ……(2)
ここで、ε1は中間冷間圧延率(%)、ε2は仕上げ冷間圧延率(%)である。
最終的な板厚としては概ね0.05〜1.0mmが適用され、0.08〜0.5mmとすることが一層好ましい。
仕上げ冷間圧延後には、板条材の残留応力の低減、ばね限界値と耐応力緩和特性向上を目的として、低温焼鈍を施すことができる。加熱温度は150〜550℃となるように設定することが望ましい。これにより板材内部の残留応力が低減され、強度低下をほとんど伴わずに曲げ加工性と破断伸びを上昇させることができる。また、導電率を上昇させる効果もある。この加熱温度が高すぎると短時間で軟化し、バッチ式でも連続式でも特性のバラツキが生じやすくなる。逆に加熱温度が低すぎると上記特性の改善効果が十分に得られない。加熱時間は5sec以上確保することが望ましく、通常1h以内の範囲で良好な結果が得られる。

供試材の表面(圧延面)を#1500耐水ペーパー研磨仕上げとした試料を準備し、X線回折装置(XRD)を用いて、Mo−Kα線、管電圧20kV、管電流2mAの条件で、前記試料の板面(圧延面)について{220}面および{420}面の反射回折面強度を測定し、前記(1)式中に示されるX線回折強度比を求めた。
JIS H0505に従って各供試材の導電率を測定した。
〔引張強さ、破断伸び〕
各供試材からLDの引張試験片(JIS 5号)を採取し、各方向n=3でJIS Z2241に準拠した引張試験行い、n=3の平均値によって引張強さと破断伸びを求めた。
各供試材から長手方向がLDおよびTDの曲げ試験片(幅10mm)を採取し、JIS H3110に準拠した90°W曲げ試験を行った。試験後の試験片について曲げ加工部の表面および断面を光学顕微鏡にて100倍の倍率で観察することにより、割れが発生しない最小曲げ半径Rを求め、これを供試材の板厚tで除することによりLD、TDそれぞれのR/t値を求めた。各供試材のLD、TDともn=3で実施し、n=3のうち最も悪い結果となった試験片の成績を採用してR/t値を表示した。
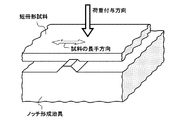
各供試材から長手方向がLDおよびTDの短冊形試料(幅10mm)を採取し、図1に示す断面形状のノッチ形成治具(凸部先端のフラット面の幅0.1mm、両側面角度45°)を用いて、15kNの荷重を付与することにより試料幅いっぱいにノッチを形成した(図2参照)。ノッチの方向(すなわち溝に対して平行な方向)は、試料の長手方向に対して直角方向である。このようにして準備したノッチ付き曲げ試験片のノッチ深さを実測したところ、板厚の1/4程度であった。
試験後の試験片について曲げ加工部の表面および断面を光学顕微鏡にて100倍の倍率で観察することにより、割れの有無を判断し、割れが認められないものを「〇」、割れが認められたものを「×」と表示した。なお、曲げ加工部で破断したものは「破」と表示した。各供試材のLD、TDともn=3で実施し、n=3のうち最も悪い結果となった試験片の成績を採用して「○」、「×」、「破」の評価を行った。
製造条件と、これらの結果を表2に示す。なお、表2中、通常の曲げ加工性およびノッチング後の曲げ加工性の欄において、LDおよびTDは曲げ試験片の長手方向を意味する。
Claims (9)
- 質量%で、Ni:0.7〜2.5%、Si:0.2〜0.7%、Sn:0.1〜1.2%、残部実質的にCuの組成を有し、下記(1)式を満たす結晶配向を有する銅合金板材。
0.1≦I{420}/I{220}≦0.5 ……(1)
ここで、I{420}およびI{220}はそれぞれ当該板材の板面における{420}結晶面および{220}結晶面のX線回折強度である。 - 板面において圧延方向に対し平行方向をLD、直角方向をTDと呼ぶとき、当該板材から長手方向がLDになるように採取された短冊形試料の片面に、図1に示す断面形状のノッチ形成治具を用いて、深さが板厚の1/8〜1/2、方向がTDのノッチを試料幅いっぱいに形成したノッチ付き曲げ試験片について、下記のノッチ曲げ試験を実施したとき、当該試験片表面に割れが認められない曲げ加工性を有する請求項1に記載の銅合金板材。
〔ノッチ曲げ試験〕
JIS H3110に規定される90°W曲げ試験において下型の中央突起部先端のRを0mmとした治具を用意し、前記ノッチ付き曲げ試験片を、ノッチ形成面が下向きになり、前記下型の中央突起部先端がノッチ部分に合致するようにセットして90°W曲げ試験を行う。 - 当該板材から長手方向がTDになるように採取された短冊形試料の片面に、図1に示す断面形状のノッチ形成治具を用いて、深さが板厚の1/8〜1/2、方向がLDのノッチを試料幅いっぱいに形成したノッチ付き曲げ試験片について、前記のノッチ曲げ試験を実施したとき、当該試験片表面に割れが認められない曲げ加工性を有する請求項2に記載の銅合金板材。
- さらにZn:2.0%以下を含む組成を有する請求項1〜3のいずれかに記載の銅合金板材。
- さらにMg:0.3%以下を含む組成を有する請求項1〜4のいずれかに記載の銅合金板材。
- さらにCo、Cr、B、P、Fe、Zr、Ti、Mnの1種以上を合計3%以下の範囲で含む組成を有する請求項1〜5のいずれかに記載の銅合金板材。
- 時効処理を経た組織を有し、引張強さが700MPa以上である請求項1〜6のいずれかに記載の銅合金板材。
- 組成調整された銅合金材料に対し、圧延率85%以上の冷間圧延、700〜800℃未満の溶体化処理、圧延率0〜50%の中間冷間圧延、400〜500℃の時効処理、下記(2)式を満たす圧延率での仕上げ冷間圧延を順次施す工程を有する請求項1〜7のいずれかに記載の銅合金板材の製造法。
10≦ε2≦(65−ε1)/(100−ε1)×100 ……(2)
ここで、ε1は中間冷間圧延率(%)、ε2は仕上げ冷間圧延率(%)である。 - 仕上げ冷間圧延後に、150〜550℃の加熱処理を施す工程を有する請求項8に記載の銅合金板材の製造法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006217590A JP4876225B2 (ja) | 2006-08-09 | 2006-08-09 | 曲げ加工性に優れた高強度銅合金板材およびその製造法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006217590A JP4876225B2 (ja) | 2006-08-09 | 2006-08-09 | 曲げ加工性に優れた高強度銅合金板材およびその製造法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008038231A true JP2008038231A (ja) | 2008-02-21 |
| JP4876225B2 JP4876225B2 (ja) | 2012-02-15 |
Family
ID=39173600
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006217590A Active JP4876225B2 (ja) | 2006-08-09 | 2006-08-09 | 曲げ加工性に優れた高強度銅合金板材およびその製造法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4876225B2 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008106356A (ja) * | 2006-09-27 | 2008-05-08 | Dowa Metaltech Kk | 銅合金板材およびその製造法 |
| WO2009041197A1 (ja) * | 2007-09-28 | 2009-04-02 | Nippon Mining & Metals Co., Ltd. | 電子材料用Cu-Ni-Si-Co系銅合金及びその製造方法 |
| WO2009123158A1 (ja) * | 2008-03-31 | 2009-10-08 | 古河電気工業株式会社 | 電気電子機器用銅合金材料および電気電子部品 |
| JP2010082633A (ja) * | 2008-09-29 | 2010-04-15 | Dowa Metaltech Kk | 金属板の曲げ加工方法及び電気・電子部品 |
| WO2010047373A1 (ja) * | 2008-10-22 | 2010-04-29 | 古河電気工業株式会社 | 銅合金材料、電気電子部品および銅合金材料の製造方法 |
| CN113249613A (zh) * | 2021-07-12 | 2021-08-13 | 江西萨瑞微电子技术有限公司 | 一种保护电路用导体引线及包含该引线的保护电路 |
| CN113514291A (zh) * | 2020-04-09 | 2021-10-19 | 中国航发商用航空发动机有限责任公司 | 一种制备具有表面裂纹的试样的方法 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000073130A (ja) * | 1998-08-31 | 2000-03-07 | Kobe Steel Ltd | プレス打抜き性が優れた銅合金板 |
-
2006
- 2006-08-09 JP JP2006217590A patent/JP4876225B2/ja active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000073130A (ja) * | 1998-08-31 | 2000-03-07 | Kobe Steel Ltd | プレス打抜き性が優れた銅合金板 |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008106356A (ja) * | 2006-09-27 | 2008-05-08 | Dowa Metaltech Kk | 銅合金板材およびその製造法 |
| WO2009041197A1 (ja) * | 2007-09-28 | 2009-04-02 | Nippon Mining & Metals Co., Ltd. | 電子材料用Cu-Ni-Si-Co系銅合金及びその製造方法 |
| US8444779B2 (en) | 2007-09-28 | 2013-05-21 | JX Nippon Mining & Metals Co., Ltd. | Cu—Ni—Si—Co copper alloy for electronic materials and method for manufacturing same |
| JP4653239B2 (ja) * | 2008-03-31 | 2011-03-16 | 古河電気工業株式会社 | 電気電子機器用銅合金材料および電気電子部品 |
| KR101114147B1 (ko) | 2008-03-31 | 2012-03-13 | 후루카와 덴키 고교 가부시키가이샤 | 전기전자기기용 동합금 재료 및 전기전자부품 |
| WO2009123158A1 (ja) * | 2008-03-31 | 2009-10-08 | 古河電気工業株式会社 | 電気電子機器用銅合金材料および電気電子部品 |
| JP2010082633A (ja) * | 2008-09-29 | 2010-04-15 | Dowa Metaltech Kk | 金属板の曲げ加工方法及び電気・電子部品 |
| WO2010047373A1 (ja) * | 2008-10-22 | 2010-04-29 | 古河電気工業株式会社 | 銅合金材料、電気電子部品および銅合金材料の製造方法 |
| JP4615628B2 (ja) * | 2008-10-22 | 2011-01-19 | 古河電気工業株式会社 | 銅合金材料、電気電子部品および銅合金材料の製造方法 |
| JPWO2010047373A1 (ja) * | 2008-10-22 | 2012-03-22 | 古河電気工業株式会社 | 銅合金材料、電気電子部品および銅合金材料の製造方法 |
| US8795446B2 (en) | 2008-10-22 | 2014-08-05 | Furukawa Electric Co., Ltd. | Copper alloy material, electrical or electronic parts, and method of producing a copper alloy material |
| CN113514291A (zh) * | 2020-04-09 | 2021-10-19 | 中国航发商用航空发动机有限责任公司 | 一种制备具有表面裂纹的试样的方法 |
| CN113514291B (zh) * | 2020-04-09 | 2023-01-06 | 中国航发商用航空发动机有限责任公司 | 一种制备具有表面裂纹的试样的方法 |
| CN113249613A (zh) * | 2021-07-12 | 2021-08-13 | 江西萨瑞微电子技术有限公司 | 一种保护电路用导体引线及包含该引线的保护电路 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4876225B2 (ja) | 2012-02-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5028657B2 (ja) | 異方性の少ない高強度銅合金板材およびその製造法 | |
| JP4189435B2 (ja) | Cu−Ni−Si系銅合金板材およびその製造法 | |
| JP5156317B2 (ja) | 銅合金板材およびその製造法 | |
| JP4563480B2 (ja) | 銅合金板材およびその製造方法 | |
| JP5479798B2 (ja) | 銅合金板材、銅合金板材の製造方法、および電気電子部品 | |
| JP4584692B2 (ja) | 曲げ加工性に優れた高強度銅合金板およびその製造方法 | |
| JP5191725B2 (ja) | Cu−Zn−Sn系銅合金板材およびその製造法並びにコネクタ | |
| JP4357548B2 (ja) | Cu−Ti系銅合金板材およびその製造法 | |
| JP4563495B1 (ja) | 銅合金板材およびその製造方法 | |
| JP5261122B2 (ja) | 銅合金板材およびその製造方法 | |
| JP5156316B2 (ja) | Cu−Sn−P系銅合金板材およびその製造法並びにコネクタ | |
| JP5075438B2 (ja) | Cu−Ni−Sn−P系銅合金板材およびその製造法 | |
| JP6385382B2 (ja) | 銅合金板材および銅合金板材の製造方法 | |
| JP6385383B2 (ja) | 銅合金板材および銅合金板材の製造方法 | |
| JP5734156B2 (ja) | 銅合金板材およびその製造方法 | |
| JP6317967B2 (ja) | Cu−Ni−Co−Si系銅合金板材およびその製造方法並びに通電部品 | |
| WO2010016428A1 (ja) | 電気・電子部品用銅合金材 | |
| JP5135496B2 (ja) | Cu−Be系銅合金板材およびその製造法 | |
| JP5097970B2 (ja) | 銅合金板材及びその製造方法 | |
| JP4779100B2 (ja) | 銅合金材料の製造法 | |
| JP4876225B2 (ja) | 曲げ加工性に優れた高強度銅合金板材およびその製造法 | |
| JP5002766B2 (ja) | 曲げ加工性に優れた高強度銅合金板材および製造法 | |
| JP2006188722A (ja) | 黄銅材料の製造法および黄銅材料 | |
| KR20160013241A (ko) | Cu-Ti계 구리 합금판재 및 그 제조법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090629 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110712 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110719 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110916 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111018 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20111027 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20111027 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111027 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20111027 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4876225 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141209 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |