JP2008074009A - 衝撃吸収機能を有する樹脂成形品並びにその成形方法 - Google Patents
衝撃吸収機能を有する樹脂成形品並びにその成形方法 Download PDFInfo
- Publication number
- JP2008074009A JP2008074009A JP2006257501A JP2006257501A JP2008074009A JP 2008074009 A JP2008074009 A JP 2008074009A JP 2006257501 A JP2006257501 A JP 2006257501A JP 2006257501 A JP2006257501 A JP 2006257501A JP 2008074009 A JP2008074009 A JP 2008074009A
- Authority
- JP
- Japan
- Prior art keywords
- molded product
- resin molded
- absorbing function
- armrest
- ejector pin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images







Landscapes
- Passenger Equipment (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
【課題】衝撃吸収機能を有する樹脂成形品並びにその成形方法であって、エジェクタピンの設定箇所に左右されることなく、衝撃吸収機能を付与する凹溝を造形上、自由に設定できるとともに、エジェクタピンの加工コストを低減でき、しかも脱型操作を円滑に行なうことを目的とする。
【解決手段】衝撃吸収機能を付与するためにアームレスト芯材40の裏面には、車両の長手方向に沿って延びる複数列の凹溝41が形成されており、アームレスト芯材40を成形金型60で成形した後、複数のエジェクタピン64で突き上げる際、このエジェクタピン64の当接部分がどこにあっても、凹溝41を自由に設定できるように、両者が干渉する場合には、凹溝41とエジェクタピン64の先端64aを収容できる円形凹部42Aとを連通構造とすることで、凹溝41の分断を回避して良好な衝撃吸収機能を確保する。
【選択図】図5
【解決手段】衝撃吸収機能を付与するためにアームレスト芯材40の裏面には、車両の長手方向に沿って延びる複数列の凹溝41が形成されており、アームレスト芯材40を成形金型60で成形した後、複数のエジェクタピン64で突き上げる際、このエジェクタピン64の当接部分がどこにあっても、凹溝41を自由に設定できるように、両者が干渉する場合には、凹溝41とエジェクタピン64の先端64aを収容できる円形凹部42Aとを連通構造とすることで、凹溝41の分断を回避して良好な衝撃吸収機能を確保する。
【選択図】図5
Description
この発明は、衝撃吸収機能を有する樹脂成形品並びにその成形方法に係り、特に、外部から衝撃が加わった際の座屈変形の基点となる凹溝を設けた樹脂成形品であって、エジェクタピンの突き当て部位においても凹溝を自由に設定することができ、必要な箇所に衝撃吸収用の凹溝を任意に設定でき、かつ成形金型の加工コストも低減できる衝撃吸収機能を有する樹脂成形品並びにその成形方法に関する。
図8,図9は車両内に設置され、乗員が肘を掛けて休めるアームレスト1を示す、図8は斜視図、図9は断面図を示すもので、アームレスト1は、アームレスト芯材2の表面にアームレスト表皮3を貼着して構成されており、更に詳しくは、アームレスト芯材2は、ポリプロピレン系樹脂、ポリエチレン系樹脂、ABS樹脂等の汎用の熱可塑性樹脂を射出成形、モールドプレス成形することにより所要形状に成形されており、アームレスト表皮3は、表面外観、手触り感に優れた合成樹脂シートや布地シートを使用でき、所望ならば、ウレタンフォーム等のクッション層をアームレスト芯材2とアームレスト表皮3との間に介挿しても良い。また、アームレスト表皮3としては、エラストマー樹脂を射出成形することにより、肉厚の樹脂成形体を使用することもできる。
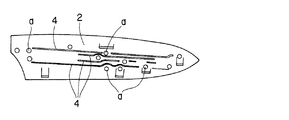
ところで、アームレスト1は、側突時等、図9中矢印F方向に乗員の身体が触れた際に、アームレスト1におけるアームレスト芯材2が座屈変形することで衝撃荷重を緩和する構成が採用されることが多く、図9,図10に示すように、アームレスト芯材2に長手方向に沿って延びる複数列の凹溝4が形成され、この凹溝4を基点として側突時にアームレスト1におけるアームレスト芯材2が座屈変形することで衝撃吸収機能が得られる。衝撃吸収機能を備えたアームレスト1の従来構成については、特許文献1に示されている。
このように、従来から衝撃吸収機能をアームレスト1に付与するために、複数列の凹溝4をアームレスト芯材2に形成しているが、このアームレスト芯材2を成形する際の金型には、アームレスト芯材2を脱型方向に突き上げるエジェクタピン5(図10では図示せず)が設定され、図10で符号aで示す複数の突き上げポイントをエジェクタピン5により突き上げている。そして、アームレスト1に付与する衝撃吸収性能を考慮して、凹溝4を新たに加える場合には、例えば、複数箇所に設定されているエジェクタピン5の突き上げポイントaを通過させる際は、干渉を避けるために、図11で示すように、凹溝4を途中で分断しなければならず、座屈変形の基点が分断されることになる。そのために衝撃吸収機能が低下するという問題点が指摘されている。
また、凹溝4を分断させないで貫通させる場合には、図12に示すように、エジェクタピン5の先端部分に凹溝4に嵌合するリブ5aを形成する必要があり、そうした場合、エジェクタピン5の加工コストが嵩み、また、凹溝4とエジェクタピン5のリブ5aとの間で嵌め合い精度が要求されるものの、エジェクタピン5の回転防止加工や組立て精度により両者間にギャップが生じ易いため、凹溝4が連続していないので、座屈変形による衝撃吸収機能が期待できないという問題点が指摘されている。
この発明は、このような事情に鑑みてなされたもので、アームレストにおけるアームレスト芯材に代表される衝撃吸収機能を有する樹脂成形品並びにその成形方法であって、エジェクタピン設定箇所においても自由に衝撃吸収用の凹溝を通すことができ、衝撃吸収機能を良好に維持できるとともに、成形金型の加工コストも低減でき、脱型操作を円滑に行なうことができる衝撃吸収機能を有する樹脂成形品並びにその成形方法を提供することを目的とする。
上記課題を解決するために、本発明は、キャビティ型とコア型とを型締めすることにより形成される製品キャビティ内に溶融樹脂を射出充填して所要形状に成形される樹脂成形品であって、外部から衝撃が加わった際、座屈変形の基点となる凹溝が複数列形成された衝撃吸収機能を有する樹脂成形品において、前記樹脂成形品は、成形後、コア型のエジェクタピンが、樹脂成形品の底面の複数箇所に設定された突き上げポイントを上方に突き上げるとともに、この突き上げポイントと凹溝とが干渉する部位には、このエジェクタピンの先端を収容する円形凹部が凹溝と連通形成されていることを特徴とする。
更に、本発明方法は、キャビティ型とコア型とを型締めすることにより形成される製品キャビティ内に溶融樹脂を射出充填して所要形状に樹脂成形品を成形するとともに、成形後、コア型に内装したエジェクタピンを突き上げることで衝撃吸収機能を有する樹脂成形品を成形する樹脂成形品の成形方法において、前記エジェクタピンの先端と樹脂成形品の凹溝とが干渉する部位では、エジェクタピンの先端を収容する円形凹部と凹溝とを連通させることで、凹溝を分断することなく任意位置に設定したエジェクタピンで樹脂成形品を突き上げるようにしたことを特徴とする。
ここで、衝撃吸収機能を有する樹脂成形品としては、ドアトリムに装着されるアームレストにおけるアームレスト芯材や、アームレストを一体化したドアトリムにおけるドアトリム芯材を適用対象としており、射出成形工法、モールドプレス成形工法等を使用して成形される成形品であり、側突時等、外部から衝撃が加わった際、座屈変形の基点として作用する凹溝が複数列形成されているとともに、成形後、エジェクタピンにより突き上げられる樹脂成形品全般に適用することができる。そして、成形金型は、キャビティ型とコア型とからなり、コア型内部に複数のエジェクタピンが内装されており、コア型の型面には、樹脂成形品に形成する凹溝に対応する凸条が条設されているとともに、凹溝とエジェクタピン設定箇所が干渉する部位には、エジェクタピンの先端部分を収容する円形凹部が凹溝と連通するように設定されている。
以上の構成から明らかなように、凹溝とエジェクタピン設定箇所が干渉しても、凹溝が分断されることがないため、凹溝の分断、すなわち座屈変形の基点の分断による衝撃吸収機能の低下を招く恐れがない。更に、凹溝と連通する円形凹部内にエジェクタピンの先端を収容して突き上げ操作を行なえば良いため、エジェクタピンに凹溝に嵌合するリブを形成する手間が省け、かつエジェクタピンの回転防止加工や組立て精度により発生するエジェクタピンと樹脂成形品との間の嵌め合い誤差が生じない。
以上説明した通り、本発明に係る衝撃吸収機能を有する樹脂成形品並びにその成形方法は、樹脂成形品に衝撃荷重が加わった際、座屈の基点となる凹溝が適宜箇所に条設されており、エジェクタピンの突き上げポイントと上記凹溝とが干渉する部位には、エジェクタピンの先端を収容する円形凹部が凹溝と連通するように成形され、この円形凹部内にエジェクタピンの先端が収容されて樹脂成形品を突き上げ操作するという構成であるため、凹溝が途中で分断されることがなく、すなわち、座屈変形の基点が分断されることがなく、必要な衝撃吸収機能を備えるとともに、円形凹部内にエジェクタピンが収容されて樹脂成形品の突き上げを行なうため、エジェクタピンの先端をリブ加工する必要がなく、リブと凹溝との嵌め合い精度も要求されないことから、型加工も簡素化できるとともに、成形金型の加工コストを低減でき、しかも脱型操作を円滑に行なうことができるという効果を有する。
以下、本発明に係る衝撃吸収機能を有する樹脂成形品並びにその成形方法の実施例について、添付図面を参照しながら詳細に説明する。尚、念のため付言すれば、本発明の要旨は特許請求の範囲に記載した通りであり、以下に説明する実施例の内容は、本発明の一例を単に示すものに過ぎない。
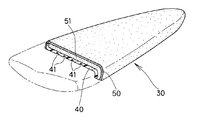
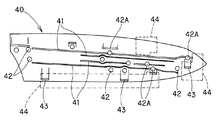
図1乃至図7は本発明の一実施例を示すもので、図1は本発明に係る衝撃吸収機能を有する樹脂成形体をアームレスト芯材に適用したドアトリムを示す斜視図、図2は本発明に係る樹脂成形品をアームレスト芯材に適用したアームレストの構成を示す説明図、図3はアームレスト芯材の平面図、図4は同アームレスト芯材の成形工程を示す説明図、図5は樹脂成形品とエジェクタピンとの関係を示す説明図、図6は樹脂成形品における凹溝と円形凹部の関係を示す説明図、図7は本発明に係る変形例における凹溝と円形凹部との関係を示す説明図である。
図1において、自動車用ドアトリム10は、ベースとなるドアトリム本体20の表面所定位置に乗員が肘を掛けて休めるアームレスト30が取り付けられている。更に詳しくは、ドアトリム本体20は、本実施例ではモールドプレス成形工法によりポリプロピレン系樹脂、あるいはフィラーを適宜混入したポリプロピレン系樹脂材料を所要形状に成形してなり、アームレスト30の上部側に布地シートからなる中接シート21を装着して、手触り感、及び外観性能を高めるとともに、アームレスト30の下方には、備品を収容できるドアポケット用開口22が開設され、その背面側には、図示しないポケットバックカバーが取り付けられている。また、ポケット用開口22のフロント側には、ドアトリム本体20と一体、あるいは別体にスピーカグリル23が設けられている。
このアームレスト30は、図2,図3に示すように、アームレスト芯材40の表面にアームレスト表皮50で被包して構成されており、この実施例では、アームレスト表皮50は、裏面にクッション性を付与するポリウレタンフォームからなるクッション層51がラミネートされている。このアームレスト芯材40は、樹脂成形品であり、特に、ドアトリム本体20の表面略中央に取り付けられるアームレスト30に適用することで、側突時等、乗員がドアトリム10の特にアームレスト30に身体が触れ易いことから、衝撃吸収機能がアームレスト芯材40に付与されている。更に詳しくは、アームレスト芯材40は、ポリプロピレン系樹脂、ポリエチレン系樹脂、ABS樹脂等、汎用の熱可塑性樹脂を射出成形することにより所要形状に成形されており、特に、側突時におけるアームレスト30の座屈変形による良好な衝撃吸収性を確保するために、凹溝41が車両の長手方向に沿って複数列条設されている。更に、本発明における樹脂成形品の構造を適用したアームレスト芯材40は、図3に示すように、その裏面に車両の長手方向に沿って延びる複数列の凹溝41が成形され、この凹溝41を基点として座屈変形が容易に行なえ、衝撃吸収機能に優れた特性を備えているとともに、裏面の全面に亘り所定の複数箇所にエジェクタピンの突き上げポイント42が設定され、特に、設計変更等で凹溝41が追加、あるいは形状変更され、凹溝41と突き上げポイント42とが干渉する箇所には、円形凹部42Aが形成されている。尚、アームレスト芯材40には、ドアトリム本体20に取り付けるための係止爪43が適宜位置に形成されており、係止爪43を成形するために、図3中点線で示すスライドコア44が金型に配置されている。
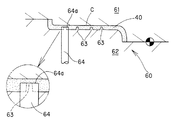
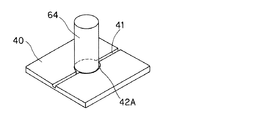
ところで、本願発明は、凹溝41と円形凹部42Aとを連通形成したことが特徴である。すなわち、図4,図5に示すように、アームレスト芯材40を成形するには、図4に示す成形金型60を型締めして行ない、キャビティ型61とコア型62とを型締めした状態を図4で示しているが、両金型61,62間で形成される製品キャビティC内に溶融樹脂を図示しないゲート等の樹脂通路を通じて射出充填し、所要形状にアームレスト芯材40を成形するが、その際、コア型62の型面に形成した凸条63に対応して、凹溝41を複数列形成するとともに、アームレスト芯材40を成形後、型開きと同時に上方に突き上げるためにエジェクタピン64が設定され、凹溝41と突き上げポイント42とが干渉する箇所におけるエジェクタピン64の先端64aは、図5に示すように、円形凹部42A内に収容されている。従って、図6に示すように、アームレスト芯材40に衝撃吸収機能を付与する凹溝41を設定する際、アームレスト芯材40を成形後、脱型操作する際のエジェクタピン64は、凹溝41と連通する円形凹部42A内に収容され、凹溝41が分断されることがないため、座屈変形の基点を分断することがなく、良好な衝撃吸収機能が得られるとともに、エジェクタピン64についても、先端をリブ加工する必要がなく、樹脂成形品とエジェクタピン64との嵌め合い精度も面倒ではないため、型構造費用も簡素化できるとともに、脱型操作も円滑に行なえる。更に、図7は、エジェクタピン64を収容する円形凹部42Aの設定位置を凹溝41の幅中心ラインより左右側のいずれか一方側に偏位した箇所に設けたもので、このような設計変更は任意に行なって良い。
本発明に係る衝撃吸収機能を有する樹脂成形品として、実施例では、アームレスト30のアームレスト芯材40に適用したが、衝撃吸収機能を有する樹脂成形品であれば、ドアトリム芯材やリヤサイドトリム芯材自体に適用することもでき、衝撃吸収機能を有する凹溝を形成した樹脂成形品であって、成形後、エジェクタピンにより突き上げられるタイプの樹脂成形品全般に適用することができる。
10 ドアトリム
20 ドアトリム本体
21 中接シート
22 ドアポケット用開口
23 スピーカグリル
30 アームレスト
40 アームレスト芯材
41 凹溝
42 突き上げポイント
42A 円形凹部
43 係止爪
44 スライドコア
50 アームレスト表皮
51 クッション層
60 成形金型
61 キャビティ型
62 コア型
63 凸条
64 エジェクタピン
64a 先端
20 ドアトリム本体
21 中接シート
22 ドアポケット用開口
23 スピーカグリル
30 アームレスト
40 アームレスト芯材
41 凹溝
42 突き上げポイント
42A 円形凹部
43 係止爪
44 スライドコア
50 アームレスト表皮
51 クッション層
60 成形金型
61 キャビティ型
62 コア型
63 凸条
64 エジェクタピン
64a 先端
Claims (2)
- キャビティ型(61)とコア型(62)とを型締めすることにより形成される製品キャビティ(C)内に溶融樹脂を射出充填して所要形状に成形される樹脂成形品(40)であって、外部から衝撃が加わった際、座屈変形の基点となる凹溝(41)が複数列形成された衝撃吸収機能を有する樹脂成形品(40)において、
前記樹脂成形品(40)は、成形後、コア型(62)のエジェクタピン(64)が、樹脂成形品(40)の底面の複数箇所に設定された突き上げポイント(42)を上方に突き上げるとともに、この突き上げポイント(42)と凹溝(41)とが干渉する部位には、このエジェクタピン(64)の先端(64a)を収容する円形凹部(42A)が凹溝(41)と連通形成されていることを特徴とする衝撃吸収機能を有する樹脂成形品。 - キャビティ型(61)とコア型(62)とを型締めすることにより形成される製品キャビティ(C)内に溶融樹脂を射出充填して所要形状に樹脂成形品(40)を成形するとともに、成形後、コア型(62)に内装したエジェクタピン(64)を突き上げることで衝撃吸収機能を有する樹脂成形品(40)を成形する樹脂成形品の成形方法において、
前記エジェクタピン(64)の先端(64a)と樹脂成形品(40)の凹溝(41)とが干渉する部位では、エジェクタピン(64)の先端(64a)を収容する円形凹部(42A)と凹溝(41)とを連通させることで、凹溝(41)を分断することなく任意位置に設定したエジェクタピン(64)で樹脂成形品(40)を突き上げるようにしたことを特徴とする衝撃吸収機能を有する樹脂成形品の成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006257501A JP2008074009A (ja) | 2006-09-22 | 2006-09-22 | 衝撃吸収機能を有する樹脂成形品並びにその成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006257501A JP2008074009A (ja) | 2006-09-22 | 2006-09-22 | 衝撃吸収機能を有する樹脂成形品並びにその成形方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2008074009A true JP2008074009A (ja) | 2008-04-03 |
Family
ID=39346564
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006257501A Withdrawn JP2008074009A (ja) | 2006-09-22 | 2006-09-22 | 衝撃吸収機能を有する樹脂成形品並びにその成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2008074009A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7775584B2 (en) * | 2008-04-14 | 2010-08-17 | Honda Motor Co., Ltd. | Impact absorbing armrest for a motor vehicle |
| JP2015527243A (ja) * | 2012-08-02 | 2015-09-17 | ジョンソン コントロールズ テクノロジー カンパニーJohnson Controls Technology Company | 車両ドアのアームレスト |
-
2006
- 2006-09-22 JP JP2006257501A patent/JP2008074009A/ja not_active Withdrawn
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7775584B2 (en) * | 2008-04-14 | 2010-08-17 | Honda Motor Co., Ltd. | Impact absorbing armrest for a motor vehicle |
| US8172311B2 (en) | 2008-04-14 | 2012-05-08 | Honda Motor Co., Ltd. | Impact absorbing armrest for a motor vehicle |
| JP2015527243A (ja) * | 2012-08-02 | 2015-09-17 | ジョンソン コントロールズ テクノロジー カンパニーJohnson Controls Technology Company | 車両ドアのアームレスト |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN106003533B (zh) | 用于生产树脂产品的装置和方法 | |
| US20140159357A1 (en) | Molding apparatus and method for manufacturing crash pad | |
| CN101219569B (zh) | 树脂成形品的制造方法、树脂成形品及仪表板 | |
| CN208498393U (zh) | 车辆的杂物箱容器 | |
| JP2010201726A (ja) | シートパッド成形型およびその成形型を用いたシートパッドの製造方法 | |
| KR101843886B1 (ko) | 자동차 내장재 성형장치 및 방법 | |
| WO2014054299A1 (ja) | シート用バックパッド及びその製造方法 | |
| US20050140056A1 (en) | Plastics moulding | |
| JP6843687B2 (ja) | 車両用クッションパッド及びその製造方法 | |
| JP5617745B2 (ja) | 車両用内装材の製造方法 | |
| JP7438415B2 (ja) | 車両用クッションパッド及びその製造方法 | |
| JP2008074009A (ja) | 衝撃吸収機能を有する樹脂成形品並びにその成形方法 | |
| JP4971914B2 (ja) | シート用バックパッドの製造方法 | |
| JP2007130966A (ja) | 発泡樹脂成形品の成形方法及び成形金型 | |
| JP3135847B2 (ja) | 発泡成形品の製造方法 | |
| JP7777499B2 (ja) | 車両用内装材 | |
| JP5013474B2 (ja) | 発泡樹脂成形品 | |
| JP4899739B2 (ja) | 発泡形成型及びシート用パッドの製造方法 | |
| JP5741933B2 (ja) | 樹脂成形品の製造方法 | |
| JP2013107328A (ja) | 多色成形品の製造方法、成形型、及び多色成形品 | |
| JP4697546B2 (ja) | 車両用内装材とその製造方法 | |
| JP6742668B2 (ja) | 車両用クッションパッド及びその製造方法 | |
| JP2005305917A (ja) | 発泡成形部品及びその製造方法 | |
| JP3058320B2 (ja) | 自動車用内装部品及びその製造方法 | |
| KR20210063978A (ko) | 시트백 사출금형 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20091201 |