JP2008155009A - 中空糸膜型血液浄化用モジュールおよびその製造方法 - Google Patents
中空糸膜型血液浄化用モジュールおよびその製造方法 Download PDFInfo
- Publication number
- JP2008155009A JP2008155009A JP2007305251A JP2007305251A JP2008155009A JP 2008155009 A JP2008155009 A JP 2008155009A JP 2007305251 A JP2007305251 A JP 2007305251A JP 2007305251 A JP2007305251 A JP 2007305251A JP 2008155009 A JP2008155009 A JP 2008155009A
- Authority
- JP
- Japan
- Prior art keywords
- hollow fiber
- fiber membrane
- crimp
- blood purification
- purification module
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/08—Hollow fibre membranes
- B01D69/084—Undulated fibres
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- External Artificial Organs (AREA)
- Separation Using Semi-Permeable Membranes (AREA)
- Artificial Filaments (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
Abstract
【課題】
本発明は、かかる従来技術の欠点を改良し、簡便な工程により、中空糸膜間のモジュール内における密着のなく、モジュールサイズが小さく、かつ、性能の高い中空糸膜型血液浄化用モジュールを提供することを課題とする。
【解決手段】
クリンプの振幅の変化係数が0.15以上かつ平均値が0.1〜5mmである複数の中空糸膜が内蔵されていることを特徴とする中空糸膜型血液浄化用モジュール。
【選択図】図1
本発明は、かかる従来技術の欠点を改良し、簡便な工程により、中空糸膜間のモジュール内における密着のなく、モジュールサイズが小さく、かつ、性能の高い中空糸膜型血液浄化用モジュールを提供することを課題とする。
【解決手段】
クリンプの振幅の変化係数が0.15以上かつ平均値が0.1〜5mmである複数の中空糸膜が内蔵されていることを特徴とする中空糸膜型血液浄化用モジュール。
【選択図】図1
Description
本発明は、中空糸膜型血液浄化用モジュールに関するものである。更に詳しくは、人工腎臓などに好適に用いることができ、モジュール性能に優れた中空糸膜型血液浄化用モジュールに関するものである。
人工腎臓などの血液浄化用モジュールは、膜を介して血中から老廃物や有害物を拡散や濾過などにより除去している。膜の形状としては、平膜や中空糸膜があるが、近年では処理効率の良さから中空糸膜が主流になっている。
血液浄化において、中空糸膜の内側に血液を、外側に無機電解質等を含んだ透析液を流して、血液の除去対象物質を透析液側に拡散あるいは濾過により除去している。
この除去性能に影響を与える因子として、膜のポアサイズなどに依存する中空糸膜性能以外にも、モジュールの形状や透析液の流れも重要である。
モジュール容器内への中空糸膜の集束本数を増大させると、中空糸膜同士が密着することで、膜近傍の濃度境界膜が発生し、総合的な物質移動速度低下を発生し、モジュールの性能が低下してしまう。
モジュールの性能の低下は、すなわち、血中からの老廃物除去量の低下であり、人体に対して直接的な影響を及ぼす。
透析液の流れを改善する方法として、中空糸膜間の密着を抑制するために、中空糸膜間にカバリングヤーンを配置する方法が知られている(特許文献1〜4)。中空糸膜が密着しないように、カバリングヤーンを配置した場合には時長期間経っても、再度、中空糸膜が密着することはない。しかしながら、カバリングヤーンを配置するには、工程が複雑であるうえに、カバリングヤーンのために、中空糸膜の充填密度が低下する。すなわち、モジュール内の中空糸膜の充填本数が低下するためにモジュールサイズが大きくなる問題点を有していた。
一方で、中空糸膜の充填密度を低下させずに、中空糸膜間の密着を抑制する方法として、中空糸膜にクリンプと呼ばれる小さな波型の形状を付与する方法が提案されている。
クリンプの具体的な形状に関しては、クリンプが付与された中空糸膜を内蔵したモジュールとして、中空糸の径、クリンプの波長および振幅を規定したもの(特許文献5、6)や、クリンプの波長および捲縮率を規定したもの(特許文献7)や、一部にクリンプ中空糸を用いたもの(特許文献8)などが提案されている。
また、中空糸の潰れや扁平を抑制しつつ、クリンプを付与する方法に関しては、中空糸膜の糸径や材質などによって最適な方法が異なるため、様々な方法が提案されている。例えば、ギヤ方式とよばれ、噛み合い歯を持ち、連続的に回転する2つのギア間に糸を押込み、同時にまたは引続き熱処理して捲縮を固定する方法(特許文献9)、常温にて適度な延伸を与えることにより、扁平、異形糸の少ないクリンプ糸を得る方法(特許文献10)、ボビンその他に巻き取った後に、50℃以上の温度で熱処理を施してクリンプを固定化する方法(特許文献11,12)、連続糸条を一定間隔をおいて走行する多数の糸ガイドの間を蛇行させながら搬送し、熱処理して熱固定する方法(特許文献13、14参照)などが開示されている。
しかしながら、以上の方法は、クリンプに一定波長、一定振幅の繰り返しを与えるものである。この場合には、クリンプの振幅が大きいほど、糸間の密着抑制に有利なため、モジュール性能向上の観点からは好ましい。しかしながら、振幅を大きくすると、紡糸工程において糸切れや糸潰れなどが発生するという問題点や、振幅の大きな中空糸膜は、糸束径が大きくなるために、モジュールサイズが大きくなってしまうという問題点があるために、クリンプの波長や振幅、その比について細かく規定する必要があった。しかも、かかる方法によっても効果は十分なものではない。
そこで、改善の方法として、中空糸膜のクリンプ振幅幅が最大振幅点から最小振幅点に向かって縮小し、最小振幅点を経て再び増大して最大振幅点に至る変化の繰り返しを有する形態(特許文献15)が提案されている。しかしながら、このような形状を付与する工程は複雑であるために、制御が困難であった。
さらには、如何にクリンプ形状を最適化もしくは複雑化しても、隣接する中空糸膜間でクリンプ周期の位相が一致した場合には、中空糸膜間の密着を抑制できないという本質的な問題があった。
そのため、10cm当りの捲縮数が20〜40個の中空繊維と10cm当りの捲縮数が20個未満の中空繊維が混在させる方法(特許文献16)が開示されている。しかしながら、特許文献16には振幅を一定範囲とすることが重要と記載されている。すなわち、単位長さあたりの捲縮数が異なる中空糸膜が混在していても、糸束径に大きく影響を及ぼす因子は、結局のところクリンプの振幅の大きさである。したがって、この方法だと、糸束径を小さく、すなわちモジュールサイズをコンパクト化しようとすると、振幅のない中空糸膜を多く混在させることになり、結局、中空糸膜間の密着を抑制できなくなり、モジュールサイズと性能を両立させることは困難であった。
特公昭59―18084号公報
特開昭60―244304号公報
特開平02―140172号公報
特開平04―2270号公報
特開昭57−194007号公報
特公平5−12013号公報
特開昭62−266106号公報
特開昭64−22308号公報
特開平09−021024号公報
特開2002−66274号公報
特公平4−42022号公報
特開平8−10322号公報
特開平6−212520号公報
特公平7−78293号公報
特開2005−246192号公報
特開2003−79721号公報
本発明は、かかる従来技術の欠点を改良し、簡便な工程により、中空糸膜間のモジュール内における密着のなく、モジュールサイズが小さく、かつ、性能の高い中空糸膜型血液浄化用モジュールを提供するものである。
本発明者らは上記課題を達成するため、鋭意検討を重ねた結果、中空糸膜1本だけに着目し、最適化したクリンプ形状を全体に適用しなくとも、モジュール全体として最適化を行い、性能が発揮されればよいと考え、クリンプの振幅が異なる中空糸膜を混在させることで、糸束径を小さく維持させつつモジュール性能を向上できることを見いだし、本発明を完結した。すなわち、本発明は、下記の1〜9の構成によって達成される。
1.クリンプの振幅の変化係数が0.15以上かつ平均値が0.1〜5mmである複数の中空糸膜が内蔵されていることを特徴とする中空糸膜型血液浄化用モジュール。
2.前記クリンプの波長の平均値が1〜50mmであることを特徴とする前記1に記載の中空糸膜型血液浄化用モジュール。
3.前記クリンプのクリンプ係数が0.05以上であることを特徴とする前記1または2に記載の中空糸膜型血液浄化用モジュール。
4.前記中空糸膜がポリスルホン系ポリマーを含むことを特徴とする前記1〜3のいずれかに記載の中空糸膜型血液浄化用モジュール。
5.前記中空糸膜が水溶性高分子を含むことを特徴とする前記1〜4のいずれかに記載の中空糸膜型血液浄化用モジュール。
6.前記水溶性高分子がポリビニルピロリドン、ポリエチレングリコール、ポリビニルアルコールの何れかであることを特徴とする前記5に記載の中空糸膜型血液浄化用モジュール。
7.前記中空糸膜の外径が50〜500μmであることを特徴とする前記1〜6のいずれかに記載の中空糸膜型血液浄化用モジュール。
8.前記中空糸膜の有効長が10cm以上40cm未満、中空糸膜厚が5μm以上45μm未満、糸束充填率が50%以上70%未満であることを特徴とする前記1〜7のいずれかに記載の中空糸膜型血液浄化用モジュール。
9.クリンプの振幅の変化係数が0.15以上かつ平均値が0.1〜5mmである複数の中空糸膜束を、乾燥状態で内蔵することを特徴とする中空糸膜型血液浄化用モジュールの製造方法。
10.前記中空糸膜束がクリンプの付与条件が異なる2つ以上の装置から合糸された中空糸膜束であることを特徴とする前記9に記載の中空糸膜型血液浄化用モジュールの製造方法。
1.クリンプの振幅の変化係数が0.15以上かつ平均値が0.1〜5mmである複数の中空糸膜が内蔵されていることを特徴とする中空糸膜型血液浄化用モジュール。
2.前記クリンプの波長の平均値が1〜50mmであることを特徴とする前記1に記載の中空糸膜型血液浄化用モジュール。
3.前記クリンプのクリンプ係数が0.05以上であることを特徴とする前記1または2に記載の中空糸膜型血液浄化用モジュール。
4.前記中空糸膜がポリスルホン系ポリマーを含むことを特徴とする前記1〜3のいずれかに記載の中空糸膜型血液浄化用モジュール。
5.前記中空糸膜が水溶性高分子を含むことを特徴とする前記1〜4のいずれかに記載の中空糸膜型血液浄化用モジュール。
6.前記水溶性高分子がポリビニルピロリドン、ポリエチレングリコール、ポリビニルアルコールの何れかであることを特徴とする前記5に記載の中空糸膜型血液浄化用モジュール。
7.前記中空糸膜の外径が50〜500μmであることを特徴とする前記1〜6のいずれかに記載の中空糸膜型血液浄化用モジュール。
8.前記中空糸膜の有効長が10cm以上40cm未満、中空糸膜厚が5μm以上45μm未満、糸束充填率が50%以上70%未満であることを特徴とする前記1〜7のいずれかに記載の中空糸膜型血液浄化用モジュール。
9.クリンプの振幅の変化係数が0.15以上かつ平均値が0.1〜5mmである複数の中空糸膜束を、乾燥状態で内蔵することを特徴とする中空糸膜型血液浄化用モジュールの製造方法。
10.前記中空糸膜束がクリンプの付与条件が異なる2つ以上の装置から合糸された中空糸膜束であることを特徴とする前記9に記載の中空糸膜型血液浄化用モジュールの製造方法。
本発明によって、複雑な工程を経ることなく、中空糸膜間のモジュール内における密着を防止することが可能となるため、性能の高い中空糸膜型血液浄化用モジュールを提供することができる。
中空糸膜型血液浄化用モジュールは、数千本以上の中空糸膜が内蔵されたものである。本発明においては、かかる複数の中空糸膜について、付与されるクリンプの振幅をあえて一様とせず、クリンプの振幅が所定のばらつきを有するように製造することによって、モジュール内において中空糸膜同士が密着することがなく、その結果、糸束径を小さく維持させつつ、性能の高い中空糸膜型血液浄化用モジュールを得られることを見出した。ここで、所定のばらつきとは、モジュール内の任意の場所からサンプリングした50本について、振幅の変化係数が0.15以上、好ましくは0.25以上、さらに好ましくは、0.35以上であることをいう。なお、ここでいう変化係数とは、標準偏差を平均値で割った値である。
所定のばらつきがあることにより、隣接する中空糸膜間でクリンプ周期の位相が一致する確率が少なくなるために、中空糸膜間の密着抑制効果が生じる。
また、所定のばらつきがあっても、クリンプの形状がストレート(振幅、ピッチが0mm)に近ければ、中空糸膜同士の密着を抑制する効果が少ない。このために、モジュール内の中空糸のクリンプの振幅の平均値は0.1mm以上、好ましくは0.5mm以上、さらには、1mm以上が好ましい。さらに、当然のことであるが、所定のクリンプのばらつきがあっても、振幅の平均値が大きくなると、糸束径が大きくなる。そのため、振幅の平均値は5mm以下、好ましくは4mm以下、さらには3.5mm以下が好ましい。
クリンプの波長は1mm未満になると中空糸膜の糸潰れが多くなるために、波長の平均値は1mm以上が好ましい。糸潰れが多くなるのは、中空糸膜の曲率が高くなるためと考えられる。さらに、クリンプの波長は50mmよりも長くなると、中空糸膜同士の密着を抑制する効果が少なくなるために、波長の平均値は50mm以下が好ましい。
さらに、所定のばらつきと、振幅があっても、中空糸膜間の密着抑制効果の低いクリンプ形状の中空糸膜のみがモジュールに内蔵されていたならば、密着抑制効果を得ることができない。したがって、クリンプ形状を規定するクリンプ係数は、0.05以上、好ましくは0.07以上、さらには0.1以上が好適である。ここで言うところのクリンプ係数とは、振幅を波長で割った値である。
上記モジュール内の中空糸の波長、振幅の平均値は、モジュール内から任意に選んだ中空糸50本の平均値を用いる。また、上記変化係数については、同じくモジュール内から任意に選んだ中空糸50本について、振幅の標準偏差および平均値を求めて算出する。さらに、上記クリンプ係数については、モジュール内から任意に選んだ中空糸50本について、1本ごとに振幅と波長を求め、得られたクリンプ係数の平均値を採る。
また、1本ごとの中空糸について、クリンプの振幅および波長は次のようにして決める。すなわち、クリンプの波長は図4に示す山の頂点から次の山の頂点までの長さを表し、振幅は山の頂点の凸側から谷の底部の凹側までの長さを表す。振幅および波長の測定方法においては、モジュールから糸を取り出す際に、クリンプ形状を変化させないために、モジュールケースを超音波カッターなどで切断するなどして、中空糸膜に出来る限り張力を加えないようにしなければならない。その中から、50本の中空糸をランダムに選び出して、各糸の任意の箇所における振幅と波長を測定する。
なお、波長は、任意の位置における1ヶ所の山について、その頂点から次の山の頂点までとする。
また、振幅は、任意の位置における隣り合う2ヶ所の谷を直線で結び、2ヶ所の谷の間の山の頂点と山から引いた垂線のその直線との距離を測定する。かかる振幅の測定を隣り合う2ヶ所の山について行い、平均した値を1回の測定値とする。さらに、上記について、1本あたり任意の位置を選定して2回の測定を行い、その平均値を1本の測定値(すなわち、1本辺り4つの山−谷の距離を測定することとなる。)とする。
なお、測定の際には、クリンプ形状を変化させないために、中空糸膜に出来る限り張力を加えないようにしなければならない。
上記振幅と波長の条件を満たすものの内、中空糸膜の振幅が大きいものと小さいものを混在させることにより、糸束径の小径化を行いつつ振幅の変化係数を本発明の範囲となるようにすることが可能である。
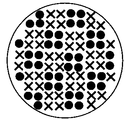
なお、モジュール性能は、中空糸膜の振幅または波長のばらつきのみでなく、クリンプ形状の異なる中空糸膜の糸束内での分布状態によっても影響を受けるが、本発明においては、かかる分布状態を特に限定するものではない。ここで、図1には、隣接する中空糸膜のクリンプ形状が異なるように分布されたモジュール端面を示し、図2、3には同種のクリンプ形状の中空糸密度が高くなっている箇所が所々存在するように分布されたモジュール端面を示す。
図1の如く、隣接する中空糸膜のクリンプ形状が異なる場合には、隣接する中空糸膜同士のクリンプ周期の位相が一致しないため、モジュール性能の向上には理想的である。しかしながら、このような配置は生産上困難である。一方、図2、3の如く、ある程度同種のクリンプが集まっているような配置であっても本発明の効果を得ることは可能である。
特に、糸束中心部に振幅の大きな中空糸膜を密集させることでモジュール性能を向上させることが可能である。これは、透析液はモジュールの流れ易い部分を流れるために、周囲の中空糸に囲まれている糸束中心部には流れにくいが、糸束中心部に振幅の大きな中空糸膜が多くあると、中空糸膜間の間隙が大きくなることで、透析液が糸束中心部に流れ易くなるためと考えられる。
クリンプの振幅もしくは波長の何れかまたは両方が所定のばらつきを有するために、クリンプ形状の異なる中空糸膜が混在するタイプとしては、以下、2つのタイプが挙げられる。まず、1つめは、クリンプの波型パターンは同一であるが、クリンプの振幅もしくは波長またはこれらの両方が異なる2種以上の中空糸膜が混在しているタイプである。この例としては、正弦波のように一定振幅、一定波長を繰り返す波型パターンにおいて、クリンプの振幅もしくは波長またはこれらの両方が異なる中空糸膜の混在などが挙げられる。なお、ストレートの中空糸膜(振幅、ピッチが0mm)と、クリンプが付与された中空糸膜が混在した場合は、変化係数としては大きくなるが、中空糸膜同士の密着を抑制する効果が少なくなる。したがって、ストレート糸が混在していないことが好ましい。すなわち、振幅の変化係数の変化計数としては、1.5以下、好ましくは1.0以下、さらには0.6以下が好ましい。
2つめは、クリンプの波型パターンが異なる中空糸膜が混在しているタイプである。この例としては、螺旋状の3次元波型パターンと、正弦波のような2次元パターンの混在や、一定周期で振幅、波長が減衰するような波型パターンと正弦波のように一定振幅、一定波長を繰り返す2次元パターンの混在などが挙げられる。
しかしながら、製造のしやすさなどの観点から、前者のタイプが好適に用いられる。
なお、波型パターンが一定周期で変化する場合は、振幅、波長の測定は、上述したように任意の場所を選ばない。このような場合、1周期内の振幅、波長を全て測定し、平均を取った値を、中空糸膜1本の測定値とする。
なお、中空糸の外径は50〜500μmが好適である。中空糸の外径が大きくなると、血液と膜の接触面積が小さくなるため、膜の除去性能が低下する傾向がある。また、クリンプがかかったときに、膜束が大きくなるという問題点も生じる。また、中空糸の外径が小さくなると、血液がつまりやすくなる。従って、中空糸の外径は50〜500μmが好適である。ここで、中空糸の外径とは、中空糸膜の最外周の直径をいう。
また中空糸膜の有効長が短いと、クリンプの波数が少なくなるために、クリンプ本来の性能が発揮できない場合がある。さらには、長すぎると血液側の圧力損失が大きくなり、好ましくない。なお、ここで言う有効長とは中空糸膜のうち、濾過や透析が起こり実際に半透膜として機能している部分の長さを示すものであり、中空糸の両端部の樹脂で封止している部分は有効長には含まれない。すなわち有効長は封止樹脂間の長さであり、糸によって長さが異なる場合は平均値を用いる。以上のことから、中空糸膜の有効長は10cm以上40cm未満、好ましくは12.5cm以上35cm未満である。
さらに、中空糸膜厚が薄い場合、クリンプ形状が経時的に変化しやすい。すなわち波型からストレートの形状になりやすい。また、膜厚が厚い場合は、そのような形状変化は少ないが、膜の物質透過性が低下する。なお、場所によって厚みが異なる場合は平均値を用いる。以上のことから、中空糸膜厚は、5μm以上45μm未満、好ましくは10μm以上42μm以下である。
糸束充填率が低いと、クリンプの効果が低くなるために、本発明の特性が発揮できない場合がある。さらには、充填率があまり高いと中空糸が局所的に変形し、血液が流れにくい部分が発生するので好ましくない。なお、ここで言う、糸束充填率は血液浄化用モジュール筒状部の平均内径(D)から算出される断面積に対する中空糸外径から算出される中空糸部分の断面積の総和の比である。平均内径(D)とは血液浄化用モジュール筒状部の内径を示しており、場所によって径が異なる場合は血液浄化用モジュールの長さ方向に対する中心の場所の値を用いる。また、円形でない場合は断面積から直径に換算した値を用いる。以上のことから、糸束充填率は50%以上70%未満、好ましくは55%以上65%未満である。
クリンプ形状の異なる中空糸膜を1つの糸束にするには、種々の方法がある。例えば、複数の口金から吐出された糸を2手にわけて、それぞれについて異なる条件に設定したクリンプ付与装置に通過させた後に、再び、1つに集束させて糸束化すればよい。または、予め定めた一定カウント分の糸を巻き取るごとに、クリンプ条件を変えていけばよい。
本発明の中空糸膜の膜素材としては、特に限定しないが、医療用に用いられている素材が好ましく、例えば、ポリ塩化ビニル、セルロース系ポリマー、ポリスチレン、ポリメチルメタクリレート、ポリカーボネート、ポリウレタン、ポリアクリロニトリル、ポリスルホン系ポリマーなどが挙げられる。この中でも特にポリスルホン系ポリマーは成形が容易で、膜にしたときの物質透過性能に優れているため、これを含むものが好適に用いられる。
ポリスルホン系ポリマーとしては、ポリスルホン、ポリエーテルスルホン、ポリフェニルスルホンなどが挙げられる。なかでも、次式(1)、(2)の化学式で示されるポリスルホンが好適に使用される。式中のnは、例えば50〜80の如き整数である。

ポリスルホンの具体例としては、ユーデルポリスルホン(登録商標)P−1700、P−3500(ソルベイアドバンスドポリマーズ社製)、レーデル(登録商標)A、R(ソルベイアドバンスドポリマーズ社製)、ウルトラゾーンS(登録商標)(BASF社製)、ウルトラゾーンE(登録商標)(BASF社製)、PEEK(登録商標)(ビクトレックス社製)等のポリスルホンが挙げられる。又、本発明で用いられるポリスルホンは上記式(1)及び/又は(2)で表される繰り返し単位のみからなるポリマーが好適ではあるが、本発明の効果を妨げない範囲で他のモノマーと共重合や芳香環に官能基が導入されているような誘導体であってもよい。特に限定するものではないが、他の共重合モノマーの組成量は10モル%以下、誘導体ユニットの繰り返し単位での割合は10モル%以下であることが好ましい。
また、ポリスルホン系ポリマーは疎水性の高分子であるため、血液と接触するような場合は、その接触面を親水化することが好ましい。親水化の方法としては、水溶性高分子を中空糸膜の製膜原液に添加したり、血液との接触面をコーティングしたりすることにより達成できる。
本発明でいうところの水溶性高分子とは、水に溶解する高分子のことをいう。水溶性高分子の重量平均分子量は2000以上が好適に用いられる。
水溶性高分子の具体例としては、ポリビニルピロリドン、ポリエチレングリコールまたはポリビニルアルコールなどが挙げられる。
本発明の中空糸膜型血液浄化用モジュールとは、上記中空糸膜を充填してなるモジュールであり、血液を体外に循環させ、中空糸膜の細孔を通して、血中の老廃物や有害物質を取り除く機能を有したモジュールのことをいう。
本発明にかかる中空糸膜型血液浄化用モジュールの大まかな工程としては、血液浄化用の中空糸膜の製造工程と、その中空糸膜をモジュールに組み込むという工程にわけることができる。
人工腎臓に内蔵される中空糸膜の製造方法としては、一方法としてつぎのような方法がある。すなわち、ポリスルホンとポリビニルピロリドン(重量比率20:1〜1:5が好ましく、5:1〜1:1がより好ましい)をポリスルホンの良溶媒(N,N−ジメチルアセトアミド、ジメチルスルホキシド、ジメチルホルムアミド、N−メチルピロリドンまたはジオキサンなどが好ましい)および貧溶媒の混合溶液に溶解させた原液(濃度は、10重量%以上が好ましく、15重量%以上がより好ましい。一方で、30重量%以下が好ましく、25重量%以下がより好ましい。)を二重環状口金から吐出する際に内側に注入液を流し、乾式部を走行させた後凝固浴へ導く。この際、乾式部の湿度が影響を与えるために、乾式部走行中に膜外表面からの水分補給によって、外表面近傍での相分離挙動を速め、孔径拡大し、結果として透析の際の透過・拡散抵抗を減らすことも可能である。ただし、相対湿度が高すぎると外表面での原液凝固が支配的になり、かえって孔径が小さくなり、結果として透析の際の透過・拡散抵抗を増大する傾向がある。そのため、相対湿度としては60〜90%が好適である。また、注入液組成としてはプロセス適性から原液に用いた溶媒を基本とする組成からなるものを用いることが好ましい。注入液濃度としては、例えばジメチルアセトアミドを用いたときは、45重量%以上、さらに好適には60重量%以上、かつ80重量%以下、さらに好適には75重量%以下の水溶液が好適に用いられる。
紡糸された中空糸膜は、凝固浴を通過させた後、水洗浴を通過させることで残留溶媒を洗浄する。この後、中空糸膜にクリンプを付与する。紡糸された中空糸膜に連続的にクリンプ付与する方法としては、(1)噛み合い歯を持ち、連続的に回転する2つのギア間に中空糸膜を通過させる方法、(2)タイミングプーリーとタイミングベルトの間を通過させる方法、(3)凹凸状のベルト間を通過させる方法、などが挙げられる。いずれにおいても、クリンプを付与する工程を経る際には、中空糸膜に張力をかけておくことが好ましい。
これは、張力を付与した方が、糸乱れが起こりにくいことと、クリンプが良好に付与されるためである。ただし、張力が強すぎると、糸切れなどが生じるたりすることがあるので、注意が必要である。かかる張力としては、中空糸1本あたり、好ましくは3gf以上、より好ましくは4gf以上、さらに好ましくは5gf以上であり、かつ好ましくは10gf以下、より好ましくは9gf以下、さらに好ましくは8gf以下である。
中空糸膜をモジュールに内蔵する方法としては、特に限定されないが、一例を示すと次の通りである。まず、乾燥状態の中空糸膜を必要な長さに切断し、必要本数を束ねた後、筒状ケースに入れる。ここでいう乾燥状態とは、中空糸膜の水分率が20%以下の状態をいう。水分率は、次の計算式で与えられる。ここで、水分率を求めるために、中空糸膜を乾燥ささる必要がある。中空糸膜を100℃で乾燥させて、乾燥中の1時間での重量変化率が2%以内になった時点を乾燥の終了とする。
水分率=(中空糸膜の水重量/中空糸膜の乾燥終了時の重量)×100 [%]
中空糸膜束をケースに挿入後、両端に仮のキャップをし、中空糸膜両端部にポッティング剤を入れる。このとき遠心機でモジュールを回転させながらポッティング剤を入れる方法は、ポッティング剤が均一に充填されるために好ましい方法である。ポッティング剤が固化した後、中空糸膜の両端が開口するように両端部を切断し、中空糸膜モジュールを得る。
中空糸膜束をケースに挿入後、両端に仮のキャップをし、中空糸膜両端部にポッティング剤を入れる。このとき遠心機でモジュールを回転させながらポッティング剤を入れる方法は、ポッティング剤が均一に充填されるために好ましい方法である。ポッティング剤が固化した後、中空糸膜の両端が開口するように両端部を切断し、中空糸膜モジュールを得る。
モジュールの性能としては、尿素やクレアチニンなどの尿毒症物質の除去能によって評価することができ、尿素クリアランス等を指標とすることができる。その評価基準としては、例えば、昭和57年9月発行日本人工臓器学会編ダイアライザー性能評価基準に基づいて行うことができる。
以下に、実施例をもって本発明をさらに具体的に説明するが、本発明はこれに限定されるものではない。
用いた測定方法を以下に記載する。
1.クリンプの振幅、波長の測定方法
クリンプが付与された中空糸膜の任意の部分18cmを黒い紙の上に、もっとも振幅が大きくなるように配置し、張力を付加しないように注意しながら、両端部(両端から0.5cm以内)をセロテープ(登録商標)で固定し、コピーした。その後、さらに4倍に拡大コピーした。コピーする際には、中空糸膜を潰したり傷つけたりしないように注意した。
1.クリンプの振幅、波長の測定方法
クリンプが付与された中空糸膜の任意の部分18cmを黒い紙の上に、もっとも振幅が大きくなるように配置し、張力を付加しないように注意しながら、両端部(両端から0.5cm以内)をセロテープ(登録商標)で固定し、コピーした。その後、さらに4倍に拡大コピーした。コピーする際には、中空糸膜を潰したり傷つけたりしないように注意した。
図4のように、任意の位置における1ヶ所の山について、その頂点から次の山の頂点までを線で結び、その長さを測定し、波長とした。
振幅は、任意の位置における隣り合う2ヶ所の谷を直線で結び、2ヶ所の谷の間の山の頂点と、山から引いた垂線のその直線との距離を測定した。かかる振幅の測定を隣り合う2ヶ所の山について行い、平均した値を1回の測定値とした。さらに、この測定を、中空糸1本あたり異なる任意の位置を選定して2回行い、その平均値を1本の測定値とした(すなわち、1本辺り4つの山−谷の距離を測定した)。
この測定を、中空糸膜の任意の部分18cmについてモジュール1本あたり50本の中空糸膜を採って行った。平均値はミリメートルで表し、平均を小数点第2位を四捨五入したものをそれぞれ波長、振幅とした。
2.クリンプの振幅の変化係数
1.にて測定した50本の中空糸膜の振幅について、標準偏差および平均値を求め、標準偏差を平均値で除することで求めた。
3.クリンプ係数
1.にて測定した小数点を四捨五入する前の50本の中空糸膜の振幅および波長について、1本ずつ振幅を波長で除した値を求め、50本の平均値を採ることで求めた。平均値は、小数点第2位を四捨五入したものを用いた。
4.モジュール性能評価
尿素クリアランスを指標とした。実験は、昭和57年9月発行日本人工臓器学会編ダイアライザー性能評価基準に基づいて行った。この中で測定方法が2種類あるが、本実験はTMP0mmHgを基準とした。クリアランスは以下の式を用いて計算した。膜面積が異なるものについては、クリアランスから総括物質移動係数を計算し、そこから面積換算を行うことができる。
クリアランスCL(ml/min)={(CBi−CBo)/CBi}×QB
ここでCBi:尿素のモジュール入口側濃度、CBo:尿素のモジュール出口側濃度、QB:モジュール供給液量(ml/min)
(実施例1)
ポリスルホン(ソルベイ社製”ユーデル”P−3500)16重量部、ポリビニルピロリドン(ISP社製K30)4重量部、ポリビニルピロリドン(ISP社製K90)2重量部をジメチルアセトアミド77重量部、水1重量部に加え、90℃で14時間加熱溶解した。この製膜原液を外側の内径0.33mm、内側の内径0.22mmのオリフィス型二重円筒型口金より吐出し芯液としてジメチルアセトアミド65重量%、水35重量%からなる溶液を吐出させ、乾式長350mmを通過した後、ジメチルアセトアミド15重量%、水85重量%からなる溶液を充填した凝固浴、水を充填した水洗浴、乾燥処理装置を通過させた。次いで、糸束を二手にわけ、別々のクリンプ条件に設定されたクリンプ付与装置に通過させた。クリンプ付与装置としては、図5に示したようなものである。すなわち、図5において、1はクリンパロールの円柱体、2は中空糸膜を表す。具体的には、図5において、直径8mmの円柱体が環状に12本取り付けられたクリンパロールを一対用いたものである。2台の装置条件としては、糸条の左右蛇行の巾が13.4mmでクリンプロールの温度を120℃に設定したものと、左右蛇行の巾5.4mm、クリンプロール温度40℃になるように設定したものである。これらのクリンプ装置を通過した中空糸膜を再び一つに集め、巻き取り機で9700本を巻取った。中空糸膜外径は278μm、膜厚は40μmであった。
2.クリンプの振幅の変化係数
1.にて測定した50本の中空糸膜の振幅について、標準偏差および平均値を求め、標準偏差を平均値で除することで求めた。
3.クリンプ係数
1.にて測定した小数点を四捨五入する前の50本の中空糸膜の振幅および波長について、1本ずつ振幅を波長で除した値を求め、50本の平均値を採ることで求めた。平均値は、小数点第2位を四捨五入したものを用いた。
4.モジュール性能評価
尿素クリアランスを指標とした。実験は、昭和57年9月発行日本人工臓器学会編ダイアライザー性能評価基準に基づいて行った。この中で測定方法が2種類あるが、本実験はTMP0mmHgを基準とした。クリアランスは以下の式を用いて計算した。膜面積が異なるものについては、クリアランスから総括物質移動係数を計算し、そこから面積換算を行うことができる。
クリアランスCL(ml/min)={(CBi−CBo)/CBi}×QB
ここでCBi:尿素のモジュール入口側濃度、CBo:尿素のモジュール出口側濃度、QB:モジュール供給液量(ml/min)
(実施例1)
ポリスルホン(ソルベイ社製”ユーデル”P−3500)16重量部、ポリビニルピロリドン(ISP社製K30)4重量部、ポリビニルピロリドン(ISP社製K90)2重量部をジメチルアセトアミド77重量部、水1重量部に加え、90℃で14時間加熱溶解した。この製膜原液を外側の内径0.33mm、内側の内径0.22mmのオリフィス型二重円筒型口金より吐出し芯液としてジメチルアセトアミド65重量%、水35重量%からなる溶液を吐出させ、乾式長350mmを通過した後、ジメチルアセトアミド15重量%、水85重量%からなる溶液を充填した凝固浴、水を充填した水洗浴、乾燥処理装置を通過させた。次いで、糸束を二手にわけ、別々のクリンプ条件に設定されたクリンプ付与装置に通過させた。クリンプ付与装置としては、図5に示したようなものである。すなわち、図5において、1はクリンパロールの円柱体、2は中空糸膜を表す。具体的には、図5において、直径8mmの円柱体が環状に12本取り付けられたクリンパロールを一対用いたものである。2台の装置条件としては、糸条の左右蛇行の巾が13.4mmでクリンプロールの温度を120℃に設定したものと、左右蛇行の巾5.4mm、クリンプロール温度40℃になるように設定したものである。これらのクリンプ装置を通過した中空糸膜を再び一つに集め、巻き取り機で9700本を巻取った。中空糸膜外径は278μm、膜厚は40μmであった。
得られた中空糸膜糸束を所定の長さにカットした後、長さ275mm、内径35.6mmのモジュールケースに入れ、ポリウレタン樹脂で中空糸膜糸束の両端を固定し、該ポリウレタン樹脂端部のケース端部からはみ出した部分を切断し、内表面積(ケース内の樹脂で覆われた部分を除いた膜の総表面積)1.6m2の中空糸膜モジュールを2本作成した。
中空糸膜の有効長は25.8cm、糸束充填率は59%であった。該モジュールについて照射線量25kGyのγ線滅菌処理を行った。
中空糸膜の有効長は25.8cm、糸束充填率は59%であった。該モジュールについて照射線量25kGyのγ線滅菌処理を行った。
中空糸膜モジュールから取り出した中空糸膜のクリンプ形状を測定したところ、振幅が3.1mm、振幅の変化係数は0.51、波長が34mm、波長の変化係数は0.03であった。
モジュール性能として尿素クリアランスを測定したところ、190ml/minであった。
(比較例1)
実施例1において、クリンプを付与しない以外は同様にして中空糸膜モジュールを作成した。該モジュールについて照射線量25kGyのγ線滅菌処理を行った。
(比較例1)
実施例1において、クリンプを付与しない以外は同様にして中空糸膜モジュールを作成した。該モジュールについて照射線量25kGyのγ線滅菌処理を行った。
モジュール性能として尿素クリアランスを測定したところ、175ml/minであった。
(比較例2)
実施例1において、クリンプ付与条件を1つのみに変更した以外は同様にして中空糸膜モジュールを作成した。クリンプ付与条件としては、紡糸された糸条を二手に分けず、クリンプ付与装置における糸条の左右蛇行の巾を9.4mm、クリンプロール温度を80℃とした。該モジュールについて照射線量25kGyのγ線滅菌処理を行った。
(比較例2)
実施例1において、クリンプ付与条件を1つのみに変更した以外は同様にして中空糸膜モジュールを作成した。クリンプ付与条件としては、紡糸された糸条を二手に分けず、クリンプ付与装置における糸条の左右蛇行の巾を9.4mm、クリンプロール温度を80℃とした。該モジュールについて照射線量25kGyのγ線滅菌処理を行った。
中空糸膜モジュールから取り出した中空糸膜のクリンプ形状を測定したところ、振幅が3.1mm、振幅の変化係数は0.09、波長が34mm、波長の変化係数は0.02であった。
モジュール性能として尿素クリアランスを測定したところ、181ml/minであった。
(比較例3)
比較例2において、クリンプ付与装置における糸条の左右蛇行の巾が13.4mm、クリンプロール温度を120℃にした以外は同様に行った。しかしながら、クリンプの振幅が大きく、糸束径を小さくすることができなかったため、糸束をモジュールケースに挿入することができなかった。
(比較例3)
比較例2において、クリンプ付与装置における糸条の左右蛇行の巾が13.4mm、クリンプロール温度を120℃にした以外は同様に行った。しかしながら、クリンプの振幅が大きく、糸束径を小さくすることができなかったため、糸束をモジュールケースに挿入することができなかった。
糸束から中空糸膜を抜き出し、クリンプ形状を測定したところ、振幅が4.5mm、振幅の変化係数は0.13、波長が34mm、波長の変化係数は0.02であった。
1.クリンパロール
2.中空糸膜
2.中空糸膜
Claims (10)
- クリンプの振幅の変化係数が0.15以上かつ平均値が0.1〜5mmである複数の中空糸膜が内蔵されていることを特徴とする中空糸膜型血液浄化用モジュール。
- 前記クリンプの波長の平均値が1〜50mmであることを特徴とする請求項1に記載の中空糸膜型血液浄化用モジュール。
- 前記クリンプのクリンプ係数が0.05以上であることを特徴とする請求項1または2に記載の中空糸膜型血液浄化用モジュール。
- 前記中空糸膜がポリスルホン系ポリマーを含むことを特徴とする請求項1〜3のいずれかに記載の中空糸膜型血液浄化用モジュール。
- 前記中空糸膜が水溶性高分子を含むことを特徴とする請求項1〜4のいずれかに記載の中空糸膜型血液浄化用モジュール。
- 前記水溶性高分子がポリビニルピロリドン、ポリエチレングリコール、ポリビニルアルコールの何れかであることを特徴とする請求項5に記載の中空糸膜型血液浄化用モジュール。
- 前記中空糸膜の外径が50〜500μmであることを特徴とする請求項1〜6のいずれかに記載の中空糸膜型血液浄化用モジュール。
- 前記中空糸膜の有効長が10cm以上40cm未満、中空糸膜厚が5μm以上45μm未満、糸束充填率が50%以上70%未満であることを特徴とする請求項1〜7のいずれかに記載の中空糸膜型血液浄化用モジュール。
- クリンプの振幅の変化係数が0.15以上かつ平均値が0.1〜5mmである複数の中空糸膜束を、乾燥状態で内蔵することを特徴とする中空糸膜型血液浄化用モジュールの製造方法。
- 前記中空糸膜束がクリンプの付与条件が異なる2つ以上の装置から合糸された中空糸膜束であることを特徴とする請求項9に記載の中空糸膜型血液浄化用モジュールの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007305251A JP2008155009A (ja) | 2006-11-27 | 2007-11-27 | 中空糸膜型血液浄化用モジュールおよびその製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006318080 | 2006-11-27 | ||
| JP2007305251A JP2008155009A (ja) | 2006-11-27 | 2007-11-27 | 中空糸膜型血液浄化用モジュールおよびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2008155009A true JP2008155009A (ja) | 2008-07-10 |
Family
ID=39656537
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007305251A Pending JP2008155009A (ja) | 2006-11-27 | 2007-11-27 | 中空糸膜型血液浄化用モジュールおよびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2008155009A (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009104705A1 (ja) * | 2008-02-21 | 2009-08-27 | 東洋紡績株式会社 | 耐ファウリング性に優れる中空糸型限外ろ過膜 |
| JP2010036127A (ja) * | 2008-08-06 | 2010-02-18 | Toyobo Co Ltd | 中空糸膜モジュール |
| JP2010046587A (ja) * | 2008-08-20 | 2010-03-04 | Toyobo Co Ltd | 中空糸膜モジュール |
| WO2017149011A1 (de) * | 2016-03-01 | 2017-09-08 | Fresenius Medical Care Deutschland Gmbh | Hohlfasermembran mit dreidimensionaler lockung |
| KR20180129776A (ko) | 2016-03-30 | 2018-12-05 | 도레이 카부시키가이샤 | 섬유 재료 및 정화 칼럼 |
| JP2019013886A (ja) * | 2017-07-07 | 2019-01-31 | 旭化成株式会社 | 複合分離膜 |
| CN110461447A (zh) * | 2017-03-17 | 2019-11-15 | 费森尤斯医疗护理德国有限责任公司 | 具有改善扩散性能的中空纤维膜 |
-
2007
- 2007-11-27 JP JP2007305251A patent/JP2008155009A/ja active Pending
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009104705A1 (ja) * | 2008-02-21 | 2009-08-27 | 東洋紡績株式会社 | 耐ファウリング性に優れる中空糸型限外ろ過膜 |
| US8794451B2 (en) | 2008-02-21 | 2014-08-05 | Toyo Boseki Kabushiki Kaisha | Hollow-fiber ultrafiltration membrane with excellent fouling resistance |
| JP2010036127A (ja) * | 2008-08-06 | 2010-02-18 | Toyobo Co Ltd | 中空糸膜モジュール |
| JP2010046587A (ja) * | 2008-08-20 | 2010-03-04 | Toyobo Co Ltd | 中空糸膜モジュール |
| JP2019513031A (ja) * | 2016-03-01 | 2019-05-23 | フレゼニウス メディカル ケア ドイッチェランド ゲゼルシャフト ミット ベシュレンクテル ハフツング | 三次元カールを備えた中空糸膜 |
| KR102338910B1 (ko) * | 2016-03-01 | 2021-12-13 | 프레제니우스 메디칼 케어 도이칠란드 게엠베하 | 3차원 텍스처링을 구비한 중공사막 |
| JP7098528B2 (ja) | 2016-03-01 | 2022-07-11 | フレゼニウス メディカル ケア ドイッチェランド ゲゼルシャフト ミット ベシュレンクテル ハフツング | 三次元カールを備えた中空糸膜 |
| KR20190013701A (ko) * | 2016-03-01 | 2019-02-11 | 프레제니우스 메디칼 케어 도이칠란드 게엠베하 | 3차원 텍스처링을 구비한 중공사막 |
| WO2017149011A1 (de) * | 2016-03-01 | 2017-09-08 | Fresenius Medical Care Deutschland Gmbh | Hohlfasermembran mit dreidimensionaler lockung |
| US11123692B2 (en) | 2016-03-01 | 2021-09-21 | Fresenius Medical Care Deutschland Gmbh | Hollow fibre membrane having three dimensional texturing |
| EA038203B1 (ru) * | 2016-03-01 | 2021-07-22 | Фрезениус Медикал Кэр Дойчланд Гмбх | Половолоконная мембрана с трехмерной извитостью |
| KR20180129776A (ko) | 2016-03-30 | 2018-12-05 | 도레이 카부시키가이샤 | 섬유 재료 및 정화 칼럼 |
| JP2020512184A (ja) * | 2017-03-17 | 2020-04-23 | フレゼニウス メディカル ケア ドイッチェランド ゲゼルシャフト ミット ベシュレンクテル ハフツング | 改善された拡散特性を有する中空繊維膜 |
| KR20190132423A (ko) * | 2017-03-17 | 2019-11-27 | 프레제니우스 메디칼 케어 도이칠란드 게엠베하 | 개선된 확산 특성을 갖는 중공 섬유 막 |
| CN110461447A (zh) * | 2017-03-17 | 2019-11-15 | 费森尤斯医疗护理德国有限责任公司 | 具有改善扩散性能的中空纤维膜 |
| JP7234127B2 (ja) | 2017-03-17 | 2023-03-07 | フレゼニウス メディカル ケア ドイッチェランド ゲゼルシャフト ミット ベシュレンクテル ハフツング | 改善された拡散特性を有する中空繊維膜 |
| US11628407B2 (en) | 2017-03-17 | 2023-04-18 | Fresenius Medical Care Deutschland Gmbh | Hollow fiber membrane having improved diffusion properties |
| KR102530393B1 (ko) * | 2017-03-17 | 2023-05-08 | 프레제니우스 메디칼 케어 도이칠란드 게엠베하 | 개선된 확산 특성을 갖는 중공 섬유 막 |
| JP2019013886A (ja) * | 2017-07-07 | 2019-01-31 | 旭化成株式会社 | 複合分離膜 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPWO2008093654A1 (ja) | 中空糸膜およびこれが内蔵された中空糸膜モジュール | |
| EP2216060B2 (en) | Porous hollow fiber membrane for blood treatment | |
| EP0186293B1 (en) | Blood treatment device | |
| EP3053614B1 (en) | Porous membrane, blood purifying module incorporating porous membrane, and method for producing porous membrane | |
| JP2008155009A (ja) | 中空糸膜型血液浄化用モジュールおよびその製造方法 | |
| WO2006024902A1 (ja) | ポリスルホン血液透析器 | |
| JP2792556B2 (ja) | 血液浄化用モジュール、血液浄化膜及びその製造方法 | |
| JP7234127B2 (ja) | 改善された拡散特性を有する中空繊維膜 | |
| JP2010046587A (ja) | 中空糸膜モジュール | |
| JP5601752B2 (ja) | 中空糸膜および中空糸膜型血液浄化用モジュール | |
| JP4962029B2 (ja) | 中空糸膜の製造方法 | |
| CA3013416C (en) | Hollow-fibre membrane with three-dimensional curl | |
| JP5245631B2 (ja) | 中空糸膜モジュール | |
| JP2005246192A (ja) | 中空糸膜、中空糸膜モジュールおよびそれらの製造方法 | |
| JPH031054B2 (ja) | ||
| JP4304612B2 (ja) | 高透水性中空糸膜型血液浄化器 | |
| JP2003159325A (ja) | 血液透析器およびその製造方法 | |
| JP2009095825A (ja) | 中空糸膜または中空糸膜モジュールおよびその製造方法 | |
| JP4269227B2 (ja) | 中空糸膜型血液浄化器 | |
| JP2009136866A (ja) | 中空糸膜型モジュール用ケース、中空糸膜型モジュールおよびその製造方法 | |
| JP2001309974A (ja) | 中空糸型血液透析器 | |
| JP2005007004A (ja) | 中空糸型の体液処理器、これに用いる中空糸束およびそれらの製造方法 | |
| JPS6245709A (ja) | 選択透過性中空糸及び流体分離器 | |
| JP2710711B2 (ja) | セルロースジアセテート中空糸 | |
| JP2018086137A (ja) | 血液透析濾過器およびその製造方法 |