JP2008182111A - 基板固定装置 - Google Patents
基板固定装置 Download PDFInfo
- Publication number
- JP2008182111A JP2008182111A JP2007015350A JP2007015350A JP2008182111A JP 2008182111 A JP2008182111 A JP 2008182111A JP 2007015350 A JP2007015350 A JP 2007015350A JP 2007015350 A JP2007015350 A JP 2007015350A JP 2008182111 A JP2008182111 A JP 2008182111A
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- height
- holding
- interval
- measured
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Landscapes
- Supply And Installment Of Electrical Components (AREA)
Abstract
【課題】位置決め固定された基板に反り等の変形が生じている上に、その強度が低い場合でも、その変形を確実に解消して平坦にできるようにする。
【解決手段】基板の両端部をそれぞれ挾持する第1挾持手段及び第2挾持手段の間隔を、高さ測定手段により測定された基板の高さに基づいて制御する制御手段において、前記高さ測定手段により測定される基板高さと基準高さとの偏差の許容限度を規定する閾値を、基板の種類毎に設定する手段と、前記間隔調整手段により第1挾持手段及び第2挾持手段の間隔を拡げながら(ステップ6)、前記高さ測定手段により測定された基板高さ(ステップ7)と基準高さとの偏差が該当する閾値以下か否かを判定する手段(ステップ8)と、が実現されている。
【選択図】図5
【解決手段】基板の両端部をそれぞれ挾持する第1挾持手段及び第2挾持手段の間隔を、高さ測定手段により測定された基板の高さに基づいて制御する制御手段において、前記高さ測定手段により測定される基板高さと基準高さとの偏差の許容限度を規定する閾値を、基板の種類毎に設定する手段と、前記間隔調整手段により第1挾持手段及び第2挾持手段の間隔を拡げながら(ステップ6)、前記高さ測定手段により測定された基板高さ(ステップ7)と基準高さとの偏差が該当する閾値以下か否かを判定する手段(ステップ8)と、が実現されている。
【選択図】図5
Description
本発明は、基板固定装置、特に電子部品を搭載する位置に位置決めされたプリント基板に発生した曲りや反り等の変形を矯正することができる基板固定装置に関する。
電子部品をプリント基板等の基板に搭載する表面実装装置は、その概要を図6に示すように電子部品を吸着するノズルが装着可能であると共に、装着したノズルを上下方向と、回転方向に位置決めが可能なヘッド部10、該ヘッド部10をX方向に搬送し位置決めするX駆動部12、該ヘッド部10をX駆動部12と一体でY方向に搬送し位置決めするY駆動部14、電子部品を供給する部品供給部16、プリント基板Sを搬入し、部品搭載後に搬出する基板搬送部18、交換用ノズルが保持されているノズル交換部20等により構成されている。
このような表面実装装置においては、X駆動部12及びY駆動部14によりヘッド部10が部品供給部16上に位置決めされ、該ヘッド部10に内蔵されているシャフトを下降させ、その下端部に装着されているノズルにより部品を吸着する。
その際、例えば特許文献1に開示されているように、部品がノズルに正確に吸着できるように、ヘッド部10に付設されている高さセンサ(高さ測定手段)22により部品供給部16に供給された部品の上面までの高さを測定することも行われている。
上記のように部品を吸着した後、ヘッド部10はX駆動部12及びY駆動部14により基板搬送部18の所定位置に固定されているプリント基板上の所定の載置位置上に位置決めされ、その後シャフトが下降され、ノズルに吸着されていた部品がプリント基板S上に搭載される。
上記基板搬送部18は、図7にその概要を示すように、図示しない搬送ベルトによりプリント基板Sが搬入されると、位置決め部30で停止され、位置決め固定された後、該基板Sに対して部品の搭載が行われ、搭載後の基板Sは搬送ベルトにより下流側に搬出される。
従来、上記位置決め部30においては、基板Sが固定位置に停止されるとバックアップモータ32を駆動してバックアップテーブル34を上昇させることにより、該バックアップテーブル34上の基板固定ピン36により基板Sの下面を支持すると共に、対向する両端部を基板固定装置により挾持することにより基板の固定が行われている。
この基板固定装置の特徴を、図8と図9の分解斜視図に示す。図8は、基板搬送部18の搬送方向に直交する方向の位置決め部30の一部を模式的に示した断面図に相当し、その一方の搬送レールとその近傍を拡大して示してある。
位置決め部30にプリント基板Sを搬入し、搬出する搬送レール40が、搬送レール支持台42に支持されていると共に、該支持台42の上端には基板押さえ板44が固定ねじ42Aで固定されている。
この搬送レール支持台42の内側面には、搬送レール40に形成されている抜き孔40Aに装着された軸受台46が固定され、その軸受46A内を摺動するスライド軸48により、該搬送レール支持台42に対して搬送レール40が上下方向に案内されることにより、前記バックアップテーブル34と一体で上下方向に移動可能になっている。
搬送レール40には無端の搬送ベルト50が巻装され、該搬送レール40上を図示しないモータにより回転駆動されることにより、その上に載置されたプリント基板Sが、基板ガイド40Bに沿って紙面に垂直な方向に搬送されるようになっている。
このように搬送ベルト50によりプリント基板Sが所定位置に搬入され、位置決めされると、搬送レール40は前記バックアップテーブル34の上昇により機械的に持ち上げられ、同図(B)に示すように搬送ベルト50上のプリント基板Sが搬送レール支持台42の上端に固定されている前記基板押え板44に押し付けられる。このように基板押え板44と搬送ベルト48(搬送レール40)による挟み込みにより、プリント基板Sの対向する両端部が挾持・固定される。
従来の一般的なプリント基板の場合は、上記のように対向する両端部を挟み込むことにより、搬送レール40の形状に倣って平坦な状態で固定することができる。
しかしながら、昨今の電子機器の小型軽量化に伴って、プリント基板の薄型化が進み、材質もフィルム状の素材が使用されることが多くなってきているため、プリント基板自体の反りや曲りが大きくなっている上に、材質が柔らかいために両端の挟み込みによっても中央部の撓み(反り)をすべて解消できない場合が多く発生するようになってきている。
このようにプリント基板の上面が平らでない場合には、電子部品の搭載位置が大きくずれてしまったり、接着剤や半田ペーストによる固定力が十分に得られないために、生産作業中に搭載位置が変化してしまったりする等の不具合を誘発する原因になるという問題がある。
本発明は、前記従来の問題点を解決するべくなされたもので、所定位置に位置決め固定された基板に反りや曲り等の変形が生じている上に、該基板の強度が低い場合でも、その変形を解消して平坦にすることができ、結果として該基板に部品を正確に搭載することができる基板固定装置を提供することを課題とする。
本発明は、位置決めされた基板の対向する両端部をそれぞれ挾持する第1挾持手段及び第2挾持手段と、第1挾持手段及び第2挾持手段の間隔を調整する間隔調整手段と、第1挾持手段及び第2挾持手段により両端部が挾持された基板の高さを測定する高さ測定手段と、測定された基板の高さに基づいて前記間隔調整手段により第1挾持手段及び第2挾持手段の間隔を制御する制御手段とを備えていると共に、前記制御手段が、前記高さ測定手段により測定される基板高さと基準高さとの偏差の許容限度を規定する閾値を、基板の種類毎に設定する手段と、前記間隔調整手段により第1挾持手段及び第2挾持手段の間隔を拡げながら、前記高さ測定手段により測定した基板高さと基準高さとの偏差が閾値以下か否かを判定する手段と、を含むことにより、前記課題を解決したものである。
本発明は、又、前記制御手段が、基板高さを測定する際に前記間隔調整手段により第1挾持手段及び第2挾持手段の間隔を拡げる単位変更量を、基板の種類毎に設定する手段を含むようにしてもよい。
本発明は、又、前記制御手段が、前記間隔調整手段により第1挾持手段及び第2挾持手段の間隔を拡げる最大幅を規定する変更可能量を、基板の種類毎に設定する手段を含むようにしてもよい。
本発明は、又、前記基板の種類が、少なくとも厚さ及び材質により分類されるようにしてもよい。
本発明によれば、位置決めされた基板をその対向する両端部を挾持して固定すると共に、そのときの基板の1又は2箇所以上について測定された基板面の高さに基づいて、第1挾持手段と第2挾持手段の間隔を制御する際、測定された基板高さと基準高さとの偏差が、基板の種類毎に設定した閾値以下になればよいようにしたので、必要以上に基板に張力が加わることを防止できるため、基板を破断することなく、該基板に生じていた反り等の変形を解消することができる。
以下、図面を参照して、本発明の実施の形態について詳細に説明する。
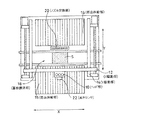
図1は、本発明に係る1実施形態の基板固定装置を模式的に示す断面図である。
本実施形態の基板固定装置は、前記図7に示した位置決め部30に設置されており、該位置決め部30に基板搬送部18によりプリント基板Sが搬送されて位置決めされると、該基板Sの対向する両端部をそれぞれ挾持する第1挾持手段60及び第2挾持手段62とを備えている。
これら第1、第2挾持手段60、62は、いずれも前記図8、図9に示したものと実質的に同一であるので、同一の符号を使用して詳細な説明を省略する。
本実施形態においては、基板搬送部18のフレーム底部64に、第1ブラケット66Aと第2ブラケット66Bが対向する位置に固定されており、これら両ブラケット66A、66Bにはそれぞれベアリング68A、68Bを介してボールねじ70が軸支されている。
このボールねじ70の一端には従動側のプーリ72Aが連結され、ステッピングモータ74に連結されている駆動側プーリ72Bとの間で巻回されたタイミングベルト76を介して、ステッピングモータ74の駆動力が伝達されて該ボールねじ70が回転されるようになっている。
又、このボールねじ70には、ボールねじナット部78が軸挿され、該ナット部78の回転を規制した状態でステッピングモータ74を駆動することにより、図中左右方向に移動可能になっている。
又、前記第1挾持手段60は、搬送レール支持台42を介して前記第1ブラケット66Aに固定され、前記第2挾持手段62はボールねじナット部78に支持部材を介して固定されている。従って、ボールねじ70の回転により往復動作するボールねじナット部78により、第1挾持手段60の固定側搬送レール40と第2挾持手段62の可動側搬送レール40との間隔が調整可能になっており、ボールねじ70、ステッピングモータ74及びボールねじナット部78等により間隔調整手段が構成されている。
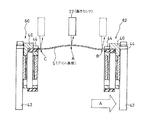
本実施形態の基板固定装置は、図2に第1、第2挾持手段60、62と、これらに両端部が挾持されたプリント基板Sとを抽出して示すように、該プリント基板Sの上面までの高さを測定する高さセンサ22を備えている。具体的には、この高さセンサ22は前記図6に示したようにヘッド部10に固定されており、該ヘッド部10からプリント基板Sの上面までの距離として高さが測定されるようになっている。
本実施形態においては、上記高さセンサ22により測定された基板Sの高さに基づいて、図3に概要を示す制御装置(制御手段)により前記ステッピングモータ(間隔調整手段)74を回転させ、第1挾持手段60及び第2挾持手段62の間隔が制御されるようになっている。
即ち、前記高さセンサ22からのセンサ検出信号がI/Oインターフェイス80を介してCPU82に入力されると、あらかじめメモリ84に保存されている基準データ等に基づいて、第1、第2挾持手段60、62の間隔の調整量が演算され、該演算結果に基づいて制御信号がモータドライバ86を介して前記ステッピングモータ74に出力されることにより、プリント基板Sの反り等の変形を解消する制御が可能になっている。
本実施形態においては、制御手段に含まれるCPU82とメモリ84において、前記高さセンサ22により測定される基板高さと基準高さとの偏差の許容限度を規定する閾値を、基板の種類毎に設定する手段と、前記間隔調整手段により第1挾持手段60及び第2挾持手段62の間隔を拡げながら、前記高さ測定手段により測定した基板高さと基準高さとの偏差が閾値以下か否かを判定する手段とがソフトウェアにより実現されている。
又、基板高さを測定する際に前記間隔調整手段により第1挾持手段60及び第2挾持手段62の間隔を拡げる単位変更量を、基板の種類毎に設定する手段と共に、前記間隔調整手段により第1挾持手段60及び第2挾持手段62の間隔を拡げる最大幅を規定する変更可能量を、基板の種類毎に設定する手段とが、同様にソフトウェアにより実現されている。
図4には、前記メモリ84のデータテーブルに、材質、形状及び厚さ等で規定される部品の種類毎に設定され、生産プログラムの一部として保存されている基板(基準)データの一例を示す。ここで、レール幅は、第1、第2挾持手段60、62の間隔を意味する。
次に、本実施形態の作用を、図5のフローチャートを参照して詳細に説明する。
まず、ステップ1では、基板データを生産プログラムから読み取る。基板サイズからソリ(反り)有無判定の基準高さを算出するための基板四隅の位置座標:SD1と、ソリの状態を高さで読取る為の高さセンサ位置:SD2(基本的には基板中央付近)の座標を取得する。又、基板材質、基板厚さデータからは、前記図4に例示したような基板保護の為のソリ判定の為の閾値:SD3、レール幅変更単位量(一回の高さ測定の度にレール幅を微小移動させる量):SD4、レール幅変更量可能量:SD5を取得する。
プリント基板Sが前工程から搬入され、基板搬送部18によって電子部品を搭載する位置決め部30まで到達すると、バックアップテーブル34が上昇すると共にプリント基板Sの両端部を支持する左右の搬送レール40、40も上昇し、プリント基板Sの両端部を図2のように挾持する。図示されているように、この時点においては、プリント基板Sは中央付近が撓んだ状態になっている。この例では、中央部が凸となる上反りの場合が示されているが、状況によっては凹となる下反りの場合もある。
以上のようにプリント基板Sの挾持・固定が終了すると、ステップ2で基準高さを取得する。具体的には、前記図6に示したヘッド部10をXY移動させ、図2にB、Cで示すプリント基板Sを挾持している幅方向両端部付近を、該ヘッド部10に付設されている高さセンサ22により計測する。この計測では、図中紙面に垂直な前後方向の基板端部でも行い、ステップ1で取得した基板四隅の位置座標に相当する合計4箇所の基準位置を測定している。
上記4箇所の測定高さと測定座標を元に、図中Aで示す基板中央部に撓みがない場合の基準高さを前記CPU82で計算し、その基準値をメモリ84に保存する。
なお、本実施形態の装置構造では、基板両端部を保持することによって機械的に基板四隅の高さが一定値に限定されるため、基板四隅の高さ値に関しては、基板を保持する都度計測を行わなくとも、表面実装装置の組付・調整時や各基板生産のロット切換時に一度だけ行うようにしてもよい。
次いで、ステップ3では上記高さセンサ22を基板中央部A(SD2)に移動させ、ステップ4でその位置の基板高さを測定して取得すると共に、その測定値と基板端部を測定して求めた上記基準値との偏差を求める。
その後、ステップ5では、ステップ4で計測した高さと、基板四隅の高さから算出した基準高さを比較し、その偏差とソリ判定のための前記閾値:SD3とを比較し、偏差が閾値よりも小さい値であれば(Y)、ソリが十分に小さいものとして動作を完了させる。
一方、ステップ5での比較の結果、基板高さの偏差が閾値よりも大きいと判定された場合(N)には、この偏差が小さくなるようにステッピングモータ74を駆動し、第2挾持手段62を矢印A方向に移動させることにより、向かい合って配置されている二つの搬送レール40、40の間隔が離れるようにする。その場合、ステップ6でレール幅変更単位量:SD4だけレール幅を広げる動作を行った後、ステップ7で再度ソリ判定位置での基板上面高さを測定する。
ステップ8では、ステップ7で計測した高さと、基板四隅の高さから算出した基準高さを比較し、ステップ5と同様にその偏差とソリ判定のための閾値:SD3とを比較し、閾値よりも小さい値であればソリが十分に小さいものとして動作を完了させる。
逆に、ステップ8での判定が閾値よりも大きい結果であった場合には、ステップ9でその時点でのレール幅の値がレール幅変更可能量:SD5より大きいか否か比較し、小さい場合はステップ6に戻ってステップ8までの一連の動作を繰返す。
一方、ステップ9で、レール幅の値がレール幅変更可能量:SD5を上回っていた場合には、基板に破損・変形など異常が生じている可能性があるため、ステップ10でエラーメッセージを表示し、動作を完了させる。
以上詳述したように、プリント基板Sが両側に引っ張られるようにすることにより、撓み分が伸ばされ、反り等の変形が解消されることになる。その際、前記ステップ6〜8のように高さセンサ22はプリント基板Sの中央部Aの高さを測定し続け、基準値からの偏差があらかじめ設定した閾値以下となった時点で、あるいはステップ9で向かい合って配置されている二つの搬送レール40、40の間隔を所定量以上移動した時点で、ステッピングモータ74の駆動を停止させて制御動作を終了する。
一般に、基板の材質は、ガラスエポキシ、紙、セラミック、ポリイミド、金属など様々であり、厚みも数十μmから数mmと幅広く使用されている。また形状も切欠や抜き穴があったり一定では無い為、基板の撓みを解消するために幅方向に両端を引っ張った場合には、基板そのものを破損させてしまう可能性がある。逆に弱い力で基板両端部を引っ張った場合には、金属など硬い材質のものの撓みを解消することができないことも起こる。
以上詳述した本実施形態によれば、基板材質や厚さに応じて、可動側搬送レールの移動する力を調節することで、基板の撓みを矯正するだけに必要十分な力のみ与えることができ、基板の破損を抑えることができる。
従って、プリント基板の反り等の変形を、基板を破損させることなく解消することができるため、電子部品の搭載精度の向上を図ることができると共に、搭載位置ずれなどの不具合を解消することができる。また、プリント基板の反り等の変形を、破損等で解消出来ない場合はエラー信号にて動作を停止させることができるため、部品搭載不良基板の発生の防止が可能となる。
又、高さセンサにより基板高さの実測値に基づいて、第1挾持手段60及び第2挾持手段62の間隔をフィードバック制御するようにしたので、制御動作を確実にし、プリント基板の固定不良を防止することができる。
なお、プリント基板Sの変形の程度を判断するための高さセンサ22による測定位置は、前記実施形態に示したようにあらかじめ決められた複数箇所であってもよいが、任意の座標を選択するようにしてもよい。
即ち、複数箇所を測定する場合は、前述したように前後左右での変形量が一定でない場合の状況を検知するために有効であるが、任意の座標を選択する場合は「その座標」に特に重要な、例えば搭載位置精度が要求される電子部品を搭載する場合に有効である。
又、プリント基板の高さを複数個所で測定する場合でも、前記4箇所でなくてもよく、左手前、右奥というように2箇所でもよく、5箇所、6箇所と測定箇所を増やすようにしてもよい。
22…高さセンサ
30…位置決め部
32…バックアップモータ
34…バックアップテーブル
36…バックアップピン
40…搬送レール
42…搬送レール支持台
44…基板押え板
46…軸受台
48…スライド軸
50…搬送ベルト
60…第1挾持手段
62…第2挾持手段
64…フレーム底部
66…ブラケット
68…ベアリング
70…ボールねじ
72…プーリ
74…ステッピングモータ
76…タイミングベルト
78…ボールねじナット部
82…CPU
84…メモリ
30…位置決め部
32…バックアップモータ
34…バックアップテーブル
36…バックアップピン
40…搬送レール
42…搬送レール支持台
44…基板押え板
46…軸受台
48…スライド軸
50…搬送ベルト
60…第1挾持手段
62…第2挾持手段
64…フレーム底部
66…ブラケット
68…ベアリング
70…ボールねじ
72…プーリ
74…ステッピングモータ
76…タイミングベルト
78…ボールねじナット部
82…CPU
84…メモリ
Claims (4)
- 位置決めされた基板の対向する両端部をそれぞれ挾持する第1挾持手段及び第2挾持手段と、
第1挾持手段及び第2挾持手段の間隔を調整する間隔調整手段と、
第1挾持手段及び第2挾持手段により両端部が挾持された基板の高さを測定する高さ測定手段と、
測定された基板の高さに基づいて前記間隔調整手段により第1挾持手段及び第2挾持手段の間隔を制御する制御手段とを備えていると共に、
前記制御手段が、
前記高さ測定手段により測定される基板高さと基準高さとの偏差の許容限度を規定する閾値を、基板の種類毎に設定する手段と、
前記間隔調整手段により第1挾持手段及び第2挾持手段の間隔を拡げながら、前記高さ測定手段により測定した基板高さと基準高さとの偏差が閾値以下か否かを判定する手段と、を含むことを特徴とする基板固定装置。 - 前記制御手段が、
基板高さを測定する際に前記間隔調整手段により第1挾持手段及び第2挾持手段の間隔を拡げる単位変更量を、基板の種類毎に設定する手段を含むことを特徴とする請求項1に記載の基板固定装置。 - 前記制御手段が、
前記間隔調整手段により第1挾持手段及び第2挾持手段の間隔を拡げる最大幅を規定する変更可能量を、基板の種類毎に設定する手段を含むことを特徴とする請求項1に記載の基板固定装置。 - 前記基板の種類が、少なくとも厚さ及び材質により分類されることを特徴とする請求項1又は2に記載の基板固定装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007015350A JP2008182111A (ja) | 2007-01-25 | 2007-01-25 | 基板固定装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007015350A JP2008182111A (ja) | 2007-01-25 | 2007-01-25 | 基板固定装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2008182111A true JP2008182111A (ja) | 2008-08-07 |
Family
ID=39725764
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007015350A Pending JP2008182111A (ja) | 2007-01-25 | 2007-01-25 | 基板固定装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2008182111A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102800618A (zh) * | 2012-08-01 | 2012-11-28 | 东莞宏威数码机械有限公司 | 夹持装置及减少水平放置的玻璃基板变形的方法 |
| JP2013004828A (ja) * | 2011-06-20 | 2013-01-07 | Panasonic Corp | 電子部品実装用装置および電子部品実装用の作業実行方法 |
| JP2013168403A (ja) * | 2012-02-14 | 2013-08-29 | Panasonic Corp | 部品実装装置及び部品実装方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06260796A (ja) * | 1993-03-03 | 1994-09-16 | Tescon:Kk | 両面基板検査装置の引張力付加装置 |
| JP2003289199A (ja) * | 2002-01-25 | 2003-10-10 | Fuji Mach Mfg Co Ltd | 対基板作業システム |
| JP2006319345A (ja) * | 2000-01-31 | 2006-11-24 | Shibaura Mechatronics Corp | 部品実装装置および部品実装方法 |
-
2007
- 2007-01-25 JP JP2007015350A patent/JP2008182111A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06260796A (ja) * | 1993-03-03 | 1994-09-16 | Tescon:Kk | 両面基板検査装置の引張力付加装置 |
| JP2006319345A (ja) * | 2000-01-31 | 2006-11-24 | Shibaura Mechatronics Corp | 部品実装装置および部品実装方法 |
| JP2003289199A (ja) * | 2002-01-25 | 2003-10-10 | Fuji Mach Mfg Co Ltd | 対基板作業システム |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013004828A (ja) * | 2011-06-20 | 2013-01-07 | Panasonic Corp | 電子部品実装用装置および電子部品実装用の作業実行方法 |
| JP2013168403A (ja) * | 2012-02-14 | 2013-08-29 | Panasonic Corp | 部品実装装置及び部品実装方法 |
| CN102800618A (zh) * | 2012-08-01 | 2012-11-28 | 东莞宏威数码机械有限公司 | 夹持装置及减少水平放置的玻璃基板变形的方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100664777B1 (ko) | 부품실장장치 및 부품실장방법 | |
| CN104249547B (zh) | 位置检测装置、基板制造装置、位置检测方法及基板的制造方法 | |
| JP5212395B2 (ja) | 部品実装用装置および部品実装用装置における基板支持機構の動作状態の判定方法 | |
| JP5688564B2 (ja) | 電子部品実装用装置および電子部品実装用の作業実行方法 | |
| JPWO2001058233A1 (ja) | 部品実装装置および部品実装方法 | |
| JP6673753B2 (ja) | 基板クランプ装置及び基板処理装置 | |
| US7657997B2 (en) | Reference position determining method | |
| JP5371590B2 (ja) | 実装処理作業装置及び表示基板モジュール組立ライン | |
| JP2008182111A (ja) | 基板固定装置 | |
| JP4824739B2 (ja) | 部品実装装置および部品実装方法 | |
| JP6966952B2 (ja) | バックアップ装置 | |
| EP1117288A2 (en) | Board-supporting inspecting method | |
| JP4084393B2 (ja) | 部品実装装置および部品実装方法 | |
| JP4371939B2 (ja) | 基板搬入装置、部品実装装置、及び基板搬入方法 | |
| JP2010141053A (ja) | 正誤判定方法、正誤判定プログラム、正誤判定装置、部品実装機 | |
| JP2007109871A (ja) | 基板固定装置 | |
| JP2011171330A (ja) | 部品実装装置および部品実装方法 | |
| JP3408584B2 (ja) | 部品実装方法および部品実装装置 | |
| JP5121590B2 (ja) | 表面実装装置 | |
| JP2000307299A (ja) | 部品装着装置 | |
| JPH06104597A (ja) | 電子部品実装装置 | |
| CN111093996A (zh) | 丝网印刷机 | |
| JP6884670B2 (ja) | 基板搬送装置、基板搬送方法および部品実装装置 | |
| JP4989199B2 (ja) | 電子部品装着装置 | |
| WO2026013790A1 (ja) | 作業機、およびリード部品装着方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100121 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110830 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110906 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120207 |