JP2008192524A - 筒形非水電解液一次電池 - Google Patents
筒形非水電解液一次電池 Download PDFInfo
- Publication number
- JP2008192524A JP2008192524A JP2007027516A JP2007027516A JP2008192524A JP 2008192524 A JP2008192524 A JP 2008192524A JP 2007027516 A JP2007027516 A JP 2007027516A JP 2007027516 A JP2007027516 A JP 2007027516A JP 2008192524 A JP2008192524 A JP 2008192524A
- Authority
- JP
- Japan
- Prior art keywords
- electrode body
- positive electrode
- outermost
- wound electrode
- wound
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- Y02E60/12—
Landscapes
- Primary Cells (AREA)
- Battery Electrode And Active Subsutance (AREA)
Abstract
【課題】 高容量で安全性に優れた筒形非水電解液一次電池を提供する。
【解決手段】 筒形の外装缶と電池蓋により形成された空間内に巻回電極体および非水電解液を有する筒形非水電解液一次電池であって、外装缶と電池蓋とが溶接により封止されており、巻回電極体の上側または下側において、電気絶縁性のフィルムが配置されることにより、少なくとも巻回電極体の最外周のセパレータが、巻回電極体の巻回中心側に向かって折り曲げられていることを特徴とする筒形非水電解液一次電池により、上記課題を解決する。
【選択図】 図1
【解決手段】 筒形の外装缶と電池蓋により形成された空間内に巻回電極体および非水電解液を有する筒形非水電解液一次電池であって、外装缶と電池蓋とが溶接により封止されており、巻回電極体の上側または下側において、電気絶縁性のフィルムが配置されることにより、少なくとも巻回電極体の最外周のセパレータが、巻回電極体の巻回中心側に向かって折り曲げられていることを特徴とする筒形非水電解液一次電池により、上記課題を解決する。
【選択図】 図1
Description
本発明は、筒形の非水電解液一次電池に関し、更に詳しくは、高容量で安全性に優れた筒形非水電解液一次電池に関するものである。
筒形非水電解液一次電池としては、リチウムなどを活物質とする負極と、正極とを、セパレータを介して積層したり、更にこれを巻回したりして形成された電極体を、外装缶に挿入し、電池蓋により外装缶の開口部をクリンプ封止することによって構成されたものが一般的である(例えば、特許文献1)。
この種の電池は、負極活物質にリチウムなどを用いていることから、例えばアルカリ電解液を有する電池に比べて高エネルギー密度であり、かつ長期間の使用に適用し得ることもあって、種々の用途に用いられている。
また、近年の電池に対しては高容量化が強く望まれており、このような要求に応えるべく、電池蓋の周縁と外装缶の開口部の内周縁とを溶接することで封止を行う方式の電池が展開されている(例えば、特許文献2)。このような方式で封止する電池では、その内容積の多くの部分を電極体で構成することが可能となるため、高容量化も可能となる。
ところで、上記のような筒形非水電解液一次電池は、例えば、電池蓋には絶縁パッキングを介して端子体が取り付けられており、外装缶および電池蓋は電極体の負極と接続されて負極の電位を有し、端子体は電極体の正極と接続されて正極の電位を有するものが知られている。そして、正極については、二酸化マンガンやフッ化黒鉛を活物質に用い、その幅を負極よりも広くして、巻回構造の電極体(巻回電極体)とすることが通常であるが、このような正極は放電に伴って膨張する。その際、巻回電極体は、その径方向には外装缶によって固定されているため、正極は幅方向(電池の上方向)に膨張することとなる。
特許文献1に開示されているようなクリンプ封止を行った電池であれば、上記の正極の膨張をクリンプ封止部の下端部であるグルービング部で抑えることができるため、実際には、正極の膨張を小さく抑えることができる。
一方、特許文献2に開示されているような電池蓋の周縁と外装缶の開口部の内周縁とを溶接することで封止した電池では、電池の上方向への正極の膨張を抑えることができない。通常は、セパレータの幅を正極よりも広くしているため、セパレータが巻回電極体の巻回中心側に折り曲げておくことで正極の上面を覆うことができ、また、巻回電極体の上面と電池蓋との間には、絶縁板を配置しているため、膨張した正極と負極の電位を有する電池蓋との接触による短絡の発生は生じない。
しかし、電池作製時に巻回電極体の上面のセパレータが蛇腹状などに折れ曲がり、巻回電極体の上面を十分に覆うことができない場合には、正極の膨張によってセパレータから正極が露出し、負極の電位を有する外装缶と接触して短絡が生じる虞がある。
また、巻回電極体の最外周にセパレータが位置する場合には、電池作製の際の巻回電極体を外装缶に挿入する工程において、巻回電極体が外装缶に接することで、セパレータに傷つきや破れが生じたり、セパレータが外側にめくれたりすることがあり、この場合、特に巻回電極体の最外周側の正極が外装缶などと接触して短絡が生じる虞もある。
本発明は上記事情に鑑みてなされたものであり、その目的は、高容量で安全性に優れた筒形非水電解液一次電池を提供することにある。
上記目的を達成し得た本発明の筒形非水電解液一次電池は、二酸化マンガンまたはフッ化黒鉛を含有する正極合剤層を集電体の両面に有する正極、リチウムまたはリチウム合金を含有する負極、およびセパレータを巻回してなり、最外周にセパレータが配置されている巻回電極体と、非水電解液とを、有底筒形の外装缶と、絶縁パッキングを介して端子体が取り付けられた電池蓋とにより形成された空間内に有する筒形非水電解液一次電池であって、上記外装缶と上記電池蓋とが溶接により封止されており、上記外装缶および上記電池蓋が負極の電位を有し、上記端子体が正極の電位を有しており、上記巻回電極体の上側の、少なくとも、上記巻回電極体側面における最外周側の正極が最外周側の負極からはみ出している部分に相当する位置の下端から、上記巻回電極体上面における最外周側の正極の集電体の位置する箇所までが、電気絶縁性のフィルムで覆われていることにより、少なくとも最外周に位置するセパレータが、上記巻回電極体の上面において、上記巻回電極体の巻回中心側に向かって折り曲げられているか、または、上記巻回電極体の下側の、少なくとも、上記巻回電極体側面における最外周側の正極が最外周側の負極からはみ出している部分に相当する位置の上端から、上記巻回電極体下面における最外周側の正極の集電体の位置する箇所までが、電気絶縁性のフィルムで覆われていることにより、少なくとも最外周に位置するセパレータが、上記巻回電極体の下面において、上記巻回電極体の巻回中心側に向かって折り曲げられていることを特徴とするものである。
電池の放電に伴う正極の膨張に起因する短絡は、主に巻回電極体の最外周側の正極の膨張によって生じる。本発明の筒形非水電解液一次電池では、巻回電極体の上側において上記のように電気絶縁性のフィルムを配置して、巻回電極体の少なくとも最外周に位置するセパレータを、巻回電極体の上面において巻回電極体の巻回中心側に向かって折り曲げており、これにより、巻回電極体の最外周側の正極の上面部分をセパレータで確実に覆うことができるため、巻回電極体の最外周側の正極の膨張に起因する短絡の発生を防止して、安全性を高めることができる。
また、本発明の筒形非水電解液一次電池では、巻回電極体の下側において上記のように電気絶縁性のフィルムを配置して、巻回電極体の少なくとも最外周に位置するセパレータを、巻回電極体の下面において巻回電極体の巻回中心側に向かって折り曲げることにより、巻回電極体を外装缶に挿入する際に、巻回電極体の最外周に位置するセパレータの巻回電極体下側の箇所と外装缶との接触を防止して、セパレータの傷つきや破れ、外側へのめくれを抑制することができるため、かかるセパレータの傷つきや破れ、外側へのめくれに起因する短絡の発生を防止して、安全性を高めることができる。
更に、複数の筒形非水電解液一次電池を使用する機器において、そのうちの一部の電池を逆接続したり、他に主電源を持つ機器のバックアップ用電源などとして筒形非水電解液一次電池を使用した際に主電源から漏れ電流が生じたりすることで、筒形非水電解液一次電池が充電されてしまった場合には、負極の電位を有する箇所(例えば外装缶)にLi(リチウム)が析出してデンドライトが生じ、これが正極(特に巻回電極体の最外周側の正極のうち、最外周の負極からはみ出した部分)と接触することによっても短絡が生じることがある。しかし、本発明の筒形非水電解液一次電池では、巻回電極体側面の上端または下端に電気絶縁性のフィルムを配置しているため、上記のようなリチウムデンドライトによる短絡の発生も防止して、安全性を高めることができる。
また、本発明の筒形非水電解液一次電池では、外装缶と電池蓋とが溶接により封止される構成とすることで、電池の内容積のうち巻回電極体を収容可能な部分の容積を大きくして、高容量化を達成することもできる。
なお、本発明に係る「電気絶縁性のフィルム」とは、絶縁抵抗が100MΩ以上となるような抵抗特性を有するフィルムを意味している。
本発明によれば、高容量で安全性に優れた筒形非水電解液一次電池を提供できる。
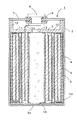
図1に、本発明の筒形非水電解液一次電池の一例を表す縦断側面図を示す。図1において、筒形非水電解液一次電池1は、上方開口部を有する有底円筒状の外装缶2と、外装缶2内に装填された正極4と負極5とをセパレータ6を介して巻回してなる巻回電極体3と、非水電解液(以下、単に「電解液」という場合がある)と、外装缶2の上方開口部を封止する電池蓋7を有している。言い換えれば、図1の筒形非水電解液一次電池1は、外装缶2と外装缶2の上方開口部を封止する電池蓋7とで囲まれる空間内に、正極4と負極5とをセパレータ6を介して巻回してなる巻回電極体3や電解液といった発電要素を有するものである。外装缶2は、鉄(好ましくは、Niメッキなどのメッキを施した鉄板)やステンレス鋼などを素材とし、外装缶2の形状としては、円筒形や角筒形などの筒形が挙げられる。
外装缶2の上方開口部には電池蓋7が配されており、電池蓋7は、外装缶2の上方開口部の内周縁に溶接されることにより、外装缶2と電池蓋7とで密閉空間を形成している。本発明の電池ではこのような封止構造を採用することで、電池の内容積のうち巻回電極体を収容可能な部分の容積を大きくして、高容量化を達成している。外装缶と電池蓋との溶接は、例えばレーザー溶接法により行うことが好ましい。
電池蓋7には、その中央部に開設された開口に、ポリプロピレンなどのポリオレフィンなどを素材とする絶縁パッキング8を介して装着された端子体9が設置されている。また、電池蓋7の下部にはポリプロピレンなどのポリオレフィンなどを素材とする絶縁板10が配置されており、該絶縁板10は、円盤状のベース部11の周縁に環状の側壁12を立設した上向きに開口する丸皿形状に形成されていて、ベース部11の中央にはガス通口13が開設されている。
電池内圧が急激に上昇したときの対策として、電池蓋7または外装缶2の缶底2aには、薄肉部(ベント)を設けることができる。正極4と端子体9の下面とは、正極リード体14で接続されており、端子体9は正極の電位を有している。また、負極5に取り付けられた負極リード体15は、外装缶2の缶底2a内面に溶接されており、外装缶2および電池蓋7は負極の電位を有している。
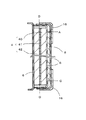
図2に、本発明の電池に係る巻回電極体3の一例の断面要部拡大図を示す。図2に示すように、巻回電極体3に係る正極4は、正極集電体41の両面に、正極活物質を含む正極合剤層40、41が形成されることで構成されている。そして、巻回電極体3では、その上側の、巻回電極体3側面における最外周側の正極4が最外周側の負極5からはみ出している部分に相当する位置の下端(図中A)から、巻回電極体3上面における最外周側の正極4の集電体41の位置する箇所(図中B)までを含む部分が、電気絶縁性のフィルム16で覆われており、これにより、少なくとも最外周に位置するセパレータ6が、巻回電極体3の上面において、巻回電極体3の巻回中心側に向かって折り曲げられている。このような構造の巻回電極体3を用いることにより、電池の放電に伴って生じる正極の膨張に起因する短絡の発生を抑制することができ、また、電池が充電されてしまうことでリチウムデンドライトが析出した場合に生じ得る短絡の発生も抑制することができる。
また、図2に示す巻回電極体3では、その下側の、巻回電極体3側面における最外周側の正極4が最外周側の負極5からはみ出している部分に相当する位置の上端(図中C)から、巻回電極体3下面における最外周側の正極4の集電体41の位置する箇所(図中D)までを含む部分が、電気絶縁性のフィルム16で覆われており、これにより、少なくとも最外周に位置するセパレータ6が、巻回電極体3の下面において、巻回電極体3の巻回中心側に向かって折り曲げられている。このような構造の巻回電極体3を用いることにより、電池製造時に生じ得る巻回電極体最外周に位置するセパレータの傷つきや破れ、外側へのめくれを防止して、短絡の発生を抑制することができ、また、電池が充電されてしまうことでリチウムデンドライトが析出した場合に生じ得る短絡の発生も抑制することができる。
本発明の電池では、電気絶縁性フィルムを上記のように配置することで、少なくとも最外周のセパレータが、巻回電極体の上面または下面のいずれかにおいて、巻回電極体の巻回中心側に向かって折り曲げられていればよいが、図2に示すように、巻回電極体の上面と下面との両方において、少なくとも最外周のセパレータが巻回電極体の巻回中心側に向かって折り曲げられていることが好ましく、この場合には、より安全性に優れた電池とすることができる。
また、巻回電極体の上面においては、電気絶縁性のフィルムは、少なくとも、巻回電極体側面における最外周側の正極が最外周側の負極からはみ出している部分に相当する位置の下端から、巻回電極体上面における最外周側の正極の集電体の位置する箇所までを覆っていればよいが、例えば、巻回電極体上面における最外周側の正極の集電体の位置する箇所を超えて、更に巻回中心側の部分も覆っていてもよいし、図2に示すように、巻回電極体側面における最外周側の正極が最外周側の負極からはみ出している部分に相当する位置の下端よりも下側まで覆っていてもよい。よって、巻回電極体上面においては、最外周のセパレータ以外のセパレータ(例えば、図2に示すように最外周側のセパレータよりも1周内側のセパレータ)も、電気絶縁性のフィルムによって巻回電極体の巻回中心側に向かって折り曲げられていてもよい。
加えて、巻回電極体の下面においては、電気絶縁性のフィルムは、少なくとも、巻回電極体側面における最外周側の正極が最外周側の負極からはみ出している部分に相当する位置の上端から、巻回電極体下面における最外周側の正極の集電体の位置する箇所までを覆っていればよいが、例えば、巻回電極体下面における最外周側の正極の集電体の位置する箇所を超えて、更に巻回中心側の部分も覆っていてもよいし、図2に示すように、巻回電極体側面における最外周側の正極が最外周側の負極からはみ出している部分に相当する位置の上端よりも上側まで覆っていてもよい。よって、巻回電極体下面においては、最外周のセパレータ以外のセパレータ(例えば、図2に示すように最外周側のセパレータよりも1周内側のセパレータ)も、電気絶縁性のフィルムによって巻回電極体の巻回中心側に向かって折り曲げられていてもよい。
図3には、本発明の電池に係る巻回電極体3の他の例の断面要部拡大図を示している。図3に示す巻回電極体3では、その側面全面が電気絶縁性のフィルム16で覆われている(すなわち、巻回電極体の上面における最外周側の正極の集電体の位置する箇所から、巻回電極体側面全面を含み、巻回電極体の下面における最外周側の正極の集電体の位置する箇所までが、電気絶縁性のフィルムで覆われている)。このような構造の巻回電極体3であれば、1枚の電気絶縁性のフィルム16で巻回電極体の上面および下面の所定箇所までを覆うことができるため、巻回電極体3の生産性、ひいては筒形非水電解液一次電池の生産性を高めることができる。また、図3に示す構造の巻回電極体を用いることで、巻回電極体を外装缶に挿入する際の最外周のセパレータの傷つきや破れ、外側へのめくれをより良好に防止でき、更に、リチウムデンドライトが発生した場合の短絡の発生もより良好に抑制することができる。
また、電気絶縁性のフィルムにより巻回電極体の巻回中心側に向かって折り曲げられたセパレータは、電気絶縁性のフィルムと同様に、巻回電極体の上面および下面における最外周側の正極の集電体の位置する箇所を超えていることが好ましく、巻回電極体の上面および下面における最外周側の正極全てを覆っていることがより好ましい。
次に、本発明の非水電解液一次電池の各構成の詳細を説明する。
<正極>
正極としては、例えば、正極活物質に、導電助剤やバインダを配合し、必要に応じて水などを添加してなる正極合剤(スラリー)を、ロールなどを用いて圧延するなどして予備シート化し、これを乾燥・粉砕したものを再度ロール圧延などしてシート形状に成形したものを、集電体の片面または両面に重ね、プレスなどにより正極合剤シートと集電体とを一体化して、集電体の片面または両面に正極合剤シートからなる層(正極合剤層)を形成したものが使用できる。
正極としては、例えば、正極活物質に、導電助剤やバインダを配合し、必要に応じて水などを添加してなる正極合剤(スラリー)を、ロールなどを用いて圧延するなどして予備シート化し、これを乾燥・粉砕したものを再度ロール圧延などしてシート形状に成形したものを、集電体の片面または両面に重ね、プレスなどにより正極合剤シートと集電体とを一体化して、集電体の片面または両面に正極合剤シートからなる層(正極合剤層)を形成したものが使用できる。
具体的には、例えば、集電体が、2枚の正極合剤シートよりも数mm内側にくるようにして三者を重ね合わせ、巻回始端部となる長さ方向の端部から3〜10mmの部分をプレスすることでシート状正極を製造できる。なお、作業上の観点からは、巻回電極体の作製に先立って、2枚の正極合剤シートと正極集電体とを一体化しておくことが好ましいが、独立した2枚の正極合剤シートとを、巻回電極体の巻回時に一体化しても構わず、このような製法によっても特性上は特に問題はない。
なお、本発明に係る正極は、上記の製法により製造されたものに限定されず、他の製法により製造されたものであってもよい。例えば、正極合剤スラリーを集電体の片面または両面に塗布して乾燥し、必要に応じてプレス処理などを施して集電体上に正極合剤層を形成する製法により製造された正極でもよい。
正極活物質としては、二酸化マンガンまたはフッ化黒鉛が用いられる。導電助剤としては、例えば、黒鉛、カーボンブラック(ケッチェンブラックなど)、アセチレンブラックなどが挙げられ、これらを1種単独で用いる他、2種以上を併用してもよい。バインダとしては、ポリテトラフルオロエチレン(PTFE)、ポリフッ化ビニリデン(PVDF)などのフッ素樹脂;ゴム系バインダ;などが使用できる。なお、PTFE、PVDFなどのフッ素樹脂の場合、ディスパージョンタイプのものでもよいし、粉末状のものでもよいが、ディスパージョンタイプのものが特に好適である。
正極に係る正極合剤層においては、例えば、正極活物質の含有量を92〜97質量%、導電助剤の含有量を2〜4質量%、およびバインダの含有量を1〜4質量%とすることが好ましい。また、正極合剤層の厚み(集電体の両面に形成されている場合は、片面当たりの厚み)は、例えば、50〜1500μmであることが好ましい。
正極に係る正極合剤層の密度は、例えば、2.1〜2.8g/cm3であることが好ましい。なお、本明細書でいう正極合剤層の密度は、乾燥状態の正極合剤層の体積と重量によって求められる値である。
非水電解液一次電池の負荷特性(特に中負荷での放電特性)を向上させる観点からは、導電助剤に、BET比表面積が400〜2000m2/gのカーボンブラック(特にケッチェンブラック)を用い、正極合剤層における上記導電助剤の含有量を2.0〜4.0質量%とし、更に正極合剤層の密度を2.2〜2.7g/cm3とすることがより好ましい。
なお、本明細書でいう導電助剤のBET比表面積は、多分子吸着の理論式であるBET式を用いて、表面積を測定、計算したもので、活物質の表面と微細孔の比表面積である。また、後記の実施例におけるカーボンブラックのBET比表面積の測定には、窒素吸着法による比表面積測定装置(Mountech社製「Macsorb HM model−1201」)を用いた。
正極に用いる集電体としては、例えば、SUS316、SUS430、SUS444などのステンレス鋼を素材とするものが挙げられ、その形態としては、平織り金網、エキスパンドメタル、ラス網、パンチングメタル、箔(板)などが例示できる。集電体の厚みは、例えば、0.1〜0.4mmであることが好ましい。
正極集電体の表面には、ペースト状の導電材を塗布しておくことが望ましい。正極集電体として立体構造を有する網状のものを用いた場合も、金属箔やパンチングメタルなどの本質的に平板からなる材料を用いた場合と同様に、導電材の塗布により集電効果の著しい改善が認められる。これは、網状の集電体の金属部分が正極合剤層と直接的に接触する経路のみならず、網目内に充填された導電材を介しての経路が有効に利用されていることによるものと推定される。
導電材としては、例えば、銀ペーストやカーボンペーストなどを用いることができる。特にカーボンペーストは、銀ペーストに比べて材料費が安く済み、しかも銀ペーストと略同等の接触効果が得られるため、非水電解液一次電池の製造コストの低減化を図る上で好適である。導電材のバインダとしては、水ガラスやイミド系のバインダなどの耐熱性の材料を用いることが好ましい。これは正極合剤層中の水分を除去する際に200℃を超える高温で乾燥処理するためである。
<負極>
負極としては、図1に示すようなシート状負極が挙げられ、このシート状負極は、例えば、負極活物質である金属リチウム箔と、負極集電体である金属箔とで構成することができる。また、金属リチウム箔のみで負極を構成してもよい。金属リチウム箔の材料としては金属リチウムのみならず、リチウム−アルミニウムなどのリチウム合金を挙げることができる。金属リチウム箔の厚みとしては、例えば、0.15〜0.4mmであることが好ましい。
負極としては、図1に示すようなシート状負極が挙げられ、このシート状負極は、例えば、負極活物質である金属リチウム箔と、負極集電体である金属箔とで構成することができる。また、金属リチウム箔のみで負極を構成してもよい。金属リチウム箔の材料としては金属リチウムのみならず、リチウム−アルミニウムなどのリチウム合金を挙げることができる。金属リチウム箔の厚みとしては、例えば、0.15〜0.4mmであることが好ましい。
負極集電体の素材としては、銅、ニッケル、鉄、ステンレスなどを挙げることができる。負極集電体の厚み分だけ外装缶の内部体積が減少するため、負極集電体の厚み寸法は可及的に小さいことが好ましく、具体的には、例えば、0.1mm以下とすることが推奨される。すなわち、負極集電体が厚すぎると、負極活物質である金属リチウム箔などの仕込み量を少なくせざるを得ず、電池容量の低下を招く虞がある。また、負極集電体が薄すぎると、破れやすくなるため、負極集電体の厚みは、0.005mm以上とすることが望ましい。また、負極集電体は、その幅が金属リチウム箔の幅と同じか、それよりも広いことが好ましく、また、その面積が片面に配置される金属リチウム箔の面積の100〜130%であることが好ましい。負極集電体の面積を上記のようにすることによって、負極集電体の幅が金属リチウム箔の幅と同じかまたは広く、長さが長くなるため、負極集電体の周囲に沿って金属リチウム箔が切れて電気的接続が断たれることを防ぐことができる。
<電解液>
本発明の筒形非水電解液一次電池に係る電解液としては、有機溶媒などの非水系溶媒に電解質としてLiPF6、LiClO4、LiCF3SO3などを溶解して調製したものが挙げられる。その溶媒としてはエチレンカーボネート、プロピレンカーボネートなどの環状エステルにジメトキシエタンなどの鎖状エーテル、ジメチルカーボネートなどの鎖状エステルを混合したものが例示できる。電解液中の電解質の濃度としては0.3〜1.5mol/lが好ましい。
本発明の筒形非水電解液一次電池に係る電解液としては、有機溶媒などの非水系溶媒に電解質としてLiPF6、LiClO4、LiCF3SO3などを溶解して調製したものが挙げられる。その溶媒としてはエチレンカーボネート、プロピレンカーボネートなどの環状エステルにジメトキシエタンなどの鎖状エーテル、ジメチルカーボネートなどの鎖状エステルを混合したものが例示できる。電解液中の電解質の濃度としては0.3〜1.5mol/lが好ましい。
<電気絶縁性のフィルム>
電気絶縁性のフィルムの素材としては、電気絶縁性を有しており、電池内において分解したり電解液に溶解したりせず、安定にフィルム形状を保ち得る樹脂であれば特に制限はないが、PE、PPなどのポリオレフィンが好ましい。電気絶縁性のフィルムは、内部に孔を有しないものでもよく、孔を有するものでもよいが、孔を有する場合には、その空孔率は10%以下であることが好ましい。
電気絶縁性のフィルムの素材としては、電気絶縁性を有しており、電池内において分解したり電解液に溶解したりせず、安定にフィルム形状を保ち得る樹脂であれば特に制限はないが、PE、PPなどのポリオレフィンが好ましい。電気絶縁性のフィルムは、内部に孔を有しないものでもよく、孔を有するものでもよいが、孔を有する場合には、その空孔率は10%以下であることが好ましい。
電気絶縁性のフィルムの厚みは、その機能をより有効に発揮させる観点から、10μm以上であることが好ましく、20μm以上であることがより好ましい。ただし、電気絶縁性のフィルムをあまり厚くしても、その効果が飽和し、却って電池内での電気絶縁性フィルムの占有体積が増大してしまうため、その厚みは、100μm以下であることが好ましく、50μm以下であることがより好ましい。
<セパレータ>
セパレータとしては、従来公知の非水電解液一次電池に採用されている微孔性フィルム製のセパレータや不織布製のセパレータが適用できる。
セパレータとしては、従来公知の非水電解液一次電池に採用されている微孔性フィルム製のセパレータや不織布製のセパレータが適用できる。
セパレータとなる微孔性フィルムを構成する樹脂としては、例えば、ポリエチレン(PE)、ポリプロピレン(PP)などのポリオレフィンなどが挙げられる。このような微孔性フィルムの市販品としては、例えば、旭化成株式会社製「ハイポア」(商品名)、東燃化学社製「セティーラ」(商品名)などが挙げられる。
また、セパレータとなる不織布としては、例えば、ポリエチレン(PE)、ポリプロピレン(PP)などのポリオレフィンなどを素材とし、公知の各種製法で製造されたものを用いることができる。
更に、上記微孔性フィルムと上記不織布とを積層した構造のセパレータを用いてもよい。
セパレータの厚みは、例えば、好ましくは10μm以上、より好ましくは20μm以上であって、好ましくは100μm以下、より好ましくは50μm以下である。また、セパレータの空孔率は、例えば、好ましくは20%以上、より好ましくは30%以上であって、好ましくは60%以下、より好ましくは50%以下である。
なお、本発明の筒形非水電解液一次電池を説明するに当たり、図1〜図3を参照したが、これらの図面は、本発明の電池の一例を示すものに過ぎず、本発明の電池はこれらの図面に図示したものに限定される訳ではない。また、図1〜図3は、本発明の電池の構成を説明するためのものであって、そのサイズなどは必ずしも正確ではない。
本発明の筒形非水電解液一次電池は、安全性に優れており、しかも容量が大きいため、このような特性を生かして、住宅用火災警報器の電源用途や、ガス、電気、水道などの各種メーターの電源用途などを始めとして、従来公知の筒形非水電解液一次電池が適用されている各種用途に適用することができる。
以下、実施例に基づいて本発明を詳細に述べる。ただし、下記実施例は、本発明を制限するものではなく、前・後記の趣旨を逸脱しない範囲で変更実施をすることは、全て本発明の技術的範囲に包含される。この実施例においては、筒形非水電解液一次電池として、外径:17mm、高さ:45mmの円筒形非水電解液一次電池を例に挙げて説明する。なお、本実施例で使用する「%」は、特に断らない限り質量基準(質量%)である。
実施例1
実施例1の筒形非水電解液一次電池について、[正極の作製]、[負極の作製]、[巻回電極体の作製]、[電池組み立て]、[後処理(予備放電、エージング)]の順に説明する。
実施例1の筒形非水電解液一次電池について、[正極の作製]、[負極の作製]、[巻回電極体の作製]、[電池組み立て]、[後処理(予備放電、エージング)]の順に説明する。
[正極の作製]
まず、以下の手順で、正極合剤(質量比で、固形分:水分=100:30のもの)を調製した。BET比表面積が1000m2/gのカーボンブラック:3%と二酸化マンガン(東ソー社製):92%とを、プラネタリーミキサーを用いて乾式で5分間混合した後、水を固形分の20%(質量比)となるように添加して5分間混合した。PTFEディスパージョン(ダイキン工業社製「D−1」)を、固形分が、正極合剤の固形分で5%に当たる量だけ用意し、これを残りの水で希釈して、上記の混合物に添加し、5分間混合して正極合剤を得た。
まず、以下の手順で、正極合剤(質量比で、固形分:水分=100:30のもの)を調製した。BET比表面積が1000m2/gのカーボンブラック:3%と二酸化マンガン(東ソー社製):92%とを、プラネタリーミキサーを用いて乾式で5分間混合した後、水を固形分の20%(質量比)となるように添加して5分間混合した。PTFEディスパージョン(ダイキン工業社製「D−1」)を、固形分が、正極合剤の固形分で5%に当たる量だけ用意し、これを残りの水で希釈して、上記の混合物に添加し、5分間混合して正極合剤を得た。
上記の正極合剤を、直径:250mmの2本ロールを用い、ロール温度を125±5℃に調整し、プレス圧:7トン/cm、ロール間隔:0.4mm、回転速度:10rpmの条件で、ロール圧延してシート化した。ロールを通過した正極合剤(予備シート)を105±5℃で残水分が2%以下になるまで乾燥した。次いで乾燥後の予備シートを粉砕機を用いて粉砕した後、再度ロールによるシート化を行った。ロールの間隔は0.6±0.05mmに調整し、ロール温度:125±10℃、プレス圧:7トン/cm、回転速度:10rpmの条件でシート化して正極合剤層とするための正極合剤シートを得た。得られた正極合剤シートは、厚みが1.0mmで、外装缶内径の5.9%に相当する。また、正極合剤シートの密度は2.5g/cm3であり、上記手法により求めた空隙率は、42%であった。この正極合剤シートを裁断して、幅:38mm、長さ:51mmの内周用の正極合剤シートと、幅:38mm、長さ:62mmの外周用の正極合剤シートを得た。
正極集電体には、ステンレス鋼(SUS316)製のエキスパンドメタルを用いた。このエキスパンドメタルを、幅:38mm、長さ:56mmに切断し、長さ方向の中央部に、厚み:0.1mm、幅;3mmのステンレス鋼製のリボンを正極リード体として抵抗溶接により取り付けた。更にこのエキスパンドメタルに、カーボンペースト(日本黒鉛社製)を、網の目をつぶさない程度に塗布した後、105±5℃の温度で乾燥して正極集電体とした。なお、カーボンペーストの塗布量は、乾燥後の塗布量で5mg/cm2となるようにした。
次に、内周用の正極合剤シートと外周用の正極合剤シートの間に正極集電体を介在させた状態で、長さ方向の片端部のみを固定して三者を一体化した。具体的には、内周用の正極合剤シートと外周用の正極合剤シートを、長さ方向の片端を揃えると共に、正極集電体の端部が、2枚の正極合剤シートの、両者を揃えた片端部からはみ出ないようにセットし、その状態で、2枚の正極合剤シートの、両者を揃えた片端部から5mmの箇所をプレスにより圧着することで、三者を一体化した。その後、2枚の正極合剤シートと正極集電体とを一体化したものを250±10℃で6時間熱風乾燥して、幅が38mmのシート状正極を得た。
[負極の作製]
幅37mm、厚さ0.3mmのリチウム箔を46mmと96mmに切断し、短尺側の箔の一端から10mmずらし、36mmを長尺側の箔と重ねて圧着して、負極を得た。負極リード体は、厚さ0.1mm、幅3mm、長さ25mmのニッケルリボンの一端をエンボス加工してなるものとし、2枚の箔の間に挟んで圧着して固定した。
幅37mm、厚さ0.3mmのリチウム箔を46mmと96mmに切断し、短尺側の箔の一端から10mmずらし、36mmを長尺側の箔と重ねて圧着して、負極を得た。負極リード体は、厚さ0.1mm、幅3mm、長さ25mmのニッケルリボンの一端をエンボス加工してなるものとし、2枚の箔の間に挟んで圧着して固定した。
[巻回構造の電極体の作製]
セパレータとして、幅:46mm、長さ:220mm、厚み:25μmの微孔性ポリエチレンフィルム[旭化成社製「ハイポア」(商品名)]を用意した。
セパレータとして、幅:46mm、長さ:220mm、厚み:25μmの微孔性ポリエチレンフィルム[旭化成社製「ハイポア」(商品名)]を用意した。
セパレータを2つ割の直径:3.5mmの巻回芯に挟み、1周巻いた。次いで、負極の金属リチウム箔の一重長さが10mmの方を巻回芯側にして、セパレータと同時に1周巻き込んだ後、シート状正極を固定した方を巻回芯側に載置して巻回した。このとき、幅44mm、厚さ0.02mm、長さ90mmで、粘着層を有するポリエチレンフィルム(絶縁抵抗100MΩ以上)の端を外側のセパレータ終端の上下端からはみ出す位置に、粘着層側が内側になるように貼り付けて巻回した。
巻回終了後は、電気絶縁性のフィルムがセパレータの上下端からはみ出して最外周全面を覆う形となった。このように構成した電気絶縁性のフィルムを巻回電極体の巻回中心側に向かって折り曲げることで、図3に示すように、巻回電極体の上面における最外周側の正極の集電体の位置する箇所から、巻回電極体側面全面を含み、巻回電極体の下面における最外周側の正極の集電体の位置する箇所までが、電気絶縁性のフィルムで覆われ、最外周に位置するセパレータが、巻回電極体の上下面において、巻回電極体の巻回中心側に向かって折り曲げられて、正極の上下面を覆った形態の巻回電極体を得た。
[電池組み立て]
非水電解液電池の組み立て工程を、図1を参照して説明する。Niメッキした鉄缶からなる有底円筒形の外装缶2の内底部2aに、厚み:0.2mmのポリプロピレン製の絶縁板を挿入し、その上に巻回電極体3を、正極リード体15が上側を向く姿勢で挿入した。電極体3の負極リード体15を外装缶2の缶底内面に抵抗溶接し、正極リード体14は、絶縁板10を挿入した後に、電池蓋7の端子板9の下面に抵抗溶接した。この時点で絶縁抵抗を測定し、短絡がないことを確認した。なお、電池蓋7には、Niメッキした鉄製のものを用いた。
非水電解液電池の組み立て工程を、図1を参照して説明する。Niメッキした鉄缶からなる有底円筒形の外装缶2の内底部2aに、厚み:0.2mmのポリプロピレン製の絶縁板を挿入し、その上に巻回電極体3を、正極リード体15が上側を向く姿勢で挿入した。電極体3の負極リード体15を外装缶2の缶底内面に抵抗溶接し、正極リード体14は、絶縁板10を挿入した後に、電池蓋7の端子板9の下面に抵抗溶接した。この時点で絶縁抵抗を測定し、短絡がないことを確認した。なお、電池蓋7には、Niメッキした鉄製のものを用いた。
電解液には、ECとPCとDMEとを10:5:85(体積比)で混合した混合溶媒に、LiCF3SO3を0.5mol/lの濃度で溶解させた非水系の溶液を用意し、これを外装缶2内に3.5ml注入した。注入は3回に分け、最終工程で減圧しつつ全量を注入した。電解液の注入後、電池蓋7を外装缶2の上方開口部に嵌合し、レーザー溶接により外装缶2の開口端部の内周部と電池蓋7の外周部とを溶接して外装缶2の開口部を封口した。
[後処理(予備放電、エージング)]
封口した電池を、1Ωの抵抗で30秒間予備放電し、70℃で6時間保管した後、1Ωの定抵抗で1分間、2次予備放電を行った。予備放電後の電池を、室温で7日間エージングして、外径:17.0mm、総高:45.0mmの筒形非水電解液一次電池を得た。
封口した電池を、1Ωの抵抗で30秒間予備放電し、70℃で6時間保管した後、1Ωの定抵抗で1分間、2次予備放電を行った。予備放電後の電池を、室温で7日間エージングして、外径:17.0mm、総高:45.0mmの筒形非水電解液一次電池を得た。
実施例2
電気絶縁性のフィルムの幅を12mmとし、このフィルム2枚の端をそれぞれ外側のセパレータ終端に上下からはみ出すように貼り付け、これにより、図2に示すように、電気絶縁性フィルムが巻回電極体の最外周全面を覆わないようにした以外は実施例1と同様にして、巻回電極体側面における最外周側の正極が最外周側の負極からはみ出している部分に相当する位置の上下端のそれぞれから、巻回電極体上下面における最外周側の正極の集電体の位置する箇所までを含む部分が、電気絶縁性のフィルムで覆われており、これにより、最外周に位置するセパレータが、巻回電極体の上下面において、巻回電極体の巻回中心側に向かって折り曲げられて、正極の上下面を覆った形態の巻回電極体を作製した。そして、この巻回電極体を用いた以外は、実施例1と同様にして筒形非水電解液一次電池を作製した。
電気絶縁性のフィルムの幅を12mmとし、このフィルム2枚の端をそれぞれ外側のセパレータ終端に上下からはみ出すように貼り付け、これにより、図2に示すように、電気絶縁性フィルムが巻回電極体の最外周全面を覆わないようにした以外は実施例1と同様にして、巻回電極体側面における最外周側の正極が最外周側の負極からはみ出している部分に相当する位置の上下端のそれぞれから、巻回電極体上下面における最外周側の正極の集電体の位置する箇所までを含む部分が、電気絶縁性のフィルムで覆われており、これにより、最外周に位置するセパレータが、巻回電極体の上下面において、巻回電極体の巻回中心側に向かって折り曲げられて、正極の上下面を覆った形態の巻回電極体を作製した。そして、この巻回電極体を用いた以外は、実施例1と同様にして筒形非水電解液一次電池を作製した。
比較例1
電気絶縁性のフィルムを用いない以外は、実施例1と同様にして筒形非水電解液一次電池を作製した。
電気絶縁性のフィルムを用いない以外は、実施例1と同様にして筒形非水電解液一次電池を作製した。
<信頼性確認試験>
電池作製直後の信頼性確認のため、実施例1、2および比較例1の筒形非水電解液一次電池それぞれ1000個について、エージング後の開路電圧を測定した。このときの開路電圧が3.2V〜3.25Vの範囲にあるものについては正常品とし、それ以外の開路電圧のものについては異常品として、異常品の個数を確認した。
電池作製直後の信頼性確認のため、実施例1、2および比較例1の筒形非水電解液一次電池それぞれ1000個について、エージング後の開路電圧を測定した。このときの開路電圧が3.2V〜3.25Vの範囲にあるものについては正常品とし、それ以外の開路電圧のものについては異常品として、異常品の個数を確認した。
また、電池使用中の信頼性確認のため、電池作製直後に正常品と認定された実施例1、2および比較例1の筒形非水電解液一次電池それぞれ50個について、20℃で5mAの連続放電を行い、終止電圧2Vとした場合の放電容量を測定した。このときの放電容量が2500mAh以上のものについては正常品とし、それ以外の放電容量のものについては異常品として異常品の個数を確認した。
上記の信頼性確認試験の結果を表1に示す。
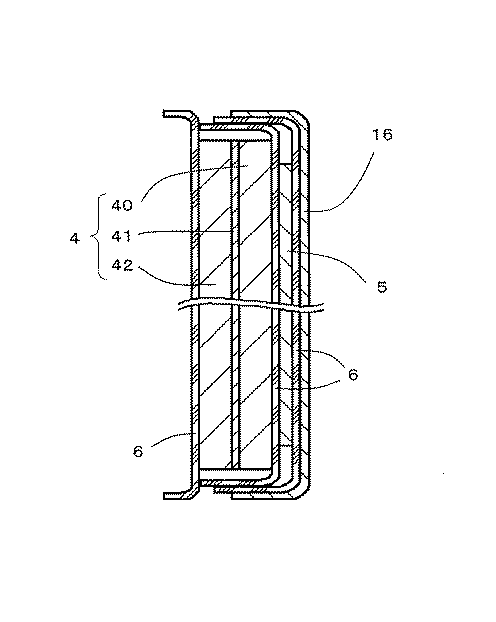
表1から明らかなように、実施例1、2の筒形非水電解液一次電池は、電池作製直後および電池使用中において異常品の発生が認められず、信頼性が非常に優れている。
これに対し、比較例1の電池は、電池作製直後において、開路電圧が3.1V以下のものが2個あり、また、放電試験中に電圧が急激に低下して容量が2500mAhに満たないものが1個あった。これらの電池を分解したところ、電池作製直後に異常品となったものは巻回電極体の下面における最外周のセパレータが外周側に折れ曲がり、正極が露出することで外装缶と一部接触していた。電池使用中に異常品となったものは、巻回電極体の上面における最外周のセパレータが蛇腹状に押しつぶされ、放電に伴って膨張した正極が露出することで、外装缶と一部接触していた。
1 筒形非水電解液一次電池
2 外装缶
3 巻回電極体
4 正極
5 負極
6 セパレータ
7 電池蓋
8 絶縁パッキング
9 端子体
16 電気絶縁性のフィルム
2 外装缶
3 巻回電極体
4 正極
5 負極
6 セパレータ
7 電池蓋
8 絶縁パッキング
9 端子体
16 電気絶縁性のフィルム
Claims (3)
- 二酸化マンガンまたはフッ化黒鉛を含有する正極合剤層を集電体の両面に有する正極、リチウムまたはリチウム合金を含有する負極、およびセパレータを巻回してなり、最外周にセパレータが配置されている巻回電極体と、非水電解液とを、有底筒形の外装缶と、絶縁パッキングを介して端子体が取り付けられた電池蓋とにより形成された空間内に有する筒形非水電解液一次電池であって、
上記外装缶と上記電池蓋とが溶接により封止されており、
上記外装缶および上記電池蓋が負極の電位を有し、上記端子体が正極の電位を有しており、
上記巻回電極体の上側の、少なくとも、上記巻回電極体側面における最外周側の正極が最外周側の負極からはみ出している部分に相当する位置の下端から、上記巻回電極体上面における最外周側の正極の集電体の位置する箇所までが、電気絶縁性のフィルムで覆われていることにより、少なくとも最外周に位置するセパレータが、上記巻回電極体の上面において、上記巻回電極体の巻回中心側に向かって折り曲げられているか、または、
上記巻回電極体の下側の、少なくとも、上記巻回電極体側面における最外周側の正極が最外周側の負極からはみ出している部分に相当する位置の上端から、上記巻回電極体下面における最外周側の正極の集電体の位置する箇所までが、電気絶縁性のフィルムで覆われていることにより、少なくとも最外周に位置するセパレータが、上記巻回電極体の下面において、上記巻回電極体の巻回中心側に向かって折り曲げられていることを特徴とする筒形非水電解液一次電池。 - 巻回電極体の上側の、少なくとも、上記巻回電極体側面における最外周側の正極が最外周側の負極からはみ出している部分に相当する位置の下端から、上記巻回電極体上面における最外周側の正極の集電体の位置する箇所までが、電気絶縁性のフィルムで覆われていることにより、少なくとも最外周に位置するセパレータが、上記巻回電極体の上面において、上記巻回電極体の巻回中心側に向かって折り曲げられており、かつ
上記巻回電極体の下側の、少なくとも、上記巻回電極体側面における最外周側の正極が最外周側の負極からはみ出している部分に相当する位置の上端から、上記巻回電極体下面における最外周側の正極の集電体の位置する箇所までが、電気絶縁性のフィルムで覆われていることにより、少なくとも最外周に位置するセパレータが、上記巻回電極体の下面において、上記巻回電極体の巻回中心側に向かって折り曲げられている請求項1に記載の筒形非水電解液一次電池。 - 巻回電極体の側面全面が電気絶縁性のフィルムで覆われている請求項2に記載の筒形非水電解液一次電池。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007027516A JP2008192524A (ja) | 2007-02-07 | 2007-02-07 | 筒形非水電解液一次電池 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007027516A JP2008192524A (ja) | 2007-02-07 | 2007-02-07 | 筒形非水電解液一次電池 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2008192524A true JP2008192524A (ja) | 2008-08-21 |
Family
ID=39752414
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007027516A Withdrawn JP2008192524A (ja) | 2007-02-07 | 2007-02-07 | 筒形非水電解液一次電池 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2008192524A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009146801A (ja) * | 2007-12-17 | 2009-07-02 | Panasonic Corp | 扁平形非水電解液電池 |
| JP2013134940A (ja) * | 2011-12-27 | 2013-07-08 | Fdk Twicell Co Ltd | 円筒形電池 |
| WO2021192666A1 (ja) * | 2020-03-26 | 2021-09-30 | 三洋電機株式会社 | 非水電解質二次電池 |
| CN114072947A (zh) * | 2019-07-30 | 2022-02-18 | 株式会社村田制作所 | 二次电池、电池包、电动工具、电动式航空器及电动车辆 |
| JPWO2022254983A1 (ja) * | 2021-05-31 | 2022-12-08 |
-
2007
- 2007-02-07 JP JP2007027516A patent/JP2008192524A/ja not_active Withdrawn
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009146801A (ja) * | 2007-12-17 | 2009-07-02 | Panasonic Corp | 扁平形非水電解液電池 |
| JP2013134940A (ja) * | 2011-12-27 | 2013-07-08 | Fdk Twicell Co Ltd | 円筒形電池 |
| CN114072947A (zh) * | 2019-07-30 | 2022-02-18 | 株式会社村田制作所 | 二次电池、电池包、电动工具、电动式航空器及电动车辆 |
| WO2021192666A1 (ja) * | 2020-03-26 | 2021-09-30 | 三洋電機株式会社 | 非水電解質二次電池 |
| CN115298876A (zh) * | 2020-03-26 | 2022-11-04 | 三洋电机株式会社 | 非水电解质二次电池 |
| EP4131462A4 (en) * | 2020-03-26 | 2024-07-24 | SANYO Electric Co., Ltd. | NON-AQUEOUS ELECTROLYTE SECONDARY BATTERY |
| US12573667B2 (en) | 2020-03-26 | 2026-03-10 | Sanyo Electric Co., Ltd. | Non-aqueous electrolyte secondary battery |
| JPWO2022254983A1 (ja) * | 2021-05-31 | 2022-12-08 | ||
| WO2022254983A1 (ja) * | 2021-05-31 | 2022-12-08 | パナソニックIpマネジメント株式会社 | リチウム一次電池 |
| JP7617539B2 (ja) | 2021-05-31 | 2025-01-20 | パナソニックIpマネジメント株式会社 | リチウム一次電池 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5620811B2 (ja) | 円筒形非水電解液一次電池 | |
| WO2010125755A1 (ja) | 組立封口体およびそれを用いた電池 | |
| JPWO2019181285A1 (ja) | 二次電池 | |
| JP2008192383A (ja) | 筒形非水電解液一次電池 | |
| JP2008192524A (ja) | 筒形非水電解液一次電池 | |
| JP5252691B2 (ja) | 円筒形非水電解液一次電池およびその製造方法 | |
| WO2023162823A1 (ja) | 円筒形非水電解質二次電池 | |
| JP4968768B2 (ja) | 筒形非水電解液電池 | |
| JP2006139918A (ja) | 筒形非水電解液電池 | |
| US20230073596A1 (en) | Non-aqueous electrolytic secondary battery | |
| JP5019557B2 (ja) | 筒形非水電解液一次電池 | |
| JP4993859B2 (ja) | 非水電解液一次電池 | |
| JP4151840B2 (ja) | 非水電解液電池 | |
| JP4236193B2 (ja) | 筒形電池用電池蓋、および筒形電池とその製造方法 | |
| JP2000357505A (ja) | 非水電解液二次電池 | |
| JP4255013B2 (ja) | 非水電解液電池 | |
| JP2004335380A (ja) | 非水電解液電池 | |
| JP4129955B2 (ja) | 電池および電池の製造方法 | |
| JP2011154788A (ja) | 電池 | |
| JP4079326B2 (ja) | 非水電解液電池 | |
| JP4993860B2 (ja) | 非水電解液一次電池 | |
| JP4129966B2 (ja) | 非水電解液電池 | |
| JP5377472B2 (ja) | リチウムイオン二次電池 | |
| JP4129952B2 (ja) | 非水電解液電池 | |
| JP7617539B2 (ja) | リチウム一次電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20100511 |