JP2008200733A - カップ型金網フィルター - Google Patents
カップ型金網フィルター Download PDFInfo
- Publication number
- JP2008200733A JP2008200733A JP2007041936A JP2007041936A JP2008200733A JP 2008200733 A JP2008200733 A JP 2008200733A JP 2007041936 A JP2007041936 A JP 2007041936A JP 2007041936 A JP2007041936 A JP 2007041936A JP 2008200733 A JP2008200733 A JP 2008200733A
- Authority
- JP
- Japan
- Prior art keywords
- cup
- wire mesh
- molten metal
- mesh
- filter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229910052751 metal Inorganic materials 0.000 claims abstract description 55
- 239000002184 metal Substances 0.000 claims abstract description 55
- 238000005266 casting Methods 0.000 claims abstract description 14
- 238000002347 injection Methods 0.000 claims description 30
- 239000007924 injection Substances 0.000 claims description 30
- 229910052782 aluminium Inorganic materials 0.000 claims description 13
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 13
- 238000005520 cutting process Methods 0.000 claims description 4
- 230000002950 deficient Effects 0.000 description 10
- 238000004519 manufacturing process Methods 0.000 description 5
- 230000000694 effects Effects 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 238000003825 pressing Methods 0.000 description 3
- 230000005484 gravity Effects 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 238000000034 method Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
Images










Landscapes
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Abstract
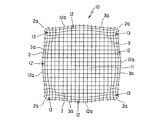
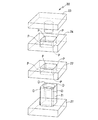
【解決手段】少なくとも上型31と下型32を備え、下型32に垂直方向に溶湯の注入通路33を形成した金型30の、前記注入通路33の上端部に上から正立姿勢で取付けられるものであり、同一長さの複数の網線3が垂直に交わる平面正方形の金網原板2の中央部を、円柱状のプレスロッド23で押圧して、平面円形状の底板部11を形成するとともに、金網原板2の四方角部を底板部11から斜め上外方に向けて離し、上端12aに凹状湾曲形状を有する側壁12を隣接する四方角部間に立設する。
【選択図】図1
Description
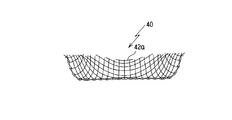
そのため、端部網線42aが、溶湯を注入する際の圧力によって外れてしまい易く、溶湯によって形成される製品に混ざり込んで、不良品を産出してしまい易い。その結果、数%の不良品が生じるおそれがあり歩留まりが悪くなるといった問題がある。
同一長さの複数の網線(3)が垂直に交わる平面正方形の金網原板(2)の中央部を、円柱状のプレスロッド(23)で押圧して、平面円形状の底板部(11)を形成するとともに、前記金網原板(2)の四方角部を前記底板部(11)から斜め外方に向けて離し、端部(12a)に凹状湾曲形状を有する側壁(12)を隣接する前記四方角部間に立設したことを特徴とする。
同一長さの複数の網線(3)が垂直に交わる平面正方形の金網原板(2)の中央部を、円柱状のプレスロッド(23)で押圧して、平面円形状の底板部(11)を形成するとともに、前記金網原板(2)の四方角部を前記底板部(11)から斜め上外方に向けて離し、上端(12a)に凹状湾曲形状を有する側壁(12)を隣接する前記四方角部間に立設したことを特徴とする。
これにより、溶湯を注入する際に、その圧力によって端部網線が外れてしまい、当該溶湯によって形成される製品に混ざり込み、不良品を産出するといった事態を防止することができる。
これにより、溶湯を注入する際に、その圧力によって端部網線が外れてしまい、当該溶湯によって形成される製品に混ざり込み、不良品を産出するといった事態を防止することができる。
従って、例えば、アルミニウム製の自動車用シリンダーヘッドを、不良品を産出することなく、製造することができる。
図1乃至図4を参照して、本発明の第一実施形態に係るカップ型金網フィルター10について説明する。図1はカップ型金網フィルター10を示す斜視図であり、図2はその平面図、図3はその側面図である。また、図4は、当該カップ型金網フィルター10を形成する金網原板2を示す平面図である。
次に、図5乃至図8を参照して、本発明の第二実施形態に係るカップ型金網フィルター10について説明する。図5はカップ型金網フィルター10を示す斜視図であり、図6はその平面図、図7はその側面図である。また、図8は当該カップ型金網フィルター10を形成する金網原板2を示す平面図である。
なお、本発明の第二実施形態における金型30は、自動車のシリンダーヘッドを鋳造するものであり、溶湯はアルミニウムである。
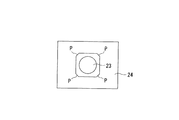
この金網素材1の切断は、ダイ21をダイプレート22より僅かに突出させているので、円滑に達成される。
なお、本発明の第一実施形態に係るカップ型金網フィルター10を製造する場合には、特に切欠部2aを形成しないので、面取り凹部Dと面取り凸部Pは不要であり、ダイ21、ダイプレート22およびプレスプレート24の四方角部に形成されない。
2 金網原板
2a 切欠部
3 網線
3a 端部網線
10 カップ型金網フィルター
11 底板部
12 側壁
12a 上端
13 山状部
20 プレス盤
21 ダイ
22 ダイプレート
23 プレスロッド
24 プレスプレート
25 ガイドポスト
26 ガイドピン
27 支持台
30 鋳物用金型
31 上型
32 下型
33 注入通路
34 中子
40 カップ型金網フィルター
41 金網原板
42 網線
42a 端部網線
D 面取り凹部
P 面取り凸部
Claims (5)
- 金型に形成した溶湯を注入するための注入通路に取付けられるカップ型の金網フィルターであって、
同一長さの複数の網線が垂直に交わる平面正方形の金網原板の中央部を、円柱状のプレスロッドで押圧して、平面円形状の底板部を形成するとともに、前記金網原板の四方角部を前記底板部から斜め外方に向けて離し、端部に凹状湾曲形状を有する側壁を隣接する前記四方角部間に立設したことを特徴とするカップ型金網フィルター。 - 少なくとも上型と下型を備え、前記下型に垂直方向に溶湯の注入通路を形成した金型の、前記注入通路の上端部に上から正立姿勢で取付けられるカップ型の金網フィルターであって、
同一長さの複数の網線が垂直に交わる平面正方形の金網原板の中央部を、円柱状のプレスロッドで押圧して、平面円形状の底板部を形成するとともに、前記金網原板の四方角部を前記底板部から斜め上外方に向けて離し、上端に凹状湾曲形状を有する側壁を隣接する前記四方角部間に立設したことを特徴とするカップ型金網フィルター。 - 前記金網原板の四方角部をカットして、隣接する二つの側壁の連接部分である山状部の上端部に切欠部を設けたことを特徴とする請求項1又は2に記載のカップ型金網フィルター。
- 前記金型が、自動車のシリンダーヘッドを鋳造するものであることを特徴とする請求項1乃至3のうちいずれか一つに記載のカップ型金網フィルター。
- 前記溶湯が、アルミニウムであることを特徴とする請求項1乃至4のうちいずれか一つに記載のカップ型金網フィルター。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007041936A JP4977490B2 (ja) | 2007-02-22 | 2007-02-22 | カップ型金網フィルター |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007041936A JP4977490B2 (ja) | 2007-02-22 | 2007-02-22 | カップ型金網フィルター |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008200733A true JP2008200733A (ja) | 2008-09-04 |
| JP4977490B2 JP4977490B2 (ja) | 2012-07-18 |
Family
ID=39778752
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007041936A Active JP4977490B2 (ja) | 2007-02-22 | 2007-02-22 | カップ型金網フィルター |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4977490B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010274324A (ja) * | 2009-06-01 | 2010-12-09 | Nippon Mesh Kogyo Kk | 金属フィルタ及びその製造方法 |
| JP2013006219A (ja) * | 2009-07-29 | 2013-01-10 | Tokyo Kogyo Boyeki Shokai Ltd | 金属溶湯用濾過材 |
| JP2013248623A (ja) * | 2012-05-30 | 2013-12-12 | Nippon Mesh Kogyo Kk | 金属フィルタ及びその製造方法 |
| CN105458181A (zh) * | 2016-02-04 | 2016-04-06 | 中铁宝桥集团有限公司 | 纤维冒口易割片 |
| JPWO2022059491A1 (ja) * | 2020-09-17 | 2022-03-24 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107052250A (zh) * | 2016-12-31 | 2017-08-18 | 邓锦志 | 一种滤渣铸造用冒口 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54184309U (ja) * | 1978-06-19 | 1979-12-27 | ||
| JPS62277118A (ja) * | 1986-05-22 | 1987-12-02 | Shin Kobe Electric Mach Co Ltd | フイルタの製造法 |
| JPS6385351U (ja) * | 1986-11-18 | 1988-06-03 | ||
| JPH01118840U (ja) * | 1988-02-02 | 1989-08-11 | ||
| JPH01159946U (ja) * | 1988-04-22 | 1989-11-07 | ||
| JPH06269898A (ja) * | 1993-03-23 | 1994-09-27 | Nippon Light Metal Co Ltd | アルミニウムおよびアルミニウム合金鋳造用フィルタ |
| JPH09300044A (ja) * | 1996-05-16 | 1997-11-25 | Akira Kashiwazaki | 鋳造用フィルター |
| JPH11207437A (ja) * | 1998-01-26 | 1999-08-03 | Honda Motor Co Ltd | Al系鋳物鋳造用金網スクリーン |
| JP2001179397A (ja) * | 1999-12-24 | 2001-07-03 | Akira Kashiwazaki | 鋳造用フィルター |
| JP2004298950A (ja) * | 2003-04-01 | 2004-10-28 | Asahi Tec Corp | 異物除去用ストレーナ |
-
2007
- 2007-02-22 JP JP2007041936A patent/JP4977490B2/ja active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54184309U (ja) * | 1978-06-19 | 1979-12-27 | ||
| JPS62277118A (ja) * | 1986-05-22 | 1987-12-02 | Shin Kobe Electric Mach Co Ltd | フイルタの製造法 |
| JPS6385351U (ja) * | 1986-11-18 | 1988-06-03 | ||
| JPH01118840U (ja) * | 1988-02-02 | 1989-08-11 | ||
| JPH01159946U (ja) * | 1988-04-22 | 1989-11-07 | ||
| JPH06269898A (ja) * | 1993-03-23 | 1994-09-27 | Nippon Light Metal Co Ltd | アルミニウムおよびアルミニウム合金鋳造用フィルタ |
| JPH09300044A (ja) * | 1996-05-16 | 1997-11-25 | Akira Kashiwazaki | 鋳造用フィルター |
| JPH11207437A (ja) * | 1998-01-26 | 1999-08-03 | Honda Motor Co Ltd | Al系鋳物鋳造用金網スクリーン |
| JP2001179397A (ja) * | 1999-12-24 | 2001-07-03 | Akira Kashiwazaki | 鋳造用フィルター |
| JP2004298950A (ja) * | 2003-04-01 | 2004-10-28 | Asahi Tec Corp | 異物除去用ストレーナ |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010274324A (ja) * | 2009-06-01 | 2010-12-09 | Nippon Mesh Kogyo Kk | 金属フィルタ及びその製造方法 |
| JP2013006219A (ja) * | 2009-07-29 | 2013-01-10 | Tokyo Kogyo Boyeki Shokai Ltd | 金属溶湯用濾過材 |
| JP2013248623A (ja) * | 2012-05-30 | 2013-12-12 | Nippon Mesh Kogyo Kk | 金属フィルタ及びその製造方法 |
| CN105458181A (zh) * | 2016-02-04 | 2016-04-06 | 中铁宝桥集团有限公司 | 纤维冒口易割片 |
| CN105458181B (zh) * | 2016-02-04 | 2018-02-16 | 中铁宝桥集团有限公司 | 纤维冒口易割片 |
| JPWO2022059491A1 (ja) * | 2020-09-17 | 2022-03-24 | ||
| CN116033953A (zh) * | 2020-09-17 | 2023-04-28 | 富山住友电工株式会社 | 金属多孔体和金属多孔体的制造方法、以及过滤器 |
| EP4215258A4 (en) * | 2020-09-17 | 2024-03-20 | Sumitomo Electric Toyama Co., Ltd. | Porous metal body, method for producing porous metal body, and filter |
| JP7736276B2 (ja) | 2020-09-17 | 2025-09-09 | 富山住友電工株式会社 | 金属多孔体および金属多孔体の製造方法、並びにフィルター |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4977490B2 (ja) | 2012-07-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4977490B2 (ja) | カップ型金網フィルター | |
| CN110653345B (zh) | 砂芯组件以及通过3d打印形成砂芯组件的方法 | |
| CN108215246A (zh) | 多孔复材制件的成型工装及其使用方法 | |
| RU2018132349A (ru) | Способ образования обеспыливающих отверстий для турбинной лопатки и связанный керамический сердечник | |
| JP7380989B2 (ja) | 弦巻線の製造、弦巻線用の永久鋳型、および弦巻線 | |
| JP2007001232A (ja) | メッシュフィルタの製造方法及びメッシュフィルタ製造用射出成形金型 | |
| KR20110097326A (ko) | 주조용 금형의 가스배출 벤트 | |
| JP2009226434A (ja) | 一部に消失模型を有する模型およびそれを用いる鋳造方法 | |
| US20080138769A1 (en) | Mold Assembly For Manufacturing Tooth And Method For Molding The Same | |
| US9550230B2 (en) | Mold for casting a workpiece that includes one or more casting pins | |
| JP2012147551A (ja) | プロテクタ及びその製造方法 | |
| JP5315370B2 (ja) | 鋳造用金型 | |
| JP4446900B2 (ja) | フィルタの成形型 | |
| TWI601557B (zh) | Golf club head wax mold manufacturing methods | |
| CN103895188B (zh) | 用于成型接线板开关连体盒的模具 | |
| JP2016043811A (ja) | 車両用組み付け構造及び車両用組み付け部の製造方法 | |
| WO2007029987A1 (en) | Mold for injection molding | |
| CN112122552A (zh) | 浇注系统及铸造模具 | |
| JP6343493B2 (ja) | 格子体の製造方法 | |
| TWI551375B (zh) | 具有缺槽之鑄件組樹蠟模的成型方法 | |
| JP2011178021A (ja) | 射出成形用金型、射出成形用金型によって成形された成形品及び射出成形用金型を用いた成形品の成形方法 | |
| JP4709562B2 (ja) | 鋳造用金型 | |
| JP6050930B2 (ja) | 筒状部材 | |
| JP2749127B2 (ja) | メッシュ部材成形金型 | |
| JP2009028758A (ja) | 金型および成型方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100114 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20101214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120110 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120227 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20120227 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120227 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120410 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120416 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4977490 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150420 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |