JP2008201630A - パーライトの製造方法 - Google Patents
パーライトの製造方法 Download PDFInfo
- Publication number
- JP2008201630A JP2008201630A JP2007040580A JP2007040580A JP2008201630A JP 2008201630 A JP2008201630 A JP 2008201630A JP 2007040580 A JP2007040580 A JP 2007040580A JP 2007040580 A JP2007040580 A JP 2007040580A JP 2008201630 A JP2008201630 A JP 2008201630A
- Authority
- JP
- Japan
- Prior art keywords
- pearlite
- firing
- unit volume
- foaming
- natural
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Silicates, Zeolites, And Molecular Sieves (AREA)
- Curing Cements, Concrete, And Artificial Stone (AREA)
Abstract
【解決手段】焼成・発泡後の単位容積質量が異なる2種類の天然ガラス質岩石を、950℃〜1250℃の温度で焼成・発泡させるパーライトの製造方法であって、2種類の天然ガラス質岩石を、粉砕・混合し、または、混合粉砕し、該混合物を前記温度範囲で焼成・発泡させることを特徴とするパーライトの製造方法である。
【選択図】なし
Description
さらに詳しくは、天然ガラス質岩石を原料として、所定の単位容積質量を有する高品質なパーライトを効率的かつ安定して製造する方法を提供するものである。
焼成・発泡後の単位容積質量が異なる2種類の天然ガラス質岩石を、950℃〜1250℃の温度で焼成・発泡させるパーライトの製造方法であって、2種類の天然ガラス質岩石を、粉砕・混合し、または、混合粉砕し、該混合物を前記温度範囲で焼成・発泡させることを特徴とするパーライトの製造方法である。
本発明の第2は、
焼成・発泡後の単位容積質量が異なる2種類の天然ガラス質岩石を、950℃〜1250℃の温度で焼成・発泡させるパーライトの製造方法であって、2種類の天然ガラス質岩石を粉砕して、焼成装置に別々に投入して焼成装置内で焼成・混合することを特徴とするパーライトの製造方法である。
1)2種類の天然ガラス質岩石は、焼成・発泡後の単位容積質量がそれぞれ0.02〜0.09kg/リットルと0.1〜0.5kg/リットルであること。
2)焼成・発泡後の単位容積質量が0.02〜0.09kg/リットルの天然ガラス質岩石(X質量部)と焼成・発泡後の単位容積質量が0.1〜0.5kg/リットルの天然ガラス質岩石(Y質量部)との混合割合は、X/Y=2/98〜90/10であること。
3)2種類の天然ガラス質岩石を焼成して得られたパーライトの単位容積質量は、0.05〜0.3kg/リットルであること。
4)2種類の天然ガラス質岩石は、真珠岩及び/又は松脂岩であること。
5)2種類の天然ガラス質岩石は、それぞれ150〜800℃の温度で予備加熱して水分量を0.5〜4重量%に調整されたのち粉砕される、または、粉砕されてそれぞれ150〜800℃の温度で予備加熱して水分量を0.5〜4重量%に調整されること。
6)パーライトは、左官材用またはサイディングボード用であること。
本発明によれば、2種類の天然ガラス質岩石が両方ともに充分な発泡状態を得られる温度を焼成温度として選択し、2種類の天然ガラス質岩石を乾燥・粉砕したものの混合比率を変化させて前記温度で焼成することによって、パーライトの単位容積質量を一定範囲で安定して制御することが可能である。
本発明で得られるパーライトは、2種類の天然ガラス質岩石が共に良好な発泡状態となることから未発泡粒子の残存を回避することができ、得られたパーライトの性状・品質を良好に保つとともに、任意の単位容積質量のパーライトを製造することが可能である。
さらに、本発明のパーライトは、未発泡粒子の残存に起因する左官材モルタル塗布時のスジ引きや、サイディングボード表面の凹部の発生が防止されるため、左官材やサイディングボードの用途において特に優れた性能を発揮する。
本発明では、
(1)焼成・発泡後の単位容積質量が異なる2種類の天然ガラス質岩石(原料岩石)を乾燥する第1工程、
(2)第1工程で乾燥した焼成・発泡後の単位容積質量が異なる2種類の岩石(原料岩石)をそれぞれ個別に粉砕する第2工程、
(3)第2工程で粉砕した焼成・発泡後の単位容積質量が異なる2種類の岩石粒(原料岩石の粉砕物)を、目標となる単位容積質量のパーライトが得られるように、2種類の岩石の発泡後の単位容積質量から算出した割合で混合する第3工程、
(4)第3工程で調製した岩石粒混合物(原料岩石粉砕物の混合物)を950〜1250℃の温度で焼成して発泡させる第4工程、
以上の4つの工程を経て、目標の単位容積質量を有するパーライトを安定して効率的に製造することができる。
尚、第1工程においては、必要に応じて150〜800℃の温度でそれぞれ予備加熱して含有水分の一部を除去し、水分量を0.5〜4重量%に調整しても良い。また、より効率的に予備加熱を行うため、予め予備加熱し易い粒度に粉砕して予備加熱を行っても良い。また、必要に応じて粉砕した岩石粒を分級して、粒度を調整しても良い。
第2工程においては、第1工程で乾燥した2種類の岩石を、目標となる単位容積質量のパーライトが得られるように2種類の岩石の発泡後の単位容積質量から算出した割合で混合・粉砕しても良い。
さらに、第4工程において、第2工程で調整した岩石粒をロータリーキルンや気流焼成炉に目標の混合比率となるよう別々に定量供給し、焼成・混合しても良く、その場合は第3工程の焼成前の混合工程を省略することができる。
なお、焼成時の発泡倍率が異なる天然ガラス質岩石としては、岩種や産地が異なる天然ガラス質岩石や、同じ岩種、産地の天然ガラス質岩石でも採取場所が異なる天然ガラス質岩石で、焼成時の発泡倍率が異なるものである。
岩種および産地が異なる多種多様な天然ガラス質岩石、或いは、岩種および産地は同じであるが含水率に差異があるような天然ガラス質岩石等から2種類の天然ガラス質岩石を選択する場合に、それぞれの天然ガラス質岩石が良好な発泡倍率が得られる温度範囲e、fの重なった温度範囲gが、好ましくは20℃以上の温度範囲であること、さらに好ましくは30℃以上の温度範囲であること、より好ましくは40℃以上の温度範囲であること、特に好ましくは45℃以上の温度範囲であることが、2種類の天然ガラス質岩石をそれぞれ安定して焼成・発泡させる上で好ましい。
前記の良好な発泡倍率が得られる温度範囲e、fとは、950〜1250℃で焼成・発泡させた場合の最大の発泡倍率h、iに対し、その95%以上の発泡倍率が得られる温度範囲e、fを意味する。
前記の良好な発泡倍率が得られる温度範囲の重なった温度範囲g(下限温度:t1、上限温度:t2)が20℃より小さい場合、2種類の天然ガラス質岩石の両方で良好な発泡状態を得るための焼成・発泡温度範囲が極端に狭いことから良好な発泡状態のパーライトを安定して得られないことがあり好ましくない。また、前記温度範囲e、fが重なっていない場合には、2種類の天然ガラス質岩石のいずれか片方の岩石は良好な発泡状態を得られないことから好ましくない。

焼成・発泡して得られるパーライトの単位容積質量は、0.05kg/リットルよりも小さいものは1種類の天然ガラス質岩石を焼成しても得られ易く、2種類の天然ガラス質岩石を使用して製造するメリットが小さく、0.3kg/リットルよりも大きい場合にはパーライトの軽量化効果が小さくなるため実用上好ましくない。
好ましくは、焼成・発泡後の単位容積質量が0.02〜0.09kg/リットルの発泡倍率が大きい天然ガラス質岩石と、焼成・発泡後の単位容積質量が0.1〜0.5kg/リットルの発泡倍率が小さい天然ガラス質岩石とを用い、
さらに好ましくは、焼成・発泡後の単位容積質量が0.025〜0.08kg/リットルの発泡倍率が大きい天然ガラス質岩石と、焼成・発泡後の単位容積質量が0.12〜0.4kg/リットルの発泡倍率が小さい天然ガラス質岩石とを用い、
特に好ましくは、焼成・発泡後の単位容積質量が0.03〜0.07kg/リットルの発泡倍率が大きい天然ガラス質岩石と、焼成・発泡後の単位容積質量が0.15〜0.35kg/リットルの発泡倍率が小さい天然ガラス質岩石とを用いることにより、単位容積質量を広い範囲で制御してパーライトを製造することができる。
天然ガラス質岩石としては、真珠岩及び/又は松脂岩から選ばれる発泡倍率が異なる2種類の岩石を用いることが好ましく、真珠岩および松脂岩とは焼成時間などの焼成条件が大きく異なる黒曜石は使用できない。
水分量が0.5質量%より少なくなると焼成・発泡時に発泡が不十分となり、単位容積質量を0.3kg/リットル以下とすることが困難になったり、発泡が良好に進行しないため焼成して得たパーライト中に未発泡粒子が混入する場合があるため好ましくなく、4質量%以上の場合は、焼成過程で過発泡が起こり開気孔が生成し易くなるため好ましくない。
混合処理に用いる混合装置は、砂や高炉スラグ粉、或いはセメントなどを混合するのに用いられる一般的な混合装置を適宜選択して用いることができる。
また、2種類の天然ガラス質岩石の原石粒は、目標の単位容積質量が得られる比率となるように、焼成装置に別々に定量供給して前記焼成温度で焼成・混合しても良い。この方法の場合、焼成前に2種類の精石を混合する工程が省略できるためより好ましい。
焼成・発泡に用いる焼成装置としては、本発明で好ましい焼成温度を安定して保持できる装置であれば特に限定されるものではなく、例えばロータリキルン、電気炉および竪型気流焼成炉等、パーライトの製造時に一般的に使われているものが使用できる。
また、2種類の天然ガラス質岩石(原石)の混合比率の調整により、使用用途・使用条件に適した単位容積質量を適確に実現でき、かつ、2種類の天然ガラス質岩石(原石)がそれぞれ高い発泡倍率を得られる条件で焼成されることから、得られたパーライトは未発泡粒子を含まず、左官材用モルタルやサイディングボード用の原材料として使用した場合に、特に優れた特性を得ることができる。
(1)良好な発泡倍率の得られる温度範囲の測定
原料には、佐賀県産の真珠岩を250℃で20分間加熱して粒度0.3〜0.6mmに粉砕、粒度調整して得られた岩石粒(精石)と、大分県産の真珠岩を300℃で20分間加熱し、粒度0.3〜0.6mmに粉砕、粒度調整して得られた岩石粒(精石)とを使用した。
粉砕装置にはブラウンミル(吉田製作所社製)、加熱処理は箱型電気炉(アドバンテック東洋社製)を使用した。それぞれの岩石粒の強熱減量から計算した水分量は、佐賀県産の真珠岩が3.0%および大分県産の真珠岩が2.1%であった。これらの岩石粒(精石)を個別に、箱型電気炉を用いて温度950〜1150℃で、30秒間焼成した。それぞれの岩石粒(精石)および箱型電気炉焼成品の単位容積質量をJIS A 5007に準拠して測定し、発泡倍率を求めた。
結果を図2に示す。最大発泡倍率に対する割合が95%以上の発泡倍率が得られる温度範囲は、佐賀県産真珠岩が1085〜1150℃、大分県産真珠岩が1070〜1128℃であり、1085〜1128℃の温度範囲では、両者が共通して良好な発泡倍率を得ることができた。
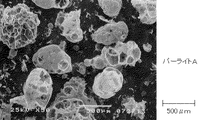
佐賀県産の真珠岩を250℃で20分間加熱し、0.3mm全通となるよう粉砕した。大分県産の真珠岩を300℃で20分間過熱し、0.3mm全通となるよう粉砕した。それぞれの岩石粒(精石)をそれぞれ単独で縦型気流焼成炉(炉内径;φ50mm、長さ;1m)を使用して、両者が共通して良好な発泡倍率を得ることができる1100℃で焼成し、パーライトA、Hを得た。得られたパーライトの単位容積質量をJIS A 5007に準拠して単位容積質量を測定した結果、佐賀県産真珠岩を焼成して得たパーライトAの単位容積質量は0.051kg/リットルで、大分県産真珠岩を焼成して得たパーライトの単位容積質量は0.178kg/リットルであった。
また、佐賀県産真珠岩の岩石粒(精石)のみを使用して、焼成パーライトの目標の単位容積質量を0.09kg/リットル、0.12kg/リットル、0.16kg/リットルとし、焼成温度をそれぞれ1080℃、1070℃、1050℃に保持して焼成し、パーライトB〜D(比較例1〜3)を得た。なお、目標の単位容積質量に対応した焼成温度は、事前に佐賀県産真珠岩について焼成温度に対する発泡倍率を測定した結果(図2)に基づいて設定した。
得られたパーライト(B〜G)の単位容積質量を前記と同様にJIS A 5007に準拠して測定した。
次に、パーライト(A〜H)を5リットルのプラスチック製円筒容器内(内寸法;直径φ160mm、高さ270mm)に充填し、容器をテーブルバイブレーター(丸東製作所社製)に固定して10分間振動を与えた後、プラスチック製円筒容器上部(上から160mmまでの部分)のパーライトと下部(底から110mmまでの部分)のパーライトを別々に採取し、それぞれ単位容積質量をJIS A 5007に準拠して測定して、容器内の上部と下部との単位容積質量の差異を測定した。
単位容積質量の測定結果を表3に示す。
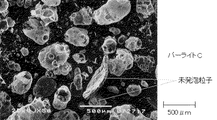
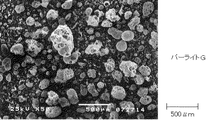
また、得られたパーライトの形状を走査型電子顕微鏡(日本電子データム社製JSM−5400)で観察した。観察の結果を図3〜6に示す。
得られたパーライトA〜Hに、セメント(宇部三菱セメント社製普通ポルトランドセメント)およびJIS A 5201に準拠して測定されるフロー値が180〜200mmとなるよう水と混和剤(山宗化学社製、ヴィンソルW)を加えてホバートミキサーで3分間混練し、モルタルを作製した。モルタルの配合を表2に示す。
練り上がったモルタルを左官鏝および鏝板を用い、平板に全量塗りつけ、鏝圧をかけてすり合わせ、0.5mm程度の厚さにしたときにモルタル表面に発生したスジの数を測定した。
モルタル表面に発生したスジの本数の測定結果を表3に示す。
佐賀県産真珠岩を原料とし、縦型気流焼成炉の下部より780mmの部分の温度を1050〜1080℃で焼成したパーライトB、C、D(比較例1、2、3)は、振動付与前の単位容積質量はそれぞれ0.083kg/リットル、0.111、kg/リットル、0.150kg/リットルとほぼ目標の単位容積質量に近くなったが、振動を付与した場合、振動により未発泡の粒子が下部へ移動するため、容器上部と容器下部から採取したパーライトの単位容積質量の差は0.035kg/リットル以上と非常に大きくなった。また、パーライトCの顕微鏡観察結果からは未発泡粒子が確認された。さらに、これらのパーライトを用いたモルタルに関するスジ引き試験においても、パーライトB〜Cは未発泡粒子が鏝圧をかけても潰れないため、スジの本数が19〜47本と多く、良好な仕上がり面を形成できなかった。
佐賀県産原石と大分産原石とを焼成・混合したパーライトE〜G(実施例1〜3)は、ほぼ目標通りの単位容積質量が得られた。これらのパーライトの場合、振動付与を行っても容器上部と下部から採取したパーライトの単位容積質量の差を測定した結果は0.021kg/リットル以下と小さく、また、顕微鏡観察では未発泡粒子は認められなかった。さらに、モルタルのスジ引き試験の結果、未発泡粒子の残存に起因するスジは発生せず、良好なモルタル仕上げ面を形成できた。
Claims (8)
- 焼成・発泡後の単位容積質量が異なる2種類の天然ガラス質岩石を、950℃〜1250℃の温度で焼成・発泡させるパーライトの製造方法であって、2種類の天然ガラス質岩石を、粉砕・混合し、または、混合粉砕し、該混合物を前記温度範囲で焼成・発泡させることを特徴とするパーライトの製造方法。
- 焼成・発泡後の単位容積質量が異なる2種類の天然ガラス質岩石を、950℃〜1250℃の温度で焼成・発泡させるパーライトの製造方法であって、2種類の天然ガラス質岩石を、粉砕して焼成装置に別々に投入して焼成装置内で焼成・混合することを特徴とするパーライトの製造方法。
- 2種類の天然ガラス質岩石は、焼成・発泡後の単位容積質量がそれぞれ0.02〜0.09kg/リットルと0.1〜0.5kg/リットルであることを特徴とする請求項1又は請求項2に記載のパーライトの製造方法。
- 焼成・発泡後の単位容積質量が0.02〜0.09kg/リットルの天然ガラス質岩石(X質量部)と焼成・発泡後の単位容積質量が0.1〜0.5kg/リットルの天然ガラス質岩石(Y質量部)との混合割合は、X/Y=2/98〜90/10であることを特徴とする請求項1〜3のいずれか1項に記載のパーライトの製造方法。
- 2種類の天然ガラス質岩石を焼成して得られたパーライトの単位容積質量は、0.05〜0.3kg/リットルであることを特徴とする請求項1〜4のいずれか1項に記載のパーライトの製造方法。
- 2種類の天然ガラス質岩石は、真珠岩及び/又は松脂岩であることを特徴とする請求項1〜5のいずれか1項に記載のパーライトの製造方法。
- 2種類の天然ガラス質岩石は、それぞれ150〜800℃の温度で予備加熱して水分量を0.5〜4重量%に調整されたのち粉砕される、または、粉砕されてそれぞれ150〜800℃の温度で予備加熱して水分量を0.5〜4重量%に調整されることを特徴とする請求項1〜6のいずれか1項に記載のパーライトの製造方法。
- パーライトは、左官材用またはサイディングボード用であることを特徴とする請求項1〜7のいずれか1項に記載のパーライトの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007040580A JP4910756B2 (ja) | 2007-02-21 | 2007-02-21 | パーライトの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007040580A JP4910756B2 (ja) | 2007-02-21 | 2007-02-21 | パーライトの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008201630A true JP2008201630A (ja) | 2008-09-04 |
| JP4910756B2 JP4910756B2 (ja) | 2012-04-04 |
Family
ID=39779522
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007040580A Expired - Fee Related JP4910756B2 (ja) | 2007-02-21 | 2007-02-21 | パーライトの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4910756B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010018507A (ja) * | 2008-07-14 | 2010-01-28 | Principle:Kk | 高強度ガラス質バルーンの製造方法 |
| JP2010076986A (ja) * | 2008-09-26 | 2010-04-08 | Kubota Matsushitadenko Exterior Works Ltd | パーライトの製造方法 |
| JP2011219353A (ja) * | 2010-03-26 | 2011-11-04 | Taiheiyo Materials Corp | 耐衝撃性パーライトとその製造方法 |
| JP2012116690A (ja) * | 2010-11-30 | 2012-06-21 | Taiheiyo Materials Corp | 高耐久性パーライトとその製造方法 |
| JP2012136402A (ja) * | 2010-12-27 | 2012-07-19 | Taiheiyo Materials Corp | 高強度パーライトの製造方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07277851A (ja) * | 1994-04-01 | 1995-10-24 | Showa Kagaku Kogyo Kk | 真珠岩・松脂岩を用いた建材用低吸水性粒状パーライトの製造方法 |
| JP2000247628A (ja) * | 1999-02-23 | 2000-09-12 | Mitsui Mining & Smelting Co Ltd | 膨脹パーライトの製造方法及び装置 |
| JP2000335984A (ja) * | 1999-05-28 | 2000-12-05 | Suriipuro Sangyo:Kk | 軽量パーライト体およびその製造方法 |
-
2007
- 2007-02-21 JP JP2007040580A patent/JP4910756B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07277851A (ja) * | 1994-04-01 | 1995-10-24 | Showa Kagaku Kogyo Kk | 真珠岩・松脂岩を用いた建材用低吸水性粒状パーライトの製造方法 |
| JP2000247628A (ja) * | 1999-02-23 | 2000-09-12 | Mitsui Mining & Smelting Co Ltd | 膨脹パーライトの製造方法及び装置 |
| JP2000335984A (ja) * | 1999-05-28 | 2000-12-05 | Suriipuro Sangyo:Kk | 軽量パーライト体およびその製造方法 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010018507A (ja) * | 2008-07-14 | 2010-01-28 | Principle:Kk | 高強度ガラス質バルーンの製造方法 |
| JP2010076986A (ja) * | 2008-09-26 | 2010-04-08 | Kubota Matsushitadenko Exterior Works Ltd | パーライトの製造方法 |
| JP2011219353A (ja) * | 2010-03-26 | 2011-11-04 | Taiheiyo Materials Corp | 耐衝撃性パーライトとその製造方法 |
| JP2012116690A (ja) * | 2010-11-30 | 2012-06-21 | Taiheiyo Materials Corp | 高耐久性パーライトとその製造方法 |
| JP2012136402A (ja) * | 2010-12-27 | 2012-07-19 | Taiheiyo Materials Corp | 高強度パーライトの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4910756B2 (ja) | 2012-04-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN106431204B (zh) | 废渣陶瓷砖以及所用粉料、砖坯体及其制备方法 | |
| JP4910756B2 (ja) | パーライトの製造方法 | |
| CN105669173A (zh) | 一种综合利用珍珠岩废弃物生产的保温装饰陶瓷板及其生产方法 | |
| CN105948704A (zh) | 一种基于陶瓷抛光渣的全固废发泡陶瓷保温板及其制备方法 | |
| US20170226410A1 (en) | Proppant Material Incorporating Fly Ash and Method of Manufacture | |
| TWI570092B (zh) | Large ceramic plate | |
| CN109678553A (zh) | 锂尾矿发泡陶瓷保温板的制备方法 | |
| JP2000281401A (ja) | コンクリート用軽量細骨材及びその製造方法 | |
| CN102503528A (zh) | 赤泥铁还原炉渣轻质泡沫陶瓷的制备方法及铁还原炉 | |
| CN109734416A (zh) | 一种发泡陶瓷及其制备工艺 | |
| CN111205074B (zh) | 一种含堇青石骨架的发泡陶瓷及其制备方法 | |
| JP2012091978A (ja) | パーライトの製造方法 | |
| CN106892672A (zh) | 利用钼矿尾矿干法制备陶瓷保温板的方法 | |
| JP3528390B2 (ja) | 球状パーライトの製造方法 | |
| US4123284A (en) | Porous ceramic bodies | |
| JP6153722B2 (ja) | 人工軽量骨材およびその製造方法 | |
| EP3805177A1 (en) | A method of producing lightweight ceramic sand from lignite fly ash, composition and use thereof | |
| JP2008019149A (ja) | 低吸水パーライト及びその製造方法 | |
| JP5076197B2 (ja) | 高強度ガラス質中空球の製造方法 | |
| JPS6245187B2 (ja) | ||
| WO2012004335A1 (en) | Dry cement mix for forming light concretes with low thermal conductivity, and concretes thus obtained | |
| JP2010037164A (ja) | 高強度、高真球度ガラス質微細中空球の製造方法 | |
| WO2017085667A2 (en) | Lightweight concrete with a high elastic modulus and use thereof | |
| US2274705A (en) | Building material and method of making the same | |
| Baek et al. | Influence of fly ash quality on rheological properties of cement paste |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091116 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110822 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110913 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111110 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111220 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120102 |
|
| R150 | Certificate of patent (=grant) or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150127 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |