JP2008296400A - 空気入りタイヤの製造方法 - Google Patents
空気入りタイヤの製造方法 Download PDFInfo
- Publication number
- JP2008296400A JP2008296400A JP2007142165A JP2007142165A JP2008296400A JP 2008296400 A JP2008296400 A JP 2008296400A JP 2007142165 A JP2007142165 A JP 2007142165A JP 2007142165 A JP2007142165 A JP 2007142165A JP 2008296400 A JP2008296400 A JP 2008296400A
- Authority
- JP
- Japan
- Prior art keywords
- groove
- rubber
- tire
- width direction
- reinforcing rubber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- Tires In General (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
- Tyre Moulding (AREA)
Abstract
【課題】加硫成形によって表面ゴム層の厚さが部分的に薄くなることがなく、表面ゴム層によるクラック防止効果を十分に得ることのできる空気入りタイヤの製造方法を提供する。
【解決手段】未加硫タイヤの外周面に溝幅方向中央側が溝幅方向両端側よりも厚く形成された補強ゴム5aを配置して表面ゴム層5を形成するようにしたので、溝4の底部の表面ゴム層5が薄くなることがなく、表面ゴム層5による溝4のクラック防止効果を十分に得ることができる。特に、互いに種類の異なるトレッド部材1a,1bの境界部分に溝4を配置した構成においては、トレッド部材1a,1bの境界部分から生ずるクラックの発生防止に効果的である。
【選択図】図2
【解決手段】未加硫タイヤの外周面に溝幅方向中央側が溝幅方向両端側よりも厚く形成された補強ゴム5aを配置して表面ゴム層5を形成するようにしたので、溝4の底部の表面ゴム層5が薄くなることがなく、表面ゴム層5による溝4のクラック防止効果を十分に得ることができる。特に、互いに種類の異なるトレッド部材1a,1bの境界部分に溝4を配置した構成においては、トレッド部材1a,1bの境界部分から生ずるクラックの発生防止に効果的である。
【選択図】図2
Description
本発明は、例えば乗用車、トラック、バス等に用いられる空気入りタイヤの製造方法に関するものである。
一般に、この種の空気入りタイヤは、タイヤ外周面に設けた複数の溝によりブロックパターンが形成されているが、溝の底部にはブロックの動きに伴う応力が生ずるため、溝の底部にクラックを生じやすいという問題がある。
また、近年における自動車の高性能化に伴い、タイヤに対しても様々な性能が望まれ、特にドライ操縦安定性(乾燥路走行性能)とウエット操縦安定性(湿潤路走行性能)の両立が要求されている。そこで、トレッド部を互いに特性の異なった種類のゴムによってタイヤ幅方向に分割形成することにより、ドライ性能及びウエット性能の向上を図るようにしたものが知られている(例えば、特許文献1参照。)。このようなタイヤでは、トレッド部の各ゴムの境界部分がブロックパターンの溝の底部に配置されているため、溝の底部において各ゴムの接合部分からクラックが生じやすいという問題がある。
そこで、未加硫タイヤの外周面にブロックパターンの溝に対応する部分に位置するシート状の補強ゴムを配置し、加硫成形によってブロックパターンの溝を形成することにより、溝の内面側に補強ゴムによる表面ゴム層を形成してクラックの発生を防止するようにしたものが知られている(例えば、特許文献2参照。)。
特開2006−240507号公報
特開2005−59834号公報
しかしながら、シート状の補強ゴムを配置した部分に加硫用の金型が押圧されると、溝の内面には金型の圧力が均一に加わらず、例えば溝の底部側、傾斜角度の大きい溝壁側、或いは硬度の高いゴム側に加わる金型の圧力が他の部分よりも大きくなる。このため、表面ゴム層の厚さが溝の内面において部分的に薄くなり、表面ゴム層によるクラックの防止効果が不十分になるという問題点があった。
本発明は前記問題点に鑑みてなされたものであり、その目的とするところは、加硫成形によって表面ゴム層の厚さが部分的に薄くなることがなく、表面ゴム層によるクラック防止効果を十分に得ることのできる空気入りタイヤの製造方法を提供することにある。
本発明は前記目的を達成するために、未加硫タイヤの外周面にブロックパターンの溝に対応する部分に位置するシート状の補強ゴムを配置し、加硫成形によってブロックパターンの溝を形成することにより、溝の内面側に補強ゴムによって表面ゴム層を形成するようにした空気入りタイヤの製造方法において、前記未加硫タイヤの外周面に、溝幅方向中央側が溝幅方向両端側よりも厚く形成された補強ゴムを配置して表面ゴム層を形成するようにしている。
これにより、シート状の補強ゴムを配置した部分に加硫用の金型が押圧されると、溝の底部側に加わる金型の圧力が他の部分よりも大きくなるが、補強ゴムは溝幅方向中央側が溝幅方向両端側よりも厚く形成されているため、溝の底部の表面ゴム層が薄くなることがない。
また、本発明は前記目的を達成するために、未加硫タイヤの外周面にブロックパターンの溝に対応する部分に位置するシート状の補強ゴムを配置し、加硫成形によってブロックパターンの溝を形成することにより、溝の内面側に補強ゴムによって表面ゴム層を形成するとともに、溝断面におけるタイヤ外周面の法線に対する幅方向一方の溝壁の傾斜角度と、前記法線に対する幅方向他方の溝壁の傾斜角度が互いに5゜以上の差を有する空気入りタイヤの製造方法において、前記未加硫タイヤの外周面に、前記傾斜角度の大きい方の溝壁側が傾斜角度の小さい方の溝壁側よりも厚く形成された補強ゴムを配置して表面ゴム層を形成するようにしている。
これにより、シート状の補強ゴムを配置した部分に加硫用の金型が押圧されると、傾斜角度の大きい方の溝壁側に加わる金型の圧力が傾斜角度の小さい方の溝壁側よりも大きくなるが、補強ゴムは傾斜角度の大きい方の溝壁側が傾斜角度の小さい方の溝壁側よりも厚く形成されているため、傾斜角度の大きい溝壁側の表面ゴム層が薄くなることがない。
また、本発明は前記目的を達成するために、互いに異なった種類のゴムからなる複数のトレッド部材をタイヤ幅方向の境界部分がブロックパターンの溝の底部に位置するように配置するとともに、各トレッド部材の境界部分の上にシート状の補強ゴムを配置し、加硫成形によってブロックパターンの溝を形成することにより、溝の少なくとも底部側に補強ゴムによって表面ゴム層を形成するとともに、溝の幅方向両側にそれぞれ位置するトレッド部材にJISA硬度の差が5以上あるゴムを用いる空気入りタイヤの製造方法において、前記未加硫タイヤの外周面に、前記硬度の高いトレッド部材側が硬度の低いトレッド部材側よりも厚く形成された補強ゴムを配置して表面ゴム層を形成するようにしている。
これにより、シート状の補強ゴムを配置した部分に加硫用の金型が押圧されると、硬度の大きいトレッド部材側に加わる金型の圧力が硬度の小さいトレッド部材側よりも大きくなるが、硬度の大きいトレッド部材側が硬度の小さいトレッド部材側よりも厚く形成されているため、硬度の大きい第2のトレッド部材1b側の表面ゴム層が薄くなることがない。
本発明によれば、加硫成形によって表面ゴム層の厚さが部分的に薄くなることがないので、表面ゴム層による溝のクラック防止効果を十分に得ることができる。特に、互いに種類の異なるトレッド部材の境界部分に溝を配置した構成においては、トレッド部材の境界部分から生ずるクラックの発生防止に効果的である。
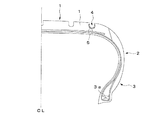
図1乃至図6は本発明の第1の実施形態を示すもので、図1は空気入りタイヤの部分正面断面図、図2はトレッド部の要部正面断面図、図3は加硫成形前の補強ゴム及びトレッド部材の断面図、図4は溝の形状を示す図、図5及び図6は試験結果を示す図である。
同図に示す空気入りタイヤは、タイヤ外周面側に形成されるトレッド部1と、タイヤ幅方向両側に形成される一対のサイドウォール部2と、タイヤ幅方向両側に形成される一対のビード部3とから構成され、ビード部3にはビードコア3aが埋設されている。
トレッド部1にはタイヤ周方向に延びる複数の溝4(主溝)が設けられ、溝4及び副溝(図示せず)によってブロックパターンが形成されている。溝4の内面には表面ゴム層5が設けられ、表面ゴム層5は溝4の底部側から溝壁の一部に亘って形成されている。トレッド部1は、ドライ性能に優れた特性のゴムからなる第1のトレッド部材1aと、ウエット性能に優れた特性のゴムからなる第2のトレッド部材1bとからタイヤ幅方向に分割形成されており、各トレッド部材1a,1bの境界部分には溝4の底部が配置されている。
前記空気入りタイヤを製造する場合には、図3に示すように表面ゴム層5を形成するシート状の補強ゴム5aを未加硫タイヤの外周面に各トレッド部材1a,1bの境界部分に位置するように配置し、未加硫タイヤを加硫用の金型で加硫成形することにより、図2に示すようにトレッド部1に溝4が形成される。
この場合、シート状の補強ゴム5aを配置した部分に加硫用の金型が押圧されると、溝4の底部側に加わる金型の圧力が他の部分よりも大きくなるが、補強ゴム5aは溝幅方向中央側が溝幅方向両端側よりも厚く形成されているため、溝4の底部の表面ゴム層5が薄くなることがない。
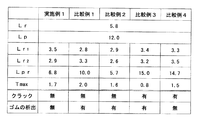
即ち、補強ゴム5aは、その最大厚さTmax が1.0mm以上3.0mm未満に形成されるとともに、溝深さGDの深さ方向50%以上の領域A1 における溝断面の内面長さをLpとすると、幅LprがLpの50%以上120%以下に形成され、溝深さGDの深さ方向80%の位置A2 における溝幅をLr、補強ゴム5aの最大厚さTmax の80%以上の厚さを有する領域を各トレッド部材1a,1bの境界部分のタイヤ幅方向両側にそれぞれ溝幅方向Lr1 ,Lr2 の長さとすると、Lr1 ,Lr2 がそれぞれLr/2以上になるように形成されている。
ここで、図4(a) に示すように溝4の底部に平坦部を有する形状の実施例1及び比較例1〜4について、耐久性の試験及び外観不良の確認を行ったところ、図5に示す結果が得られた。この試験では、実施例1及び比較例1〜4の全てについて、溝4内に表面ゴム層5を有するタイヤを用い、タイヤサイズは225/40R18のものを用いた。
耐久性の試験では、タイヤ内圧120kPa、荷重3.4kN、温度25℃の条件の下、タイヤ外周面にオゾン照射を行いながら試験用のドラム上を速度81km/hで2430kmを走行させた後、溝のクラックの有無を判定した。また、外観不良の確認では、加硫成形の後、タイヤ表面への補強ゴムの析出の有無を判定した。試験の結果、実施例1はクラックの発生及びゴムの析出はなく、比較例1〜4に対して優れている結果が得られた。
また、図4(b) に示すように溝4の底部が半円状の実施例2及び比較例5〜8について、前記試験と同様、耐久性の試験及び外観不良の確認を行ったところ、図6に示す結果が得られた。試験の結果、実施例2はクラックの発生及びゴムの析出はなく、比較例5〜8に対して優れている結果が得られた。
このように、本実施形態によれば、未加硫タイヤの外周面に溝幅方向中央側が溝幅方向両端側よりも厚く形成された補強ゴム5aを配置して表面ゴム層5を形成するようにしたので、溝4の底部の表面ゴム層5が薄くなることがなく、表面ゴム層5による溝4のクラック防止効果を十分に得ることができる。特に、互いに種類の異なるトレッド部材1a,1bの境界部分に溝4を配置した構成においては、トレッド部材1a,1bの境界部分から生ずるクラックの発生防止に効果的である。
この場合、補強ゴム5aを最大厚さTmax が1.0mm以上3.0mm未満になるように形成されるとともに、溝深さGDの深さ方向50%以上の領域A1 における溝断面の内面長さをLpとすると、補強ゴム5aの幅LprをLpの50%以上120%以下とし、溝深さGDの深さ方向80%の位置A2 における溝幅をLr、補強ゴム5aの最大厚さTmax の80%以上の厚さを有する領域を各トレッド部材1a,1bの境界部分のタイヤ幅方向両側にそれぞれ溝幅方向Lr1 ,Lr2 の長さとすると、Lr1 ,Lr2 をそれぞれLr/2以上としたので、タイヤ表面への補強ゴム5aの析出による外観不良を生ずることなく耐久性の向上を図ることができ、溝4のクラックを防止する上で極めて有利である。
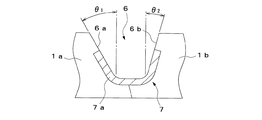
図7乃至図9は本発明の第2の実施形態を示すもので、図7はトレッド部の要部正面断面図、図8は加硫成形前の補強ゴム及びトレッド部材の断面図、図9は試験結果を示す図である。尚、前記実施形態と同等の構成部分には同一の符号を付して示す。
本実施形態では、ブロックパターンを形成する溝6の断面におけるタイヤ外周面の法線Hに対する幅方向一方の溝壁6aの傾斜角度θ1 と、幅方向他方の溝壁6bの傾斜角度θ2 が互いに5゜以上の差を有し、幅方向一方の溝壁6aの傾斜角度θ1 を幅方向他方の溝壁6bの傾斜角度θ2 よりも大きくした構成において、表面ゴム層7を形成するシート状の補強ゴム7aを未加硫タイヤの外周面に各トレッド部材1a,1bの境界部分に位置するように配置し、加硫用の金型で加硫成形することにより、図7に示すようにトレッド部1に溝6を形成するようにしている。
この場合、シート状の補強ゴム7aを配置した部分に加硫用の金型が押圧されると、傾斜角度の大きい方の溝壁6a側に加わる金型の圧力が傾斜角度の小さい方の溝壁6b側よりも大きくなるが、補強ゴム7aは傾斜角度の大きい方の溝壁6a側が傾斜角度の小さい方の溝壁6b側よりも厚く形成されているため、傾斜角度の大きい溝壁6a側の表面ゴム層7が薄くなることがない。
即ち、補強ゴム7aは、最大厚さTmax を有する部分が傾斜角度の大きい方の溝壁6a側に位置するように形成されるとともに、各トレッド部材1a,1bの境界部分から傾斜角度の大きい方の溝壁6a側のタイヤ幅方向の長さL1 が傾斜角度の小さい方の溝壁6b側のタイヤ幅方向の長さL2 よりも短くなるように配置される。
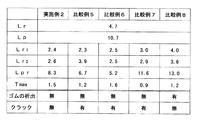
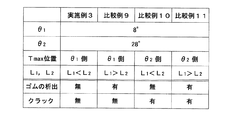
ここで、本発明の実施例3及び比較例9〜11について、耐久性の試験及び外観不良の確認を行ったところ、図9に示す結果が得られた。この試験では、実施例3及び比較例9〜11の全てについて、溝6内に表面ゴム層7を有するタイヤを用い、タイヤサイズは225/40R18のものを用いた。
耐久性の試験では、第1の実施形態と同様の条件の下、タイヤ外周面にオゾン照射を行いながら試験用のドラム上を走行させた後、溝のクラックの有無を判定した。また、外観不良の確認では、加硫成形の後、タイヤ表面への補強ゴムの析出の有無を判定した。試験の結果、実施例3はクラックの発生及びゴムの析出はなく、比較例9〜11に対して優れている結果が得られた。
このように、本実施形態によれば、未加硫タイヤの外周面に、傾斜角度の大きい方の溝壁6a側が傾斜角度の小さい方の溝壁6b側よりも厚く形成された補強ゴム7aを配置して表面ゴム層7を形成するようにしたので、傾斜角度の大きい溝壁6a側の表面ゴム層7が薄くなることがなく、表面ゴム層7による溝6のクラック防止効果を十分に得ることができる。特に、互いに種類の異なるトレッド部材1a,1bの境界部分に溝6を配置した構成においては、トレッド部材1a,1bの境界部分から生ずるクラックの発生防止に効果的である。
この場合、最大厚さTmax を有する部分が傾斜角度の大きい方の溝壁6a側に位置するように形成された補強ゴム7aを、各トレッド部材1a,1bの境界部分から傾斜角度の大きい方の溝壁6a側のタイヤ幅方向の長さL1 が傾斜角度の小さい方の溝壁6b側のタイヤ幅方向の長さL2 よりも短くなるように配置したので、タイヤ表面への補強ゴム7aの析出による外観不良を生ずることなく耐久性の向上を図ることができ、溝6のクラックを防止する上で極めて有利である。
尚、前記第1及び第2の実施形態においては、互いに種類の異なる第1及び第2のトレッド部材1a,1bの境界部分に溝4,6の底部を配置したものを示したが、トレッド部材が分割形成されずに一種類のゴムからなるものであってもよい。
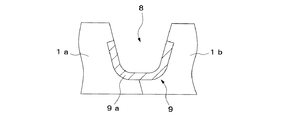
図10乃至図12は本発明の第3の実施形態を示すもので、図10はトレッド部の要部正面断面図、図11は加硫成形前の補強ゴム及びトレッド部材の断面図、図12は試験結果を示す図である。尚、前記実施形態と同等の構成部分には同一の符号を付して示す。
本実施形態では、ブロックパターンを形成する溝8の幅方向両側にそれぞれ位置する第1及び第2のトレッド部材1a,1bに、室温23℃±2℃におけるJISA硬度の差が5以上あるゴムを用い、第1のトレッド部材1a側のゴムの硬度Hs1 よりも第2のトレッド部材1b側のゴムの硬度Hs2 を高くした構成において、表面ゴム層9を形成するシート状の補強ゴム9aを未加硫タイヤの外周面に各トレッド部材1a,1bの境界部分に位置するように配置し、加硫用の金型で加硫成形することにより、図10に示すようにトレッド部1に溝8を形成するようにしている。
この場合、シート状の補強ゴム9aを配置した部分に加硫用の金型が押圧されると、硬度の大きい第2のトレッド部材1b側に加わる金型の圧力が硬度の小さい第1のトレッド部材1a側よりも大きくなるが、硬度の大きい第2のトレッド部材1b側が硬度の小さい第1のトレッド部材1a側よりも厚く形成されているため、硬度の大きい第2のトレッド部材1b側の表面ゴム層9が薄くなることがない。
即ち、補強ゴム9aは、最大厚さTmax を有する部分がゴムの硬度の高い第2のトレッド部材1b側に位置するように形成されるとともに、各トレッド部材1a,1bの境界部分からゴムの硬度の低い第1のトレッド部材1a側のタイヤ幅方向の長さL1 がゴムの硬度の高い第2のトレッド部材1b側のタイヤ幅方向の長さL2 よりも短くなるように配置される。
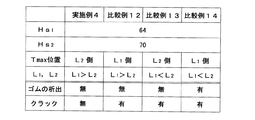
ここで、本発明の実施例4及び比較例12〜14について、耐久性の試験及び外観不良の確認を行ったところ、図12に示す結果が得られた。この試験では、実施例4及び比較例12〜14の全てについて、溝8内に表面ゴム層9を有するタイヤを用い、タイヤサイズは225/40R18のものを用いた。
耐久性の試験では、第1の実施形態と同様の条件の下、タイヤ外周面にオゾン照射を行いながら試験用のドラム上を走行させた後、溝のクラックの有無を判定した。また、外観不良の確認では、加硫成形の後、タイヤ表面への補強ゴムの析出の有無を判定した。試験の結果、実施例4はクラックの発生及びゴムの析出はなく、比較例12〜14に対して優れている結果が得られた。
このように、本実施形態によれば、未加硫タイヤの外周面に、硬度の高い第2のトレッド部材1b側が硬度の低い第1のトレッド部材1a側よりも厚く形成された補強ゴム9aを配置して表面ゴム層9形成するようにしたので、硬度の高い第2のトレッド部材1b側の表面ゴム層9が薄くなることがなく、互いに種類の異なるトレッド部材1a,1bの境界部分に溝8を配置した構成においても、トレッド部材1a,1bの境界部分から生ずるクラックの防止効果を十分に得ることができる。
この場合、最大厚さTmax を有する部分がゴムの硬度の高い第2のトレッド部材1b側に位置するように形成された補強ゴム9aを、各トレッド部材1a,1bの境界部分からゴムの硬度の低い第1のトレッド部材1a側のタイヤ幅方向の長さL1 がゴムの硬度の高い第2のトレッド1b部材側のタイヤ幅方向の長さL2 よりも短くなるように配置したので、タイヤ表面への補強ゴム9aの析出による外観不良を生ずることなく耐久性の向上を図ることができ、溝8のクラックを防止する上で極めて有利である。
1a…第1のトレッド部材、1b…第2のトレッド部材、4…溝、5…表面ゴム層、5a…補強ゴム、6…溝、6a,6b…溝壁、7…表面ゴム層、7a…補強ゴム、8…溝、9…表面ゴム層、9a…補強ゴム。
Claims (6)
- 未加硫タイヤの外周面にブロックパターンの溝に対応する部分に位置するシート状の補強ゴムを配置し、加硫成形によってブロックパターンの溝を形成することにより、溝の内面側に補強ゴムによって表面ゴム層を形成するようにした空気入りタイヤの製造方法において、
前記未加硫タイヤの外周面に、溝幅方向中央側が溝幅方向両端側よりも厚く形成された補強ゴムを配置して表面ゴム層を形成する
ことを特徴とする空気入りタイヤの製造方法。 - 互いに異なった種類のゴムからなる複数のトレッド部材をタイヤ幅方向の境界部分がブロックパターンの溝の底部に位置するように配置するとともに、各トレッド部材の境界部分の上にシート状の補強ゴムを配置し、加硫成形によってブロックパターンの溝を形成することにより、溝の内面側に補強ゴムによって表面ゴム層を形成するようにした空気入りタイヤの製造方法において、
前記未加硫タイヤの外周面に溝幅方向中央側が溝幅方向両端側よりも厚く形成された最大厚さ1.0mm以上3.0mm未満の補強ゴムを配置して表面ゴム層を形成するとともに、
溝の深さ方向50%以上の領域における溝断面の内面長さをLpとすると、補強ゴムの幅をLpの50%以上120%以下とし、
溝の深さ方向80%の位置における溝幅をLr、補強ゴムの最大厚さの80%以上の厚さを有する領域を各トレッド部材の境界部分のタイヤ幅方向両側にそれぞれ溝幅方向Lr1 ,Lr2 の長さとすると、Lr1 ,Lr2 をそれぞれLr/2以上とする
ことを特徴とする空気入りタイヤの製造方法。 - 未加硫タイヤの外周面にブロックパターンの溝に対応する部分に位置するシート状の補強ゴムを配置し、加硫成形によってブロックパターンの溝を形成することにより、溝の内面側に補強ゴムによって表面ゴム層を形成するとともに、溝断面におけるタイヤ外周面の法線に対する幅方向一方の溝壁の傾斜角度と、前記法線に対する幅方向他方の溝壁の傾斜角度が互いに5゜以上の差を有する空気入りタイヤの製造方法において、
前記未加硫タイヤの外周面に、前記傾斜角度の大きい方の溝壁側が傾斜角度の小さい方の溝壁側よりも厚く形成された補強ゴムを配置して表面ゴム層を形成する
ことを特徴とする空気入りタイヤの製造方法。 - 互いに異なった種類のゴムからなる複数のトレッド部材をタイヤ幅方向の境界部分がブロックパターンの溝の底部に位置するように配置するとともに、各トレッド部材の境界部分の上にシート状の補強ゴムを配置し、加硫成形によってブロックパターンの溝を形成することにより、溝の内面側に補強ゴムによって表面ゴム層を形成するとともに、溝断面におけるタイヤ外周面の法線に対する幅方向一方の溝壁の傾斜角度と、前記法線に対する幅方向他方の溝壁の傾斜角度が互いに5゜以上の差を有する空気入りタイヤの製造方法において、
前記未加硫タイヤの外周面に、最大厚さを有する部分が前記傾斜角度の大きい方の溝壁側に位置するように形成された補強ゴムを、各トレッド部材の境界部分から傾斜角度の大きい方の溝壁側のタイヤ幅方向の長さが傾斜角度の小さい方の溝壁側のタイヤ幅方向の長さよりも短くなるように配置して表面ゴム層を形成する
ことを特徴とする空気入りタイヤの製造方法。 - 互いに異なった種類のゴムからなる複数のトレッド部材をタイヤ幅方向の境界部分がブロックパターンの溝の底部に位置するように配置するとともに、各トレッド部材の境界部分の上にシート状の補強ゴムを配置し、加硫成形によってブロックパターンの溝を形成することにより、溝の少なくとも底部側に補強ゴムによって表面ゴム層を形成するとともに、溝の幅方向両側にそれぞれ位置するトレッド部材にJISA硬度の差が5以上あるゴムを用いる空気入りタイヤの製造方法において、
前記未加硫タイヤの外周面に、前記硬度の高いトレッド部材側が硬度の低いトレッド部材側よりも厚く形成された補強ゴムを配置して表面ゴム層を形成する
ことを特徴とする空気入りタイヤの製造方法。 - 前記未加硫タイヤの外周面に、最大厚さを有する部分がゴムの硬度の高いトレッド部材側に位置するように形成された補強ゴムを、各トレッド部材の境界部分からゴムの硬度の低いトレッド部材側のタイヤ幅方向の長さがゴムの硬度の高いトレッド部材側のタイヤ幅方向の長さよりも短くなるように配置して表面ゴム層を形成する
ことを特徴とする請求項5記載の空気入りタイヤの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007142165A JP2008296400A (ja) | 2007-05-29 | 2007-05-29 | 空気入りタイヤの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007142165A JP2008296400A (ja) | 2007-05-29 | 2007-05-29 | 空気入りタイヤの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2008296400A true JP2008296400A (ja) | 2008-12-11 |
Family
ID=40170386
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007142165A Pending JP2008296400A (ja) | 2007-05-29 | 2007-05-29 | 空気入りタイヤの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2008296400A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015500157A (ja) * | 2011-12-16 | 2015-01-05 | コンパニー ゼネラール デ エタブリッスマン ミシュラン | タイヤトレッドの成形・加硫のための切断手段付き成形要素 |
| JP2015506283A (ja) * | 2011-12-22 | 2015-03-02 | コンパニー ゼネラール デ エタブリッスマン ミシュラン | タイヤトレッドを成形して加硫するための切断手段を備えた成形要素 |
| JP2016520462A (ja) * | 2013-06-14 | 2016-07-14 | カンパニー ジェネラレ デ エスタブリシュメンツ ミシュラン | タイヤ用トレッドを成型加硫する切断手段を備えた成型要素及び成型要素を用いてタイヤ用トレッドを成型する方法 |
-
2007
- 2007-05-29 JP JP2007142165A patent/JP2008296400A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015500157A (ja) * | 2011-12-16 | 2015-01-05 | コンパニー ゼネラール デ エタブリッスマン ミシュラン | タイヤトレッドの成形・加硫のための切断手段付き成形要素 |
| JP2015506283A (ja) * | 2011-12-22 | 2015-03-02 | コンパニー ゼネラール デ エタブリッスマン ミシュラン | タイヤトレッドを成形して加硫するための切断手段を備えた成形要素 |
| JP2016520462A (ja) * | 2013-06-14 | 2016-07-14 | カンパニー ジェネラレ デ エスタブリシュメンツ ミシュラン | タイヤ用トレッドを成型加硫する切断手段を備えた成型要素及び成型要素を用いてタイヤ用トレッドを成型する方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104271365B (zh) | 充气轮胎 | |
| JP5156314B2 (ja) | 空気入りタイヤ | |
| EP1477334A1 (en) | Pneumatic tire and method of manufacturing the tire | |
| JP4780796B2 (ja) | 空気入りタイヤの製造方法 | |
| JP4750793B2 (ja) | 二輪車用空気入りタイヤ及びその製造方法 | |
| JP2008296400A (ja) | 空気入りタイヤの製造方法 | |
| JPH1159120A (ja) | 空気入りタイヤ | |
| JP5256624B2 (ja) | 空気入りタイヤ | |
| JP6135719B2 (ja) | 空気入りタイヤ | |
| CN111284267A (zh) | 充气轮胎以及轮胎硫化用模具 | |
| JP4317295B2 (ja) | 空気入りタイヤ及びその製造方法 | |
| JPH11320705A (ja) | 空気入りタイヤの製造方法 | |
| JP2019500268A (ja) | ラジアルカーカスまたはバイアスカーカスを有するタイヤ | |
| JP5654868B2 (ja) | 空気入りタイヤ | |
| RU2333111C1 (ru) | Пневматическая шина транспортного средства с бортом покрышки с сердечником и сердечниковым профилем и способ изготовления шины | |
| JP2009040237A (ja) | 空気入りタイヤ及びその製造方法 | |
| JP4997861B2 (ja) | 空気入りタイヤの製造方法 | |
| JP2006272992A (ja) | 空気入りタイヤ及びその製造方法 | |
| JP3876270B2 (ja) | 乗用車用空気入りタイヤ | |
| JP6536161B2 (ja) | 空気入りタイヤの製造方法 | |
| CN105555547B (zh) | 车辆充气轮胎 | |
| JP2004196142A (ja) | 空気入りラジアルタイヤ及びその製造方法 | |
| KR100462198B1 (ko) | 비드 내구성을 향상시킨 공기입 타이어 | |
| JP2006248350A (ja) | 空気入りタイヤ及びその製造方法 | |
| WO2018016182A1 (ja) | 空気入りタイヤの製造方法、および空気入りタイヤ |