JP2009006371A - 金型 - Google Patents
金型 Download PDFInfo
- Publication number
- JP2009006371A JP2009006371A JP2007170630A JP2007170630A JP2009006371A JP 2009006371 A JP2009006371 A JP 2009006371A JP 2007170630 A JP2007170630 A JP 2007170630A JP 2007170630 A JP2007170630 A JP 2007170630A JP 2009006371 A JP2009006371 A JP 2009006371A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- product
- die
- insert
- fixed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Landscapes
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
【課題】長い金型寿命の実現が可能な金型を得る。
【解決手段】金型1は、固定型2と、この固定型2に組み合わされるとともに固定型2との間に製品31が鋳造される内部空間Sを形成する可動型3とを備える。この金型1は、固定型2および可動型3のいずれか一方の少なくとも一部を構成する型部材12と、型部材12に嵌め込まれる入れ子21とを備える。型部材12および入れ子21は、協働して内部空間Sの一部を規定する型面41を形成する。この型面41には、型部材12と入れ子21との間の境界部分47に沿って凹部51が設けられている。
【選択図】 図4
【解決手段】金型1は、固定型2と、この固定型2に組み合わされるとともに固定型2との間に製品31が鋳造される内部空間Sを形成する可動型3とを備える。この金型1は、固定型2および可動型3のいずれか一方の少なくとも一部を構成する型部材12と、型部材12に嵌め込まれる入れ子21とを備える。型部材12および入れ子21は、協働して内部空間Sの一部を規定する型面41を形成する。この型面41には、型部材12と入れ子21との間の境界部分47に沿って凹部51が設けられている。
【選択図】 図4
Description
本発明は、入れ子構造を備えた金型に関する。
近年、種々の金型が提供されているが、その中には入れ子構造を備えたものがある。特許文献1には、複数の入れ子を備えた鋳造用金型が開示されている。この複数の入れ子は、一方の側面に段差部を有するとともに、円周方向に沿って一列に並べられている。入れ子は、それぞれ段差部を有する側面と平面である方の側面とが合わされ、入れ子と入れ子との間にはスリットベントに連通する例えば0.1mmの隙間が形成されている。これにより、鋳造時にこの隙間を通じて金型内からガス抜きをすることができる。
実公平4−21637号公報
金型は、例えば入れ子とこの入れ子が嵌め込まれる型部材とを備える。入れ子および型部材の一例は、協働して製品が鋳造される内部空間の一部を規定する型面を形成する。本発明者は、このような入れ子構造を備えた金型を用いると、金型を繰り返し使用するに伴い、製品表面に意図しない凹みが形成されるなど製品不良を生じるおそれがあることを見出した。すなわちこのような金型は、繰り返し使用による製品不良を避けるために、比較的早く金型寿命を迎えてしまう。
本発明の目的は、長い金型寿命の実現が可能な金型を得ることにある。
上記目的を達成するため、本発明の一つの形態に係る金型は、固定型と、この固定型に組み合わされるとともに上記固定型との間に製品が鋳造される内部空間を形成する可動型とを備える。この金型は、上記固定型および上記可動型のいずれか一方の少なくとも一部を構成する型部材と、上記型部材に嵌め込まれる入れ子とを備える。上記型部材および上記入れ子は、協働して上記内部空間の一部を規定する型面を形成する。この型面には、上記型部材と上記入れ子との間の境界部分に沿って凹部が設けられている。
本発明によれば、長い金型寿命の実現が可能になる。
以下、本発明の一つの実施形態について、図1ないし図8を参照して説明する。
図1は、例えばダイカスト鋳造用の金型1を示す。この図1は、本発明が適用される金型の一例として、ポータブルコンピュータの表示ユニットの筐体の一部を鋳造する金型を示している。なお本発明が適用される金型はこれに限らず、種々の製品の製造に用いられる種々の金型が幅広く該当する。例えば本発明に係る金型は、コールドチャンバー方式、およびホットチャンバー方式のダイカスト鋳造用金型、並びにチクソモールディング用の金型のいずれであってもよい。
図1は、例えばダイカスト鋳造用の金型1を示す。この図1は、本発明が適用される金型の一例として、ポータブルコンピュータの表示ユニットの筐体の一部を鋳造する金型を示している。なお本発明が適用される金型はこれに限らず、種々の製品の製造に用いられる種々の金型が幅広く該当する。例えば本発明に係る金型は、コールドチャンバー方式、およびホットチャンバー方式のダイカスト鋳造用金型、並びにチクソモールディング用の金型のいずれであってもよい。
図1に示すように、金型1は、固定型2と、この固定型2に組み合わされる可動型3とを含む。固定型2は、図示しない固定盤に固定される。固定型2は、固定型板11、キャビティ部材12、および鋳込み口部材13を含む。固定型板11は、固定盤に固定されるとともに、可動型3に対向する面にキャビティ部材12が取り付けられる凹部11aを有する。キャビティ部材12は、この凹部11aに取り付けられるとともに、可動型3に対向する。キャビティ部材12は、例えば製品の外観表面を形成する型面を有する。なお本実施形態でいう製品の外観表面とは、筐体の外側の表面のことである。
鋳込み口部材13は、鋳造機の射出プランジャー(図示しない)が挿入される貫通孔を備え、筒状に形成されている。固定型板11は、鋳込み口部材13が取り付けられる開口部(図示しない)を有する。またキャビティ部材12は、鋳込み口部材13を避ける切欠き部12aを有する。鋳込み口部材13は、固定型板11の開口部とキャビティ部材12の切欠き部12aに沿って取り付けられる。鋳込み口部材13は、可動型3に当接する第1の端部と、この第1の端部の反対側に設けられ、固定盤側に露出する第2の端部である連結端部13aとを備える。この連結端部13aは、鋳造機のスリーブ(図示しない)が連結される。
一方、可動型3は、可動型板16、コア部材17、および分流子18を含む。可動型3は、図示しない可動盤に固定されるとともに、固定型2に組み合わされて型締される型閉め位置と、鋳造品を金型1内から取り出すために固定型2から離間する型開き位置との間で進退自在である。
可動型板16は、可動盤に固定されるとともに、固定型2に対向する面にコア部材17が取り付けられる凹部(図示しない)を有する。コア部材17は、この凹部に取り付けられるとともに、固定型2に対向する。コア部材17は、例えば製品の内側表面を形成する型面を有する。なお本実施形態でいう製品の内側表面とは、筐体の内側の表面のことである。互いに向き合う固定型2の型面2aと可動型3の型面3aとが合わされると、固定型2と可動型3との間には、製品が鋳造される内部空間S(図4参照)が形成される。
本実施形態に係る金型1は、例えば溶融マグネシウム合金を溶湯とするMgダイカストに用いられる。このような金型1は、高温の溶湯が高圧で注入されるため、繰り返し使用されるに伴い、金型1の型面の一部が溶湯により溶けてしまうことがある。このような現象を溶損と称する。
図2に示すように、金型1は、例えば溶損対策のために入れ子構造を備える。すなわち、金型1は、例えば溶損が生じやすい部位と、溶損が生じにくい部位とを有する。金型1は、溶損が生じにくい部位を長期に亘り使用する型部材とするとともに、溶損が生じやすい部位を上記型部材に交換可能に嵌め込まれる入れ子21としている。これにより入れ子21を適宜交換することで、金型1の寿命を延ばすことができる。
例えば金型1で鋳造される製品31の一例は、例えばその製品に係る商標、商号、またはロゴマークのようなマークが製品31の外観表面31aに凹凸形状で描かれる。このような製品31を鋳造する金型1は、製品31の外観表面31aを形成する型面41に上記マークを形成するための微小な突起または微小な窪みが設けられている。
このような微小な突起や微小な窪みは、溶湯によって溶かされて初期形状が崩れやすい。そのため、このような微小な突起や微笑な窪みが設けられた領域は、金型1のなかで溶損が生じやすい部位の一例といえる。一方、このような微小な突起や微小な窪みが設けられていない領域は、溶損が生じにくい部位の一例といえる。
本実施形態に係る金型1では、固定型2の一部を構成するキャビティ部材12が上記型部材に該当するとともに、上記マークを形成する微小突起36aが設けられた部位をキャビティ部材12に交換可能に嵌め込まれる入れ子21としている。詳しくは、図2に示すように、キャビティ部材12は、上記入れ子21が嵌め込まれる開口部45を備える。入れ子21は、この開口部45に嵌め込まれることで、内部空間Sに露出されるとともに固定型2の一部を構成する。
キャビティ部材12は、例えば製品形状に対応して窪むとともに、内部空間Sに臨む面35を有する。入れ子21は、内部空間Sに臨む面36を有する。この面36には、上記マークを形成するための微小突起36aが設けられている。キャビティ部材12および入れ子21は、協働して内部空間Sの一部を規定する型面41を形成する。詳しくは、キャビティ部材12の面35および入れ子21の面36は、製品31の外観表面31aを形成する型面41を形成する。
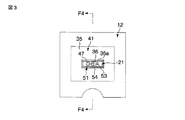
次に、キャビティ部材12と入れ子21との間の境界部分47について詳しく説明する。図4に示すように、キャビティ部材12および入れ子21が協働して形成する型面41には、キャビティ部材12と入れ子21との間の境界部分47に沿って凹部51が設けられている。凹部51は、後工程で形成される製品31の最終形状よりも内部空間Sを膨らませるように、すなわち製品31に駄肉部分61が形成されるように、内部空間Sから離れる方向に窪んでいる。図3に示すように、凹部51は、キャビティ部材12と入れ子21との間の境界部分47に沿って、入れ子21の全周に設けられている。
凹部51の形状としては種々のものが採用可能であるが、本実施形態ではその一例として、凹部51は断面が略V字形の溝状に形成されている。凹部51は、内部空間Sから離れる方向に進むに従い先細になるテーパ状に形成されている。
図5に示すように、凹部51は、キャビティ部材12と入れ子21との間の境界bで最も深く窪むように形成されている。詳しくは、入れ子21は、その周縁部が面取りされ、周縁部に第1の傾斜面53を有している。一方、キャビティ部材12は、開口部45の周縁部が面取りされて、開口部45の周縁部に第2の傾斜面54を有している。入れ子21の第1の傾斜面53とキャビティ部材12の第2の傾斜面54が協働することで、断面略V字形の凹部51が形成されている。
凹部51のさらに具体的な一例は、テーパ角度αが45°以上、120°以下に設定されている。なおテーパ角度αとは、図5に示すように、第1の傾斜面53と第2の傾斜面54との間の角度である。凹部51の深さdは、例えば製品31の肉厚tの1/3以上、1/2以下の厚さに設定されている。
次に、金型1を用いた製品31の製造方法の一例として、コールドチャンバー方式による製造方法について説明する。
まず、上述の金型1を備えた鋳造機を準備する。また、原材料(例えばマグネシウム合金)を溶融して溶湯とする。溶湯の温度は、例えば約700度である。
まず、上述の金型1を備えた鋳造機を準備する。また、原材料(例えばマグネシウム合金)を溶融して溶湯とする。溶湯の温度は、例えば約700度である。
次いで鋳造サイクルに入る。まず、可動型3が動いて、固定型2に組み合わされて型締される。次に、鋳込み口部材13に連結されたスリーブ内に溶湯を注入し、射出プランジャーを高速で押し出し、鋳込み口部材13から金型1内に溶湯を充填する。
製品31の固化がある程度進むと、可動型3が動いて型が開き、金型1内から製品31を取り出す。これにより、ダイカスト鋳造の1サイクルが終了する。金型1で鋳造された製品31は、図5に示すように、凹部51に対応した駄肉部分61が形成される。図8に示すように、この駄肉部分61を後工程で除去加工することで、所望の最終形状をした製品31が得られる。
このような構成の金型1によれば、長い金型寿命の実現が可能になる。
上述したように、本発明者は、金型に単に入れ子を設けると、金型を繰り返し使用するに伴い、製品表面に意図しない凹みが形成されるなど製品不良を生じるおそれがあることを見出した。その一例を詳しく説明すると、金型に入れ子を設けると、入れ子と型部材との間にどうしてもわずかな隙間が生じる。鋳造時にはこの隙間に溶湯が流れ込み、バリが形成される。金型使用開始後の初期段階では、この隙間がある程度小さく、上記バリは製品とともに金型から取り外されるので不都合は生じない。
上述したように、本発明者は、金型に単に入れ子を設けると、金型を繰り返し使用するに伴い、製品表面に意図しない凹みが形成されるなど製品不良を生じるおそれがあることを見出した。その一例を詳しく説明すると、金型に入れ子を設けると、入れ子と型部材との間にどうしてもわずかな隙間が生じる。鋳造時にはこの隙間に溶湯が流れ込み、バリが形成される。金型使用開始後の初期段階では、この隙間がある程度小さく、上記バリは製品とともに金型から取り外されるので不都合は生じない。
しかしながら、金型を繰り返し使用すると、溶損によりこの隙間が拡大していく。隙間が拡大していくと、それに伴い形成されるバリも大きくなる。このバリがある程度以上大きくなると、離型時にバリと金型との間の抵抗が大きくなり、バリが製品からむしれるようにして金型に残る現象が見出された。バリが製品からむしれると、製品表面に意図しない凹みが形成されるなど製品不良を生じてしまう。
上記凹みがある程度小さいと、パテ補修した後に仕上げ加工を行うことで隠すことが不可能ではないが、凹みがある程度大きくなるとパテ補修で隠すことが困難または不可能になる。さらに、パテ補修部位には、微妙なうねりが残り、光沢塗装品などでは本来の外観品位を得ることができない。このように、大きな凹みが生じた鋳造品は、製品として使用することが難しい。このため、このような金型は、金型寿命を延ばすために入れ子構造を採用したものの、結果として製品不良を避けるために比較的早く金型寿命を迎えてしまうことになる。
一方、本実施形態に係る金型1によれば、バリ拡大によるむしれを改善することで、高い金型寿命を実現することができる。すなわちキャビティ部材12と入れ子21との間の境界部分47に沿って凹部51が設けられていると、図5に示すように、製品31にはこの境界部分47に沿って削り代となる駄肉部分61が形成される。
図6は、溶損によってキャビティ部材12と入れ子21との間の隙間cが拡大した状態を示す。このような金型1によれば、例えば図6に示すように、キャビティ部材12と入れ子21との間の隙間cが拡大し、比較的大きなバリ65が形成されても製品不良を避けることができる。すなわち、図7に示すように、例えバリ65が製品31からむしれるようにして金型1に残っても、むしれによる凹み67は製品31の本体部ではなく駄肉部分61に形成される。図8は、製品31の最終形状を示す。図8に示すように、駄肉部分61を後工程で除去加工することで、凹み67のない製品31を得ることができる。
以上をまとめると、本実施形態に係る金型1は、製品31のなかでむしれによって凹み67が生じるおそれがある部位に予め駄肉部分61を形成するように凹部51を備える。この駄肉部分61によりむしれによる凹み67が吸収されることで、凹み67のない製品31を得ることができる。このように、溶損がある程度進行した金型1によっても、凹みのない製品31を得ることができる。これにより、長い金型寿命が実現された金型1を得ることができる。
凹部51がキャビティ部材12と入れ子21との間の境界部分47に沿って入れ子21の全周に設けられていると、入れ子21の周囲のいずれ部位でも製品31の最終形状に凹みが残らない。
凹部51が上記内部空間Sから離れる方向に進むに従い先細になっていると、製品31の離型時に駄肉部分61と金型1との間の抵抗が小さく、製品31の取り出し性が良好になる。
凹部51がキャビティ部材12と入れ子21との境界bで最も深く窪んでいると、むしれが発生する場所で駄肉部分61の厚さが最大となるため、製品31に凹みがより生じにくい。
キャビティ部材12および入れ子21が製品31の外観表面31aを形成する型面41の少なくとも一部を形成すると、製品31の外観表面31aに凹み67が残らないので特に有効である。
凹部51が上記内部空間Sから離れる方向に進むに従い先細になっていると、製品31の離型時に駄肉部分61と金型1との間の抵抗が小さく、製品31の取り出し性が良好になる。
凹部51がキャビティ部材12と入れ子21との境界bで最も深く窪んでいると、むしれが発生する場所で駄肉部分61の厚さが最大となるため、製品31に凹みがより生じにくい。
キャビティ部材12および入れ子21が製品31の外観表面31aを形成する型面41の少なくとも一部を形成すると、製品31の外観表面31aに凹み67が残らないので特に有効である。
凹部51は、例えばテーパ角度αが45°〜120°の間に設定される。テーパ角度αを45°よりも大きく設定することで、製品31の離型時に金型1と駄肉部分61との間で生じる抵抗をある程度まで小さくすることができる。さらにテーパ角度αを120°以下に設定すると、テーパ角度αが120°を超える場合に比べて金型1の製造性を良好にすることができる。凹部51の深さdが製品31の肉厚tの1/3以上、1/2以下の厚さに設定されていると、凹み67を駄肉部分61で十分に吸収することができる。
以上、本発明の一つの実施形態に係る金型1について説明したが、本発明はこの実施形態に限定されるものではない。例えば上記実施形態では、入れ子は溶損対策のために設けられたものであったが、例えば仕様替えを目的に設けられる入れ子に対しても本発明は適用可能である。
さらに、本発明でいう型部材および入れ子21が設けられるのは、固定型2に限らず、可動型3であってもよい。その場合は、コア部材17が本発明でいう型部材に該当する。またキャビティ部材12やコア部材17が設けられることなく、内部空間が直接掘り込まれる固定型および可動型を備えた金型においては、その固定型または可動型が本発明でいう型部材に該当する。凹部51の断面形状は、略V字形状に限られるものではなく、例えば略半円形状やその他の形状であってもよい。
S…内部空間、b…境界、c…隙間、1…金型、2…固定型、3…可動型、12…キャビティ部材、31…製品、31a…外観表面、41…型面、47…境界部分、51…凹部、61…駄肉部分、65…バリ。
Claims (5)
- 固定型と、この固定型に組み合わされるとともに上記固定型との間に製品が鋳造される内部空間を形成する可動型とを備えた金型であって、
上記固定型および上記可動型のいずれか一方の少なくとも一部を構成する型部材と、
上記型部材に嵌め込まれる入れ子と、を備え、
上記型部材および上記入れ子は、協働して上記内部空間の一部を規定する型面を形成するとともに、この型面には上記型部材と上記入れ子との間の境界部分に沿って凹部が設けられていることを特徴とする金型。 - 請求項1に記載の金型において、
上記凹部は、後工程で形成される上記製品の最終形状よりも上記内部空間を膨らませることを特徴とする金型。 - 請求項2に記載の金型において、
上記凹部は、上記内部空間から離れる方向に進むに従い先細になっていることを特徴とする金型。 - 請求項3に記載の金型において、
上記凹部は、上記型部材と上記入れ子との間の境界で最も深く窪んでいることを特徴とする金型。 - 請求項4に記載の金型において、
上記型部材および上記入れ子は、上記製品の外観表面を形成する型面の少なくとも一部を形成することを特徴とする金型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007170630A JP2009006371A (ja) | 2007-06-28 | 2007-06-28 | 金型 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007170630A JP2009006371A (ja) | 2007-06-28 | 2007-06-28 | 金型 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009006371A true JP2009006371A (ja) | 2009-01-15 |
Family
ID=40322008
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007170630A Pending JP2009006371A (ja) | 2007-06-28 | 2007-06-28 | 金型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009006371A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013027905A (ja) * | 2011-07-28 | 2013-02-07 | Denso Corp | 電力変換装置用のフレーム |
| CN107598125A (zh) * | 2017-10-23 | 2018-01-19 | 天津市慧德工贸有限公司 | 一种嵌装式汽车水泵壳体浇铸模具 |
-
2007
- 2007-06-28 JP JP2007170630A patent/JP2009006371A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013027905A (ja) * | 2011-07-28 | 2013-02-07 | Denso Corp | 電力変換装置用のフレーム |
| CN107598125A (zh) * | 2017-10-23 | 2018-01-19 | 天津市慧德工贸有限公司 | 一种嵌装式汽车水泵壳体浇铸模具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4676509B2 (ja) | タイヤ用モールド | |
| JP4421473B2 (ja) | タイヤモールド用ピース及びピース式タイヤモールド | |
| JP5265148B2 (ja) | タイヤ用モールドの製造方法 | |
| JP2017013091A (ja) | ワックス成形型、及びロストワックス鋳造法 | |
| JP6355839B2 (ja) | ガスタービンエンジンで使用可能な構成部品を形成するためのセラミック鋳型を有するダイカストシステム | |
| KR20120046772A (ko) | 타이어 가류용 몰드의 제조 방법 및 타이어 가류용 몰드 | |
| JP2009006371A (ja) | 金型 | |
| KR101377985B1 (ko) | 타이어 가류용 몰드의 제조 방법 및 타이어 가류용 몰드 | |
| JP5128916B2 (ja) | ダイカスト金型及びダイカスト法 | |
| WO2012140508A1 (en) | Casting core and production method of the casting core | |
| US8276644B2 (en) | Mold and casting method using the mold and design method of the mold | |
| JP7621040B2 (ja) | 鋳造品の製造方法 | |
| JP2014057984A (ja) | シリンダブロックの製造方法 | |
| JP2006263980A (ja) | タイヤ加硫成型用金型の成形型、この成形型を使用したタイヤ加硫成型用金型の製造方法及びこのタイヤ加硫成型用金型を用いて製造したタイヤ | |
| JP4373772B2 (ja) | タイヤ成形用金型の鋳造方法およびタイヤ成形用金型 | |
| CN104057026A (zh) | 一种消除缩孔缩松的熔模铸造方法 | |
| JP2004017100A (ja) | 車両用ホイールの製造方法 | |
| JPH0687063A (ja) | 特殊中子を用いて鋳造した鋳造品 | |
| JP2006212849A (ja) | タイヤ成形用金型の製造方法 | |
| JP2006198635A (ja) | 鋳造成形方法および鋳造成形装置 | |
| JP5332472B2 (ja) | 鋳造方法 | |
| ITPN940026A1 (it) | Procedimento di colata per la produzione di un assieme combinato di blocco cilindri e testata motore per un motore a due pistoni e stampo per la realizzazione di detto procedimento | |
| JP2006116548A (ja) | 中空中子製造用金型及び中空中子の製造方法 | |
| JP2005329644A (ja) | 樹脂射出成形品の製造方法 | |
| JP5104973B2 (ja) | タイヤ加硫用モールドの製造方法 |