JP2009014331A - 溶融還元炉の粉粒物装入用バーナーランスおよび溶融還元による金属溶湯の製造方法 - Google Patents
溶融還元炉の粉粒物装入用バーナーランスおよび溶融還元による金属溶湯の製造方法 Download PDFInfo
- Publication number
- JP2009014331A JP2009014331A JP2007317792A JP2007317792A JP2009014331A JP 2009014331 A JP2009014331 A JP 2009014331A JP 2007317792 A JP2007317792 A JP 2007317792A JP 2007317792 A JP2007317792 A JP 2007317792A JP 2009014331 A JP2009014331 A JP 2009014331A
- Authority
- JP
- Japan
- Prior art keywords
- tube
- flow path
- gaseous fuel
- combustion
- smelting reduction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Landscapes
- Furnace Charging Or Discharging (AREA)
- Manufacture Of Iron (AREA)
Abstract
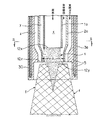
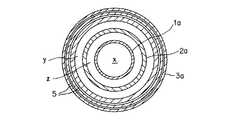
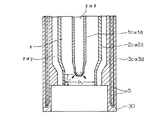
【解決手段】内側から順に第1管体1a、第2管体2aおよび第3管体3aが同心円状に配置された多重管構造を有し、第1管体1a内が粉粒物流路x、第1管体1aと第2管体2a間が気体燃料流路y、第2管体2aと第3管体3a間が支燃ガス流路zをそれぞれ構成するとともに、各流路x,y,zの先端が吐出口を構成し、第1管体1aの先端が、第2管体2aの先端よりもバーナー内方に位置する。バーナー内方において、気体燃料が粉粒物落下流の中心部側に拡散して粉粒物と予混合された状態となるため、粉粒物落下流の大部分が燃焼火炎の領域を通過することができ、粉粒物が燃焼火炎により適切に予熱される。
【選択図】図1
Description
また、酸素供給量を増やすためには上吹きランスからの酸素ガス流速を高める必要があるが、酸素ガス流速を高めると二次燃焼の効率が低下するため、熱エネルギーの大幅な増加は期待できない。
また、原料鉱石の安定装入を狙いとして、酸素供給用の上吹きランスとは別に、原料鉱石を炉内装入するための鉱石装入用ランスを用いる溶融還元法が提案されているが、この溶融還元法でも、例えば酸素供給量を増加させると上述したと同様の問題を生じる。
また、この溶融還元法に使用するバーナーランスは、図20に示すように、内側から順に第1管体40、第2管体41および第3管体42が同心円状に配置された多重管構造を有し、第1管体40内が原料流路43、第1管体40と第2管体41間の空間が気体燃料流路44、第2管体41と第3管体42間の空間が支燃ガス流路45をそれぞれ構成するとともに、各流路43,44,45の先端が原料やガスの吐出口を構成するものである(図中、46は冷却水循環流路である)。ランス先端では気体燃料の燃焼火炎fが形成され、この燃焼火炎f中を原料sの落下流が通過することにより、原料sが予熱される。
また、本発明の他の目的は、そのようなバーナーランスを用いて効率的な溶融還元を行うことで、金属溶湯を低コストに製造することができる製造方法を提供することにある。
[1]溶融還元炉において、粉粒物を気体燃料および支燃ガスとともに炉内に供給するためのバーナーランスであって、
内側から順に第1管体(1a)、第2管体(2a)および第3管体(3a)が同心円状に配置された多重管構造を有し、
第1管体(1a)内が粉粒物流路(x)、第1管体(1a)と第2管体(2a)間の空間が気体燃料流路(y)、第2管体(2a)と第3管体(3a)間の空間が支燃ガス流路(z)をそれぞれ構成するとともに、各流路(x),(y),(z)の先端が吐出口を構成し、
第1管体(1a)の先端が、第2管体(2a)の先端よりもバーナー内方に位置することを特徴とする溶融還元炉の粉粒物装入用バーナーランス。
内側から順に第1管体(1b)、第2管体(2b)および第3管体(3b)が同心円状に配置された多重管構造を有し、
第1管体(1b)内が粉粒物流路(x)、第1管体(1b)と第2管体(2b)間の空間が気体燃料流路(y)、第2管体(2b)と第3管体(3b)間の空間が支燃ガス流路(z)をそれぞれ構成するとともに、各流路(x),(y),(z)の先端が吐出口を構成し、
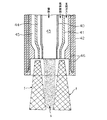
第1管体(1b)の先端寄り部分に、粉粒物流路(x)内に気体燃料の旋回流が生じるように気体燃料流路(y)内の気体燃料を粉粒物流路(x)内に流入させる貫通部(4)を形成したことを特徴とする溶融還元炉の粉粒物装入用バーナーランス。
内側から順に第1管体(1a)、第2管体(2a)および第3管体(3a)が同心円状に配置された多重管構造を有し、
第1管体(1a)内が粉粒物流路(x)、第1管体(1a)と第2管体(2a)間の空間が支燃ガス流路(z)、第2管体(2a)と第3管体(3a)間の空間が気体燃料流路(y)をそれぞれ構成するとともに、各流路(x),(y),(z)の先端が吐出口を構成し、
第1管体(1a)の先端が、第2管体(2a)の先端よりもバーナー内方に位置することを特徴とする溶融還元炉の粉粒物装入用バーナーランス。
内側から順に第1管体(1b)、第2管体(2b)および第3管体(3b)が同心円状に配置された多重管構造を有し、
第1管体(1b)内が粉粒物流路(x)、第1管体(1b)と第2管体(2b)間の空間が支燃ガス流路(z)、第2管体(2b)と第3管体(3b)間の空間が気体燃料流路(y)をそれぞれ構成するとともに、各流路(x),(y),(z)の先端が吐出口を構成し、
第1管体(1b)の先端寄り部分に、粉粒物流路(x)内に支燃ガスの旋回流が生じるように支燃ガス流路(z)内の支燃ガスを粉粒物流路(x)内に流入させる貫通部(4)を形成したことを特徴とする溶融還元炉の粉粒物装入用バーナーランス。
内側から順に第1管体(1c)、第2管体(2c)および第3管体(3c)が同心円状に配置された多重管構造を有し、
第1管体(1c)内が気体燃料流路(y)、第1管体(1c)と第2管体(2c)間の空間が粉粒物流路(x)、第2管体(2c)と第3管体(3c)間の空間が支燃ガス流路(z)をそれぞれ構成するとともに、各流路(x),(y),(z)の先端が吐出口を構成することを特徴とする溶融還元炉の粉粒物装入用バーナーランス。
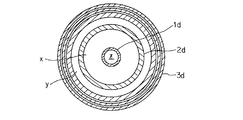
内側から順に第1管体(1d)、第2管体(2d)および第3管体(3d)が同心円状に配置された多重管構造を有し、
第1管体(1d)内が支燃ガス流路(z)、第1管体(1d)と第2管体(2d)間の空間が粉粒物流路(x)、第2管体(2d)と第3管体(3d)間の空間が気体燃料流路(y)をそれぞれ構成するとともに、各流路(x),(y),(z)の先端が吐出口を構成することを特徴とする溶融還元炉の粉粒物装入用バーナーランス。
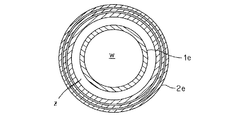
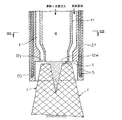
内側から順に第1管体(1e)および第2管体(2e)が同心円状に配置された二重管構造を有し、
第1管体(1e)内が粉粒物と気体燃料との予混合体の流路(w)、第1管体(1e)と第2管体(2e)間の空間が支燃ガス流路(z)をそれぞれ構成するとともに、各流路(w),(z)の先端が吐出口を構成することを特徴とする溶融還元炉の粉粒物装入用バーナーランス。
内側から順に第1管体(1f)および第2管体(2f)が同心円状に配置された二重管構造を有し、
第1管体(1f)内が粉粒物と支燃ガスとの予混合体の流路(w)、第1管体(1f)と第2管体(2f)間の空間が気体燃料流路(y)をそれぞれ構成するとともに、各流路(w),(y)の先端が吐出口を構成することを特徴とする溶融還元炉の粉粒物装入用バーナーランス。
上記[1]〜[8]のいずれかに記載のバーナーランスを用い、溶融還元炉内に粉粒物を気体燃料および支燃ガスとともに供給し、粉粒物を予熱された状態で炉内に装入することを特徴とする、溶融還元による金属溶湯の製造方法。
[10]上記[9]の製造方法において、バーナーランスから供給される粉粒物の少なくとも一部が、金属酸化物を主体とする原料であることを特徴とする、溶融還元による金属溶湯の製造方法。
また、本発明のなかでも多重管構造または二重管構造の最外側の流路が気体燃料流路(y)であるバーナーランスは、最外側の流路が支燃ガス流路であるバーナーランスに較べて、支燃ガスによる炉体(溶融還元炉)内面の損傷を少なくすることができる。すなわち、最外側の流路が支燃ガス流路であるバーナーランスでは、バーナー燃焼に使われない支燃ガスの量が多くなり、この支燃ガスが炉内発生ガス中の可燃性成分(例えばCO)を部分燃焼させることで、炉内に高温雰囲気が形成されやすく、この高温雰囲気により炉体内面が傷みやすい。これに対して、最外側の流路が気体燃料流路(y)であるバーナーランスでは、バーナー燃焼に使われない支燃ガスの量が相対的に少ないため、上記のような炉内高温雰囲気が形成されにくい。
また、本発明に係る金属溶湯の製造方法によれば、そのようなバーナーランスを用いて効率的な溶融還元を行い、金属溶湯を低コストに製造することができる。
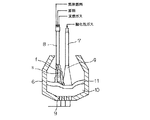
二次燃焼は炉内の上部空間で生じるので、溶湯の内部や表面近傍で生じる一次燃焼と比べて、溶湯への着熱効率(=着熱量/総発熱量)が低い。しかしながら、大量の原料鉱石を溶融還元するには、炉内の総発熱量を高める必要があり、そのためには二次燃焼を促進することが有効である。しかしその一方で、二次燃焼は溶湯への着熱効率が低いため、炉内耐火物に吸収される熱量が増大し、炉内耐火物の溶損が助長される。
なお、一般に炭材(例えば、コークスや無煙炭などの石炭)は、炉上部の投入シュートなどから落下装入されるが、炭材の粒子径が小さくて飛散するおそれがある場合には、例えば、パージガスとともに炉内に流し込み装入することもある。また、必要に応じて媒溶材(例えば、石灰、ドロマイトなど)などが上記炭材に準じた方法で炉内装入される。
バーナーランス8で使用する気体燃料の種類にも特別な制限はないが、例えば、プロパンガス、コークス炉ガス、天然ガス、転炉回収ガス、高炉回収ガスなどの1種以上を用いることができる。同じく支燃ガスとしては、酸素ガスまたは酸素含有ガスが用いられる。酸素含有ガスとしては、空気、酸素富化空気、それらの予熱されたガスなどを用いることができる。
また、底吹き羽口9から吹き込まれるガスの種類にも特別な制限はないが、例えば、酸素ガス、プロパンガス、天然ガス、炭酸ガス、窒素ガス、アルゴンガス、CO含有ガスなどの1種以上を用いることができる。
本発明の粉粒物装入用バーナーランスは、溶融還元炉において、粉粒物を気体燃料および支燃ガスとともに炉内に供給するためのバーナーランスである。本発明のバーナーランスの装入対象となる粉粒物として最も典型的なものは原料(さきに挙げたような金属酸化物を主体とする原料)であるが、例えば、炭材や媒溶材などのような粉粒物でもよく、これらの1種または2種以上を混合した粉粒物を装入対象とすることができる。原料に限らず、炉内に装入する粉粒物をバーナーランスで適切に予熱できれば、溶融還元炉の熱効率を高めることができる。また、粉粒物の大きさは、バーナーランスを通じて装入できる程度の粒径であればよい。
このうち、上記(i)の形態のバーナーランスは、最外側の流路が支燃ガス流路であるバーナーランスに較べて、支燃ガスによる炉体(溶融還元炉)内面の損傷を少なくすることができる利点がある。すなわち、最外側の流路が支燃ガス流路であるバーナーランスでは、バーナー燃焼に使われない支燃ガスの量が多くなり、この支燃ガスが炉内発生ガス中の可燃性成分(例えばCO)を部分燃焼させることで、炉内に高温雰囲気が形成されやすく、この高温雰囲気により炉体内面が傷みやすい。これに対して、最外側の流路が気体燃料流路である上記(i)の形態のバーナーランスでは、バーナー燃焼に使われない支燃ガスの量が相対的に少ないため、上記のような炉内高温雰囲気が形成されにくく、このため炉体内面が傷みにくい。
一方、上記(ii)の形態のバーナーランスは、支燃ガス流の内側に気体燃料流が封じ込められ、気体燃料の逃げが少なくなるので、燃料を特に効率的に燃焼させることができる利点がある。
以下、装入対象として最も典型的な粉粒物である原料(金属酸化物を主体とする粉粒状の原料)を装入するバーナーランスを例に、本発明の実施形態について説明する。
このバーナーランスは、内側から順に第1管体1a、第2管体2aおよび第3管体3aが同心円状に配置された多重管構造(管軸が垂直方向に沿う多重管構造)を有している。そして、第1管体1a内が粉粒物(原料)流路x、第1管体1aと第2管体2a間の空間が気体燃料流路y、第2管体2aと第3管体3a間の空間が支燃ガス流路zをそれぞれ構成するとともに、粉粒物流路xの先端が粉粒物(原料)吐出口12xを、気体燃料流路yの先端が燃料吐出口12y(噴射口)を、支燃ガス流路zの先端が支燃ガス吐出口12z(噴射口)を、それぞれ構成している。
なお、第3管体3aは、ランス先端部を囲むようにして支燃ガス吐出口12zの前方に張り出した筒状部30を有しており、この筒状部30を含めた第3管体3aの内部には冷却水循環流路5が形成されている。
ここで、第1管体1aの先端は、第2管体2aの先端よりもバーナー内方に位置しているため、燃料吐出口12yから吐出された気体燃料は、燃焼火炎fの形成始端よりもバーナー内方位置(距離L1だけ内方の位置)で原料sと接触し始め、原料落下流の中心部側に拡散して原料sと予混合された状態となる。このため原料落下流の大部分が、支燃ガス吐出口12zの位置を始端として形成される燃焼火炎fの領域を通過することができ、原料sが燃焼火炎fにより適切に予熱されることになる。
また、多重管構造の最外側の流路が支燃ガス流路zであるため、支燃ガス流の内側に気体燃料流が封じ込められ、気体燃料の逃げが少なくなるので、燃料を特に効率的に燃焼させることができる。
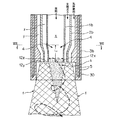
このバーナーランスは、内側から順に第1管体1b、第2管体2bおよび第3管体3bが同心円状に配置された多重管構造(管軸が垂直方向に沿う多重管構造)を有している。そして、第1管体1b内が粉粒物(原料)流路x、第1管体1bと第2管体2b間の空間が気体燃料流路y、第2管体2bと第3管体3b間の空間が支燃ガス流路zをそれぞれ構成するとともに、粉粒物流路xの先端が粉粒物(原料)吐出口12xを、気体燃料流路yの先端が燃料吐出口12y(噴射口)を、支燃ガス流路zの先端が支燃ガス吐出口12z(噴射口)を、それぞれ構成している。
なお、第3管体3bは、ランス先端部を囲むようにして支燃ガス吐出口12zの前方に張り出した筒状部30を有しており、この筒状部30を含めた第3管体3bの内部には冷却水循環流路5が形成されている。
第1管体1bに形成する貫通部4の形態は任意であり、例えば、第1管体1bの先端から管長方向に形成されるスリットで貫通部4を構成してもよい。
また、図4に示した貫通部4からの気体燃料噴射方向(貫通部4の軸線)の第1管体半径方向に対する傾き角θは、3〜45°程度とすることが好ましい。この傾き角θが3°未満では気体燃料の旋回流が形成されにくく、一方、45°を超えると管中心部側に旋回流が形成されにくくなる。
ここで、気体燃料流路y内の気体燃料の一部は、貫通部4から粉粒物流路x内に流入し、同流路内で気体燃料の旋回流が形成される。これにより原料と気体燃料の一部が予混合された状態となり、かつこの状態で粉粒物吐出口12xから吐出された原料sが旋回流に随伴されることで、燃焼火炎fに強制的に接触させられ、この結果、原料sが燃焼火炎fにより適切に予熱されることになる。
また、多重管構造の最外側の流路が支燃ガス流路zであるため、支燃ガス流の内側に気体燃料流が封じ込められ、気体燃料の逃げが少なくなるので、燃料を特に効率的に燃焼させることができる。
なお、第1管体1bの先端寄り部分の内壁に、粉粒物に旋回作用を与える案内板を設けてもよく、このような案内板を設けることにより、原料の旋回作用をより高めることができる。
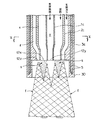
このバーナーランスは、内側から順に第1管体1a、第2管体2aおよび第3管体3aが同心円状に配置された多重管構造(管軸が垂直方向に沿う多重管構造)を有している。そして、第1管体1a内が粉粒物(原料)流路x、第1管体1aと第2管体2a間の空間が支燃ガス流路z、第2管体2aと第3管体3a間の空間が気体燃料流路yをそれぞれ構成するとともに、粉粒物流路xの先端が粉粒物(原料)吐出口12xを、気体燃料流路yの先端が燃料吐出口12y(噴射口)を、支燃ガス流路zの先端が支燃ガス吐出口12z(噴射口)を、それぞれ構成している。
なお、第3管体3aは、ランス先端部を囲むようにして燃料吐出口12yの前方に張り出した筒状部30を有しており、この筒状部30を含めた第3管体3aの内部には冷却水循環流路5が形成されている。
ここで、第1管体1aの先端は、第2管体2aの先端よりもバーナー内方に位置しているため、支燃ガス吐出口12zから吐出された支燃ガスは、燃焼火炎fの形成始端よりもバーナー内方位置(距離L1だけ内方の位置)で原料sと接触し始め、原料落下流の中心部側に拡散して原料sと予混合された状態となる。このため原料落下流の大部分が、燃料吐出口12yの位置を始端として形成される燃焼火炎fの領域を通過することができ、原料sが燃焼火炎fにより適切に予熱されることになる。
また、多重管構造の最外側の流路が気体燃料流路yであるため、最外側の流路が支燃ガス流路であるバーナーランスに較べて、さきに述べたような理由で支燃ガスと炉内ガス(可燃性成分)との燃焼による炉体(溶融還元炉)内面の損傷を少なくすることができる。
このバーナーランスは、内側から順に第1管体1b、第2管体2bおよび第3管体3bが同心円状に配置された多重管構造(管軸が垂直方向に沿う多重管構造)を有している。そして、第1管体1b内が粉粒物(原料)流路x、第1管体1bと第2管体2b間の空間が支燃ガス流路z、第2管体2bと第3管体3b間の空間が気体燃料流路yをそれぞれ構成するとともに、粉粒物流路xの先端が粉粒物(原料)吐出口12xを、気体燃料流路yの先端が燃料吐出口12y(噴射口)を、支燃ガス流路zの先端が支燃ガス吐出口12z(噴射口)を、それぞれ構成している。
なお、第3管体3bは、ランス先端部を囲むようにして燃料吐出口12yの前方に張り出した筒状部30を有しており、この筒状部30を含めた第3管体3bの内部には冷却水循環流路5が形成されている。
第1管体1bに形成する貫通部4の形態は任意であり、例えば、第1管体1bの先端から管長方向に形成されるスリットで貫通部4を構成してもよい。
また、図8に示した貫通部4からの支燃ガス噴射方向(貫通部4の軸線)の第1管体半径方向に対する傾き角θは、3〜45°程度とすることが好ましい。この傾き角θが3°未満では支燃ガスの旋回流が形成されにくく、一方、45°を超えると管中心部側に旋回流が形成されにくくなる。
ここで、支燃ガス流路z内の支燃ガスの一部は、貫通部4から粉粒物流路x内に流入し、同流路内で支燃ガスの旋回流が形成される。これにより原料と支燃ガスの一部が予混合された状態となり、かつこの状態で粉粒物吐出口12xから吐出された原料sが旋回流に随伴されることで、燃焼火炎fに強制的に接触させられ、この結果、原料sが燃焼火炎fにより適切に予熱されることになる。
また、多重管構造の最外側の流路が気体燃料流路yであるため、最外側の流路が支燃ガス流路であるバーナーランスに較べて、さきに述べたような理由で支燃ガスと炉内ガス(可燃性成分)との燃焼による炉体(溶融還元炉)内面の損傷を少なくすることができる。
なお、第1管体1bの先端寄り部分の内壁に、粉粒物に旋回作用を与える案内板を設けてもよく、このような案内板を設けることにより、原料の旋回作用をより高めることができる。
このバーナーランスは、内側から順に第1管体1c、第2管体2cおよび第3管体3cが同心円状に配置された多重管構造(管軸が垂直方向に沿う多重管構造)を有している。そして、第1管体1c内が気体燃料流路y、第1管体1cと第2管体2c間の空間が粉粒物(原料)流路x、第2管体2cと第3管体3c間の空間が支燃ガス流路zをそれぞれ構成するとともに、粉粒物流路xの先端が粉粒物(原料)吐出口12xを、気体燃料流路yの先端が燃料吐出口12y(噴射口)を、支燃ガス流路zの先端が支燃ガス吐出口12z(噴射口)を、それぞれ構成している。
なお、第3管体3cは、ランス先端部を囲むようにして支燃ガス吐出口12zの前方に張り出した筒状部30を有しており、この筒状部30を含めた第3管体3cの内部には冷却水循環流路5が形成されている。
ここで、原料sは気体燃料と支燃ガスによりサンドイッチされた状態で粉粒物吐出口12xから吐出されるので、原料落下流の大部分が燃焼火炎fの領域を通過することができ、原料sが燃焼火炎fにより適切に予熱されることになる。
また、多重管構造の最外側の流路が支燃ガス流路zであるため、支燃ガス流の内側に気体燃料流が封じ込められ、気体燃料の逃げが少なくなるので、燃料を特に効率的に燃焼させることができる。
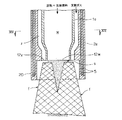
このバーナーランスは、内側から順に第1管体1d、第2管体2dおよび第3管体3dが同心円状に配置された多重管構造(管軸が垂直方向に沿う多重管構造)を有している。そして、第1管体1d内が支燃ガス流路z、第1管体1dと第2管体2d間の空間が粉粒物(原料)流路x、第2管体2dと第3管体3d間の空間が気体燃料流路yをそれぞれ構成するとともに、粉粒物流路xの先端が粉粒物(原料)吐出口12xを、気体燃料流路yの先端が燃料吐出口12y(噴射口)を、支燃ガス流路zの先端が支燃ガス吐出口12z(噴射口)を、それぞれ構成している。
なお、第3管体3dは、ランス先端部を囲むようにして燃料吐出口12yの前方に張り出した筒状部30を有しており、この筒状部30を含めた第3管体3dの内部には冷却水循環流路5が形成されている。
ここで、原料sは気体燃料と支燃ガスによりサンドイッチされた状態で粉粒物吐出口12xから吐出されるので、原料落下流の大部分が燃焼火炎fの領域を通過することができ、原料sが燃焼火炎fにより適切に予熱されることになる。
また、多重管構造の最外側の流路が気体燃料流路yであるため、最外側の流路が支燃ガス流路であるバーナーランスに較べて、さきに述べたような理由で支燃ガスと炉内ガス(可燃性成分)との燃焼による炉体(溶融還元炉)内面の損傷を少なくすることができる。
このバーナーランスは、内側から順に第1管体1eおよび第2管体2eが同心円状に配置された二重管構造(管軸が垂直方向に沿う二重管構造)を有している。そして、第1管体1e内が粉粒物(原料)と気体燃料との予混合体の流路w、第1管体1eと第2管体2e間の空間が支燃ガス流路zをそれぞれ構成するとともに、予混合体流路wの先端が粉粒物(原料)・気体燃料の予混合体吐出口12wを、支燃ガス流路zの先端が支燃ガス吐出口12z(噴射口)を、それぞれ構成している。
なお、第2管体2eは、ランス先端部を囲むようにして支燃ガス吐出口12zの前方に張り出した筒状部20を有しており、この筒状部20を含めた第2管体2eの内部には冷却水循環流路5が形成されている。
また、二重管構造の外側の流路が支燃ガス流路zであるため、支燃ガス流の内側に気体燃料+原料流が封じ込められ、気体燃料の逃げが少なくなるので、燃料を特に効率的に燃焼させることができる。
このバーナーランスは、内側から順に第1管体1fおよび第2管体2fが同心円状に配置された二重管構造(管軸が垂直方向に沿う二重管構造)を有している。そして、第1管体1f内が粉粒物(原料)と支燃ガスとの予混合体の流路w、第1管体1fと第2管体2f間の空間が気体燃料流路yをそれぞれ構成するとともに、予混合体流路wの先端が粉粒物(原料)・支燃ガスの予混合体吐出口12wを、気体燃料流路yの先端が燃料吐出口12y(噴射口)を、それぞれ構成している。
なお、第2管体2fは、ランス先端部を囲むようにして燃料吐出口12yの前方に張り出した筒状部20を有しており、この筒状部20を含めた第2管体2fの内部には冷却水循環流路5が形成されている。
また、二重管構造の外側の流路が気体燃料流路yであるため、外側の流路が支燃ガス流路であるバーナーランスに較べて、さきに述べたような理由で支燃ガスと炉内ガス(可燃性成分)との燃焼による炉体(溶融還元炉)内面の損傷を少なくすることができる。
また、図11および図12に示される粉粒物装入用バーナーランスにおいて、その第2管体2dに、図3および図4と同様の貫通部4を形成し、気体燃料流路yから粉粒物流路x内に気体燃料を流入させ、同流路内で気体燃料の旋回流が生じるようにしてもよい。或いは、その第1管体1dに、図3および図4と同様の貫通部4を形成し、支燃ガス流路zから粉粒物流路x内に支燃ガスを流入させ、同流路内で支燃ガスの旋回流が生じるようにしてもよい。
ここで、図17および図18に示したランス軸線方向における第1管体1cまたは1dの先端と第2管体2cまたは2dの先端との距離L3は、図1および図2、図5および図6のバーナーランスと同様の理由で、第2管体2cまたは2dの先端の内径D3に対してD3/2〜5D3程度とすることが好ましい。
通常、バーナーランスにより装入される粉粒物は、図19に関して説明したように金属酸化物を主体とする原料であるが、さきに述べたような他の粉粒物であってもよい。
このような本発明によれば、使用する原料に応じて各種の金属溶湯を低コストに製造することができる。
2a,2b,2c,2d,2e,2f 第2管体
3a,3b,3c,3d 第3管体
4 貫通部
5 冷却水循環流路
6 炉体(溶融還元炉)
7 上吹きランス
8 原料装入用バーナーランス
9 底吹き羽口
10 溶湯
11 スラグ
12x 粉粒物吐出口
12y 燃料吐出口
12z 支燃ガス吐出口
12w 予混合体吐出口
20,30 筒状部
x 粉粒物流路
y 気体燃料流路
z 支燃ガス流路
w 予混合体流路
s 原料
f 燃焼火炎
Claims (10)
- 溶融還元炉において、粉粒物を気体燃料および支燃ガスとともに炉内に供給するためのバーナーランスであって、
内側から順に第1管体(1a)、第2管体(2a)および第3管体(3a)が同心円状に配置された多重管構造を有し、
第1管体(1a)内が粉粒物流路(x)、第1管体(1a)と第2管体(2a)間の空間が気体燃料流路(y)、第2管体(2a)と第3管体(3a)間の空間が支燃ガス流路(z)をそれぞれ構成するとともに、各流路(x),(y),(z)の先端が吐出口を構成し、
第1管体(1a)の先端が、第2管体(2a)の先端よりもバーナー内方に位置することを特徴とする溶融還元炉の粉粒物装入用バーナーランス。 - 溶融還元炉において、粉粒物を気体燃料および支燃ガスとともに炉内に供給するためのバーナーランスであって、
内側から順に第1管体(1b)、第2管体(2b)および第3管体(3b)が同心円状に配置された多重管構造を有し、
第1管体(1b)内が粉粒物流路(x)、第1管体(1b)と第2管体(2b)間の空間が気体燃料流路(y)、第2管体(2b)と第3管体(3b)間の空間が支燃ガス流路(z)をそれぞれ構成するとともに、各流路(x),(y),(z)の先端が吐出口を構成し、
第1管体(1b)の先端寄り部分に、粉粒物流路(x)内に気体燃料の旋回流が生じるように気体燃料流路(y)内の気体燃料を粉粒物流路(x)内に流入させる貫通部(4)を形成したことを特徴とする溶融還元炉の粉粒物装入用バーナーランス。 - 溶融還元炉において、粉粒物を気体燃料および支燃ガスとともに炉内に供給するためのバーナーランスであって、
内側から順に第1管体(1a)、第2管体(2a)および第3管体(3a)が同心円状に配置された多重管構造を有し、
第1管体(1a)内が粉粒物流路(x)、第1管体(1a)と第2管体(2a)間の空間が支燃ガス流路(z)、第2管体(2a)と第3管体(3a)間の空間が気体燃料流路(y)をそれぞれ構成するとともに、各流路(x),(y),(z)の先端が吐出口を構成し、
第1管体(1a)の先端が、第2管体(2a)の先端よりもバーナー内方に位置することを特徴とする溶融還元炉の粉粒物装入用バーナーランス。 - 溶融還元炉において、粉粒物を気体燃料および支燃ガスとともに炉内に供給するためのバーナーランスであって、
内側から順に第1管体(1b)、第2管体(2b)および第3管体(3b)が同心円状に配置された多重管構造を有し、
第1管体(1b)内が粉粒物流路(x)、第1管体(1b)と第2管体(2b)間の空間が支燃ガス流路(z)、第2管体(2b)と第3管体(3b)間の空間が気体燃料流路(y)をそれぞれ構成するとともに、各流路(x),(y),(z)の先端が吐出口を構成し、
第1管体(1b)の先端寄り部分に、粉粒物流路(x)内に支燃ガスの旋回流が生じるように支燃ガス流路(z)内の支燃ガスを粉粒物流路(x)内に流入させる貫通部(4)を形成したことを特徴とする溶融還元炉の粉粒物装入用バーナーランス。 - 溶融還元炉において、粉粒物を気体燃料および支燃ガスとともに炉内に供給するためのバーナーランスであって、
内側から順に第1管体(1c)、第2管体(2c)および第3管体(3c)が同心円状に配置された多重管構造を有し、
第1管体(1c)内が気体燃料流路(y)、第1管体(1c)と第2管体(2c)間の空間が粉粒物流路(x)、第2管体(2c)と第3管体(3c)間の空間が支燃ガス流路(z)をそれぞれ構成するとともに、各流路(x),(y),(z)の先端が吐出口を構成することを特徴とする溶融還元炉の粉粒物装入用バーナーランス。 - 溶融還元炉において、粉粒物を気体燃料および支燃ガスとともに炉内に供給するためのバーナーランスであって、
内側から順に第1管体(1d)、第2管体(2d)および第3管体(3d)が同心円状に配置された多重管構造を有し、
第1管体(1d)内が支燃ガス流路(z)、第1管体(1d)と第2管体(2d)間の空間が粉粒物流路(x)、第2管体(2d)と第3管体(3d)間の空間が気体燃料流路(y)をそれぞれ構成するとともに、各流路(x),(y),(z)の先端が吐出口を構成することを特徴とする溶融還元炉の粉粒物装入用バーナーランス。 - 溶融還元炉において、粉粒物を気体燃料および支燃ガスとともに炉内に供給するためのバーナーランスであって、
内側から順に第1管体(1e)および第2管体(2e)が同心円状に配置された二重管構造を有し、
第1管体(1e)内が粉粒物と気体燃料との予混合体の流路(w)、第1管体(1e)と第2管体(2e)間の空間が支燃ガス流路(z)をそれぞれ構成するとともに、各流路(w),(z)の先端が吐出口を構成することを特徴とする溶融還元炉の粉粒物装入用バーナーランス。 - 溶融還元炉において、粉粒物を気体燃料および支燃ガスとともに炉内に供給するためのバーナーランスであって、
内側から順に第1管体(1f)および第2管体(2f)が同心円状に配置された二重管構造を有し、
第1管体(1f)内が粉粒物と支燃ガスとの予混合体の流路(w)、第1管体(1f)と第2管体(2f)間の空間が気体燃料流路(y)をそれぞれ構成するとともに、各流路(w),(y)の先端が吐出口を構成することを特徴とする溶融還元炉の粉粒物装入用バーナーランス。 - 溶融還元炉において、金属酸化物を主体とする原料を溶融還元し、金属溶湯を製造する方法において、
請求項1〜8のいずれかに記載のバーナーランスを用い、溶融還元炉内に粉粒物を気体燃料および支燃ガスとともに供給し、粉粒物を予熱された状態で炉内に装入することを特徴とする、溶融還元による金属溶湯の製造方法。 - バーナーランスから供給される粉粒物の少なくとも一部が、金属酸化物を主体とする原料であることを特徴とする、請求項9に記載の溶融還元による金属溶湯の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007317792A JP5286768B2 (ja) | 2007-06-06 | 2007-12-09 | 溶融還元炉の粉粒物装入用バーナーランスおよび溶融還元による金属溶湯の製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007151009 | 2007-06-06 | ||
| JP2007151009 | 2007-06-06 | ||
| JP2007317792A JP5286768B2 (ja) | 2007-06-06 | 2007-12-09 | 溶融還元炉の粉粒物装入用バーナーランスおよび溶融還元による金属溶湯の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009014331A true JP2009014331A (ja) | 2009-01-22 |
| JP5286768B2 JP5286768B2 (ja) | 2013-09-11 |
Family
ID=40355443
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007317792A Active JP5286768B2 (ja) | 2007-06-06 | 2007-12-09 | 溶融還元炉の粉粒物装入用バーナーランスおよび溶融還元による金属溶湯の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5286768B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010084925A1 (ja) | 2009-01-26 | 2010-07-29 | 旭硝子株式会社 | ガラス組成物および基板上にそれを具備する部材 |
| JP2010209436A (ja) * | 2009-03-12 | 2010-09-24 | Jfe Steel Corp | 溶鉄の昇熱方法 |
| JP2010215983A (ja) * | 2009-03-18 | 2010-09-30 | Jfe Steel Corp | 溶融還元方法 |
| JP2011157570A (ja) * | 2010-01-29 | 2011-08-18 | Jfe Steel Corp | 溶銑の脱燐処理方法及び精錬用上吹きランス |
| JP2013007117A (ja) * | 2011-05-23 | 2013-01-10 | Jfe Steel Corp | 溶鋼の製造方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60208409A (ja) * | 1984-04-03 | 1985-10-21 | Kawasaki Steel Corp | 溶融還元による金属溶湯の製造方法 |
| JPH06213577A (ja) * | 1992-11-11 | 1994-08-02 | Kct Technol Gmbh | 多媒質羽口の操作方法および多媒質羽口機構 |
| JP2002139212A (ja) * | 2000-11-01 | 2002-05-17 | Daido Steel Co Ltd | 粉体溶融バーナ |
| JP2003172584A (ja) * | 2001-09-28 | 2003-06-20 | Nippon Sanso Corp | 粉体吹込み装置および精錬方法 |
| JP2005281749A (ja) * | 2004-03-29 | 2005-10-13 | Jfe Steel Kk | 金属酸化物含有鉱石の溶融還元方法 |
-
2007
- 2007-12-09 JP JP2007317792A patent/JP5286768B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60208409A (ja) * | 1984-04-03 | 1985-10-21 | Kawasaki Steel Corp | 溶融還元による金属溶湯の製造方法 |
| JPH06213577A (ja) * | 1992-11-11 | 1994-08-02 | Kct Technol Gmbh | 多媒質羽口の操作方法および多媒質羽口機構 |
| JP2002139212A (ja) * | 2000-11-01 | 2002-05-17 | Daido Steel Co Ltd | 粉体溶融バーナ |
| JP2003172584A (ja) * | 2001-09-28 | 2003-06-20 | Nippon Sanso Corp | 粉体吹込み装置および精錬方法 |
| JP2005281749A (ja) * | 2004-03-29 | 2005-10-13 | Jfe Steel Kk | 金属酸化物含有鉱石の溶融還元方法 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010084925A1 (ja) | 2009-01-26 | 2010-07-29 | 旭硝子株式会社 | ガラス組成物および基板上にそれを具備する部材 |
| US8389428B2 (en) | 2009-01-26 | 2013-03-05 | Asahi Glass Company, Limited | Glass composition and member having the same on substrate |
| JP2010209436A (ja) * | 2009-03-12 | 2010-09-24 | Jfe Steel Corp | 溶鉄の昇熱方法 |
| JP2010215983A (ja) * | 2009-03-18 | 2010-09-30 | Jfe Steel Corp | 溶融還元方法 |
| JP2011157570A (ja) * | 2010-01-29 | 2011-08-18 | Jfe Steel Corp | 溶銑の脱燐処理方法及び精錬用上吹きランス |
| JP2013007117A (ja) * | 2011-05-23 | 2013-01-10 | Jfe Steel Corp | 溶鋼の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5286768B2 (ja) | 2013-09-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5087955B2 (ja) | 溶融還元方法 | |
| JPH0137449B2 (ja) | ||
| CN106232835A (zh) | 竖式炉和操作所述竖式炉的方法 | |
| ES2295181T3 (es) | Aparato y procedimiento de fusion directa. | |
| JP5286768B2 (ja) | 溶融還元炉の粉粒物装入用バーナーランスおよび溶融還元による金属溶湯の製造方法 | |
| JP2009139081A (ja) | 溶融還元炉の粉粒物装入用バーナーランスおよび溶融還元による金属溶湯の製造方法 | |
| ES2282287T3 (es) | Procedimiento de fusion directa. | |
| KR100764042B1 (ko) | 직접제련 방법 및 장치 | |
| JP2010156025A (ja) | 溶融還元炉の粉粒物装入用バーナーランスおよび溶融還元による金属溶湯の製造方法 | |
| JP5834980B2 (ja) | 溶鋼の製造方法 | |
| KR20090023002A (ko) | 용철 제조용 풍구 및 이를 이용한 가스 취입 방법 | |
| JP4050195B2 (ja) | 冷鉄源の溶解・精錬炉の操業方法および精錬方法 | |
| JP2007002305A (ja) | キュポラによる溶銑の溶製方法 | |
| JP5928094B2 (ja) | 溶融鉄の精錬方法 | |
| JP5962156B2 (ja) | 溶鉄の精錬方法 | |
| US20150176900A1 (en) | Hybrid oxy-coal burner for eaf steelmaking | |
| JP5892103B2 (ja) | クロム鉱石の溶融還元方法 | |
| CN103026161B (zh) | 移除熔炉中炉结堆积的方法和系统 | |
| JP4274020B2 (ja) | 金属酸化物含有鉱石の溶融還元方法 | |
| JP2005060834A (ja) | 冶金用微粉炭吹き込みバーナー及び冶金炉内への微粉炭吹き込み方法 | |
| RU2674455C2 (ru) | Способ работы доменной печи | |
| JP2661478B2 (ja) | 筒型炉およびこれを用いる溶銑の製造方法 | |
| JP4747662B2 (ja) | 気体還元材吹込み用のランス、高炉および高炉操業方法 | |
| AU648454B2 (en) | Gasifier burner for powdered solid fuels and method for using the same | |
| JP2004091921A (ja) | 高炉への固体燃料吹き込み方法及び吹き込みランス |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100823 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130115 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130205 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130404 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130507 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130520 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5286768 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |