JP2009016731A - 回路基板などの保護フィルムストリップ装置 - Google Patents
回路基板などの保護フィルムストリップ装置 Download PDFInfo
- Publication number
- JP2009016731A JP2009016731A JP2007179623A JP2007179623A JP2009016731A JP 2009016731 A JP2009016731 A JP 2009016731A JP 2007179623 A JP2007179623 A JP 2007179623A JP 2007179623 A JP2007179623 A JP 2007179623A JP 2009016731 A JP2009016731 A JP 2009016731A
- Authority
- JP
- Japan
- Prior art keywords
- film strip
- driving member
- film
- protective film
- head
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000001681 protective effect Effects 0.000 title claims abstract description 17
- 238000009434 installation Methods 0.000 claims 1
- 230000002093 peripheral effect Effects 0.000 claims 1
- 230000007246 mechanism Effects 0.000 abstract description 22
- 230000008602 contraction Effects 0.000 abstract description 5
- 239000000758 substrate Substances 0.000 abstract description 4
- 238000004519 manufacturing process Methods 0.000 description 21
- 238000000034 method Methods 0.000 description 4
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 239000004973 liquid crystal related substance Substances 0.000 description 3
- 230000006378 damage Effects 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000012528 membrane Substances 0.000 description 2
- 239000003086 colorant Substances 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000007812 deficiency Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000036571 hydration Effects 0.000 description 1
- 238000006703 hydration reaction Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images







Abstract
【解決手段】動力部21とフィルムストリップ部22からなり、動力部は、フィルムストリップ部と連結する第1駆動部材211と第2駆動部材212を具え、第1駆動部材と第2駆動部材は、フィルムストリップ部に第1軸方向と第2軸方向の駆動力を提供する。
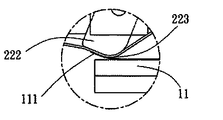
フィルムストリップ部は、フィルムストリップ台221とフィルムストリップ台上に回転可能にピン接合されフィルムストリップヘッド222を具え、一対のゴムローラー231に掛け渡されたゴムベルト232をフィルムストリップヘッドに掛け渡し、真空吸盤24上に固定された基板11に対して、第1駆動部材の第1軸方向伸縮動作によりストリップヘッド上のゴムベルトを基板面に押圧し、第2駆動部材の第2軸方向伸縮動作によりストリップヘッドを回転させつつ動作させて効果的に保護フィルムを剥離する。
【選択図】図1
Description
該第1駆動部材211の接続ロッド213は、伸縮動作の方向が第1軸向であり、該第2駆動部材212の接続ロッドの伸縮方向は、これと異なる第2軸方向であり、該第1駆動部材211と第2駆動部材212は、接続ロッド213,214を介してフィルムストリップ部22に第1軸向および第2軸向の駆動力を提供し、第1軸向、第2軸向の駆動力を合わせることによって、ローラーフィルムストリップの作用を発生する。該第1軸方向と第2軸方向は、70度から110度の挟み角を最適とする。
11 被加工部材
111 膜体
12 作業領域
20 フィルムストリップ機構
21 動力部
211 第1駆動部材
212 第2駆動部材
213 連接ロッド
214 連接ロッド
22 フィルムストリップ部
221 フィルムストリップ台
222 フィルムストリップヘッド
223 ローラー面
23 ゴムタイヤ部
231 タイヤ
232 ゴムベルト
24 真空吸盤
Claims (6)
- 動力部と隔離する保護フィルムにゴムベルトを押圧して剥離動作するフィルムストリップ部からなり、
該動力部は、駆動部材と第2駆動部を具え、該第1駆動部材と第2駆動部材をフィルムストリップ部と接続し、
且つ該第1駆動部材は該フィルムストリップ部に第1軸方向に動作させ、該第2駆動部材はフィルムストリップ部にこれと異なる第2軸方向に動作させ、
該フィルムストリップ部は、フィルムストリップヘッドを備え、該フィルムストリップヘッドはその外周面上のゴムベルトを第1駆動部材と第2駆動部材の第1軸方向及び第2軸方向動作を合成して押圧と剥離する動作を行うことを特徴とする、
回路基板などの保護フィルムストリップ装置。 - 前記駆動部がフィルムストリップ時、第2駆動部材が先に動作してローラーフィルムストリップの作用を強化したことを特徴とする請求項1記載の回路基板などの保護フィルムストリップ装置。
- 前記フィルムストリップ部がフィルムストリップ台と該フィルムストリップ台に回動可能に連結されたフィルムストリップヘッドからなり、上記第1駆動部材と第2駆動部材の第1軸方向及び第2軸方向動作を合成した動作を行なうようにしたことを特徴とする請求項1記載の回路基板などの保護フィルムストリップ装置。
- 前記保護フィルムストリップ装置が設備台上に設置され、且つ該保護フィルムストリップ装置がフィルムストリップ動作する方向が該設備台の設置方向に対して傾斜していることを特徴とする請求項1乃至3記載の回路基板などの保護フィルムストリップ装置。
- 前記フィルムストリップヘッドが円弧状のローラー面を有することを特徴とする請求項1乃至3記載の回路基板などの保護フィルムストリップ装置。
- 前記フ回路基板などの保護フィルムストリップ装置が真空吸盤を具え、該真空吸盤が被加工部材を固定する作用を行なうことを特徴とする請求項1乃至3記載の回路基板などの保護フィルムストリップ装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007179623A JP4544540B2 (ja) | 2007-07-09 | 2007-07-09 | 回路基板などの保護フィルムストリップ装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007179623A JP4544540B2 (ja) | 2007-07-09 | 2007-07-09 | 回路基板などの保護フィルムストリップ装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009016731A true JP2009016731A (ja) | 2009-01-22 |
| JP4544540B2 JP4544540B2 (ja) | 2010-09-15 |
Family
ID=40357241
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007179623A Expired - Fee Related JP4544540B2 (ja) | 2007-07-09 | 2007-07-09 | 回路基板などの保護フィルムストリップ装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4544540B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025204054A1 (ja) * | 2024-03-28 | 2025-10-02 | 株式会社レクザム | 剥離装置 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61197056U (ja) * | 1985-05-30 | 1986-12-09 | ||
| JPS6241158A (ja) * | 1985-08-16 | 1987-02-23 | Somar Corp | 薄膜剥離方法及び薄膜剥離装置 |
| JPH02106560A (ja) * | 1988-10-11 | 1990-04-18 | Nec Corp | フィルム剥離装置 |
| JPH05213521A (ja) * | 1991-08-22 | 1993-08-24 | Hoechst Ag | キャリヤ材料上に層をなして設けられたフィルムを分離し、引き離すための装置 |
| JPH06244538A (ja) * | 1993-02-03 | 1994-09-02 | Morton Internatl Spa | 積層基板からカバーシートを除去する方法と装置 |
| JPH09114384A (ja) * | 1995-10-16 | 1997-05-02 | Nec Eng Ltd | 薄板保護シートの剥離方法 |
| JPH10167560A (ja) * | 1996-12-13 | 1998-06-23 | Toray Ind Inc | カバーシートの剥離装置および剥離方法 |
| JP2001089018A (ja) * | 1999-09-20 | 2001-04-03 | Hitachi Techno Eng Co Ltd | フィルム剥離装置 |
| JP2006008276A (ja) * | 2004-06-23 | 2006-01-12 | Tdk Corp | ピーリング装置及びピーリング方法 |
| JP2006160376A (ja) * | 2004-12-02 | 2006-06-22 | Matsushita Electric Ind Co Ltd | フィルム状封止接着材の剥離フィルムの剥離方法 |
-
2007
- 2007-07-09 JP JP2007179623A patent/JP4544540B2/ja not_active Expired - Fee Related
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61197056U (ja) * | 1985-05-30 | 1986-12-09 | ||
| JPS6241158A (ja) * | 1985-08-16 | 1987-02-23 | Somar Corp | 薄膜剥離方法及び薄膜剥離装置 |
| JPH02106560A (ja) * | 1988-10-11 | 1990-04-18 | Nec Corp | フィルム剥離装置 |
| JPH05213521A (ja) * | 1991-08-22 | 1993-08-24 | Hoechst Ag | キャリヤ材料上に層をなして設けられたフィルムを分離し、引き離すための装置 |
| JPH06244538A (ja) * | 1993-02-03 | 1994-09-02 | Morton Internatl Spa | 積層基板からカバーシートを除去する方法と装置 |
| JPH09114384A (ja) * | 1995-10-16 | 1997-05-02 | Nec Eng Ltd | 薄板保護シートの剥離方法 |
| JPH10167560A (ja) * | 1996-12-13 | 1998-06-23 | Toray Ind Inc | カバーシートの剥離装置および剥離方法 |
| JP2001089018A (ja) * | 1999-09-20 | 2001-04-03 | Hitachi Techno Eng Co Ltd | フィルム剥離装置 |
| JP2006008276A (ja) * | 2004-06-23 | 2006-01-12 | Tdk Corp | ピーリング装置及びピーリング方法 |
| JP2006160376A (ja) * | 2004-12-02 | 2006-06-22 | Matsushita Electric Ind Co Ltd | フィルム状封止接着材の剥離フィルムの剥離方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025204054A1 (ja) * | 2024-03-28 | 2025-10-02 | 株式会社レクザム | 剥離装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4544540B2 (ja) | 2010-09-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3401094B1 (en) | Film peeling device and method | |
| EP3800135B1 (en) | Film adhering method and film adhering apparatus thereof | |
| JP5753611B2 (ja) | 剥離装置及び剥離方法 | |
| JP4973783B2 (ja) | フィルム貼着装置及びフィルム貼着方法及び電子ペーパの製造方法 | |
| JP4125776B1 (ja) | 粘着チャック装置 | |
| US20110155314A1 (en) | Mounting apparatus and mounting method | |
| KR20030029469A (ko) | 보호테이프 접착방법 및 박리방법 | |
| TW201901855A (zh) | 被加工物的加工方法 | |
| TW201835994A (zh) | 薄片貼附裝置及貼附方法 | |
| WO2014201731A1 (zh) | 离型纸剥离装置 | |
| EP3035380B1 (en) | Apparatus for separating flexible substrate from glass substrate, and production device | |
| JP4824622B2 (ja) | シート剥離装置及び剥離方法 | |
| JP4544540B2 (ja) | 回路基板などの保護フィルムストリップ装置 | |
| CN105977170B (zh) | 布线保护膜层的贴附方法及布线结构、显示面板 | |
| JP2011210854A (ja) | シート貼付装置および貼付方法 | |
| TWI297321B (en) | Film peeling apparatus | |
| CN212380410U (zh) | 一种柔性基板的机械剥离装置 | |
| JP2010149965A (ja) | 保護フィルム剥離装置および保護フィルム剥離方法 | |
| CN204887729U (zh) | 薄膜剥离装置 | |
| JP5554100B2 (ja) | シート切断方法およびシート切断装置 | |
| CN220731467U (zh) | 一种晶圆解胶装置 | |
| CN2932617Y (zh) | 薄膜剥离设备 | |
| TWI672727B (zh) | 一種金屬回收設備及一種利用金屬回收設備以回收晶圓表面金屬的製程 | |
| CN101337453B (zh) | 制程设备剥膜机构 | |
| TWM647866U (zh) | 晶圓膠膜移除裝置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091201 |
|
| A521 | Written amendment |
Effective date: 20100226 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20100511 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100511 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Effective date: 20100603 Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Effective date: 20100624 Free format text: JAPANESE INTERMEDIATE CODE: A61 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130709 Year of fee payment: 3 |
|
| R150 | Certificate of patent (=grant) or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |