JP2009018541A - 収縮成形体の製造方法、及び収縮成形体 - Google Patents
収縮成形体の製造方法、及び収縮成形体 Download PDFInfo
- Publication number
- JP2009018541A JP2009018541A JP2007184484A JP2007184484A JP2009018541A JP 2009018541 A JP2009018541 A JP 2009018541A JP 2007184484 A JP2007184484 A JP 2007184484A JP 2007184484 A JP2007184484 A JP 2007184484A JP 2009018541 A JP2009018541 A JP 2009018541A
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- heat
- shrink
- shrinkage
- molded body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Landscapes
- Shaping By String And By Release Of Stress In Plastics And The Like (AREA)
- Laminated Bodies (AREA)
Abstract
【解決手段】 外面に凸形状が形成された収縮成形体の製造方法において、熱収縮性シートを筒状に形成した筒状シート5であって、内面の一部分に熱収縮を規制する収縮規制部材2が添付された筒状シート5を、成形型8に外嵌する工程、筒状シート5を熱収縮温度で加熱することにより、成形型8に沿って筒状シート5を熱収縮させ、収縮成形体を得る工程、収縮成形体を成形型2から引き抜く工程、を有する。
【選択図】 図9
Description
該筒状シートの代表的な用途は、飲料容器の胴部に装着するラベル用途である。このようなラベル用途の筒状シートは、容器胴部に外嵌して加熱することにより、容器に装着される。
この収縮成形体は、例えば、牛乳ビンなどの口部を封緘するキャップシール、樹脂容器に被せて使用される外装体、等として使用される。
キャップシールとして使用される上記収縮成形体は、例えば、特許文献1等に開示されている。
一方、外装体として使用される上記収縮成形体は、例えば、特許文献2等に開示されている。具体的には、筒状シートを成形型に外嵌し且つ加熱して得られた収縮成形体(外装体)は、有底筒状の樹脂成形容器に装着され、該収縮成形体と樹脂成形容器によって、断熱容器を構成できる。
上記キャップシールや外装体などの用途の収縮成形体は、装着対象である容器等に筒状シートを直接熱収縮させる用途(例えば、上記ラベル用途)とは異なり、筒状シートを先ず成形型に沿って熱収縮させて成形し、収縮成形体を成形型から引き抜いた後、使用される。
この場合、外周面に凸部が形成された成形型を用いれば、該成形型の凸部に対応した凸形状を有する収縮成形体を形成できる。
しかしながら、成形型の凸部と収縮成形体の凸形状の内面が嵌合状態となるため、収縮成形体を成形型から引き抜くことが困難である。
かかる成形型を用いれば、成形型の凸部に対応した凸形状を有する収縮成形体を形成でき、該成形型の凸部を退避させることにより、前記収縮成形体を成形型から容易に引き抜くことができる。
しかしながら、上記特許文献3に記載の成形型は、凸部が出没する機構を有するので、比較的高価である。
このため、収縮成形体を多品種小ロット生産する際に、上記成形型を用いると、収縮成形体の製造コストが大幅に上がるという問題点がある。また、上記成形型は、凸部の出没機構についてメンテナンスが必要となる。
本発明の第2の課題は、所望の部分に凸形状を有し、安価に製造することができる収縮成形体を提供することである。
この巻付け用型に熱収縮性シートを巻き付ける前に、収縮規制部材の巻付け用型接触面に易滑処理が施されるので、該収縮規制部材の接触面を、巻付け用型の外周面に対してスムースに滑らせることができる。このため、形成された筒状シートを巻付け用型から確実に引き抜くことができる。
かかる収縮成形体は、発泡樹脂シートを含むので、断熱性及び保形性に優れている。
また、本発明の収縮成形体は、収縮規制部材の形状などを適宜設定することにより、収縮成形体の外面の所望部分に、所望の凸形状を形成できる。さらに、該収縮成形体は、安価に製造することができる。
以下、本発明について、図面を参照しつつ具体的に説明する。
なお、本発明において、シートとは、一般にフィルムと呼ばれるものを含む意味である。
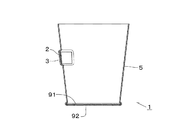
図1及び図2に於いて、1は、収縮成形体を示す。
該収縮成形体1の内面の一部分には、収縮規制部材2が添付されている。該収縮規制部材2の添付部分に対応して、収縮成形体1には、外側に突出した凸形状3が形成されている。
上記収縮成形体1の凸形状3以外の部分は、成形型の外周面に略沿った形状に形成されている。
本実施形態では、収縮成形体1の凸形状3以外の部分の外形は、収縮成形体1の直交方向Y1の一方側に向かうに従って縮径する円筒状(または円錐台状)に形成されている。もっとも、収縮成形体1の上記外形は、円筒状に限られず、楕円筒状、略八角筒状などの多角筒状などに形成されていてもよい。本発明の収縮成形体1の凸形状3以外の部分は、筒状シート5を熱収縮させ、成形型に密着させることによって形成される。このため、収縮成形体1の外形は、成形型の外周面形状に従って、円筒状、楕円筒状、四角筒状などの任意の筒形状に形成することができる。
また、収縮成形体1を形成した後、これを成形型から容易に引き抜くために、収縮成形体1は、収縮成形体1の直交方向Y1の一方側に向かうに従って縮径する形状(ただし、周長さが変わらない直胴部分を一部に有していても良い)が好ましい。
ただし、該閉塞板91は、接着剤などを介して収縮成形体1の一方端部に固着されていてもよいし、閉塞板91は、収縮成形体1の一方端部に溶着されていてもよい。
また、上記収縮成形体1は、閉塞板91によって、一方開口92が閉塞されているが、収縮成形体1は、閉塞板91を有さず、一方開口92が開放されていてもよい。
さらに、上記収縮成形体1の一方端部には、凹状の糸尻部が形成されていてもよい。該収縮成形体1は、その凹状の糸尻部を樹脂容器の糸尻部に嵌合させることができ、樹脂容器の外装体用途として好適である。
熱収縮性シート4は、一方向(シート面内の一方向)に主として熱収縮しうる熱収縮性を有する。この一方向を「主熱収縮方向」という場合がある。前記熱収縮性とは、所定温度に加熱することによって収縮する性質をいう。
上記筒状シート5は、図3に示すように、熱収縮性シート4の主熱収縮方向が筒状シート5の周方向となるように、熱収縮性シート4を筒状に丸め、その両側端部41,42を重ね合わせて接着することによって形成されている。両側端部41,42の接着方法は、熱接着(ヒートシール)、溶剤による溶着、接着剤を介在させた接着、粘着テープを用いたテープ貼り、などを例示できる。
なお、熱収縮性シート4として発泡樹脂シートと合成樹脂シートの積層シートを用いる場合、該合成樹脂シートが筒状シート5の外面を構成するように、熱収縮性シート4は筒状に丸められる。
発泡樹脂シートと合成樹脂シートは、通常、ドライラミネート法やウェットラミネート法などで用いられている接着剤にて接着される。該接着剤としては、アクリル系、ポリウレタン系、酢酸ビニル系、塩化ビニル系、ゴム系などの溶剤型接着剤又は水溶性接着剤などを例示できる。
なお、上記熱収縮性シート4は、発泡樹脂シートまたは合成樹脂シートの何れか一方又は双方が複層の積層体からなり、全体として3層以上の積層シートでもよい。
なお、合成樹脂シートは、後述するように、内面に施した意匠印刷を視認するため、透明シートが好ましい。
発泡樹脂シートの発泡倍率は、好ましくは2倍〜10倍であり、より好ましくは3倍〜8倍である。余りに発泡倍率が低いと、発泡樹脂シートの剛性が高くなり、収縮規制部材2を添付しても、良好な凸形状3を形成できない虞があるからである。
発泡樹脂シートの厚みは、概ね0.1〜1mmが好ましい。発泡樹脂シートの厚みが余りに厚いと、発泡樹脂シートの剛性が高くなり、収縮規制部材2を添付しても、良好な凸形状3を形成できない虞があるからである。一方、同厚みが薄過ぎると、収縮成形体1の断熱性及び保形性を十分に確保できないからである。
なお、熱収縮性シート4が、発泡樹脂シートと合成樹脂シートの積層シートの場合には、積層する合成樹脂シートの厚みは、20μm〜50μm程度が好ましい。
一方、熱収縮性シート4が、発泡樹脂シートを含まない合成樹脂シートの場合には、該合成樹脂シートの厚みは、30μm〜90μm程度が好ましい。
但し、熱収縮率(%)=[{(一方向(又は他方向)の元の長さ)−(一方向(又は他方向)の浸漬後の長さ)}/(一方向(又は他方向)の元の長さ)]×100。
収縮規制部材2は、平面視所定形状に形成されている。図示した例では、収縮規制部材2は、平面視略矩形状に形成されているが、平面視略円形状、平面視略楕円状、平面視略三角形状などの任意に形状に形成してもよい。収縮規制部材2を所望の平面形状に形成することにより、該形状に対応した凸形状3を有する収縮成形体1を形成できる。また、収縮規制部材2は、肉厚が均一な部材でもよいし、肉厚が不均一な部材(少なくとも一面に凹凸を有する部材)でもよい。
この熱収縮温度とは、筒状シート5が成形型に沿って密着する程度まで該筒状シート5を熱収縮させ得る温度を言い、通常、筒状シート5の外面温度が、80℃〜160℃、好ましくは100℃〜140℃となる温度を言う。
また、収縮規制部材2が実質的に熱収縮しないとは、上記熱収縮温度において全く収縮しない場合を含む他、何れかの方向に熱収縮率±5%以下(該熱収縮率は、上記方法で測定される数値。マイナスは、伸張を意味する)で熱収縮する場合を含む。全く収縮しない材料とすると、材料の選択肢が狭過ぎるからであり、他方、±5%以下程度の収縮規制部材2を用いても、凸形状3の形成に支障を来さないからである。
収縮規制部材2は、筒状シート5の熱収縮を規制することにより、その添付部分に対応して凸形状3を形成させる部材である、すなわち、熱収縮を規制して凸形状3を形成する型に相当する部材である。
従って、収縮規制部材2は、上記剛性板、樹脂成形品、金属加工品、セラミック成形品などのように、筒状シート5の収縮応力が加わっても実質的に変形しない部材が好ましい。また、樹脂成形品、金属加工品、セラミック成形品などを用いれば、肉厚が不均一な収縮規制部材2を容易に形成できる。
このように収縮成形体1の製造工程を考慮すると、上記収縮規制部材2は、変形可能な上記可撓性シートが好ましい。
該可撓性シートとしては、可撓性及び非熱収縮性を有するシートであれば特に限定されず、合成樹脂シート、紙、合成紙などを例示でき、これらの積層シートでもよい。合成樹脂シートとしては、例えば、ポリエチレンテレフタレートなどのポリエステル系樹脂、アミド系樹脂、オレフィン系樹脂、スチレン系樹脂などの非熱収縮性シート(2軸延伸シート)を例示できる。合成紙としては、ポリプロピレン系合成紙(市販品ユポ(商品名)等)、ポリエステル合成紙(市販品クリスパー(商品名)等)などを例示できる。
可撓性シートが合成樹脂シートや合成紙の場合、その厚みは100〜300μm程度が好ましい。紙の場合、坪量150g/m2〜400g/m2が好ましい。
余りに薄い収縮規制部材2を添付しても、良好な凸形状3を形成できない虞があり、一方、余りに厚い収縮規制部材2を添付すると、熱収縮性シート4の変形に十分に追従しないからである。
さらに、前記可撓性シート21の他面に、易滑処理が施されていることが好ましい。易滑処理としては、シリコーン、ワックス、フッ素系化合物、界面活性剤などの滑剤を可撓性シート21に塗布することなどを例示できる。
該収縮規制部材2は、貼着剤層22が粘着剤で形成されている場合には、従来のタックラベルと同様に、貼着剤層22を離型紙24に仮貼付して供給される。また、貼着剤層22が感熱性接着剤で形成されている場合には、離型紙は省略できる。
例えば、図6に示すように、可撓性シート21の一面に、該可撓性シート21の面内の一方向Y2に延びる帯状テープ25が貼付されていてもよい。帯状テープ25は、可撓性シート21と同様に非熱収縮性シート(合成樹脂シート、紙など)からなり、好ましくは厚み50μm〜300μmである。該帯状テープ25は、複数本貼付されていてもよい。
上記収縮規制部材2が貼付された熱収縮性シート4は、収縮規制部材2の可撓性シート21の一方向Y2が筒状シート5の周方向X1となるように、筒状に形成される。
なお、図6及び図7に表した収縮規制部材2において、22は、上記と同様の貼着剤層を示し、23は、上記と同様の易滑層を示す。
該凸形状3は、収縮成形体1を装飾する目的で形成される他、収縮成形体1に持ち手用の引掛かりを形成する目的や、収縮成形体1に目印を付与する目的などで形成される。
かかる収縮成形体1は、後述するように、凸部の出没機構を有しない成形型を用いて形成することもできるので、安価に製造することができる。
特に、発泡樹脂シートを含む筒状シート5からなる収縮成形体1は、断熱性が要求される用途、例えば、上記外装体用途、上記容器用途に好適である。
また、合成樹脂シートからなる筒状シート5からなる収縮成形体1は、キャップシール用途に好適である。
次に、収縮成形体の製造方法について説明する。
(筒状シート形成工程)
図8(a)に示すように、熱収縮性シート4が連続的に繋がった長尺シート4aと、複数の収縮規制部材2が長尺状の帯状離型紙2bに所定間隔を開けて仮貼付された連続供給テープ2aと、を準備する。
上記長尺シート4aの主熱収縮方向は、MD方向(長手方向)であり、該長尺シート4aは、発泡樹脂シートの長尺体又は発泡樹脂シートと合成樹脂シートの積層長尺体が好ましい。長尺シート4aは、通常、巻き取られたロールで供給される。
上記連続供給テープ2aの収縮規制部材2は、好ましくは上記補強処理が施された非熱収縮性の可撓性シートが用いられる。該収縮規制部材2の可撓性シートの一面には、粘着剤からなる貼着剤層が設けられており、好ましくは可撓性シートの他面には上記易滑層が設けられている(図6又は図7等に示す収縮規制部材2を参照)。
複数の収縮規制部材2は、貼着剤層を介して帯状離型紙2bの長手方向に所定間隔を開けて仮貼付されている。さらに、該収縮規制部材2は、一方向(折れ曲がり難く補強された方向)が帯状離型紙2bの長手方向と平行となるように、帯状離型紙2bに仮貼付されている。
巻付け用型7から引き抜かれた筒状シート5は、図9に示すように、成形型8に外嵌される。
成形型8は、天面81と外周面82を有する略筒状に形成されている。成形型8の外周面82は、好ましくは天面81方向に向かうに従って縮径する筒状(ただし、周長さが変わらない直胴部分を一部に有していても良い)に形成されている。かかる成形型8を用いれば、収縮成形体1を上方に引き上げたときに、収縮成形体1が成形型8に引掛からず、収縮成形体1を容易に引き抜くことができる。該成形型8は、外周面82に凸部の出没機構などの駆動部分を有しない。該成形型8は、金属、耐熱性合成樹脂、セラミックなどの耐熱性を有する素材で形成されている。
上記成形型8に外嵌した筒状シート5の外面周囲に、熱媒体を作用させ、筒状シート5を熱収縮温度(筒状シート5の外面が100℃〜140℃程度)に加熱する。熱媒体は、スチーム、温風などが挙げられる。例えば、温風によって加熱する場合には、150℃〜300℃くらいの温風を、数秒吹き付ければよい。
加熱された筒状シート5は、主として周方向に大きく熱収縮し、図10に示すように、成形型8の外周面82に沿って密着する。この際、筒状シート5のうち収縮規制部材2が添付された部分は、該収縮規制部材2によって熱収縮が規制されるため、殆ど収縮せず、成形型8の外周面82に密着しない。その結果、収縮規制部材2の添付部分に対応して凸形状3が形成された収縮成形体1を得ることができる。
特に、補強処理が施された収縮規制部材2を用いれば、筒状シート5の周方向に収縮規制部材2が湾曲し難いので、収縮規制部材2が、筒状シート5の収縮を十分に規制して、比較的突出長の大きい凸形状3を形成できる。
なお、加熱後、筒状シート5が暖かい間に、必要に応じて、成形型8の天面82の上方側から押圧型を押し当ててもよい。
形成された収縮成形体1を上方向(天面方向)へ引き上げることによって、該収縮成形体1を成形型8から引き抜くことができる。
形成された収縮成形体1の凸形状3は、成形型8の外周面82の一部に係合していないので、収縮成形体1を容易に引き抜くことができる。
また、例えば、平面視矩形状の収縮規制部材2を添付すれば、略矩形状の凸形状3を形成でき、平面視楕円形状の収縮規制部材2を用いれば、略楕円形状の凸形状3を形成できる。このように収縮規制部材2を所望形状に形成することにより、その形状に対応した凸形状3を有する収縮成形体1を形成できる。
Claims (6)
- 外面に凸形状が形成された収縮成形体の製造方法において、
熱収縮性シートの主熱収縮方向が周方向となるように前記熱収縮性シートを筒状に形成した筒状シートであって、内面の一部分に熱収縮を規制する収縮規制部材が添付された筒状シートを、成形型に外嵌する工程、
前記筒状シートを熱収縮温度で加熱することにより、前記成形型に沿って筒状シートを熱収縮させ、収縮成形体を得る工程、
前記収縮成形体を成形型から引き抜く工程、
を有することを特徴とする収縮成形体の製造方法。 - 前記筒状シートを成形型に外嵌する前の工程として、
前記収縮規制部材が一面に添付された熱収縮性シートを、該熱収縮性シートの熱収縮方向が巻付け用型の周方向となるように且つ熱収縮性シートの一面が巻付け用型に面するようにして、巻付け用型に巻き付けた後、前記熱収縮性シートの重ね合わせた両側端部を接着して前記筒状シートを形成する工程、を有し、前記熱収縮性シートを巻付け用型に巻き付ける前に、前記収縮規制部材の巻付け用型接触面に易滑処理を施す請求項1に記載の収縮成形体の製造方法。 - 前記熱収縮性シートが、発泡樹脂シート、又は発泡樹脂シートが積層された積層シートである請求項1または2に記載の収縮成形体の製造方法。
- 主熱収縮方向が周方向となるように熱収縮性シートを筒状に形成した筒状シートを、熱収縮させることにより形成された収縮成形体において、
前記筒状シートの内面の一部分に、前記筒状シートの熱収縮温度で実質的に熱収縮しない収縮規制部材が添付されており、前記収縮規制部材の添付部分に対応して、外側へ突出した凸形状が形成されていることを特徴とする収縮成形体。 - 前記収縮規制部材が、熱収縮性シートの熱収縮温度で実質的に熱収縮しない可撓性シートと、前記可撓性シートの一面に設けられた貼着剤と、を有し、前記可撓性シートには、面内の一方向において折れ曲がりを抑制する補強処理が施されており、前記収縮規制部材は、前記可撓性シートの一方向が筒状シートの周方向となるように、前記貼着剤を介して筒状シートの内面の一部分に貼付されている請求項4に記載の収縮成形体。
- 前記熱収縮性シートが、発泡樹脂シート、又は発泡樹脂シートが積層された積層シートである請求項4または5に記載の収縮成形体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007184484A JP4881248B2 (ja) | 2007-07-13 | 2007-07-13 | 収縮成形体の製造方法、及び収縮成形体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007184484A JP4881248B2 (ja) | 2007-07-13 | 2007-07-13 | 収縮成形体の製造方法、及び収縮成形体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009018541A true JP2009018541A (ja) | 2009-01-29 |
| JP4881248B2 JP4881248B2 (ja) | 2012-02-22 |
Family
ID=40358593
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007184484A Expired - Fee Related JP4881248B2 (ja) | 2007-07-13 | 2007-07-13 | 収縮成形体の製造方法、及び収縮成形体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4881248B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016175652A (ja) * | 2015-03-18 | 2016-10-06 | 株式会社フジシール | ラベル付き容器 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59224317A (ja) * | 1983-06-03 | 1984-12-17 | Sekisui Plastics Co Ltd | 収縮スリ−ブ形成用シ−ト |
| JPS63191024A (ja) * | 1987-02-02 | 1988-08-08 | Oval Eng Co Ltd | 質量流量計 |
| JPH01250985A (ja) * | 1988-03-30 | 1989-10-05 | Nissha Printing Co Ltd | 凹凸模様を現出する装飾ラベルとその使用方法 |
| JPH0363178A (ja) * | 1989-08-02 | 1991-03-19 | Hitachi Ltd | 情報記録用薄膜及び情報の記録再生方法 |
| JPH0390857A (ja) * | 1989-09-04 | 1991-04-16 | Olympus Optical Co Ltd | 超音波顕微鏡 |
| JPH0880567A (ja) * | 1994-09-14 | 1996-03-26 | Fuji Seal Co Ltd | 容器包装用熱収縮性ラベル |
| JPH10305857A (ja) * | 1997-05-06 | 1998-11-17 | Sugiken:Kk | 瓶用キャップシールおよび瓶の封緘構造 |
| JP2006305860A (ja) * | 2005-04-28 | 2006-11-09 | Toppan Label Co Ltd | 非接触式icタグ付シュリンクフィルム及び非接触式icタグ付物品 |
| JP2007021995A (ja) * | 2005-07-20 | 2007-02-01 | Fuji Seal International Inc | 成形型 |
-
2007
- 2007-07-13 JP JP2007184484A patent/JP4881248B2/ja not_active Expired - Fee Related
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59224317A (ja) * | 1983-06-03 | 1984-12-17 | Sekisui Plastics Co Ltd | 収縮スリ−ブ形成用シ−ト |
| JPS63191024A (ja) * | 1987-02-02 | 1988-08-08 | Oval Eng Co Ltd | 質量流量計 |
| JPH01250985A (ja) * | 1988-03-30 | 1989-10-05 | Nissha Printing Co Ltd | 凹凸模様を現出する装飾ラベルとその使用方法 |
| JPH0363178A (ja) * | 1989-08-02 | 1991-03-19 | Hitachi Ltd | 情報記録用薄膜及び情報の記録再生方法 |
| JPH0390857A (ja) * | 1989-09-04 | 1991-04-16 | Olympus Optical Co Ltd | 超音波顕微鏡 |
| JPH0880567A (ja) * | 1994-09-14 | 1996-03-26 | Fuji Seal Co Ltd | 容器包装用熱収縮性ラベル |
| JPH10305857A (ja) * | 1997-05-06 | 1998-11-17 | Sugiken:Kk | 瓶用キャップシールおよび瓶の封緘構造 |
| JP2006305860A (ja) * | 2005-04-28 | 2006-11-09 | Toppan Label Co Ltd | 非接触式icタグ付シュリンクフィルム及び非接触式icタグ付物品 |
| JP2007021995A (ja) * | 2005-07-20 | 2007-02-01 | Fuji Seal International Inc | 成形型 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016175652A (ja) * | 2015-03-18 | 2016-10-06 | 株式会社フジシール | ラベル付き容器 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4881248B2 (ja) | 2012-02-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10607510B2 (en) | Elastic band with embedded label | |
| JP6553426B2 (ja) | ラベル付き成形体の製造方法、及びラベル付き成形体 | |
| JP4881248B2 (ja) | 収縮成形体の製造方法、及び収縮成形体 | |
| EP3180783B1 (en) | Multiple wrap label | |
| JP5090850B2 (ja) | 熱収縮性筒状ラベル、及び筒状ラベル付き容器 | |
| JP5589626B2 (ja) | インモールドラベル、インモールド成形品、及びインモールドラベルの製造方法 | |
| JP4866096B2 (ja) | ラベル付き容器の製造方法 | |
| JP5317123B2 (ja) | 熱収縮性筒状多重ラベル及び熱収縮性筒状多重ラベル付き容器 | |
| JP4866073B2 (ja) | 熱収縮性筒状ラベル、及び筒状ラベル付き容器 | |
| JP5224909B2 (ja) | ラベル付き容器の製造方法 | |
| JP4698962B2 (ja) | 熱収縮性筒状ラベル、及び熱収縮性筒状ラベル連続体の製造方法 | |
| JP2016175652A (ja) | ラベル付き容器 | |
| JP4931040B2 (ja) | カップ状容器用熱収縮性筒状ラベル | |
| JP2013195732A (ja) | ラベル、及びラベルの製造方法 | |
| JP4926760B2 (ja) | ラベル付き容器、及びその製造方法 | |
| JP4764211B2 (ja) | ラベル付き容器、及びその製造方法 | |
| JP4497516B2 (ja) | 熱収縮性筒状ラベル | |
| JP3456800B2 (ja) | シールラベルおよびシールラベル連続体 | |
| JP5105983B2 (ja) | 収縮成形包装体、及びその製造方法 | |
| JPH0651701A (ja) | クーポン券付インモールド用ラベル | |
| JP2009126575A (ja) | ラベル付き筒状フィルムの装着方法、及びラベル付き筒状フィルム装着容器 | |
| JPH0566668U (ja) | インモールドラベル | |
| JP2010105692A (ja) | チューブ容器及びチューブ体の加飾方法 | |
| JP2562963B2 (ja) | 断熱性ラベル付容器の製造方法 | |
| JP4995547B2 (ja) | ラベル付きインモールド成形品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100615 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111108 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111118 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111202 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141209 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141209 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |