JP2009039955A - 複合材料の成形方法 - Google Patents
複合材料の成形方法 Download PDFInfo
- Publication number
- JP2009039955A JP2009039955A JP2007207646A JP2007207646A JP2009039955A JP 2009039955 A JP2009039955 A JP 2009039955A JP 2007207646 A JP2007207646 A JP 2007207646A JP 2007207646 A JP2007207646 A JP 2007207646A JP 2009039955 A JP2009039955 A JP 2009039955A
- Authority
- JP
- Japan
- Prior art keywords
- preform
- mold
- molding
- die
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Moulding By Coating Moulds (AREA)
Abstract
【課題】FRP(繊維強化プラスチック)等の複合材料の成形方法において、成形金型の中に配設されるプリフォームの製作時にそのサイズにバラツキがあっても、成形品の繊維含有率Vfを均一にする。
【解決手段】複数面に分割されてなる上型1、下型2及び中型3からなる成形型のキャビティ内に繊維強化基材から成るプリフォームを収納して挟圧し、該プリフォームの一面に接する該中型の部分に一定圧力を付与する型締め工程と、該プリフォームに樹脂材料を注入する注入工程と、該成形型の部分に付与する該一定圧力を所定の圧力まで増加して保持する保持工程と、からなることを特徴とする複合材料の成形方法。
【選択図】図2
【解決手段】複数面に分割されてなる上型1、下型2及び中型3からなる成形型のキャビティ内に繊維強化基材から成るプリフォームを収納して挟圧し、該プリフォームの一面に接する該中型の部分に一定圧力を付与する型締め工程と、該プリフォームに樹脂材料を注入する注入工程と、該成形型の部分に付与する該一定圧力を所定の圧力まで増加して保持する保持工程と、からなることを特徴とする複合材料の成形方法。
【選択図】図2
Description
本発明は、FRP(繊維強化プラスチック)に製造方法に関し、特に、成形品の繊維含有率のバラツキを抑えて、均質な性能を有するFRPを製造する方法に関する。
特許文献1は、名称を「FRPの製造方法およびその製造装置」とする発明に関し、複数面に分割されてなる成形金型のキャビティ内に、強化繊維基材を配設し、次いで樹脂を注入して硬化させるFRPの製造方法において、前記金型の合わせ面に、キャビティ内へ樹脂を注入する樹脂注入用チューブおよび/または該成形型内の余剰樹脂を排出する樹脂排出用チューブを設けて前記金型合わせ面で挟圧し、しかるのちに前記キャビティ内に樹脂を注入・排出することを特徴とするFRPの製造方法を開示している。
特許文献2は、名称を「繊維強化複合材の製造方法およびその製造装置」とする発明に関し、少なくとも強化繊維基材を複数枚積層してなるプリフォームに液状マトリックス樹脂を含浸させ、硬化させてなる繊維強化複合材の製造方法において、前記プリフォームを金型に設置し、その全体をチャンバーに付帯するダイヤフラム内側で前記プリフォームを覆うように密閉し、次いで金型とダイヤフラム間に形成され、プリフォームを含む内部空間内を減圧し、前記ダイヤフラム外部を加圧してプリフォームが膨らむことを防止しながら、減圧下の前記プリフォームに液状マトリックス樹脂を浸透させることを特徴とする繊維強化複合材の製造方法を開示している。
特許文献3は、名称を「成形材料の硬化装置」とする発明に関し、搬送通路に沿って少なくとも一対の金型を配置し、これら金型により構成されるキャビティ内を賦形装置により所要形状に賦形された半硬化成形材料を通過させて加熱硬化する構成とし、上記金型の少なくとも一部を、硬化過程で成形材料に生じる膨張・収縮に追従してキャビティ断面を変化させる可動型としていることを特徴とする成形材料の硬化装置を開示している。
従来のFRP(繊維強化プラスチック)の成形型では、例えば特許文献1に示された成形金型のように、その構成は定寸構造でキャビティの容積が一定であるために、その中に配設されるプリフォームにサイズのバラツキがあると、プリフォームが成形型内で所定位置まで強制的に圧縮される。そのため、プリフォームの製作時の寸法が目標寸法と比較して大きい場合、成形型内で所定位置まで強制的に圧縮されたプリフォームの体積中の残余の空間が小さくなり、その結果、樹脂材料を注入して製造されたFRPの成形品において、樹脂ボリュームが減少して繊維含有率Vf(ボリュームファイバー)が増加することになる。他方、プリフォームの製作時の寸法が目標寸法と比較して小さい場合には、上記と反対に、樹脂ボリュームが増加して繊維含有率Vf(ボリュームファイバー)が減少することになる。プリフォームの製作時の寸法誤差に基づく成形品のVfの上記バラツキは、FRPの性能、特に衝撃性能に影響を与えるおそれが懸念される。
特許文献2は、プリフォームを用いたVaRTM(Vacuum Assisted Resin Transfer Molding)方法において、成形中および成形後の繊維含有率Vfを一定に保つ繊維強化複合材の製造方法を開示するが、その発明は、前記のとおり、金型に置かれたプリフォームをダイヤフラムで覆うように密閉し、ダイヤフラムの外側から加圧してプリフォームの膨らみを防止しながらマトリックス樹脂を浸透させるものであるから、特許文献1の成形方法とは基本的に異なる方法であり、プリフォームの製作時の寸法バラツキの対策を示唆するものではない。
特許文献3は、ガラス繊維等の強化繊維に、高温硬化剤等を配合した不飽和ポリエステル樹脂またはエポキシ樹脂を含浸してなる半硬化成形材について、上記のとおり、半硬化成形材料を通過させて加熱硬化する過程で成形材料に生じる膨張・収縮に追従してキャビティ断面を変化させる可動型金型を開示するものであるから、特許文献1の成形方法とは基本的に異なる方法であり、プリフォームの製作時の寸法バラツキの対策を示唆するものではない。
本発明は、FRP(繊維強化プラスチック)の製造において、成形金型の中に配設されるプリフォームの製作時にそのサイズにバラツキがあることにより、成形品の繊維含有率Vfにバラツキが生じる結果、成形品の性能、特に衝撃性能が均一にならないという従来の技術の問題点を課題と、それを解決するFRPの製造方法を提供することを目的とするものである。
上記課題を解決するために、本発明に係る複合材料の成形方法は、複数面に分割されてなる成形型のキャビティ内にプリフォームを収納して挟圧し、該プリフォームの一面に接する該成形型の部分に一定圧力を付与する型締め工程と、該プリフォームに樹脂材料を注入する注入工程と、該成形型の部分に付与する該一定圧力を所定の圧力まで増加して保持する保持工程と、からなることを特徴とする。
また、本発明に係るFRPの成形方法は、複数面に分割されてなる成形型のキャビティ内に繊維強化基材から成るプリフォームを収納して挟圧し、該プリフォームの一面に接する該成形型の部分に一定圧力を付与する型締め工程と、該プリフォームに樹脂材料を注入する注入工程と、該成形型の部分に付与する該一定圧力を所定の圧力まで増加して保持する保持工程と、からなることを特徴とする。
上記の構成に基づいて、成形型の部分に他の部分と独立して圧力を付与できるので、プリフォームのサイズにバラツキがあっても、同じ圧力を付与することができるのである。
また、本発明に係るFRPの成形方法は、前記保持工程において、前記樹脂材料を成形型内に保持したまま加熱することを特徴とする。
また、本発明に係るFRPの成形方法は、上記の特徴に加えて、前記繊維強化基材はカーボン繊維又はガラス繊維であると共に、前記樹脂材料はエポキシ樹脂又はポリエステル樹脂であることを特徴とする。
更に、本発明の上記の成形方法において、前記複数面に分割されてなる成形型は、上型、下型及び中型からなると共に、前記成形型の前記部分は、中型であることを特徴とする。
本発明は、特許請求の範囲に記載された構成に基づいて、成形型のキャビティ内に収納されたプリフォームに一定の圧力を付与することができるので、その製作時にサイズにバラツキがあっても、簡易な構成の装置を使用して、低コストかつ短時間で、成形品の繊維含有率Vfを均一として、その性能を均一化するという効果を奏する。
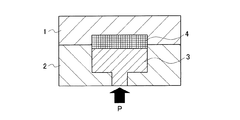
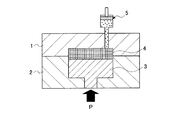
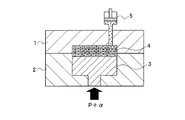
図1、図2、図3は、本発明の実施例に関するもので、図1は型締め時、図2は樹脂材料の注入時、図3は保圧時の形態を示す。
図1が示す型締め工程において、上型1、下型2、中型3からなる成形型ブロックの中に、繊維強化基材からなるプリフォーム4を収納して挟圧し、次に上型と下型とは独立に中型に圧力Pをかけることにより、プリフォームの体積にバラツキがあっても、一定の圧縮率によりこれを圧縮する。繊維強化材料としては、カーボン繊維、ガラス繊維等を用いる。
図2が示す樹脂材料の注入工程において、均一に圧縮された上記のプリフォーム4の空間中に、樹脂注入シリンダ5により、マトリックス樹脂材料を注入する。樹脂材料としては、エポキシ樹脂、ポリエステル樹脂等を用いる。
図3が示す保圧工程においては、樹脂材料の注入工程を終えた後、中型3にかける圧力Pを、若干(α)増加させて暫く保圧状態を継続しつつ、樹脂材料を70〜150℃の温度で加熱する。加熱手段は、図示を省略したが、金型内に外部から高温水を供給して循環させる方法でもよいし、ヒータを用いる方法でもよい。
図4は、実施例の一部の変形例を示すものであり、下型2と中型3の摺動面から樹脂材料がリークすることを防止するために、Oリング6を設けた例を示す。Oリング以外のシール材を用いてもよい。
図5は、実施例の別の一部の変形例を示すものであり、中型が二つの部分7、8に分割され、その間に緩衝材9を入れた例を示す。緩衝材として、バネ、ガススプリング等を用いる。
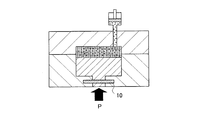
図6は、実施例の更に別の一部の変形例を示すものであり、保圧時に、中型の一部を機械的手段により固定するロック装置10を備えるものであり、特に、保圧と初期圧力に大きな乖離がある(αが大きい)場合や保圧時間が長い場合に有効な手段である。
本発明は、FRPの製造と、その他の複合材料からなる成形品の製造に適用可能である。
1:上型、
2:下型、
3:中型、
4:プリフォーム、
5:樹脂注入シリンダ、
6:Oリング、
7:中型(プリフォーム作用部)、
8:中型(外力作用部)、
9:緩衝材、
10:ロック装置
2:下型、
3:中型、
4:プリフォーム、
5:樹脂注入シリンダ、
6:Oリング、
7:中型(プリフォーム作用部)、
8:中型(外力作用部)、
9:緩衝材、
10:ロック装置
Claims (6)
- 複数面に分割されてなる成形型のキャビティ内にプリフォームを収納して挟圧し、該プリフォームの一面に接する該成形型の部分に一定圧力を付与する型締め工程と、
該プリフォームに樹脂材料を注入する注入工程と、
該成形型の部分に付与する該一定圧力を所定の圧力まで増加して保持する保持工程と、
からなることを特徴とする複合材料の成形方法。 - 請求項1に記載された成形方法において、
前記複数面に分割されてなる成形型は、上型、下型及び中型からなると共に、前記成形型の前記部分は、中型であることを特徴とする成形方法。 - 複数面に分割されてなる成形型のキャビティ内に繊維強化基材から成るプリフォームを収納して挟圧し、該プリフォームの一面に接する該成形型の部分に一定圧力を付与する型締め工程と、
該プリフォームに樹脂材料を注入する注入工程と、
該成形型の部分に付与する該一定圧力を所定の圧力まで増加して保持する保持工程と、
からなることを特徴とするFRPの成形方法。 - 請求項3に記載された製造方法の前記保持工程において、
前記樹脂材料を成形型内に保持したまま加熱することを特徴とするFRPの成形方法。 - 請求項3又は4に記載された製造方法において、
前記繊維強化基材はカーボン繊維又はガラス繊維であると共に、前記樹脂材料はエポキシ樹脂又はポリエステル樹脂であることを特徴とするFRPの成形方法。 - 請求項3から5のいずれかの請求項に記載された方法において、
前記複数面に分割されてなる成形型は、上型、下型及び中型からなると共に、前記成形型の前記部分は、中型であることを特徴とするFRPの成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007207646A JP2009039955A (ja) | 2007-08-09 | 2007-08-09 | 複合材料の成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007207646A JP2009039955A (ja) | 2007-08-09 | 2007-08-09 | 複合材料の成形方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009039955A true JP2009039955A (ja) | 2009-02-26 |
Family
ID=40441243
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007207646A Pending JP2009039955A (ja) | 2007-08-09 | 2007-08-09 | 複合材料の成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009039955A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012236373A (ja) * | 2011-05-13 | 2012-12-06 | Kasai Kogyo Co Ltd | 樹脂成形体の成形金型装置 |
| WO2014064784A1 (ja) * | 2012-10-24 | 2014-05-01 | 三菱レイヨン株式会社 | 繊維強化プラスチックの成形方法 |
| WO2014192601A1 (ja) * | 2013-05-31 | 2014-12-04 | 東レ株式会社 | 繊維強化プラスチックの製造方法および製造装置 |
| CN105437096A (zh) * | 2014-08-07 | 2016-03-30 | 安帝复合材料股份有限公司 | 发泡砂轮的制造方法 |
| CN120347938A (zh) * | 2025-06-26 | 2025-07-22 | 沣熠刮拉瓶盖(四川)有限公司 | 一种瓶盖生产模具合模机构及其控制方法 |
-
2007
- 2007-08-09 JP JP2007207646A patent/JP2009039955A/ja active Pending
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012236373A (ja) * | 2011-05-13 | 2012-12-06 | Kasai Kogyo Co Ltd | 樹脂成形体の成形金型装置 |
| WO2014064784A1 (ja) * | 2012-10-24 | 2014-05-01 | 三菱レイヨン株式会社 | 繊維強化プラスチックの成形方法 |
| US9925703B2 (en) | 2012-10-24 | 2018-03-27 | Mitsubishi Chemical Corporation | Method for molding fiber-reinforced plastic |
| WO2014192601A1 (ja) * | 2013-05-31 | 2014-12-04 | 東レ株式会社 | 繊維強化プラスチックの製造方法および製造装置 |
| JPWO2014192601A1 (ja) * | 2013-05-31 | 2017-02-23 | 東レ株式会社 | 繊維強化プラスチックの製造方法および製造装置 |
| CN105437096A (zh) * | 2014-08-07 | 2016-03-30 | 安帝复合材料股份有限公司 | 发泡砂轮的制造方法 |
| CN120347938A (zh) * | 2025-06-26 | 2025-07-22 | 沣熠刮拉瓶盖(四川)有限公司 | 一种瓶盖生产模具合模机构及其控制方法 |
| CN120347938B (zh) * | 2025-06-26 | 2026-04-10 | 沣熠刮拉瓶盖(四川)有限公司 | 一种瓶盖生产模具合模机构及其控制方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105283293B (zh) | 纤维增强塑料的制造方法及制造装置 | |
| CN107548341B (zh) | 纤维增强塑料成型体的制造方法 | |
| JP6271130B2 (ja) | 複合材の製造方法 | |
| JP6750735B2 (ja) | 複合材料の成形方法および複合材料の成形装置 | |
| CN104349879A (zh) | 纤维增强塑料的成形方法及其成形装置 | |
| KR20110076961A (ko) | 몰딩된 폴리우레탄 발포 제품의 사후 경화 | |
| JP2009039955A (ja) | 複合材料の成形方法 | |
| JP4347472B2 (ja) | 圧縮成形製品を製造するための装置及び方法 | |
| RU2566793C2 (ru) | Устройство для изготовления композитной детали путем инжекции смолы | |
| KR102312120B1 (ko) | 복잡 단면을 갖는 섬유강화 복합소재의 성형 장치 및 방법 | |
| WO2016092670A1 (ja) | 複合材料の成形方法および成形装置 | |
| KR101447136B1 (ko) | 섬유 강화 복합재의 성형방법 | |
| JP5818060B2 (ja) | 繊維強化プラスチックの成形方法 | |
| US9302433B2 (en) | Method and apparatus for moulding parts made from composite materials | |
| JP5519149B2 (ja) | 製造されるべき繊維強化製品の少なくとも1つの繊維層内に樹脂を注入するための装置 | |
| JP5791365B2 (ja) | Rtm成形方法及びrtm成形装置 | |
| CN107073762B (zh) | 复合材料的成形方法和复合材料的成形装置 | |
| KR101387394B1 (ko) | 복합재 중공구조물 제조방법 및 그 금형 | |
| KR101144768B1 (ko) | 복합재 샌드위치 제조방법 | |
| KR20180109508A (ko) | 프리프레그 인서트 사출압축성형방법 | |
| CA3018310C (en) | Frp sheet press molding method and device and frp molded article | |
| US20140167322A1 (en) | System and method for molding elastomer parts using a temperature-activated pressure applicator | |
| CN121194869A (zh) | 纤维增强树脂成型体及该纤维增强树脂成型体的制造方法 | |
| JP2004181658A (ja) | 繊維強化樹脂製管分岐部の製造法並びに製造装置 | |
| JP2009000906A (ja) | 繊維強化樹脂構造体の内圧成形方法 |