JP2009044599A - ケースの製造方法、圧電振動子、発振器、電子機器、及び電波時計 - Google Patents
ケースの製造方法、圧電振動子、発振器、電子機器、及び電波時計 Download PDFInfo
- Publication number
- JP2009044599A JP2009044599A JP2007209102A JP2007209102A JP2009044599A JP 2009044599 A JP2009044599 A JP 2009044599A JP 2007209102 A JP2007209102 A JP 2007209102A JP 2007209102 A JP2007209102 A JP 2007209102A JP 2009044599 A JP2009044599 A JP 2009044599A
- Authority
- JP
- Japan
- Prior art keywords
- case
- piezoelectric vibrator
- manufacturing
- ring
- lead
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



























Classifications
-
- H—ELECTRICITY
- H03—ELECTRONIC CIRCUITRY
- H03H—IMPEDANCE NETWORKS, e.g. RESONANT CIRCUITS; RESONATORS
- H03H9/00—Networks comprising electromechanical or electro-acoustic elements; Electromechanical resonators
- H03H9/02—Details
- H03H9/05—Holders or supports
- H03H9/10—Mounting in enclosures
- H03H9/1007—Mounting in enclosures for bulk acoustic wave [BAW] devices
- H03H9/1014—Mounting in enclosures for bulk acoustic wave [BAW] devices the enclosure being defined by a frame built on a substrate and a cap, the frame having no mechanical contact with the BAW device
- H03H9/1021—Mounting in enclosures for bulk acoustic wave [BAW] devices the enclosure being defined by a frame built on a substrate and a cap, the frame having no mechanical contact with the BAW device the BAW device being of the cantilever type
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/50—Bond wires
- H10W72/551—Materials of bond wires
- H10W72/552—Materials of bond wires comprising metals or metalloids, e.g. silver
- H10W72/5522—Materials of bond wires comprising metals or metalloids, e.g. silver comprising gold [Au]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/42—Piezoelectric device making
Landscapes
- Physics & Mathematics (AREA)
- Acoustics & Sound (AREA)
- Piezo-Electric Or Mechanical Vibrators, Or Delay Or Filter Circuits (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Oscillators With Electromechanical Resonators (AREA)
Abstract
【解決手段】 圧電振動片を備えてなる圧電振動子において圧電振動片を収容するケースの製造方法である。導電材料からなる板材70を有底円筒状に加工する深絞り工程と、略有底円筒状に加工された板材70の底部の外面を、底部の外径より小さい内径の孔79aを有するダイ76の、孔79aの開口部を含む面に当接させつつ、板材70の底部の内面をパンチ77で押圧して段絞り加工を行うことにより、底部の外面に突起部18aを形成する段絞り工程と、板材70の開口部側の所定の位置で切断することにより、突起部を有する略有底円筒状のケースを得る切断工程と、を備えている。
【選択図】 図19
Description
ところで、この種の圧電振動子は各種の電子機器等に搭載されるが、これら電子機器等は年々小型化が進んでいるため、圧電振動子においても、さらなる小型化が求められている。圧電振動子の小型化を図るためには、リングの外径を小さくすることが有効である。そのためには、2本のリードの径を細くする必要がある。ところが、リードを現状よりもさらに細くした場合には、剛性が低下してしまうので、製造途中で変形してしまうおそれがあった。特に、インナーリード部よりも長さのあるアウターリード部が変形し易いものであった。アウターリード部が変形してしまうと、互いの平行度が保てなくなってしまうため、品質が低下し、製品として使用できなくなってしまう。その結果、歩留まりの低下を招く可能性があった。
本発明のケースの製造方法は、圧電振動片を備えてなる圧電振動子において前記圧電振動片を収容するケースの製造方法であって、導電材料からなる板材に深絞り加工を行い、前記板材を略有底円筒状に加工する深絞り工程と、前記深絞り工程で略有底円筒状に加工された板材の底部の外面を、該底部の外径より小さい内径の凹部あるいは孔を有するダイの、前記凹部あるいは孔の開口部を含む面に当接させつつ、該板材の底部の内面をパンチで押圧して段絞り加工を行うことにより、該底部の外面に突起部を形成する段絞り工程と、前記段絞り工程で突起部を形成した略有底円筒状の板材を、その開口部側の所定の位置で切断することにより、突起部を有する略有底円筒状のケースを得る切断工程と、を備えたことを特徴としている。
このようにすれば、ケースを量産した際、突起部の長さがばらつくことなく、所望の長さに均一に揃うようになる。
このようにすれば、突起部を圧縮することでその長さを所望の長さにすることができるとともに、その太さをダイの内径に揃えることができ、したがって得られる突起部の長さと外径を予め設定した寸法に容易に調整することができる。
このようにすれば、帯状の保持材をその長さ方向に移動させつつ、各工程で順次処理を行うことにより、ケースの製造を高効率(高速)で自動化することができる。
このようにすれば、前記の深絞り工程や段絞り工程を経ることによってメッキ処理済みのケースが得られ、したがって得られたケースを個々にメッキ処理する場合に比べ、メッキ処理の効率化、容易化を図ることができる。
また、前記ケースの製造方法においては、前記板材は厚さが0.12mmのものであるのが好ましい。
この圧電振動子によれば、突起部を有する略有底円筒状のケースが、はんだ付けを行うことなく製造されており、したがってその製造が容易になっているので、この圧電振動子自体もその製造の容易化が図られたものとなる。
また、導電材料からなるケースに突起部を設けたので、このケースの突起部と1本のリードとを一対の端子にすることができる。よって、リードを1本にしたことで、リングの外径を小さくしても2本の場合に比べてリードの径を細くする必要がなく、さらに、製造途中で他のものと絡み合うおそれも少ないため、圧電振動子自体の小型化が可能になる。
また、本発明の電子機器は、前記の圧電振動子を備えることを特徴としている。
また、本発明の電波時計は、前記の圧電振動子が、フィルタ部に電気的に接続されていることを特徴としている。
本発明の圧電振動子によれば、製造が容易なケースを用いているので、この圧電振動子自体もその製造の容易化が図られたものとなり、さらに、リードを1本にしているので、圧電振動子自体の小型化が可能なものとなる。
本発明の発振器、電子機器、及び、電波時計によれば、製造の容易化が図られ、さらに小型化が可能な圧電振動子を備えているので、これら発振器、電子機器、電波時計自体もその製造の容易化が図られたものとなり、また小型化が可能なものとなる。
図1から図3は、本発明に係る圧電振動子の第1の実施形態を示す図であり、図1は本実施形態の圧電振動子の全体を示す側断面図、図2は図1のA−A線矢視断面図、図3は図1のB−B線矢視断面図である。
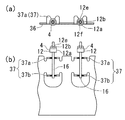
また、ケース3の底部3bには、外部へ突出する突起状の第二のアウターリード部(突起部)18が形成されている。このような構成のもとに本実施形態の圧電振動子1は、第一のアウターリード部16により、ケース3の外部からリード13を介して圧電振動片2の第一の励振電極8に導通可能であるとともに、第二のアウターリード部18により、ケース3の外部からケース3、リング12及びワイヤ17を介して圧電振動片2の第二の励振電極9に導通可能となっている。すなわち、ケース3に形成された第二のアウターリード部(突起部)18と前記した1本のリード13とを、一対の端子にしている。
図4は本実施形態の圧電振動子1の製造工程のフロー図であり、図5から図26は、各製造工程の説明図である。本実施形態の圧電振動子1の製造工程は、圧電振動片を製造する圧電振動片製造工程S10と、気密端子4を製造する気密端子製造工程S20と、ケース3を製造するケース製造工程S30と、圧電振動片2、気密端子4、及びケース3を組立てる組立工程S40とに大きく分けられる。以下に、各工程を詳細に説明する。
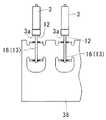
次に、メッキ工程S29として、図16に示すように、パレット38毎に、各気密端子4におけるリング12の圧入部12aの外周面及びステップ部12eの一部、並びに、リード13のバンプ接続部15aに金メッキを施す。
メッキは、下地メッキと仕上げメッキが施される。下地メッキには、例えば銅メッキが施される。リング12の圧入部12aの外周面の仕上げメッキには、ケース3との圧入嵌合で気密を保持するための例えば錫銅合金メッキが数μmから十μm程度の膜厚に施される。ステップ部12e及びバンプ接続部15aの仕上げメッキには金メッキが施される。
ステップ部12eにおける金メッキは、後述するワイヤボンディングを行うためのものであり、リード13のバンプ接続部15aにおける金メッキは、後述する圧電振動片2の第一の励振電極8とのバンプ接続のためのものである。ステップ部12e及びバンプ接続部15aの金メッキとしては、例えば数千Å程度の膜厚で形成される。
尚、ステップ部12e及びバンプ接続部15aは、錫銅合金メッキが施され、更にその上に金メッキが施されても良い。また、リング12の圧入部12aの錫銅合金メッキの表面にさらに金メッキが施されてもよい。
これにより、気密端子製造工程S20の全ての工程が完了する。
一方、パンチ74は円柱状のもので、その外径が、対応するダイ73の凹部75の内径より前記板材70の厚みにほぼ相当する分小さくなっている。なお、これらパンチ74は、その下端面の周縁部が丸め加工されてRが付与されており、これによってその周縁部で板材70を損傷しないようになっている。また、特に(c)の3次深絞り処理で用いられるパンチ74、および(d)の4次深絞り処理で用いられるパンチ74では、その下端面が対応するダイ73の凹部75の底面形状に対応して、凸面に形成されている。
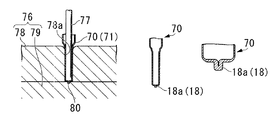
この段絞り工程S34は、基本的には前記の深絞り工程S33と同様に、ダイ76とこれに対応するパンチ77とからなる工具を用いて絞り加工を段階的に高めていくものである。すなわち、この段絞り工程S34は、本実施形態では、図19(a)〜(d)に示すように4次の段絞り加工を行い、板材70を段階的に段絞り加工することで、先に有底円筒状に加工された板材の底部の外面に、前記した第2のアウターロード部18となる突起部を形成する。
図19(a)〜(d)の左図に示すように、この段絞り工程S34では、工具として凹部あるいは孔部を有するダイ76と、棒状のパンチ77とを用いている。これらダイ73とパンチ74とはモジュール化されており、図19(a)〜(d)で示す各処理、すなわち(a)の1次段絞り処理、(b)の2次段絞り処理、(c)の3次段絞り処理、(d)の4次段絞り処理において、それぞれ異なる寸法のダイ76とパンチ77とを用いる。
すなわち、有底円筒状の板材70を次のダイ76上に載せ、以下、前記した1次段絞り処理と同様にして、図19(b)に示すように2次段絞り処理を行い、さらに図19(c)に示す3次段絞り処理、図19(d)に示す4次段絞り処理を順次行う。なお、板材70は帯状に長く連続しているので、有底円筒状の被加工部分が各工具に順次移送され、連続的に段絞り処理されるのは、前記の深絞り工程の場合と同様である。
この切断工程S36は、前記の深絞り工程S33と同様に、ダイ81とこれに対応するパンチ82とからなる工具を用いて行うもので、本実施形態では、プレカット加工とトリミング加工とをこの順に行うものである。
次いで、トリミング工程では、図21(b)中の左図に示すように開口形状が円形の貫通孔81bを有したダイ81を用い、この貫通孔81b内に、プレカット加工後の板材70の突起部18a側を入れる。そして、その状態でパンチ82を有底円筒状の板材70内に圧入する。ここで、このトリミング工程で用いるパンチ82としては、その周縁部が切刃になっているものを用いる。したがって、このパンチ82を板材70内に圧入することにより、予め設定された切断位置で切断することができる。これにより、図21(b)中の右図に示すように、所定の寸法の突起部(第2のアウターリード部18)を一体に形成してなるケース3が得られる。このようにして得られたケース3は、その筒状部における厚さ(板厚)が、約0.05mmとなっていた。また、その表面に施されたメッキは、剥離することなくそのままメッキ膜の状態で残っていた。
なお、前記実施形態では、特にケース製造工程S30において、段絞り工程S34の後に調整工程S35を経ることにより、形成する突起部18a(第二のアウターリード部18)の長さを調整したが、段絞り工程S34で得られる突起部18aの長さや太さ(外径)を所望の寸法に形成できれば、調整工程S35を省略することもできる。
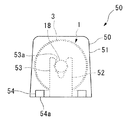
図27及び図28は、この発明に係る第2の実施形態を示している。この実施形態において、前述した実施形態で用いた部材と共通の部材には同一の符号を付して、その説明を省略する。
図29は、この発明に係る第3の実施形態を示している。この実施形態において、前述した実施形態で用いた部材と共通の部材には同一の符号を付して、その説明を省略する。
図29は、本発明に係る音叉型水晶発振器の構成を示す概略図であり、上述した圧電振動子を利用した表面実装型圧電発振器の平面図を示している。図29に示すように、この実施形態の発振器100は、シリンダーパッケージ型の圧電振動子1を、集積回路101に電気的に接続された発振子として構成したものである。なお、圧電振動子1については、第1の実施形態のものと同様であるので、その説明を省略する。この発振器100は、コンデンサ等の電子部品102が実装された基板103を備えている。基板103には、発振器用の集積回路101が実装されていて、この集積回路101の近傍に、圧電振動子1が実装されている。これら電子部品102、集積回路101及び圧電振動子1は、図示しない配線パターンによってそれぞれ電気的に接続されている。なお、各構成部品は、図示しない樹脂によりモールドされている。
なお、上記の発振器100は、シリンダーパッケージタイプの圧電振動子1を備えるものとして説明したが、これに限るものでは無く、例えば、第2の実施形態で示した表面実装型パッケージタイプの圧電振動子50としても良い。
図30は、この発明に係る第4の実施形態を示している。この実施形態において、前述した実施形態で用いた部材と共通の部材には同一の符号を付して、その説明を省略する。
この実施形態においては、電子機器として、上述した圧電振動子1を有する携帯情報機器を例にして説明する。図30は、この電子機器の構成を示すブロック図である。図30に示すように、この実施形態の携帯情報機器110は、圧電振動子1と、電力を供給するための電源部111とを備えている。電源部111は、例えば、リチウム二次電池で構成されている。この電源部111には、各種制御を行う制御部112と、時刻等のカウントを行う計時部113と、外部との通信を行う通信部114と、各種情報を表示する表示部115と、それぞれの機能部の電圧を検出する電圧検出部116とが並列に接続されている。そして、電源部111によって、各機能部に電力が供給されるようになっている。
なお、上記の携帯情報機器110は、シリンダーパッケージタイプの圧電振動子1を備えるものとして説明したが、これに限るものでは無く、例えば第2の実施形態に示す表面実装型パッケージタイプの圧電振動子50としても良い。圧電振動子50を実装するものとすれば、他の電子部品と同時にプリント基板上にリフロー半田にて接続できるためより好適である。
図30は、この発明に係る第5の実施形態を示している。この実施形態において、前述した実施形態で用いた部材と共通の部材には同一の符号を付して、その説明を省略する。
この実施形態においては、電波時計の一実施形態として、上述した圧電振動子1を有する電波時計について説明する。図30は、この電波時計の構成を示すブロック図である。図30に示すように、この実施形態の電波時計130は、フィルタ部131に電気的に接続された圧電振動子1を備えたものであり、時計情報を含む標準の電波を受信して、正確な時刻に自動修正して表示する機能を備えた時計である。日本国内には、福島県(40kHz)と佐賀県(60kHz)とに、標準の電波を送信する送信所(送信局)があり、それぞれ標準電波を送信している。40kHz若しくは60kHzのような長波は、地表を伝播する性質と、電離層と地表とを反射しながら伝播する性質とを併せもつため、伝播範囲が広く、上述した2つの送信所で日本国内を全て網羅している。
なお、圧電振動子1として、上記搬送周波数と同一の40kHz及び60kHzの共振周波数を有する圧電振動子部134、135をそれぞれ備えている。
なお、上記の電波時計130は、シリンダーパッケージタイプの圧電振動子1を備えるものとして説明したが、これに限るものでは無く、例えば第2の実施形態に示す表面実装型パッケージタイプの圧電振動子50としても良い。
Claims (10)
- 圧電振動片を備えてなる圧電振動子において前記圧電振動片を収容するケースの製造方法であって、
導電材料からなる板材に深絞り加工を行い、前記板材を略有底円筒状に加工する深絞り工程と、
前記深絞り工程で略有底円筒状に加工された板材の底部の外面を、該底部の外径より小さい内径の凹部あるいは孔を有するダイの、前記凹部あるいは孔の開口部を含む面に当接させつつ、該板材の底部の内面をパンチで押圧して段絞り加工を行うことにより、該底部の外面に突起部を形成する段絞り工程と、
前記段絞り工程で突起部を形成した略有底円筒状の板材を、その開口部側の所定の位置で切断することにより、突起部を有する略有底円筒状のケースを得る切断工程と、を備えたことを特徴とするケースの製造方法。 - 請求項1に記載のケースの製造方法において、
前記段絞り工程では、前記突起部の長さを所望の長さより長くなるように形成し、
前記段絞り工程の後に、前記突起部の長さを所望の長さに調整する調整工程を有していることを特徴とするケースの製造方法。 - 請求項2に記載のケースの製造方法において、
前記調整工程では、前記所望の長さに対応する所望の深さで所定の内径を有する穴部を有したダイを用い、前記の所望の長さより長い突起部を前記穴部に挿入し、その状態で前記板材の底部の内面をパンチで押圧することにより、前記突起部を所望の長さに圧縮することを特徴とするケースの製造方法。 - 請求項1から3のいずれか一項に記載のケースの製造方法において、
前記板材は複数個のケースを形成するための連続した帯状のものであることを特徴とするケースの製造方法。 - 請求項1から4のいずれか一項に記載のケースの製造方法において、
前記板材はメッキ処理後のものであることを特徴とするケースの製造方法。 - 請求項1から5のいずれか一項に記載のケースの製造方法において、
前記板材は厚さが0.12mmのものであることを特徴とするケースの製造方法。 - 圧電振動片と、
開口部を有し、前記圧電振動片を内部に収納するケースと、
環状のリングと、該リングを貫通した状態で配置され、リングを間に挟んで一端側が前記圧電振動片に電気的に接続されるインナーリード部とされ、他端側が外部に電気的に接続されるアウターリード部とされた1本のリードと、該リードと前記リングとを固定させる充填材とを有し、前記ケース内を密閉させる気密端子と、を備えた圧電振動子であって、
前記ケースが、請求項1から6のいずれか一項に記載した製造方法で得られたものであることを特徴とする圧電振動子。 - 請求項7に記載の圧電振動子が、発振子として集積回路に接続されていることを特徴とする発振器。
- 請求項7に記載の圧電振動子を備えることを特徴とする電子機器。
- 請求項7に記載の圧電振動子が、フィルタ部に電気的に接続されていることを特徴とする電波時計。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007209102A JP4990717B2 (ja) | 2007-08-10 | 2007-08-10 | ケースの製造方法、圧電振動子、発振器、電子機器、及び電波時計 |
| TW097130435A TWI477070B (zh) | 2007-08-10 | 2008-08-08 | 製造外殼之方法,壓電振盪器,振盪器,電子器具,及無線電時鐘 |
| CN2008101714380A CN101388537B (zh) | 2007-08-10 | 2008-08-08 | 壳体制法、压电振荡器、振荡器、电子装置和无线电时钟 |
| US12/188,726 US7868521B2 (en) | 2007-08-10 | 2008-08-08 | Piezoelectric oscillator and case having an integral electrical terminal |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007209102A JP4990717B2 (ja) | 2007-08-10 | 2007-08-10 | ケースの製造方法、圧電振動子、発振器、電子機器、及び電波時計 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009044599A true JP2009044599A (ja) | 2009-02-26 |
| JP4990717B2 JP4990717B2 (ja) | 2012-08-01 |
Family
ID=40345804
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007209102A Expired - Fee Related JP4990717B2 (ja) | 2007-08-10 | 2007-08-10 | ケースの製造方法、圧電振動子、発振器、電子機器、及び電波時計 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US7868521B2 (ja) |
| JP (1) | JP4990717B2 (ja) |
| CN (1) | CN101388537B (ja) |
| TW (1) | TWI477070B (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014207947A1 (ja) * | 2013-06-28 | 2014-12-31 | 日新製鋼株式会社 | しごき加工用金型及び成形材製造方法 |
| WO2015093145A1 (ja) * | 2013-12-17 | 2015-06-25 | 日新製鋼株式会社 | 成形材製造方法及びそれに用いる表面処理金属板 |
| JP2019169706A (ja) * | 2018-03-20 | 2019-10-03 | ショット アクチエンゲゼルシャフトSchott AG | Toパッケージならびにtoパッケージの製造方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5111018B2 (ja) * | 2007-08-27 | 2012-12-26 | セイコーインスツル株式会社 | 気密端子の製造方法及び圧電振動子の製造方法 |
| SE531527C2 (sv) * | 2007-10-01 | 2009-05-12 | Bioresonator Ab | Förfarande vid och en anordning för opåverkad materialundersökning |
| DE102012202727B4 (de) * | 2012-02-22 | 2015-07-02 | Vectron International Gmbh | Verfahren zur Verbindung eines ersten elektronischen Bauelements mit einem zweiten Bauelement |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS51134092A (en) * | 1975-05-15 | 1976-11-20 | Daiwa Shinku Kogyosho:Kk | Crystal oscillator |
| JPS52123889A (en) * | 1976-04-12 | 1977-10-18 | Matsushima Kogyo Kk | Quartz oscillator |
| JPS52152193A (en) * | 1976-06-14 | 1977-12-17 | Seiko Instr & Electronics Ltd | Airtight package |
| JPS5482190A (en) * | 1977-12-14 | 1979-06-30 | Matsushita Electric Ind Co Ltd | Oscillator |
| JPS6372210A (ja) * | 1986-09-13 | 1988-04-01 | Etou Denki Kk | 振動子用部品の製造法 |
| JPH09174167A (ja) * | 1995-12-25 | 1997-07-08 | Asahi Seiki Kogyo Kk | 圧電振動子用容器の製造方法 |
| JP2002043886A (ja) * | 2000-07-25 | 2002-02-08 | Daishinku Corp | 圧電振動子および表面実装型圧電振動子 |
| JP2003164934A (ja) * | 2001-11-29 | 2003-06-10 | Asahi-Seiki Mfg Co Ltd | 缶の加工方法および水晶振動子用缶 |
| JP2007116056A (ja) * | 2005-10-24 | 2007-05-10 | Seiko Instruments Inc | 気密端子とその製造方法、圧電振動子とその製造方法、発振器、電子機器及び電波時計 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2577576A (en) * | 1950-11-30 | 1951-12-04 | Mannes N Glickman | Hermetic crystal holder |
| JPS4930558B1 (ja) * | 1969-10-03 | 1974-08-14 | ||
| DE2009379C3 (de) * | 1970-02-27 | 1975-01-30 | Gebrueder Junghans Gmbh, 7230 Schramberg | Piezoelektrischer Oszillator in Form einer Stimmgabel als Zeitnormal für zeithaltende Geräte |
| NL169940C (nl) * | 1973-12-22 | 1982-09-01 | Nihon Dempa Kogyo Co | Inrichting voor het dragen van een kwartskristalelement van het stemvorktype. |
| US4035673A (en) * | 1974-12-24 | 1977-07-12 | Citizen Watch Co. Limited | Hermetically sealed mount for a piezoelectric tuning fork |
| FR2467487A1 (fr) * | 1979-10-15 | 1981-04-17 | Ebauches Sa | Resonateur piezoelectrique |
| US5607236A (en) * | 1987-02-27 | 1997-03-04 | Seiko Epson Corporation | Quartz oscillator temperature sensor |
| JPH04216409A (ja) * | 1990-12-18 | 1992-08-06 | Matsushita Electric Ind Co Ltd | 角速度センサ |
| DE4104358A1 (de) * | 1991-02-13 | 1992-08-20 | Implex Gmbh | Implantierbares hoergeraet zur anregung des innenohres |
| EP0791804B1 (en) * | 1995-09-08 | 2004-11-24 | Matsushita Electric Industrial Co., Ltd | Angular velocity sensor |
| US5918354A (en) * | 1996-04-02 | 1999-07-06 | Seiko Epson Corporation | Method of making a piezoelectric element |
| US6894428B2 (en) * | 2001-01-15 | 2005-05-17 | Seiko Epson Corporation | Vibrating piece, vibrator, oscillator, and electronic device |
| JP2005184767A (ja) * | 2003-11-27 | 2005-07-07 | Seiko Epson Corp | 音叉型圧電振動片および音叉型圧電振動子の製造方法 |
| JP5111043B2 (ja) * | 2006-11-30 | 2012-12-26 | セイコーインスツル株式会社 | 圧電振動子及び圧電振動子の製造方法、並びに、圧電振動子を備える発振器、電子機器、及び電波時計 |
| JP5111018B2 (ja) * | 2007-08-27 | 2012-12-26 | セイコーインスツル株式会社 | 気密端子の製造方法及び圧電振動子の製造方法 |
-
2007
- 2007-08-10 JP JP2007209102A patent/JP4990717B2/ja not_active Expired - Fee Related
-
2008
- 2008-08-08 US US12/188,726 patent/US7868521B2/en not_active Expired - Fee Related
- 2008-08-08 CN CN2008101714380A patent/CN101388537B/zh not_active Expired - Fee Related
- 2008-08-08 TW TW097130435A patent/TWI477070B/zh not_active IP Right Cessation
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS51134092A (en) * | 1975-05-15 | 1976-11-20 | Daiwa Shinku Kogyosho:Kk | Crystal oscillator |
| JPS52123889A (en) * | 1976-04-12 | 1977-10-18 | Matsushima Kogyo Kk | Quartz oscillator |
| JPS52152193A (en) * | 1976-06-14 | 1977-12-17 | Seiko Instr & Electronics Ltd | Airtight package |
| JPS5482190A (en) * | 1977-12-14 | 1979-06-30 | Matsushita Electric Ind Co Ltd | Oscillator |
| JPS6372210A (ja) * | 1986-09-13 | 1988-04-01 | Etou Denki Kk | 振動子用部品の製造法 |
| JPH09174167A (ja) * | 1995-12-25 | 1997-07-08 | Asahi Seiki Kogyo Kk | 圧電振動子用容器の製造方法 |
| JP2002043886A (ja) * | 2000-07-25 | 2002-02-08 | Daishinku Corp | 圧電振動子および表面実装型圧電振動子 |
| JP2003164934A (ja) * | 2001-11-29 | 2003-06-10 | Asahi-Seiki Mfg Co Ltd | 缶の加工方法および水晶振動子用缶 |
| JP2007116056A (ja) * | 2005-10-24 | 2007-05-10 | Seiko Instruments Inc | 気密端子とその製造方法、圧電振動子とその製造方法、発振器、電子機器及び電波時計 |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9527128B2 (en) | 2013-06-28 | 2016-12-27 | Nisshin Steel Co., Ltd. | Ironing mold and formed material manufacturing method |
| CN104411424A (zh) * | 2013-06-28 | 2015-03-11 | 日新制钢株式会社 | 减薄拉伸加工用模具以及成型材料制造方法 |
| AU2013396488B2 (en) * | 2013-06-28 | 2016-03-24 | Nisshin Steel Co., Ltd. | Ironing mold and formed material manufacturing method |
| CN104411424B (zh) * | 2013-06-28 | 2016-04-06 | 日新制钢株式会社 | 减薄拉伸加工用模具以及成型材料制造方法 |
| WO2014207947A1 (ja) * | 2013-06-28 | 2014-12-31 | 日新製鋼株式会社 | しごき加工用金型及び成形材製造方法 |
| EA028442B1 (ru) * | 2013-06-28 | 2017-11-30 | Ниссин Стил Ко., Лтд. | Вытяжной формовочный инструмент и способ изготовления формованного изделия |
| WO2015093145A1 (ja) * | 2013-12-17 | 2015-06-25 | 日新製鋼株式会社 | 成形材製造方法及びそれに用いる表面処理金属板 |
| CN105828968A (zh) * | 2013-12-17 | 2016-08-03 | 日新制钢株式会社 | 成型材料制造方法以及用于该方法的表面处理金属板 |
| TWI605886B (zh) * | 2013-12-17 | 2017-11-21 | 日新製鋼股份有限公司 | 成形材製造方法 |
| US10421113B2 (en) | 2013-12-17 | 2019-09-24 | Nippon Steel Nisshin Co., Ltd. | Formed material manufacturing method and surface treated metal plate used in same |
| US10799931B2 (en) | 2013-12-17 | 2020-10-13 | Nippon Steel Nisshin Co., Ltd. | Formed material manufacturing method and surface treated metal plate used in same |
| EA036642B1 (ru) * | 2013-12-17 | 2020-12-03 | Ниссин Стил Ко., Лтд. | Способ изготовления формованного материала и металлический лист с обработанной поверхностью, используемый в данном способе |
| JP2019169706A (ja) * | 2018-03-20 | 2019-10-03 | ショット アクチエンゲゼルシャフトSchott AG | Toパッケージならびにtoパッケージの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101388537B (zh) | 2013-05-01 |
| US7868521B2 (en) | 2011-01-11 |
| CN101388537A (zh) | 2009-03-18 |
| TW200926587A (en) | 2009-06-16 |
| JP4990717B2 (ja) | 2012-08-01 |
| US20090039737A1 (en) | 2009-02-12 |
| TWI477070B (zh) | 2015-03-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5111043B2 (ja) | 圧電振動子及び圧電振動子の製造方法、並びに、圧電振動子を備える発振器、電子機器、及び電波時計 | |
| JP5185650B2 (ja) | 圧電振動片の製造方法及びウエハ | |
| JP4990717B2 (ja) | ケースの製造方法、圧電振動子、発振器、電子機器、及び電波時計 | |
| JP5111018B2 (ja) | 気密端子の製造方法及び圧電振動子の製造方法 | |
| JP2009194629A (ja) | 圧電振動片の製造方法、圧電振動片、ウエハ、圧電振動子、発振器、電子機器及び電波時計 | |
| JP4676285B2 (ja) | 表面実装型圧電振動子とその製造方法、発振器、電子機器及び電波時計 | |
| JP4856025B2 (ja) | 気密端子の製造方法及び気密端子、圧電振動子の製造方法及び圧電振動子、発振器、電子機器、電波時計 | |
| JP4990689B2 (ja) | 圧電振動子の製造方法 | |
| US8362846B2 (en) | Package manufacturing method and apparatus for piezoelectric oscillator | |
| JP5200257B2 (ja) | 圧電振動片、圧電振動子、発振器、電子機器及び電波時計 | |
| JP4937020B2 (ja) | 圧電振動子の製造方法、圧電振動子、発振器、電子機器及び電波時計 | |
| JP4865746B2 (ja) | 気密端子および圧電振動子の製造方法、気密端子、圧電振動子、発振器、電子機器および電波時計 | |
| JP4863853B2 (ja) | 圧電振動子及び圧電振動子の製造方法、並びに、圧電振動子を備える発振器、電子機器、及び電波時計 | |
| JP4959302B2 (ja) | 圧電振動子の製造方法 | |
| JP4909746B2 (ja) | 気密端子の製造方法、気密端子、圧電振動子、発振器、電子機器及び電波時計 | |
| JP5449995B2 (ja) | パッケージ、圧電振動子、発振器、電子機器および電波時計 | |
| JP4902321B2 (ja) | 圧電振動子の製造方法、圧電振動子、発振器、電子機器及び電波時計 | |
| JP2009206147A (ja) | 気密端子および圧電振動子の製造方法、気密端子、圧電振動子、発振器、電子機器および電波時計 | |
| JP2008028909A (ja) | 圧電振動子の製造方法、圧電振動子、発振器、電子機器及び電波時計 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20091105 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20091113 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100608 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120417 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120502 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150511 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R370 | Written measure of declining of transfer procedure |
Free format text: JAPANESE INTERMEDIATE CODE: R370 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |