JP2009046564A - 超重防食塗料、その塗装方法および塗装物 - Google Patents
超重防食塗料、その塗装方法および塗装物 Download PDFInfo
- Publication number
- JP2009046564A JP2009046564A JP2007213152A JP2007213152A JP2009046564A JP 2009046564 A JP2009046564 A JP 2009046564A JP 2007213152 A JP2007213152 A JP 2007213152A JP 2007213152 A JP2007213152 A JP 2007213152A JP 2009046564 A JP2009046564 A JP 2009046564A
- Authority
- JP
- Japan
- Prior art keywords
- coating film
- super heavy
- resin varnish
- main component
- pigment
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Landscapes
- Application Of Or Painting With Fluid Materials (AREA)
- Paints Or Removers (AREA)
Abstract
供する。
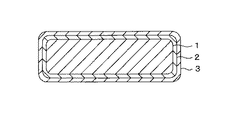
【解決手段】金属材1の表面を前処理して塗装に適する状態にしてから、ビスフェノール
A型エポキシ樹脂ワニス、防錆顔料、体質顔料、着色顔料を有する主剤とポリアミドアミ
ン系硬化剤とから構成されるエポキシ樹脂系下塗り塗料で第1の塗膜2を形成し、変性ア
クリルポリオール樹脂ワニス、アクリル表面調整剤、着色顔料を有する主剤とイソシアネ
ート樹脂ワニス硬化剤とから構成されるウレタン樹脂系上塗り塗料で第2の塗膜3を形成
したことを特徴とする。
【選択図】図1
Description
硬化型の超重防食塗料、その塗装方法および塗装物に関する。
処理などの前処理実施後にエポキシ樹脂系などから構成される高防錆力のある下塗り塗料
で塗膜を形成し、研磨後に相性のよい2液性のウレタン樹脂系から構成される上塗り塗料
で塗装を実施していた。下塗りのエポキシ樹脂系塗料および上塗りのウレタン樹脂系塗料
では、いずれも1日以上放置する常温乾燥が行われるが、リードタイムを短縮するため、
強制乾燥も行われる。
としたものである。強制乾燥においては、光沢の安定および塗膜欠陥であるピンホールや
わき発生などの防止のため、2時間以上のセッティング(常温放置)した後、温度80℃
の乾燥炉内で加熱硬化される。硬化が不充分であると、マテハン時に圧痕や傷などがつく
場合があり、膜厚が40μm以上のとき傷などがつき易い(例えば、特許文献1参照)。
リードタイムや放置するためのスペースのロスが発生し、生産性の効率が低下していた。
このため、強制乾燥を行うことが多々あるが、一般環境仕様に適用されているメラミン樹
脂塗料のような加熱温度(120〜130℃)での加熱硬化ができず、乾燥炉の設定温度
を変更しなければならなかった。このため、乾燥炉が適用できるものでは、一般環境仕様
での加熱温度で加熱硬化ができ、乾燥炉が適用し難い大型のものや塗装完成後の補修など
では、常温硬化ができる超重防食塗料が望まれていた。
イオンが含まれ、温度上昇などがあるような厳しい環境下においても、これに長時間耐え
得ることのできるものと定義する。
塗料と上塗り塗料とからなる超重防食塗料、その塗装方法および塗装物を提供することを
目的とする。
脂ワニス、防錆顔料、体質顔料、着色顔料を有する主剤とポリアミドアミン系硬化剤とか
ら構成されるエポキシ樹脂系下塗り塗料と、変性アクリルポリオール樹脂ワニス、アクリ
ル表面調整剤、着色顔料を有する主剤とイソシアネート樹脂ワニス硬化剤とから構成され
るウレタン樹脂系上塗り塗料と、を備えたことを特徴とする。
塗り塗料にも加熱硬化型兼常温硬化型のウレタン樹脂塗料を用いているので、乾燥炉に搬
入が可能な塗装物では加熱硬化によりリードタイムの短縮、スペースの削減から生産性を
向上させることができ、また、乾燥炉に搬入し難い塗装物では同種塗装系の塗料を常温硬
化させることができ、経済的で品質の安定したものにすることができる。
例に係る金属材の塗装系を示す断面図である。
な塗装物の金属材1の表面には、エポキシ樹脂系下塗り塗料で形成された第1の塗膜2が
設けられている。また、第1の塗膜2の表面には、ウレタン樹脂系上塗り塗料で形成され
た第2の塗膜3が形成されている。
除錆を含むリン酸亜鉛被膜といった化学的処理やサンドブラスト処理といった機械的処理
を用いる。
下塗り塗料を塗装し、第1の塗膜2を形成する。膜厚は、15〜200μm(標準30〜
150μm)である。表中の成分のカッコ内値、および硬化剤との混合比のカッコ内値は
、許容範囲である。加熱硬化を行う場合の硬化条件は、10分以上(10〜20分)のセ
ッティング(常温放置)後、100〜150℃×20〜60分(標準120〜130℃×
20〜30分)とする。ここで、この硬化条件において、第1の塗膜2は完全硬化レベル
に達しておらず、後述する第2の塗膜3との良好な付着力を得ることができる。
プライマー(タイプG)と同等以上のレベルを有している。
も実施しなくてもよいが、塵埃などの除去や表面層に凹凸を形成して第2の塗膜3との強
力な接着力を得るために実施することが望ましい。
は、15〜150μm(標準20〜100μm)である。表中の成分のカッコ内値、およ
び硬化剤との混合比のカッコ内値は、許容範囲である。加熱硬化を行う場合の硬化条件は
、15分以上(15〜60分)のセッティング(常温放置)後、100〜150℃×20
〜60分(標準120〜130℃×20〜30分)とする。

ート樹脂ワニスから構成されるアクリル、ウレタン樹脂塗料は熱影響に対する変色が少な
く、また、安定した光沢度を保持することができる。なお、これらの特性は、例えば常温
硬化型の関西ペイント社製レタンPG80と同等以上を有している。
働き、リコート性が良好で、上塗り塗料に添加する調整剤として適するものである。塗料
系に相溶せず安定した分散状態を保ち、塗料系よりも表面張力が低く、界面張力が高いも
のとなる。適度に極性を低く(S.P.=約7.7)して分子量を高くし、油滴径を大き
くすることにより上述のような機能が得られるようになる。
外観に悪影響を及ぼすことになるので、表面調整剤の選択と配合比がポイントとなる。こ
れらは、不確定要素が多いので、実験により最適な条件を選定した。そして、1回の塗装
で膜厚150μmまでピンホールなどの塗膜欠陥がなく、また100℃以上で加熱硬化を
行ってもわきによるクレータ状の窪みを押えることができた。この表面調整剤を添加して
、常温硬化と130℃×30分の加熱硬化したものでは、外観の表面状態、色調、光沢な
どが同様であった。
化させた場合の各特性を調査した。結果を表3に示す。試験片製作の条件は、下記の通り
である。
前処理…化学的処理
加熱硬化…下塗り塗装130℃×30分、上塗り塗装130℃×30分
常温硬化…下塗り塗装23℃×1日、上塗り塗装23℃×7日
すゲル分率が高く、その結果、塗膜の吸水率、溶出率、透湿速度の値が低く、優れた特性
を有している。このことは、一般的な例えばメラミン樹脂塗料などの加熱硬化型塗料と同
様に、加熱硬化−冷却で所定の塗膜性能を得ることができるので、品質確保のために望ま
しいと言える。
用が多くなっている。そして、この超重防食塗料を適用することにより、加熱硬化型と常
温硬化型との2つの異なるタイプの塗料を準備することが不要となる。このことは、上塗
り塗料での色調を行わなくてもよいため、時間的に有利となる。
た。
(1)硬度:JIS K 5600 鉛筆引っかき試験
(2)付着力:ASTM 3359(碁盤目またはクロスカット+粘着テープ試験)
50〜125μm以下(B法)、125μm以上(A法)
2.耐久性試験
2−1塩水噴霧試験:JIS Z2371 塩水噴霧試験3000時間実施後の外観判
定および2次物性試験(2次物性試験は初期物性試験と同様)
2−2耐湿試験:JIS K 5600 耐湿試験(結露発生50℃、98%RH)3
000時間実施後の外観判定および2次物性試験(2次物性試験は初期物性試験と同様)
2−3亜硫酸ガス試験:20ppm、40℃、90%RH、3000時間実施後の外観
判定および2次物性試験(2次物性試験は初期物性試験と同様)
2−4塩素ガス試験:1ppm、40℃、90%RH、3000時間実施後の外観判定
および2次物性試験(2次物性試験は初期物性試験と同様)
2−5耐候試験:JIS K5600 促進耐候性(サンシャインWOM)1000時
間実施後の外観判定および2次物性試験(外観判定は外観とともに色差程度と光沢度保持
率を測定、2次物性試験は初期物性試験と同様)
を有する高品質の塗膜性能が得られることが分かる。
樹脂塗料を用いて第1の塗膜2を形成し、上塗り塗料にも加熱硬化型兼常温硬化型のウレ
タン樹脂塗料を用いて第2の塗膜3を形成しているので、乾燥炉に搬入が可能な塗装物で
は加熱硬化によりリードタイムの短縮、スペースの削減ができ、生産性を向上させること
ができる。また、塗装品完成後の補修や化粧塗装など乾燥炉に搬入し難い塗装物では、同
種塗装系の塗料を常温硬化させることができ、経済的で品質の安定したものにすることが
できる。そして、これらの塗膜2、3は、厳しい環境下に充分に耐え得ることができる。
2 第1の塗膜
3 第2の塗膜
Claims (11)
- ビスフェノールA型エポキシ樹脂ワニス、防錆顔料、体質顔料、着色顔料を有する主剤
とポリアミドアミン系硬化剤とから構成されるエポキシ樹脂系下塗り塗料と、
変性アクリルポリオール樹脂ワニス、アクリル表面調整剤、着色顔料を有する主剤とイソ
シアネート樹脂ワニス硬化剤とから構成されるウレタン樹脂系上塗り塗料と、
を備えたことを特徴とする超重防食塗料。 - 前記エポキシ樹脂系下塗り塗料の主剤は、ビスフェノールA型エポキシ樹脂ワニス25
〜35重量%、防錆顔料8〜12重量%、体質顔料、着色顔料、添加剤、溶剤から構成さ
れることを特徴とする請求項1に記載の超重防食塗料。 - 前記エポキシ樹脂系下塗り塗料の主剤と前記ポリアミドアミン系硬化剤との混合比を、
重量比で5:1〜7:1としたことを特徴とする請求項1または請求項2に記載の超重防
食塗料。 - 前記ウレタン樹脂系上塗り塗料の主剤は、変性アクリルポリオール樹脂ワニス55〜6
5重量%、アクリル表面調整剤0.1〜0.5重量%、着色顔料、添加剤、溶剤から構成
されることを特徴とする請求項1乃至請求項3のいずれか1項に記載の超重防食塗料。 - 前記ウレタン樹脂系上塗り塗料の主剤とイソシアネート樹脂ワニス硬化剤との混合比を
、重量比で9:1〜11:1としたことを特徴とする請求項1乃至請求項4のいずれか1
項
に記載の超重防食塗料。 - ビスフェノールA型エポキシ樹脂ワニス、防錆顔料、体質顔料、着色顔料を有する主剤
とポリアミドアミン系硬化剤とから構成されるエポキシ樹脂系下塗り塗料で第1の塗膜を
形成し、
前記第1の塗膜を加熱硬化または常温硬化し、
前記第1の塗膜上に、変性アクリルポリオール樹脂ワニス、アクリル表面調整剤、着色顔
料を有する主剤とイソシアネート樹脂ワニス硬化剤とから構成されるウレタン樹脂系上塗
り塗料で第2の塗膜を形成し、
前記第2の塗膜を加熱硬化または常温硬化することを特徴とする超重防食塗料の塗装方法
。 - 前記第1の塗膜の膜厚を15〜200μmとし、温度100〜150℃で加熱硬化する
ことを特徴とする請求項6に記載の超重防食塗料の塗装方法。 - 前記第1の塗膜の膜厚を15〜200μmとし、常温硬化させることを特徴とする請求
項6に記載の超重防食塗料の塗装方法。 - 前記第2の塗膜の膜厚を15〜150μmとし、温度100〜150℃で加熱硬化する
ことを特徴とする請求項6乃至請求項8のいずれか1項に記載の超重防食塗料の塗装方法
。 - 前記第1の塗膜の膜厚を15〜150μmとし、常温硬化させることを特徴とする請求
項6乃至請求項8のいずれか1項に記載の超重防食塗料の塗装方法。 - 請求項1乃至請求項5のいずれか1項に記載の超重防食塗料で金属材に塗装したことを
特徴とする塗装物。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007213152A JP2009046564A (ja) | 2007-08-17 | 2007-08-17 | 超重防食塗料、その塗装方法および塗装物 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007213152A JP2009046564A (ja) | 2007-08-17 | 2007-08-17 | 超重防食塗料、その塗装方法および塗装物 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009046564A true JP2009046564A (ja) | 2009-03-05 |
Family
ID=40499084
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007213152A Pending JP2009046564A (ja) | 2007-08-17 | 2007-08-17 | 超重防食塗料、その塗装方法および塗装物 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009046564A (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100910983B1 (ko) | 2009-05-25 | 2009-08-06 | 주식회사 태일케미칼 | 철재 및 강구조물의 친환경 방식도장 공법 |
| JP2013202488A (ja) * | 2012-03-28 | 2013-10-07 | Dainippon Toryo Co Ltd | 水性防食塗装方法及び塗装体 |
| JP2018008205A (ja) * | 2016-07-13 | 2018-01-18 | 関西ペイント株式会社 | 複層塗膜形成方法 |
| CN109054613A (zh) * | 2018-07-26 | 2018-12-21 | 雅图高新材料有限公司 | 一种溶剂型低voc汽车修补中涂漆及其制备方法 |
| JP2021160120A (ja) * | 2020-03-31 | 2021-10-11 | 大日本塗料株式会社 | 積層塗装物およびその製造方法 |
| KR20210157188A (ko) * | 2020-06-19 | 2021-12-28 | 한국전력공사 | 원액형 부식방지용 도료 및 이를 이용한 코팅방법 |
| WO2025038342A1 (en) * | 2023-08-11 | 2025-02-20 | Swimc Llc | Dual cure epoxy coatings and methods of making the same |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0871502A (ja) * | 1994-09-06 | 1996-03-19 | Toshiba Corp | 金属材の塗装方法 |
| JP2000191982A (ja) * | 1998-12-25 | 2000-07-11 | Nippon Paint Co Ltd | 自動車用ソリッド塗料、自動車車体の複層塗膜形成方法及び自動車車体 |
| JP2000246315A (ja) * | 1999-02-26 | 2000-09-12 | Kanto Special Steel Works Ltd | 冷間圧延用ロール |
| JP2004043905A (ja) * | 2002-07-12 | 2004-02-12 | Dainippon Toryo Co Ltd | 耐候性鋼の防食法 |
-
2007
- 2007-08-17 JP JP2007213152A patent/JP2009046564A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0871502A (ja) * | 1994-09-06 | 1996-03-19 | Toshiba Corp | 金属材の塗装方法 |
| JP2000191982A (ja) * | 1998-12-25 | 2000-07-11 | Nippon Paint Co Ltd | 自動車用ソリッド塗料、自動車車体の複層塗膜形成方法及び自動車車体 |
| JP2000246315A (ja) * | 1999-02-26 | 2000-09-12 | Kanto Special Steel Works Ltd | 冷間圧延用ロール |
| JP2004043905A (ja) * | 2002-07-12 | 2004-02-12 | Dainippon Toryo Co Ltd | 耐候性鋼の防食法 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100910983B1 (ko) | 2009-05-25 | 2009-08-06 | 주식회사 태일케미칼 | 철재 및 강구조물의 친환경 방식도장 공법 |
| JP2013202488A (ja) * | 2012-03-28 | 2013-10-07 | Dainippon Toryo Co Ltd | 水性防食塗装方法及び塗装体 |
| JP2018008205A (ja) * | 2016-07-13 | 2018-01-18 | 関西ペイント株式会社 | 複層塗膜形成方法 |
| WO2018012067A1 (ja) * | 2016-07-13 | 2018-01-18 | 関西ペイント株式会社 | 複層塗膜形成方法 |
| US10961400B2 (en) | 2016-07-13 | 2021-03-30 | Kansai Paint Co., Ltd. | Method for forming multilayer coating film |
| CN109054613A (zh) * | 2018-07-26 | 2018-12-21 | 雅图高新材料有限公司 | 一种溶剂型低voc汽车修补中涂漆及其制备方法 |
| JP2021160120A (ja) * | 2020-03-31 | 2021-10-11 | 大日本塗料株式会社 | 積層塗装物およびその製造方法 |
| KR20210157188A (ko) * | 2020-06-19 | 2021-12-28 | 한국전력공사 | 원액형 부식방지용 도료 및 이를 이용한 코팅방법 |
| KR102806421B1 (ko) | 2020-06-19 | 2025-05-15 | 한국전력공사 | 원액형 부식방지용 도료 및 이를 이용한 코팅방법 |
| WO2025038342A1 (en) * | 2023-08-11 | 2025-02-20 | Swimc Llc | Dual cure epoxy coatings and methods of making the same |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5570502B2 (ja) | 金属ストリップのコーティング方法 | |
| US20030175541A1 (en) | Conductive organic coatings | |
| JP2009046564A (ja) | 超重防食塗料、その塗装方法および塗装物 | |
| JP5221822B1 (ja) | 複層塗膜形成方法 | |
| CA2424530A1 (en) | Coating composition for metallic substrates | |
| JPH0564187B2 (ja) | ||
| JP2013193273A (ja) | 塗装鋼板およびこれを用いた筐体 | |
| KR101611062B1 (ko) | 고내식성 방식도료 조성물에 의한 판스프링의 도장방법 | |
| CN1329464C (zh) | 热固型涂料 | |
| KR102627440B1 (ko) | 현무암무늬 컬러강판 제조용 도료 조성물 및 이에 의해 제조된 컬러강판 | |
| JP2003313492A (ja) | 熱硬化型塗料、その塗装方法およびその塗装物 | |
| JP2009102543A (ja) | 硝化綿樹脂系塗料、その塗装方法および塗装物 | |
| JP4965985B2 (ja) | 熱硬化型塗料組成物および塗装方法 | |
| JP4873974B2 (ja) | プレコート金属板及びその製造方法 | |
| JP4324093B2 (ja) | 加工性と耐汚染性に優れたプレコート金属板及びその製造方法 | |
| JP6359690B2 (ja) | どぶ漬け溶融亜鉛メッキ鋼板用塗料、どぶ漬け溶融亜鉛メッキ鋼板の処理方法、表面処理どぶ漬け溶融亜鉛メッキ鋼板の製造方法、および、表面処理溶融亜鉛メッキ鋼板 | |
| JP2008303280A (ja) | ウレタン樹脂塗料、その塗装方法および塗装物 | |
| JP4665821B2 (ja) | 耐食性に優れた塗装鋼板 | |
| JP2008174663A (ja) | 厚膜形成塗料、その塗装方法および塗装物 | |
| JP4568061B2 (ja) | 金属材の塗装方法 | |
| JP2007314633A (ja) | 常温硬化型塗料、その塗装方法および塗装物 | |
| JP2005131460A (ja) | 水性塗料の塗装方法および塗装物 | |
| JPS59179340A (ja) | プレコ−ト鋼板 | |
| JPS59179339A (ja) | プレコ−トされた鋼板 | |
| JP2007091924A (ja) | ポリエステル樹脂系パテ、塗装方法及び塗装物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100415 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20111125 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20111205 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120523 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120525 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120724 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120824 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120928 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20121024 |
|
| A912 | Removal of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20121116 |