JP2009059652A - ブロンズ法Nb3Sn超電導線材およびその前駆体 - Google Patents
ブロンズ法Nb3Sn超電導線材およびその前駆体 Download PDFInfo
- Publication number
- JP2009059652A JP2009059652A JP2007227672A JP2007227672A JP2009059652A JP 2009059652 A JP2009059652 A JP 2009059652A JP 2007227672 A JP2007227672 A JP 2007227672A JP 2007227672 A JP2007227672 A JP 2007227672A JP 2009059652 A JP2009059652 A JP 2009059652A
- Authority
- JP
- Japan
- Prior art keywords
- superconducting
- composite element
- precursor
- wire
- bronze
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N—ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N60/00—Superconducting devices
- H10N60/01—Manufacture or treatment
- H10N60/0184—Manufacture or treatment of devices comprising intermetallic compounds of type A-15, e.g. Nb3Sn
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Superconductors And Manufacturing Methods Therefor (AREA)
Abstract
【課題】ブロンズ法Nb3Sn超電導線材における機械的強度の強化を図ると共に、超電導特性にも優れたブロンズ法Nb3Sn超電導線材、およびこうした超電導線材を実現するための超電導線材製造用前駆体を加工上の問題を生じさせることなく簡便に得るための構成の提供。
【解決手段】本発明のブロンズ法Nb3Sn超電導線材前駆体は、Cu−Sn基合金中に(A)NbまたはNb基合金フィラメントが配置された超電導複合エレメント3と、(B)TaまたはTa基合金フィラメントが配置された補強用複合エレメント7とを夫々多数本束ねて集合体とすると共に、外周に拡散障壁、安定化銅6が配置された前駆体であって、前記補強用複合エレメント内に配置されるTaまたはTa基合金フィラメントは、前駆体の線材断面内に占める面積割合を2〜15%とすると共に、線材の外径をDとしたとき、補強用複合エレメントの存在位置が0.7D〜0.9Dの範囲内である。
【選択図】図4
【解決手段】本発明のブロンズ法Nb3Sn超電導線材前駆体は、Cu−Sn基合金中に(A)NbまたはNb基合金フィラメントが配置された超電導複合エレメント3と、(B)TaまたはTa基合金フィラメントが配置された補強用複合エレメント7とを夫々多数本束ねて集合体とすると共に、外周に拡散障壁、安定化銅6が配置された前駆体であって、前記補強用複合エレメント内に配置されるTaまたはTa基合金フィラメントは、前駆体の線材断面内に占める面積割合を2〜15%とすると共に、線材の外径をDとしたとき、補強用複合エレメントの存在位置が0.7D〜0.9Dの範囲内である。
【選択図】図4
Description
本発明は、Nb3Sn超電導線材をブロンズ法によって製造するための前駆体(超電導線材前駆体)、およびこうした前駆体によって製造されるNb3Sn超電導線材に関するものであり、殊に超電導マグネットの素材として有用なNb3Sn超電導線材およびその前駆体に関するものである。
超電導線材が実用化されている分野のうち、高分解能核磁気共鳴(NMR)分析装置や核融合装置、加速器等に用いられる超電導マグネットがある。これらの超電導マグネットでは、NMR信号の分解性能向上やデータ習得の短時間化の要求から高磁場化が求められている。超電導マグネットの高磁場化・コンパクト化に対しては、超電導マグネットに使用する超電導線材の高性能化が必須となっており、特に超電導マグネットの最内層部に使用される超電導コイルの高性能化が求められている。
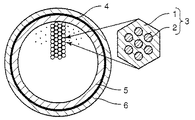
このような超電導マグネットに使用される金属系の超電導線材としては、Nb3Sn線材が実用化されており、このNb3Sn超電導線材の製造には主にブロンズ法が採用されている。このブロンズ法では、図1(Nb3Sn超電導線材製造用前駆体の模式図)に示すように、Cu−Sn基合金(ブロンズ)マトリックス1中に1本または複数本(図では7本)のNb若しくはNb基合金(例えば、Nb−Ta合金)からなる芯材2を埋設して一次スタック材3が構成される。尚、この一次スタック材3は、図1に示すように断面形状が六角形になるようにされる。
上記一次スタック材3を、伸線や押し出し等の減面加工することによって上記芯材2を細径化してフィラメント(以下、「Nb基フィラメント」と呼ぶことがある)とし、このNb基フィラメントとブロンズとからなる一次スタック材3を複数束ねて線材群となし、これを拡散障壁層4としてのNbシートやTaシートを巻いたパイプ形状のCuまたはCu基合金5内に挿入し、或いは一次スタック材3を複数束ねた線材群にNbシートやTaシートを直接巻き、その外周に安定化銅6を配置することによって二次多芯ビレットを組み立てる。尚、パイプ形状のCuまたはCu基合金5は、Cu−Sn基合金で構成されることもある。
上記のような二次多芯ビレットを静水圧押し出しし、続いて引き抜き加工等による減面加工を施し、図1の断面形状を維持したまま保持された前駆体や、図2に示すような断面矩形状の平角線材の超電導線材製造用前駆体(以下、単に「前駆体」と呼ぶことがある)に加工される。
上記のような前駆体(伸線加工後の線材)を600〜700℃付近の温度で100〜300時間程度の拡散熱処理(Nb3Sn生成熱処理)を施すことにより、Nb基フィラメントとブロンズマトリックスの界面にNb3Sn化合物層を生成させて超電導線材とする。
超電導電流は、前駆体線材を作製した後に前記のような拡散熱処理を施すことによって生成させたNb3Sn相を流れることになる。そしてこのNb3Sn相は、機械的な歪に対して非常に敏感であり、僅か1%程度の歪量であっても、急激に超電導特性(特に、臨界電流密度Jc)が低下することになる。
Nb3Sn超電導線材が使用される場合、その殆ど全てが超電導マグネットの状態となるが、超電導マグネットではマグネットの磁界と通電電流によって、線材に対して常時電磁力が作用することになる。またNb3Sn超電導線材では、Nb3Sn生成熱処理が700℃に近い高温で行われ、4.2K以下の極低温で通電されるため、Nb3Sn相には周囲に配置されるCuの熱収縮による力も作用することになって、歪を受けて特性が劣化することになる。
例えば、大電流を流す必要のある熱核融合実験炉(ITER)や加速器用導体では、Nb3Sn超電導線材を複数本撚り合わせて使用するため、線材にかかる応力は複雑化しており、近年は長さ方向に加えて半径方向(線材の全周半径方向)の歪みへの対応策が求められている。
こうした歪みへの対応策としては、超電導線材の強度を高めることが最も有効であるが、こうした技術として、例えば特許文献1、2のような技術も提案されている。これらの技術では、Nb基フィラメントの中央部に補強材(例えばTa等)を埋設した複合フィラメントとすることによって、歪みによる特性劣化を抑制するものである。
こうした技術では、超電導線材の強度を高める構成としては有効であるが、最終的に外径2〜10μm程度にまで強加工されるNb基フィラメント中に補強材を埋設するものであるため、補強材はより小さな外径となり、伸線加工の際に断線等の危険性が高くなることが懸念される。また通常のブロンズ法Nb3Sn超電導線材の製造工程に、Nb基フィラメント中に補強材を埋設する工程を加える必要があり、コストの増大を招くという問題もある。
特開2001−236836号公報
特開2003―86032号公報
本発明はこうした状況の下でなされたものであって、その目的は、ブロンズ法Nb3Sn超電導線材における機械的強度の強化を図ると共に、超電導特性にも優れたブロンズ法Nb3Sn超電導線材、およびこうした超電導線材を実現するための前駆体(超電導線材製造用前駆体)を加工上の問題を生じさせることなく簡便に得るための構成を提供することにある。
上記目的を達成することのできた本発明のNb3Sn超電導線材前駆体とは、
ブロンズ法によってNb3Sn超電導線材を製造する際に用いる超電導線材前駆体において、
(A)Cu−Sn基合金中に1本または複数本のNbまたはNb基合金フィラメントが配置された超電導複合エレメントと、
(B)Cu−Sn基合金中に1本または複数本のTaまたはTa基合金フィラメントが配置された補強用複合エレメントと、
を夫々多数本束ねて集合体とすると共に、前記集合体の外周に拡散障壁層が配置され、更に該拡散障壁層の外周に安定化銅が配置された前駆体であって、
前記補強用複合エレメント内に配置されるTaまたはTa基合金フィラメントは、前駆体の線材断面内に占める面積割合を2〜15%とすると共に、線材の外径をDとしたとき、補強用複合エレメントの存在位置が0.7D〜0.9Dの範囲内である点に要旨を有するものである。
ブロンズ法によってNb3Sn超電導線材を製造する際に用いる超電導線材前駆体において、
(A)Cu−Sn基合金中に1本または複数本のNbまたはNb基合金フィラメントが配置された超電導複合エレメントと、
(B)Cu−Sn基合金中に1本または複数本のTaまたはTa基合金フィラメントが配置された補強用複合エレメントと、
を夫々多数本束ねて集合体とすると共に、前記集合体の外周に拡散障壁層が配置され、更に該拡散障壁層の外周に安定化銅が配置された前駆体であって、
前記補強用複合エレメント内に配置されるTaまたはTa基合金フィラメントは、前駆体の線材断面内に占める面積割合を2〜15%とすると共に、線材の外径をDとしたとき、補強用複合エレメントの存在位置が0.7D〜0.9Dの範囲内である点に要旨を有するものである。
本発明の上記Nb3Sn超電導線材前駆体においては、その具体的な構成としては、(a)前記補強用複合エレメントは、前駆体線材の断面周方向に連続して全周に亘って配置されたものや、(b)前記補強用複合エレメントは、前記超電導複合エレメントと、前記拡散障壁層の間の領域に配置されるもの、等が挙げられる。
前記超電導複合エレメントおよび補強用複合エレメントは、断面外形状が同一の六角形状であるものが好ましい。また前記拡散障壁層は、Nb若しくはNb基合金、またはTa若しくはTa基合金であるものが挙げられる。
一方、前記超電導複合エレメントや補強用複合エレメントの構成としては、(a)超電導複合エレメント内に配置されるNbまたはNb基合金フィラメントの断面積割合が、Cu−Sn基合金の断面積に対して30〜50%であることや、(b)前記補強用複合エレメント内に配置されるTaまたはTa基合金フィラメントの断面積割合が、Cu−Sn基合金の断面積に対して30〜300%であることが好ましい。
上記のような各種超電導線材製造用前駆体を用いて、拡散熱処理することによって希望する超電導特性(臨界電流密度Jcおよび強度)を発揮するNb3Sn超電導線材を製造することができる。
本発明においては、ブロンズ法によってNb3Sn超電導線材を製造する際に構成される前駆体において、Nbフィラメントが配置される部分の一部を補強用の金属部材によって、所定の面積割合となるように置き換えて配置する構成を採用することによって、良好な超電導特性を維持しつつ強度的にも十分な超電導線材を得ることができた。
本発明の前駆体線材では、前記図1、2に示したような超電導線材前駆体を構成する際に、その構成素材となるCu−Sn/Nb複合線材(図1、2の一次スタック材3)の一部を、補強材としてのTaまたはTa基合金を配置したCu−Sn/Ta複合線材に置き換えて配置する構成を採用したので、前駆体を構成するときにNb基フィラメントに補強材を埋設するような特別な作業をすることなく、比較的容易に前駆体を製造することができることになる。
ブロンズ法Nb3Sn超電導線材を製造するときの最終熱処理(拡散熱処理)は、上述の如く600〜700℃付近で100〜300時間程度であるが、本発明で補強用複合エレメント内に配置する金属若しくは合金は、こうした熱処理によっても軟化の程度が少ないと共に(高融点金属)、加工性にも優れている必要がある。また、4.2Kの低温における機械的強度(例えば、0.2%耐力σ0.2)が十分に高いことも必要である。
こうした観点から、本発明で用いる金属または合金としては、体心立方構造の金属が最適であるという着想が得られた。この体心立方構造の金属では、低温脆性という現象が生じやすく、伸びが小さくなる(脆くなる)のであるが、引張強度は高いものである。更に、最終熱処理の条件において、Snとの反応が活発でないことも重要な要件となる。即ち、Snとの反応が活発であると、本来Nb3SnとなるべきSnが補強部材と結合してしまい、肝心のNb3Sn生成量が低下してしまい、十分な超電導特性が得られないことになる。
本発明で用いる補強用複合エレメントでは、上記のような要求を満足する金属または合金として、TaまたはTa基合金を選び、こうした素材(TaまたはTa基合金フィラメント)を補強部材としてCu−Sn基合金中に配置することによって構成されるものである。そしてこうした補強用複合エレメントを、Cu−Sn基合金中にNb基フィラメントを配置した超電導複合エレメント(図1、2に示した一次スタック材3に相当)の一部に置き換えて配置することによって、比較的簡易な構成にもかかわらず、希望する強度向上効果が発揮されることになる。
上記のような補強用複合エレメントを超電導複合エレメントの一部と置き換えて配置すると、超電導部(Nb3Sn相)の面積が減少してしまい、全断面積に対する臨界電流密度Jcが低下することにもなる。こうしたことから、補強用複合エレメントの配置割合を大きくして高強度化を指向することにも限界がある。
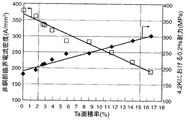
TaまたはTa基合金フィラメントをCu−Sn基合金内に配置した補強用複合エレメントを用いたときに、補強部材としてのTaまたはTa基合金の断面積率(線材全体の断面積に対する補強部材の断面積割合:以下、「Ta面積率」と呼ぶことがある)が0.2%耐力や臨界電流密度Jcに与える影響を図3に示す。尚、0.2%耐力や臨界電流密度Jcの測定方法や、超電導線材の作製条件については、後記実施例に示す通りである。
図3から明らかなように、Ta面積率が増加するにつれて、強度(0.2%耐力σ0.2)が増大すると共に、臨界電流密度Jcが低下する傾向を示すことが分かる。一般的なNb3Sn超電導線材で実用的に必要とされる外部磁場15T(テスラ)における臨界電流密度Jcおよび4.2Kにおける0.2%耐力σ0.2は、夫々200〜350A/mm2、200〜300MPa程度であることから、ブロンズ法Nb3Sn超電導線材でこれら両特性を満足させるためには、補強部材の面積率(Ta面積率)は、2〜15%程度にすれば良いことが分かる。この面積率の好ましい範囲は5〜12%程度である。
本発明の前駆体では、前記図1、2に示したような一次スタック材3(超電導複合エレメント)と、上記のようにして構成される補強用複合エレメントとを多数本束ねて線材群(集合体)とし、これをCuまたはCu合金製(例えばCu−Sn製)パイプ内に挿入した後、縮径加工することによって、超電導前駆体としたものである。
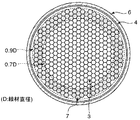
本発明の前駆体の構成を、図面を用いて説明する。図4は、本発明の前駆体の構成例を示す概略説明図であり、その基本的な構成は前記図1に示した構成と類似し、対応する部分には同一の参照符号を付すことによって重複説明を避ける。
図4に示した前駆体では、前駆体線材の中央部に一次スタック材3(即ち、超電導複合エレメント)を束ねて線材群(集合体)とし、その外周に、複数本の補強用複合エレメント7が前駆体線材断面周方向に連続して全周に亘って配置されたものである。
線材に対する曲げ歪を考慮した場合、線材中心線から離れるにつれて歪量は大きなものとなる。前記図4に示した構成では、超電導複合エレメント(一次スタック材3)にかかる歪が大きくなる位置(即ち、超電導複合エレメントと、拡散障壁層の間の領域)に補強用複合エレメント(即ち、補強部材としてのTaまたはTa基合金)を配置することによって、より曲げ歪に耐性の高い線材が実現できることになる。
本発明の前駆体においては、線材外周に拡散障壁層4や安定化銅6を配置する必要があるので、補強用複合エレメントの存在位置は、線材(前駆体)の外径をDとしたとき、0.9D以下の範囲とする必要がある。また、上記の点を考慮すれば、存在位置の下限は0.7Dとする必要がある。即ち、補強用複合エレメントの存在位置を、上記0.7D〜0.9Dの範囲内とすることによって、半径方向の歪に対しても補強部材が、その内側にある超電導部を保護する役割を果たし、従来の超電導線材では得られない効果が発揮されることになる。尚、補強用複合エレメントの存在位置のより好ましい範囲は、0.7D〜0.8Dの範囲内である。
尚、補強用複合エレメントの存在位置は、線材周方向に断続的に配置することも可能であるが、周方向の均一な可能性や強度実現をも考慮すれば、前駆体線材断面周方向に連続して全周に亘って配置することが好ましい。
本発明の前駆体を構成するに当たっては、超電導複合エレメント(図1に示した一次スタック材3)と補強用複合エレメントは、断面外形状が同一の六角形状であることが好ましい。こうした構成を採用することによって、超電導複合エレメントと補強用複合エレメントを束ねて組み合わせる際に容易に行えることになる。またこれらのエレメント(超電導複合エレメントおよび補強用複合エレメント)は、その表面がCu−Sn合金によって被覆された構成となるが、これらのCu−Sn合金部分は、組合わせる際に相互に且つ強固に接合されることになる。
上記のように超電導複合エレメントと補強用複合エレメントは、断面外形状が同一の六角形状であることが好ましいのであるが、超電導複合エレメントおよび補強用複合エレメントの具体的な構造は、NbまたはNb基合金を配置するか、TaまたはTa基合金を配置するかを除いて、必ずしも内部の形状(Nb基合金またはTa基合金の埋設位置)まで同じである必要はない。例えば、NbまたはNb基合金の本数と、TaまたはTa基合金の本数が異なっても良いことは勿論である。但し、Cu−Snへの加工を考慮した場合、同一の加工を行えば良いという観点からして、全体として(断面外部および内部の形状)が同一であることが好ましい。また上記同一とは、厳密に同一である必要もなく、設計上の誤差(例えば、Cu製パイプの組み込みの段階で±1mm程度)は許容できるものである。
超電導複合エレメントの具体的な構造として、NbまたはNb基合金フィラメントの断面積割合は、Cu−Sn基合金の断面積に対して30〜50%であることが好ましい。この断面積割合が30%未満となるとNb部が少なくなって十分なNb3Sn層が得られず、50%を超えるとSnが不足してNb芯の大半が未反応で残存する。
一方、補強用複合エレメントの具体的な構造として、TaまたはTa基合金フィラメントの断面積割合は、Cu−Sn基合金の断面積に対して30〜300%であることが好ましい。この断面積割合が30%未満となると十分な補強効果が得られず、300%を超えると超電導複合エレメントとの密着性が悪化する。尚、この断面積割合の好ましい上限は200%であり、より好ましくは100%以下とするのが良い。
本発明の前駆体では、上記のような超電導複合エレメントおよび補強用複合エレメントを複数本束ねて集合体とし、その外周(厳密にはCu―Sn合金またはCu基合金の外周)に拡散障壁層および安定化銅が配置されるものとなるが(前記図4参照)、このとき配置される拡散障壁層の素材としては、従来から用いられているNb若しくはNb基合金、またはTa若しくはTa基合金を採用すれば良い。また、本発明で用いる超電導複合エレメントに配置されるNb基合金としては、Ta,Ti,W等の元素を1%程度まで含んだものも採用できる。更に、本発明で用いる補強用複合エレメントに配置されるTa基合金としては、Nb,W,Ti等の元素を1%程度まで含んだものも採用できる。
上記のようにして構成される超電導線材前駆体を、拡散熱処理(例えば600〜700℃で100〜300時間程度)を施すことによって、良好な超電導特性(臨界電流密度Jc)を発揮し、適切な強度を有するNb3Sn超電導線材を得ることができる。
以下、実施例を挙げて本発明をより具体的に説明するが、本発明はもとより下記実施例によって制限を受けるものではなく、前・後記の趣旨に適合し得る範囲で適当に変更を加えて実施することも勿論可能であり、それらはいずれも本発明の技術的範囲に包含される。
(実施例1)
直径:60mmのCu−15%Sn合金棒の中心(軸心)と、その周囲に直径12mmの孔を7箇所開け、その孔と同サイズのNb棒を孔に挿入し(Nb棒の面積割合41%)、Cu−Sn/Nb複合押し出しビレットを作製した。このビレットを、押し出し法によって直径20mmに押し出し、更に引き抜き加工によって伸線して六角断面形状の超電導複合エレメント(一次スタック材:六角対辺:1.5mm)を作製した。
直径:60mmのCu−15%Sn合金棒の中心(軸心)と、その周囲に直径12mmの孔を7箇所開け、その孔と同サイズのNb棒を孔に挿入し(Nb棒の面積割合41%)、Cu−Sn/Nb複合押し出しビレットを作製した。このビレットを、押し出し法によって直径20mmに押し出し、更に引き抜き加工によって伸線して六角断面形状の超電導複合エレメント(一次スタック材:六角対辺:1.5mm)を作製した。
一方、直径:60mmのCu−15%Sn合金棒の中心(軸心)と、その周囲に直径12mmの孔を7箇所開け、その孔と同サイズのTa棒を孔に挿入し(Ta棒の面積割合41%)、Cu−Sn/Ta複合押し出しビレットを作製した。このビレットを、押し出し法によって直径20mmに押し出し、更に引き抜き加工によって伸線して六角断面形状の補強用複合エレメント(六角対辺:1.5mm)を作製した。
外径:60mm、内径:44mmのCuパイプ内に、超電導複合エレメント649本と補強用複合エレメント84本を束ね、その外周に拡散障壁層として厚さ:0.2mmのNbシートを2層巻きつけたものを挿入し、押出しビレットを作製した。このビレットを静水圧押出し法により直径:20mmに押し出し、これを引き抜き加工により伸線し、ブロンズ法Nb3Sn超電導線材前駆体を作製した。このとき、補強用フィラメントの線材横断面内における存在位置は、0.7D〜0.71Dの領域であり、線材全断面積に対するTaの断面積割合は2.5%である。
(実施例2)
実施例1と同様にして、六角断面形状の超電導複合エレメントと、六角断面形状の補強用複合エレメント(六角対辺:1.5mm)を作製した。
実施例1と同様にして、六角断面形状の超電導複合エレメントと、六角断面形状の補強用複合エレメント(六角対辺:1.5mm)を作製した。
外径:60mm、内径:44mmのCuパイプ内に、超電導複合エレメント547本と補強用複合エレメント186本を束ね、その外周に拡散障壁層として厚さ:0.2mmのNbシートを2層巻きつけたものを挿入し、押出しビレットを作製した。このビレットを静水圧押出し法により直径:20mmに押し出し、これを引き抜き加工により伸線し、ブロンズ法Nb3Sn超電導線材前駆体を作製した。このとき、補強用複合エレメントの線材横断面内における存在位置は、0.70D〜0.74Dの領域であり、線材全断面積に対するTaの断面積割合は5.5%である。
(実施例3)
実施例1と同様にして、六角断面形状の超電導複合エレメントと、六角断面形状の補強用複合エレメント(六角対辺:1.5mm)を作製した。
実施例1と同様にして、六角断面形状の超電導複合エレメントと、六角断面形状の補強用複合エレメント(六角対辺:1.5mm)を作製した。
外径:60mm、内径:54.5mmのCuパイプ内に、超電導複合エレメント817本と補強用複合フィラメント282本を束ね、その外周に拡散障壁層として厚さ:0.2mmのNbシートを2層巻きつけたものを挿入し、押出しビレットを作製した。このビレットを静水圧押出し法により直径:20mmに押し出し、これを引き抜き加工により伸線し、ブロンズ法Nb3Sn超電導線材前駆体を作製した。このとき、補強用複合エレメントの線材横断面内における存在位置は、0.83D〜0.90Dの領域であり、線材全断面積に対するTaの断面積割合は8.5%である。
(実施例4)
実施例1と同様にして、六角断面形状の超電導複合エレメントと、六角断面形状の補強用複合エレメント(六角対辺:1.5mm)を作製した。
実施例1と同様にして、六角断面形状の超電導複合エレメントと、六角断面形状の補強用複合エレメント(六角対辺:1.5mm)を作製した。
外径:60mm、内径:54.5mmのCuパイプ内に、超電導複合エレメント721本と補強用複合エレメント378本を束ね、その外周に拡散障壁層として厚さ:0.2mmのNbシートを2層巻きつけたものを挿入し、押出しビレットを作製した。このビレットを静水圧押出し法により直径:20mmに押し出し、これを引き抜き加工により伸線し、ブロンズ法Nb3Sn超電導線材前駆体を作製した。このとき、補強用複合エレメントの線材横断面内における存在位置は、0.78D〜0.90Dの領域であり、線材全断面積に対するTaの断面積割合は11.4%である。
(実施例5)
実施例1と同様にして、六角断面形状の超電導複合エレメントと、六角断面形状の補強用複合エレメント(六角対辺:1.5mm)を作製した。
実施例1と同様にして、六角断面形状の超電導複合エレメントと、六角断面形状の補強用複合エレメント(六角対辺:1.5mm)を作製した。
外径:60mm、内径:54.5mmのCuパイプ内に、超電導複合エレメント631本と補強用複合エレメント468本を束ね、その外周に拡散障壁層として厚さ:0.2mmのNbシートを2層巻きつけたものを挿入し、押出しビレットを作製した。このビレットを静水圧押出し法により直径:20mmに押し出し、これを引き抜き加工により伸線し、ブロンズ法Nb3Sn超電導線材前駆体を作製した。このとき、補強用複合エレメントの線材横断面内における存在位置は、0.75D〜0.90Dの領域であり、線材全断面積に対するTaの断面積割合は14.1%である。
(比較例1)
直径:60mmのCu−15%Sn合金棒の中心(軸心)と、その周囲に直径12mmの孔を7箇所開け、その孔と同サイズのNb棒を孔に挿入し(Nb棒の面積割合41%)、Cu−Sn/Nb複合押し出しビレットを作製した。このビレットを、押し出し法によって直径20mmに押し出し、更に引き抜き加工によって伸線して六角断面形状の超電導複合エレメント(一次スタック材:六角対辺:1.5mm)を作製した。
直径:60mmのCu−15%Sn合金棒の中心(軸心)と、その周囲に直径12mmの孔を7箇所開け、その孔と同サイズのNb棒を孔に挿入し(Nb棒の面積割合41%)、Cu−Sn/Nb複合押し出しビレットを作製した。このビレットを、押し出し法によって直径20mmに押し出し、更に引き抜き加工によって伸線して六角断面形状の超電導複合エレメント(一次スタック材:六角対辺:1.5mm)を作製した。
外径:60mm、内径:44mmのCuパイプ内に、超電導複合エレメント733本を束ね(補強用複合エレメントなし)、その外周に拡散障壁層として厚さ:0.2mmのNbシートを2層巻きつけたものを挿入し、押出しビレットを作製した。このビレットを静水圧押出し法により直径:20mmに押し出し、これを引き抜き加工により伸線し、ブロンズ法Nb3Sn超電導線材前駆体を作製した。
(比較例2)
実施例1と同様にして、六角断面形状の超電導複合エレメントと、六角断面形状の補強用複合エレメント(六角対辺:1.5mm)を作製した。
実施例1と同様にして、六角断面形状の超電導複合エレメントと、六角断面形状の補強用複合エレメント(六角対辺:1.5mm)を作製した。
外径:60mm、内径:44mmのCuパイプ内に、超電導複合エレメント642本と補強用複合エレメント91本を束ね、その外周に拡散障壁層として厚さ:0.2mmのNbシートを2層巻きつけたものを挿入し、押出しビレットを作製した。このビレットを静水圧押出し法により直径:20mmに押し出し、これを引き抜き加工により伸線し、ブロンズ法Nb3Sn超電導線材前駆体を作製した。このとき、補強用複合エレメントの線材横断面内における存在位置は、0D〜0.28Dの領域であり、線材全断面積に対するTaの断面積割合は2.7%である。
(比較例3)
実施例1と同様にして、六角断面形状の超電導複合エレメントと、六角断面形状の補強用複合エレメント(六角対辺:1.5mm)を作製した。
実施例1と同様にして、六角断面形状の超電導複合エレメントと、六角断面形状の補強用複合エレメント(六角対辺:1.5mm)を作製した。
外径:60mm、内径:44mmのCuパイプ内に、超電導複合エレメント607本と補強用複合エレメント126本を束ね、その外周に拡散障壁層として厚さ:0.2mmのNbシートを2層巻きつけたものを挿入し、押出しビレットを作製した。このビレットを静水圧押出し法により直径:20mmに押し出し、これを引き抜き加工により伸線し、ブロンズ法Nb3Sn超電導線材前駆体を作製した。このとき、補強用複合エレメントの線材横断面内における存在位置は、0.50D〜0.61Dの領域であり、線材全断面積に対するTaの断面積割合は3.7%である。
(比較例4)
実施例1と同様にして、六角断面形状の超電導複合エレメントと、六角断面形状の補強用複合エレメント(六角対辺:1.5mm)を作製した。
実施例1と同様にして、六角断面形状の超電導複合エレメントと、六角断面形状の補強用複合エレメント(六角対辺:1.5mm)を作製した。
外径:60mm、内径:54.5mmのCuパイプ内に、超電導複合エレメント1045本と補強用複合エレメント54本を束ね、その外周に拡散障壁層として厚さ:0.2mmのNbシートを2層巻きつけたものを挿入し、押出しビレットを作製した。このビレットを静水圧押出し法により直径:20mmに押し出し、これを引き抜き加工により伸線し、ブロンズ法Nb3Sn超電導線材前駆体を作製した。このとき、補強用複合エレメントの線材横断面内における存在位置は、0.85D〜0.90Dの領域であり、線材全断面積に対するTaの断面積割合は1.6%である。
(比較例5)
実施例1と同様にして、六角断面形状の超電導複合エレメントと、六角断面形状の補強用複合エレメント(六角対辺:1.5mm)を作製した。
実施例1と同様にして、六角断面形状の超電導複合エレメントと、六角断面形状の補強用複合エレメント(六角対辺:1.5mm)を作製した。
外径:60mm、内径:54.5mmのCuパイプ内に、超電導複合エレメント547本と補強用複合エレメント552本を束ね、その外周に拡散障壁層として厚さ:0.2mmのNbシートを2層巻きつけたものを挿入し、押出しビレットを作製した。このビレットを静水圧押出し法により直径:20mmに押し出し、これを引き抜き加工により伸線し、ブロンズ法Nb3Sn超電導線材前駆体を作製した。このとき、補強用複合エレメントの線材横断面内における存在位置は、0.68D〜0.90Dの領域であり、線材全断面積に対するTaの断面積割合は16.5%である。
上記実施例1〜5、比較例1〜5で得られた複合線材を、直径:0.8mmとなるまで加工し、真空中で650℃、100時間の熱処理(拡散熱処理)を施した後、下記の方法によって歪み付与前後の臨界電流密度Jcを測定した。また、同サンプルについて、液体ヘリウム(4.2K)中に浸漬した状態で、引張試験を実施して0.2%耐力(σ0.2)を測定した。尚、臨界電流密度Jcは200A/mm2以上であることが必要であり、0.2%耐力(σ0.2)は200MPa以上であることが必要である。
[臨界電流密度Jcの測定]
液体ヘリウム中(温度4.2K)で、15Tの外部磁場の下、試料(超電導線材)に通電し、4端子法によって発生電圧を測定し、この値が0.1μV/cmの電界が発生した電流値(臨界電流Ic)を測定し、この電流値を、線材断面中の非銅部断面積で除し、非銅部の臨界電流密度Jcを求めた(歪み付与前の臨界電流密度Jc)。このとき、超電導線材に0.4%の歪みを与えた後の臨界電流密度Jcについても測定した。尚、歪みの付与に当たっては、曲げ歪みが0.4%となるように準備した凹型形状(曲率半径:100mm)の治具に線材を乗せ、更に線材を凸型形状(曲率半径:101mm)の治具で押さえることで与えた。
液体ヘリウム中(温度4.2K)で、15Tの外部磁場の下、試料(超電導線材)に通電し、4端子法によって発生電圧を測定し、この値が0.1μV/cmの電界が発生した電流値(臨界電流Ic)を測定し、この電流値を、線材断面中の非銅部断面積で除し、非銅部の臨界電流密度Jcを求めた(歪み付与前の臨界電流密度Jc)。このとき、超電導線材に0.4%の歪みを与えた後の臨界電流密度Jcについても測定した。尚、歪みの付与に当たっては、曲げ歪みが0.4%となるように準備した凹型形状(曲率半径:100mm)の治具に線材を乗せ、更に線材を凸型形状(曲率半径:101mm)の治具で押さえることで与えた。
その結果(臨界電流密度Jc、0.2%耐力)を、前駆体作製時のビレット外径、内径、超電導複合エレメントの本数、補強用複合エレメントの本数、補強用複合エレメントの存在領域、Ta面積率、最終線径等と共に、下記表1に示す。

この結果から明らかなように、本発明で規定する要件を満足する実施例1〜5のものでは、良好な臨界電流密度Jcが良好な値(200A/mm2以上)が得られている共に、0.2%耐力(σ0.2)も200MPa以上を適切に確保していることが分かる。
これに対し、本発明で規定する要件のいずれかを欠く比較例1〜5のものでは、臨界電流密度Jc(歪み付与前または後)および0.2耐力(σ0.2)の少なくともいずれかが、目標値を満足しないものとなっている。
1 Cu−Sn基合金マトリックス
2 NbまたはNb基合金からなる芯材
3 一次スタック材(超電導複合エレメント)
4 拡散障壁層
5 CuまたはCu基合金
6 安定化銅
7 補強用複合エレメント
2 NbまたはNb基合金からなる芯材
3 一次スタック材(超電導複合エレメント)
4 拡散障壁層
5 CuまたはCu基合金
6 安定化銅
7 補強用複合エレメント
Claims (8)
- ブロンズ法によってNb3Sn超電導線材を製造する際に用いる超電導線材前駆体において、
(A)Cu−Sn基合金中に1本または複数本のNbまたはNb基合金フィラメントが配置された超電導複合エレメントと、
(B)Cu−Sn基合金中に1本または複数本のTaまたはTa基合金フィラメントが配置された補強用複合エレメントと、
を夫々多数本束ねて集合体とすると共に、前記集合体の外周に拡散障壁層が配置され、更に該拡散障壁層の外周に安定化銅が配置された前駆体であって、
前記補強用複合エレメント内に配置されるTaまたはTa基合金フィラメントは、前駆体の線材断面内に占める面積割合を2〜15%とすると共に、線材の外径をDとしたとき、補強用複合エレメントの存在位置が0.7D〜0.9Dの範囲内であることを特徴とするブロンズ法Nb3Sn超電導線材前駆体。 - 前記補強用複合エレメントは、前駆体線材の断面周方向に連続して全周に亘って配置されたものである請求項1に記載のブロンズ法Nb3Sn超電導線材前駆体。
- 前記補強用複合エレメントは、前記超電導複合エレメントと、前記拡散障壁層の間の領域に配置されるものである請求項1または2に記載のブロンズ法Nb3Sn超電導線材前駆体。
- 前記超電導複合エレメントおよび補強用複合エレメントは、断面外形状が同一の六角形状である請求項1〜3のいずれかに記載のブロンズ法Nb3Sn超電導線材前駆体。
- 前記超電導複合エレメント内に配置されるNbまたはNb基合金フィラメントの断面積割合が、Cu−Sn基合金の断面積に対して30〜50%である請求項1〜4のいずれかに記載のブロンズ法Nb3Sn超電導線材前駆体。
- 前記補強用複合エレメント内に配置されるTaまたはTa基合金フィラメントの断面積割合が、Cu−Sn基合金の断面積に対して30〜300%である請求項1〜5のいずれかに記載のブロンズ法Nb3Sn超電導線材前駆体。
- 前記拡散障壁層は、Nb若しくはNb基合金、またはTa若しくはTa基合金である請求項1〜6のいずれかに記載のブロンズ法Nb3Sn超電導線材前駆体。
- 請求項1〜7のいずれかに記載の超電導線材前駆体を、拡散熱処理することによってNb3Sn超電導相を形成したものであるブロンズ法Nb3Sn超電導線材。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007227672A JP2009059652A (ja) | 2007-09-03 | 2007-09-03 | ブロンズ法Nb3Sn超電導線材およびその前駆体 |
| EP08014917A EP2031668B1 (en) | 2007-09-03 | 2008-08-22 | Nb3Sn superconducting wire fabricated by bronze process and precursor therefor |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007227672A JP2009059652A (ja) | 2007-09-03 | 2007-09-03 | ブロンズ法Nb3Sn超電導線材およびその前駆体 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009059652A true JP2009059652A (ja) | 2009-03-19 |
Family
ID=40083677
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007227672A Withdrawn JP2009059652A (ja) | 2007-09-03 | 2007-09-03 | ブロンズ法Nb3Sn超電導線材およびその前駆体 |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2031668B1 (ja) |
| JP (1) | JP2009059652A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013031830A1 (ja) * | 2011-08-30 | 2013-03-07 | ジャパンスーパーコンダクタテクノロジー株式会社 | Nb3Sn超電導線材製造用前駆体およびNb3Sn超電導線材 |
| WO2013154187A1 (ja) * | 2012-04-12 | 2013-10-17 | 古河電気工業株式会社 | 化合物超電導線及びその製造方法 |
| WO2026023596A1 (ja) * | 2024-07-26 | 2026-01-29 | 古河電気工業株式会社 | Nb3Sn超電導線材用前駆体およびNb3Sn超電導線材 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114649115B (zh) * | 2022-05-23 | 2022-09-09 | 西部超导材料科技股份有限公司 | 一种双Sn来源式Nb3Sn超导线材的制备方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001236836A (ja) | 2000-02-21 | 2001-08-31 | Hitachi Cable Ltd | Nb3Sn系超電導線材 |
| US6981309B2 (en) * | 2003-10-17 | 2006-01-03 | Oxford Superconducting Technology | Method for producing (Nb, Ti)3Sn wire by use of Ti source rods |
| US7216418B2 (en) * | 2003-10-23 | 2007-05-15 | Oxford Superconducting Technology | Method for using divider rods for separating superconducting regions in fine filament internal tin wire |
-
2007
- 2007-09-03 JP JP2007227672A patent/JP2009059652A/ja not_active Withdrawn
-
2008
- 2008-08-22 EP EP08014917A patent/EP2031668B1/en not_active Not-in-force
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013031830A1 (ja) * | 2011-08-30 | 2013-03-07 | ジャパンスーパーコンダクタテクノロジー株式会社 | Nb3Sn超電導線材製造用前駆体およびNb3Sn超電導線材 |
| WO2013154187A1 (ja) * | 2012-04-12 | 2013-10-17 | 古河電気工業株式会社 | 化合物超電導線及びその製造方法 |
| JPWO2013154187A1 (ja) * | 2012-04-12 | 2015-12-21 | 古河電気工業株式会社 | 化合物超電導線及びその製造方法 |
| US9711262B2 (en) | 2012-04-12 | 2017-07-18 | Tohoku Techno Arch Co., Ltd. | Compound superconducting wire and method for manufacturing the same |
| WO2026023596A1 (ja) * | 2024-07-26 | 2026-01-29 | 古河電気工業株式会社 | Nb3Sn超電導線材用前駆体およびNb3Sn超電導線材 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2031668A2 (en) | 2009-03-04 |
| EP2031668A3 (en) | 2011-06-15 |
| EP2031668B1 (en) | 2012-12-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2009211880A (ja) | 内部Sn法Nb3Sn超電導線材およびそのための前駆体 | |
| JP2013062239A (ja) | Nb3Sn超電導線材及びその製造方法 | |
| JP4185548B1 (ja) | Nb3Sn超電導線材およびそのための前駆体 | |
| JP7335886B2 (ja) | 絶縁被覆化合物超電導線およびその巻替え方法 | |
| JP6585519B2 (ja) | Nb3Sn超電導線材製造用前駆体、およびNb3Sn超電導線材の製造方法 | |
| KR100970813B1 (ko) | Nb3Sn 초전도 선재 제조용 전구체 및 Nb3Sn 초전도선재 | |
| JP4934497B2 (ja) | Nb3Sn超電導線材およびそのための前駆体、並びに前駆体を製造する方法 | |
| JP5258424B2 (ja) | Nb3Sn超電導線材製造用前駆体およびその製造方法並びにNb3Sn超電導線材 | |
| US7718898B2 (en) | Precursor for manufacturing Nb3Sn superconducting wire and Nb3Sn superconducting wire | |
| JP2009059652A (ja) | ブロンズ法Nb3Sn超電導線材およびその前駆体 | |
| EP3859754B1 (en) | Compound superconducting twisted wire and rewinding method thereof | |
| EP2333793B1 (en) | Superconductors with improved mechanical strength | |
| JP5164815B2 (ja) | Nb3Sn超電導線材製造用前駆体およびNb3Sn超電導線材 | |
| JP2014072039A (ja) | Nb3Sn超電導線材製造用前駆体およびNb3Sn超電導線材 | |
| JP2010097902A (ja) | Nb3Sn超電導線材製造用前駆体およびNb3Sn超電導線材 | |
| JP5805469B2 (ja) | Nb3Sn超電導線材製造用前駆体およびNb3Sn超電導線材 | |
| JP4045082B2 (ja) | 超電導線材 | |
| JP4237341B2 (ja) | Nb3Sn化合物超電導線およびその製造方法 | |
| JP2009004128A (ja) | ブロンズ法Nb3Sn超電導線材およびその前駆体 | |
| JP4163719B2 (ja) | 粉末法Nb3Sn超電導線材の前駆体および製造方法 | |
| JP4791318B2 (ja) | Nb3Sn超電導線材およびそのための前駆体 | |
| JP3585770B2 (ja) | 超電導導体およびその製造方法 | |
| WO2023189275A1 (ja) | 化合物超電導前駆体素線、化合物超電導前駆体撚線および化合物超電導撚線 | |
| WO2023089919A1 (ja) | ニオブアルミ前駆体線、ニオブアルミ前駆体撚線、ニオブアルミ超伝導線、及びニオブアルミ超伝導撚線 | |
| JP5632767B2 (ja) | Nb3Sn超電導線材製造用前駆体およびNb3Sn超電導線材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Application deemed to be withdrawn because no request for examination was validly filed |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20101207 |