JP2009074845A - 半導体装置の製造方法及びバーンイン装置 - Google Patents
半導体装置の製造方法及びバーンイン装置 Download PDFInfo
- Publication number
- JP2009074845A JP2009074845A JP2007242292A JP2007242292A JP2009074845A JP 2009074845 A JP2009074845 A JP 2009074845A JP 2007242292 A JP2007242292 A JP 2007242292A JP 2007242292 A JP2007242292 A JP 2007242292A JP 2009074845 A JP2009074845 A JP 2009074845A
- Authority
- JP
- Japan
- Prior art keywords
- burn
- board
- semiconductor device
- rack
- connector
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000004065 semiconductor Substances 0.000 title claims description 165
- 238000004519 manufacturing process Methods 0.000 title claims description 25
- 230000004308 accommodation Effects 0.000 claims description 63
- 238000000034 method Methods 0.000 claims description 37
- 238000003860 storage Methods 0.000 claims description 15
- 210000000078 claw Anatomy 0.000 claims description 14
- 238000011112 process operation Methods 0.000 abstract 1
- 238000000605 extraction Methods 0.000 description 11
- 229920005989 resin Polymers 0.000 description 8
- 239000011347 resin Substances 0.000 description 8
- 238000012545 processing Methods 0.000 description 6
- 238000007789 sealing Methods 0.000 description 6
- 230000002950 deficient Effects 0.000 description 5
- 230000006866 deterioration Effects 0.000 description 5
- 238000007689 inspection Methods 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 2
- 239000010931 gold Substances 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000005192 partition Methods 0.000 description 2
- 238000004904 shortening Methods 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 229910001111 Fine metal Inorganic materials 0.000 description 1
- 241000272168 Laridae Species 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 230000012447 hatching Effects 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000013404 process transfer Methods 0.000 description 1
- 230000003252 repetitive effect Effects 0.000 description 1
- 238000012216 screening Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 238000001721 transfer moulding Methods 0.000 description 1
Images










Landscapes
- Testing Of Individual Semiconductor Devices (AREA)
Abstract
【課題】バーンイン処理工程の作業効率を向上させ、作業者の負担を軽減させる。
【解決手段】バーンイン装置500におけるバーンインボード収容ラック510にバーンインボード引抜機構550を備えており、これをバーンイン後に使用することにより、複数のバーンインボード300の端子303を一括して簡単にコネクタ511から引き抜くことができる。その結果、作業時間を短縮することができ、作業効率を向上させることができる。また、バーンインボード300を引き抜く際に大きな力が必要であったのが大幅に軽減されるため、作業者の手に掛かる負担を減らし、作業者が腱鞘炎等を起こす可能性を低く抑えることができる。
【選択図】図6
【解決手段】バーンイン装置500におけるバーンインボード収容ラック510にバーンインボード引抜機構550を備えており、これをバーンイン後に使用することにより、複数のバーンインボード300の端子303を一括して簡単にコネクタ511から引き抜くことができる。その結果、作業時間を短縮することができ、作業効率を向上させることができる。また、バーンインボード300を引き抜く際に大きな力が必要であったのが大幅に軽減されるため、作業者の手に掛かる負担を減らし、作業者が腱鞘炎等を起こす可能性を低く抑えることができる。
【選択図】図6
Description
本発明は、半導体装置の製造技術に関し、特に、バーンイン処理を行う際の半導体装置の製造技術に適用して有効な技術に関するものである。
高温保管炉の内部でBTボードを一括して給電電極に電気的接続するようにしたバーンイン装置は、前記電気的接続の際に過大な力がBTボードにかかり破損する虞があるため、ラック部内に中間コネクタを配置し、BTボードをこの中間コネクタに電気接続し、中間コネクタと接続した外部接続用電極と高温保管炉内の外部の給電電極とを電気的に接続するようにした技術がある(例えば、特許文献1参照)。
特開2004−286499号公報(図1)
以下に説明する技術は、本発明を研究、完成するのに際して、本発明者によって検討されたものであり、その概要は次のとおりである。
例えば、半導体装置の製造過程において、半導体装置を組み上げた後にはバーンインを行う。バーンインとは、半導体装置に熱を加えると共に電圧を掛けて半導体装置の劣化を加速させる工程であり、初期不良を起こす可能性のある半導体装置を積極的に不良化させて除去し、信頼性の高い製品を得るために行う。
このバーンインを行う前には、バーンイン処理工程における準備工程として、組み上げた半導体装置を半導体装置着脱機でバーンインボードに装着し、このバーンインボードを台車に載せてバーンイン装置に搬送してバーンイン装置のバーンインボード収容ラックに挿入し、バーンインボードの端子をバーンインボード収容ラックに配置されたコネクタに差し込む作業が行われる。
そして、バーンインの終了後は、バーンイン処理工程における後処理工程として、バーンインボードの端子をバーンインボード収容ラックのコネクタから引き抜き、バーンインボードをバーンインボード収容ラックから取り出して台車に載せ、バーンインボードを半導体装置着脱機に搬送してバーンインボードから半導体装置を取り外す作業が行われる。その後、当該バーンイン処理工程の終了した半導体装置は選別工程(特性検査工程)に送られる。
ここで、前記したように、バーンイン後には、バーンイン前にバーンインボード収容ラックのコネクタに差し込んだバーンインボードの端子を当該コネクタから引き抜く作業を有しているが、このバーンインボードの端子をコネクタから引き抜く作業には長い時間と多大な労力が必要であり、このことが問題となっている。具体的には、バーンインボードの端子をコネクタから引き抜く際には、バーンインボード1枚につき10kgf程度の大きな力が必要なことが多い。そのため、作業者は、複数枚のバーンインボードの端子を同時にコネクタから引き抜くことはできず、両手を使って1枚ずつバーンインボードの端子をコネクタから引き抜く作業を行う必要がある。その結果、作業に長い時間が掛かって作業効率が悪いという問題が発生する。また、バーンインボードの端子をコネクタから引き抜くのに、手でバーンインボードを持って大きな力を掛けて引き抜くことから、手に掛かる負担が大きく、作業者が手を負傷する可能性もあるなど、作業者の安全面でも問題が発生している。
以上のような問題点を考慮して、バーンイン処理工程におけるバーンイン後のバーンインボードの端子の引き抜き作業の時間短縮と作業者の負担の軽減について種々の検討を行った結果、本発明に至った。
なお、前記特許文献1(特開2004−286499号公報)の図1に記載されているバーンイン装置は、バーンインボードの端子をバーンイン装置のコネクタに差し込む際の不具合を解消することについては記載されている。しかし、バーンインボードの端子の引き抜きに対する具体的な記載については一切ない。よって、前記した問題は特許文献1によって解消されるものではない。
本発明の目的は、バーンイン処理工程における作業時間の短縮、作業効率の向上及び作業者の負担軽減を図ることができる技術を提供することにある。
本発明の前記ならびにその他の目的と新規な特徴は、本明細書の記述および添付図面から明らかになるであろう。
本願において開示される発明のうち、一実施の形態の概要を簡単に説明すれば、以下のとおりである。
すなわち、本実施の形態は、半導体装置を装着したバーンインボードをバーンイン装置のバーンインボード収容ラックに挿入して、バーンインボードの端子をバーンインボード収容ラックのコネクタに差し込み、半導体装置に熱を加えると共に電圧を掛けてバーンインを行うバーンイン処理工程を有する半導体装置の製造方法である。そして、バーンインボードの端子をコネクタから引き抜く際に、バーンインボード収容ラックの上面又は下面の少なくとも一方を当該バーンインボードの取出方向に向けて可動自在な機能を有する可動面部として、前記可動面部を取出方向にスライド移動させることで、複数のバーンインボードの端子を同時に引き抜くものである。
また、本実施の形態は、バーンインボードに装着された半導体装置をバーンインボード収容ラックに挿入して、バーンインボード収容ラックのコネクタにバーンインボードを差し込んだ状態でバーンインを行うバーンイン装置である。そして、バーンインボード収容ラックは、バーンインボード引抜機構を備えている。当該バーンインボード引抜機構は、バーンインボードの端子をコネクタから引き抜く際に操作する操作レバーを有するバーンインボード引抜操作部を有している。また、バーンインボード引抜機構は、上面又は下面の少なくとも一方を構成し、バーンインボード引抜操作部と接続され、操作レバーの動作に連動してバーンインボードの取出方向にスライド移動する可動面部を有している。また、バーンインボード引抜機構は、当該可動面部に立設され、当該可動面部の取出方向へのスライド移動と共にスライド移動するバーンインボード引掛け爪を有している。
本願において開示される発明のうち、代表的なものによって得られる効果を簡単に説明すれば、以下のとおりである。
バーンインボードの端子をコネクタから引き抜く際に、バーンインボード収容ラックに設けられ、かつ、複数のバーンインボードを当該バーンインボードの取出方向に向けて可動自在な可動面部を前記取出方向にスライド移動させることで、複数のバーンインボードの端子を同時に引き抜くことができる。その結果、バーンイン処理工程における作業時間を短縮することができ、作業効率を向上させることができる。また、バーンインボードを引き抜く際に大きな力が必要であったのが大幅に軽減されるため、作業者の手に掛かる負担を減らし、作業者が手を負傷する可能性を低く抑えることができる。
以下の実施の形態では特に必要なとき以外は同一または同様な部分の説明を原則として繰り返さない。
さらに、以下の実施の形態では便宜上その必要があるときは、複数のセクションまたは実施の形態に分割して説明するが、特に明示した場合を除き、それらはお互いに無関係なものではなく、一方は他方の一部または全部の変形例、詳細、補足説明などの関係にある。
また、以下の実施の形態において、要素の数など(個数、数値、量、範囲などを含む)に言及する場合、特に明示した場合および原理的に明らかに特定の数に限定される場合などを除き、その特定の数に限定されるものではなく、特定の数以上でも以下でも良いものとする。
以下、本発明の実施の形態を図面に基づいて詳細に説明する。なお、実施の形態を説明するための全図において、同一の機能を有する部材には同一の符号を付し、その繰り返しの説明は省略する。
また、実施の形態で用いる図面においては、断面図であっても図面を見易くするためにハッチングを省略する場合もある。さらに、実施の形態で用いる図面においては、実施の形態の特徴部分を強調するため、実際の構造を簡略化して表す場合もある。
(実施の形態)
図1は本発明の実施の形態の半導体装置の組み立て手順の一例を示す製造プロセスフロー図である。また、図2は本発明の実施の形態のバーンインボードの構造の一例を示す平面図である。また、図3は本発明の実施の形態のバーンイン装置の構造の一例を示す斜視図、図4は本発明の実施の形態のバーンインボード引抜機構の構造の一例を示す斜視図、図5は図4に示す状態のバーンインボード引抜機構におけるバーンインボード引抜操作部を示す拡大図である。また、図6は図4に示すバーンインボード引抜機構においてバーンインボードの端子をコネクタから引き抜いた状態を示す斜視図、図7は図6に示す状態のバーンインボード引抜機構におけるバーンインボード引抜操作部を示す拡大図である。また、図8は本発明の実施の形態の治具を配置した台車の構造の一例を示す斜視図、図9は本発明の実施の形態の治具の第1の状態(短距離状態)時の構造の一例を示す斜視図、図10は図9に示す治具の第2の状態(長距離状態)時の構造の一例を示す斜視図である。また、図11は本発明の実施の形態の半導体装置着脱機の構造の一例を示す平面図である。また、図12は本発明の実施の形態のバーンイン処理工程の手順の一例を示す製造プロセスフロー図である。
図1は本発明の実施の形態の半導体装置の組み立て手順の一例を示す製造プロセスフロー図である。また、図2は本発明の実施の形態のバーンインボードの構造の一例を示す平面図である。また、図3は本発明の実施の形態のバーンイン装置の構造の一例を示す斜視図、図4は本発明の実施の形態のバーンインボード引抜機構の構造の一例を示す斜視図、図5は図4に示す状態のバーンインボード引抜機構におけるバーンインボード引抜操作部を示す拡大図である。また、図6は図4に示すバーンインボード引抜機構においてバーンインボードの端子をコネクタから引き抜いた状態を示す斜視図、図7は図6に示す状態のバーンインボード引抜機構におけるバーンインボード引抜操作部を示す拡大図である。また、図8は本発明の実施の形態の治具を配置した台車の構造の一例を示す斜視図、図9は本発明の実施の形態の治具の第1の状態(短距離状態)時の構造の一例を示す斜視図、図10は図9に示す治具の第2の状態(長距離状態)時の構造の一例を示す斜視図である。また、図11は本発明の実施の形態の半導体装置着脱機の構造の一例を示す平面図である。また、図12は本発明の実施の形態のバーンイン処理工程の手順の一例を示す製造プロセスフロー図である。
まず、本実施の形態の半導体装置の製造方法の手順の一例を、図1に示す製造プロセスフロー図を用いて説明する。なお、本実施の形態では、半導体装置としてQFP(Quad Flat Package)を例に用いて説明する。
本実施の形態の半導体装置の製造工程においては、図1のステップS1に示すように、まず、半導体装置の製造に用いられるリードフレームを準備する(フレーム準備工程)。また、その他、半導体装置の組み立てに必要な、半導体チップ、金(Au)線などの金属細線からなるワイヤ、樹脂封止部となるシリコン樹脂やエポキシ樹脂などの絶縁性樹脂材料などを準備する。
その後、図1のステップS2に示すように、リードフレームのタブ上に半導体チップを銀ペーストまたは絶縁ペーストなどの接合材を介して接合する(ダイボンディング工程)。
その後、図1のステップS3に示すように、半導体チップの複数の電極と、半導体チップに隣接して配置されたリードフレームの複数のリードの上面とを複数のワイヤを介してそれぞれ電気的に接続する(ワイヤボンディング工程)。
その後、図1のステップS4に示すように、例えばトランスファモールド法により、半導体チップ、リードの一部、ワイヤおよびタブを封止樹脂部によって封止する(モールド工程)。モールド工程では、封止樹脂部の側面からリードが露出するように、封止樹脂部を形成する。
その後、必要に応じてリードフレームの封止樹脂部から露出する部分(導電体からなる部分)上にメッキ層を形成した後、図1のステップS5に示すように、封止樹脂部から突出したリードフレームのリードを所定の長さを残して切断し、このリードをガルウイング状に成形して外部接続端子とする。これにより、QFP構造の半導体装置が組み上がる(切断・成形工程)。
その後、図1のステップS6に示すように、組み上がった半導体装置をバーンインボードに装着して、当該バーンインボードをバーンイン装置に挿入し、この状態の半導体装置に熱を加えると共に電圧を掛けて半導体装置の劣化を加速させ、近い将来に不良が発生する可能性の高い半導体装置を積極的に不良化させるバーンインを行う(バーンイン処理工程)。なお、バーンイン処理工程については後で詳述する。
その後、図1のステップS7に示すように、バーンイン後の半導体装置について電気的特性検査や外観検査を行い、良品と不良品の選別を行う(選別工程)。
その後、図1のステップS8に示すように、良品と判定された半導体装置の包装及び梱包を行い、客先に出荷する(出荷工程)。
次に、前記したような本実施の形態の半導体装置の製造方法における図1のステップS6に示すバーンイン処理工程及び当該バーンイン処理工程で使用するバーンイン装置、半導体装置着脱機、治具、台車等について、図2〜図12を用いて詳細に説明する。
まず、バーンイン処理工程の手順の概略について説明する。バーンイン処理工程では、バーンインを行う前に、組み上がった半導体装置100を半導体装置着脱機200でバーンインボード300に装着し、当該バーンインボード300を台車400に載せてバーンイン装置500に搬送し、バーンインボード300を台車400から取り出してバーンイン装置500のバーンインボード収容ラック510に挿入する。バーンインボード収容ラック510にバーンインボード300を挿入したら、バーンインボード収容ラック510に配置されたコネクタ511にバーンインボード300に設けられた端子303を差し込む。
そして、バーンイン装置500の中で、半導体装置100に熱を加えると共にコネクタ511を介して電圧を掛けて、半導体装置100の劣化を加速させるバーンインを行う。
バーンインが終了したら、バーンインボード300の端子303をバーンインボード収容ラック510のコネクタ511から引き抜く。それから、バーンインボード300をバーンインボード収容ラック510から取り出して台車400に載せて半導体装置着脱機200に搬送し、当該半導体装置着脱機200で台車400からバーンインボード300を取り出した後、バーンインボード300から半導体装置100を取り外して、当該半導体装置100を図1のステップS7に示す選別工程に送る。
次に、本実施の形態のバーンインボードの構造について、図2を用いて説明する。図2に示すように、本実施の形態のバーンインボード300は、略方形状の板状部材からなる本体部301と、当該本体部301に形成されたソケット302と、本体部301の一側面から突出形成された2つの端子303等を備えている。
本体部301は、その表面又は内部に配線が施されており、種々の電気信号を通すようになっている。
ソケット302は、バーンインボード300に対する半導体装置100の装着箇所として本体部301に形成されるものである。本実施の形態では、縦3つ、横3つの合計9つのソケット302が配置されており、1つのバーンインボード300に9個の半導体装置100が配置可能となっている。なお、バーンインボード300に装着する半導体装置100の数は、半導体装置100の種類や大きさ等によって変わり、ソケット302の大きさや数もそれにより変わるものである。
端子303は、バーンイン装置500のバーンインボード収容ラック510に配置されたコネクタ511に差し込んで、バーンインボード300に装着された半導体装置100とバーンイン装置500とを電気的に接続するものである。この端子303は、バーンインボード300をバーンインボード収容ラック510に挿入した際に、当該バーンインボード収容ラック510の後面に配置されたコネクタ511にちょうど嵌るような位置、形状及び大きさに形成されている。
次に、本実施の形態のバーンイン装置の構造について、図3を用いて説明する。
図3に示すように、本実施の形態のバーンイン装置500は、装置の正面側にスイッチや計器類等が配置された操作盤501を有しており、その横に、組み上がった半導体装置100を装着したバーンインボード300を挿入するバーンインボード収容ラック510が配置されている。本実施の形態では、バーンインボード収容ラック510は縦方向に3段設けられており、それらをまとめて開閉する扉502を有している。また、図示は省略するが、操作盤501を有する面の反対側の面にもバーンインボード収容ラック510が縦方向に3段設けられており、同様にそれらをまとめて開閉する扉502を有している。なお、本実施の形態では、1段のバーンインボード収容ラック510にバーンインボード300を立てた状態で20枚収容できるようになっており、3段で60枚、正面側と反対側の両面のバーンインボード収容ラック510を合わせて120枚のバーンインボード300を1度に収容可能となっている。そして、収容したバーンインボード300に装着された半導体装置100に熱を加えると共に電圧を掛けて、当該半導体装置100の劣化を加速させるバーンインを行うことができるようになっている。
以下、バーンイン装置500におけるバーンインボード収容ラック510について、図4を用いて詳述する。
図4に示すように、本実施の形態の1段分のバーンインボード収容ラック510は、略直方体形状の棚であり、バーンイン装置500の正面側に設けられたバーンインボード収容ラック510は正面側の面、バーンイン装置500の正面側と反対側に設けられたバーンインボード収容ラック510は反対側の面が開口部512となっている。そして、前記開口部512からバーンインボード収容ラック510に対してバーンインボード300を挿入及び取出し可能となっている。
また、バーンインボード収容ラック510の上面513及び下面514の少なくとも一方(ここでは両方)には、バーンインボード300の取出方向A(バーンインボード収容ラック510の後面515から開口部512に向けた方向)に沿って、複数の案内レール516が形成されている。この案内レール516は、当該案内レール516同士の間にバーンインボード300を縦向き(立てた状態)で挿入して立てかけることにより、バーンインボード収容ラック510にバーンインボード300を立てかけ収納するものである。本実施の形態では、1段のバーンインボード収容ラック510に挿入可能なバーンインボード300が20枚であることから、上面513及び下面514にそれぞれ21本の案内レール516が等間隔に形成されている。
また、バーンインボード収容ラック510の後面515には、バーンインボード300の端子303を差し込むための複数のコネクタ511が設けられている。このコネクタ511は、案内レール516同士の間に端子303が先端(奥側)に位置するように縦向きで挿入されたバーンインボード300を、バーンインボード収容ラック510の奥側まで収納した際に、ちょうど端子303が差し込み可能となる位置に設けられている。本実施の形態では、当該コネクタ511は挿入されるバーンインボード300の端子303に合わせて、縦方向に2列、横方向に20列形成されている。
また、このバーンインボード収容ラック510には、バーンインボード引抜機構550が設けられている。このバーンインボード引抜機構550は、バーンインを行う前にバーンインボード収容ラック510のコネクタ511に差し込んだバーンインボード300の端子303を、バーンイン後に当該コネクタ511から引き抜く際に、小さな力で引き抜くことができるようにするための機構である。
以下、本実施の形態のバーンインボード引抜機構550について、図4を用いて詳述する。
当該バーンインボード引抜機構550は、バーンインボード引抜操作部560、バーンインボード収容ラック可動面部551、バーンインボード引掛け爪552等で構成されている。
バーンインボード引抜操作部560は、バーンインボード収容ラック510の右側面517及び左側面518の少なくとも一方に配置されており、バーンインボード収容ラック510のコネクタ511からバーンインボード300の端子303を引き抜く際に作業者が操作する操作レバー561を有するものである。本実施の形態では、バーンインボード収容ラック510の右側面517及び左側面518の両方にバーンインボード引抜操作部560が設けられている。なお、このバーンインボード引抜操作部560の詳細については、後述する。
バーンインボード収容ラック可動面部551は、バーンインボード収容ラック510の上面513及び下面514の少なくとも一方に設けられ、バーンインボード引抜操作部560と接続されてその操作に連動してバーンインボード300の取出方向A(バーンインボード収容ラック510の前後方向)にスライド移動するものである。本実施の形態では、バーンインボード収容ラック510の上面513及び下面514を構成する板状部材の両方がバーンインボード収容ラック可動面部551となっている。
また、バーンインボード収容ラック可動面部551におけるバーンインボード300の取出方向Aの奥側(バーンインボード収容ラック510の後面側)には、バーンインボード引掛け爪552がフランジ状に立設されており、バーンインボード収容ラック可動面部551の取出方向Aへのスライド移動に連動して当該取出方向Aにスライド移動するようになっている。
なお、本実施の形態では、バーンインボード引抜操作部560はバーンインボード収容ラック510の右側面517と左側面518にそれぞれ設けられているが、これに限るものではない。例えば、左右どちらか一方の側面に設けられたバーンインボード引抜操作部560の操作で同様の操作が行える場合には、どちらか一方の側面のみにバーンインボード引抜操作部560が設けられている構成でも良い。また、バーンインボード収容ラック可動面部551及びバーンインボード引掛け爪552も、必ずしも上面513と下面514の両方に設ける必要はなく、どちらか一方で支障がない場合は一方のみに設けられていても良い。
以下、本実施の形態のバーンインボード引抜操作部560について、図4〜図7を用いて詳述する。
図4〜図7に示すように、バーンインボード引抜操作部560は、バーンインボード収容ラック510の側面(ここでは右側面517及び左側面518)に沿って薄型に形成された機構である。図5に示すように、このバーンインボード引抜操作部560は、図4に示すバーンインボード収容ラック可動面部551と接続され、当該バーンインボード収容ラック可動面部551と連動してバーンインボード収容ラック510の前後方向(バーンインボード300の取出方向A)にスライド移動するラック可動側板562を備えている。本実施の形態のラック可動側板562は、略ロ字形状の板状部材で構成されており、略中心部の開口部分に、略面一状に不動側板563が嵌るように形成されている。
バーンインボード引抜操作部560は、バーンインボード収容ラック510の側面に固定されていて、ラック可動側板562の前後方向へのスライド移動時にも移動しない不動側板563を有している。本実施の形態では、不動側板563は略方形状の板状部材であり、ラック可動側板562のロ字状の開口部分に上下方向がちょうど嵌るように形成され、バーンインボード300の取出方向Aに沿った方向(図5の左右方向)は所定の隙間が空くように形成されている。また、ラック可動側板562と不動側板563は略面一状になるように形成されており、不動側板563に固定された複数の抑え板564(ここでは4箇所)がラック可動側板562に重なって当該ラック可動側板562を側面に固定せずに抑えることで、ラック可動側板562がスライド移動可能に保持されるようになっている。
また、当該不動側板563に動作支点が配置されてバーンインボード300の端子303をコネクタ511から引き抜く際に作業者が操作する操作レバー561を備えている。本実施の形態の操作レバー561は、略L字状の丸い棒状部材で形成されており、てこの原理を利用してバーンインボード300の端子303をコネクタ511から引き抜くために所定の長さを有している。
また、バーンインボード引抜操作部560は、操作レバー561の動作支点に配置され、操作レバー561の操作に連動して回動する支点用回動軸565を備えている。また、バーンインボード引抜操作部560の不動側板563における支点用回動軸565の上下方向の所定位置には、後述するワイヤ566を掛けるための方向転換用定滑車567を備えている。さらに、バーンインボード引抜操作部560は、一端が支点用回動軸565に接続され、他端が不動側板563に配置された方向転換用定滑車567を介してバーンインボード収容ラック510の前後方向(バーンインボード300の取出方向A)に平行な状態でラック可動側板562に接続されたワイヤ566を備えている。なお、ラック可動側板562におけるワイヤ566の他端の接続先には、当該ワイヤ566の他端をラック可動側板562に接続するために当該ラック可動側板562に固定されたワイヤ固定部568が形成されている。
また、バーンインボード引抜操作部560は、バーンインボード収容ラック510の前後方向を引張り方向にして、一端をラック可動側板562に接続し、他端を不動側板563に接続した引張りバネ569を備えている。
また、バーンインボード引抜操作部560は、操作レバー561の動作範囲を規制するストッパ570を備えている。
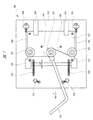
このようなバーンイン装置500において、バーンイン後に、バーンインボード300の端子303をコネクタ511から引き抜く際に、バーンインボード引抜操作部560を操作することにより、図6に示すように、当該操作に連動してバーンインボード収容ラック510の上面513と下面514からなるバーンインボード収容ラック可動面部551とバーンインボード引掛け爪552がバーンインボード収容ラック510の前面側に移動し(距離Bだけ移動)、当該移動時にバーンインボード引掛け爪552でバーンインボード300を引っ掛けて、当該バーンインボード300をバーンインボード収容ラック510の後面側から押し出し、バーンインボード300の端子303をコネクタ511から引き抜くようになっている。
また、その際のバーンインボード引抜操作部560の動作としては、作業者が操作レバー561を操作することにより、図5及び図7に示すように、操作レバー561の動作支点に配置された支点用回動軸565が一定方向(ここでは、図5及び図7の左周り方向)に回転して、当該支点用回動軸565に接続されたワイヤ566が支点用回動軸565に一定量巻き取られる。これにより、ワイヤ566が方向転換用定滑車567を介してラック可動側板562をバーンインボード収容ラック510の前面側に引っ張って移動させ(距離Bだけ移動)、これに連動してバーンインボード引掛け爪552がバーンインボード300を引っ掛けて、当該バーンインボード300をバーンインボード収容ラック510の後面側から前面側へ押し出し、バーンインボード300の端子303をコネクタ511から引き抜くようになっている。
次に、本実施の形態の治具の構造について、図8、図9及び図10を用いて説明する。
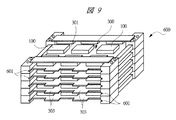
本実施の形態の治具600は、組み上がった半導体装置100を装着した複数のバーンインボード300を段状に収容して、バーンイン処理がスムーズに行えるようにするためのものである。当該治具600は、複数のブロック状部材や板状部材、棒状部材等で構成されており、バーンインボード300を収容するための複数の段が形成されている。当該段にはそれぞれ、バーンインボード保持溝601が設けられており、このバーンインボード保持溝601にバーンインボード300を通して各段にバーンインボード300を保持する構成となっている。すなわち、バーンインボード300が各段のバーンインボード保持溝601に通して保持されていることで、治具600をバーンインボード300が水平方向に保持されるときも、バーンインボード300が縦(上下)方向に保持されるときも、バーンインボード300が段から外れることなく保持されるようになっている。
また、治具600は、段と段の間の距離が少なくとも短距離の第1の状態と長距離の第2の状態の2つの状態に変更可能となっている。これは、本実施の形態の半導体装置着脱機200における段のピッチとバーンイン装置500のコネクタ511のピッチが異なることから、双方にピッチを合わせるためである。本実施の形態においては、段同士の間に図10に示すように柱状部材602を設けてあり、この柱状部材602に沿って各段がスライドして、段同士の距離が変わるようになっている。また、柱状部材602には、ばね(図示省略)が付いており、当該ばねによる付勢により、治具600を90°傾けて、上下方向を向いていた柱状部材602が横方向を向くようになると、自動的にピッチが広がるようになっている。なお、本実施の形態の短距離である第1の状態は段同士が30mmピッチとなり、長距離である第2の状態は段同士が35mmピッチとなるようにされている。
そして、バーンインボード300を台車400に載せてバーンイン装置500に搬送する際には、段同士の距離を短距離である第1の状態にした治具600を台車400に配置し、当該台車400に配置した治具600にバーンインボード300を収容して台車400で搬送する。
また、バーンインボード300をバーンイン装置500のバーンインボード収容ラック510に挿入する際には、バーンインボード300が収容された治具600を台車400から取り出し、かつ治具600の段同士の距離を長距離である第2の状態に延ばして、バーンインボード収容ラック510に挿入する。
なお、本実施の形態では、バーンインボード収容ラック510に形成された案内レール516が、バーンインボード300が収容された治具600の大きさに対応するように形成されている。また、案内レール516は、バーンインボード収容ラック510の開口部512側が細くなっており、前面側から後面側に向けて治具600を挿入するに連れて、当該治具600の段同士の距離を短距離である第1の状態から長距離である第2の状態に広げることが可能となっている。
また、本実施の形態の治具600は、5枚のバーンインボード300を収容可能な構成となっているが、これに限るものではなく、4枚や6枚等、種々の枚数を収容可能な構成の治具があっても良い。
次に、本実施の形態の台車の構造について、図8を用いて説明する。
図8に示すように、本実施の形態の台車400は、複数のバーンインボード300を縦(上下)方向の段状に収容可能な治具600を複数積み上げて載せて、バーンイン装置500と半導体装置着脱機200の間を搬送する台車である。本実施の形態の台車400は、底板401、左右の側板402、天板403、左右の側板402間の真ん中に側板402と平行に配置された仕切板404、底板401に取り付けられた車輪405、積み上げた治具600を支えるために底板401より上方に一定の空間を空けて設けられた治具支持板406等で構成されている。また、側板402の少なくとも一方には、台車400を動かす際に作業者が持つハンドル407を有している。また、天板403の一部は、蝶番408等を介して上下方向に回動する側面視略L字状の可動天板409となっている。治具600を積み込んだり、治具600にバーンインボード300を挿入したりする際には、この可動天板409を上方に回動させておき、バーンインボード300を搬送するために台車400を動かす際には、可動天板409を下方に回動させて、治具600が倒れないようにストッパとして機能するようになっている。また、可動天板409を有する表側とは逆側の裏側には、治具の転倒防止用のストッパ板410が側板402の裏側端部に沿って形成されている。
なお、本実施の形態の台車400には、バーンインボード300を5枚収容できる治具600を縦方向に6つ、横方向に2つ配置可能となっており、合計12の治具600が配置可能で、結果60枚のバーンインボード300が収容可能となっている。これは、本実施の形態のバーンイン装置500に挿入可能なバーンインボード300の総数120枚の片面分(半分)となっている。
次に、本実施の形態の半導体装置着脱機の構造について、図11を用いて説明する。図11に示すように、半導体装置着脱機200は、ローダ部201、アンロ−ダ部202、半導体装置着脱部203、操作部212等で構成されている。
ローダ部201は、バーンインボード300を台車400から半導体装置着脱機200に取り出す箇所である。本実施の形態のローダ部201は、半導体装置100を装着したバーンインボード300が載せられた台車400を、バーンインボード300の取出し位置にそのままセットできるように、台車400の大きさ及び形状のローダ側台車セット部205が設けられている。
アンローダ部202は、バーンインボード300を半導体装置着脱機200から台車400に積み込む箇所である。本実施の形態のアンローダ部202は、バーンインボード300が載せられていない台車400を、バーンインボード300の積込み位置にそのままセットできるように、台車400の大きさ及び形状のアンローダ側台車セット部206が設けられている。
半導体装置着脱部203は、作業者による操作部212の操作により、バーンインボード300に装着されている、バーンイン後の半導体装置100を取り外して工程間搬送用のトレイ204に載置すると共に、トレイ204に載置されているバーンイン前の半導体装置100をバーンインボード300に装着する箇所である。本実施の形態の半導体装置着脱部203は、半導体装置100のバーンインボード300に対する装着及び取り外しのために、3つの搬送ラインを備えている。
まず、ローダ部201からアンローダ部202に向けてバーンインボード300を搬送するバーンインボード搬送ライン207を備えている。次に、バーンイン前の半導体装置100を載置したトレイ204をバーンインボード搬送ライン207の搬送方向と平行に搬送し、所定の装着位置210で当該半導体装置100をトレイ204からバーンインボード300に積み込んで装着する半導体装置装着ライン208を備えている。さらに、空のトレイ204をバーンインボード搬送ライン207及び半導体装置装着ライン208の搬送方向と平行に搬送し、所定の取外し位置211でバーンイン後の半導体装置100をバーンインボード300から取り外してトレイ204に載置する半導体装置取外しライン209を備えている。
本実施の形態では、このような半導体装置着脱機200における半導体装置着脱工程として、まず、バーンイン後の半導体装置100を装着したバーンインボード300を載せた台車400をローダ部201のローダ側台車セット部205にセットする。また、バーンインボード300が載せられていない台車400をアンローダ部202のアンローダ側台車セット部206にセットする。また、バーンイン前の半導体装置100を載置したトレイ204を半導体装置着脱部203の半導体装置装着ライン208の所定位置にセットする。また、空のトレイ204を半導体装置着脱部203の半導体装置取外しライン209の所定位置にセットする。
次に、操作部212の操作により、ローダ部201のローダ側台車セット部205にセットした台車400からバーンイン後のバーンインボード300を順次取り出し、半導体装置着脱部203のバーンインボード搬送ライン207に載せてアンローダ部202に向けて搬送する。また、半導体装置着脱部203の半導体装置装着ライン208の所定位置にセットした、バーンイン前の半導体装置100を載置したトレイ204を半導体装置装着ライン208に載せて搬送する。また、半導体装置着脱部203の半導体装置取外しライン209の所定位置にセットした、空のトレイ204を半導体装置取外しライン209に載せて搬送する。
そして、バーンインボード300が半導体装置着脱部203の取外し位置211に到達したら、バーンインボード300から半導体装置100を取り外し、半導体装置取外しライン209の空のトレイ204に載置する。さらに、本実施の形態では、取外し位置211で半導体装置100を取り外した後のバーンインボード300が半導体装置着脱部203の装着位置210に到達したら、当該バーンインボード300に半導体装置装着ライン208のトレイ204からバーンイン前の半導体装置100を装着する。
その後、アンローダ部202に到達したバーンインボード300を順次、アンローダ側台車セット部206にセットされた台車400に積み込み、当該台車400をバーンイン装置500に搬送する。また、半導体装置着脱部203の半導体装置取外しライン209で半導体装置100を受け取ったトレイ204を所定位置で回収し、当該トレイ204ごと半導体装置100を次の選別工程(図1のステップS7)に送る。また、半導体装置着脱部203の半導体装置装着ライン208において、半導体装置100をバーンインボード300に装着させた後の空のトレイ204は所定位置で回収する。
次に、図1のステップS6に示すバーンイン処理工程の手順について、図12を用いて詳細に説明する。
バーンイン処理工程では、図12のステップS61に示すように、初めに、半導体装置着脱機200において半導体装置100をバーンインボード300に装着する。
本実施の形態では、まず、図11に示すように、半導体装置着脱機200におけるローダ部201のローダ側台車セット部205にバーンインボード300を収容した治具600を載せた台車400をセットする。また、半導体装置着脱機200におけるアンローダ部202のアンローダ側台車セット部206に空の治具600を載せた台車400をセットする。また、半導体装置着脱機200における半導体装置着脱部203の半導体装置装着ライン208の所定位置にバーンイン前の半導体装置100を載置したトレイ204をセットする。また、ローダ側台車セット部205にセットしたバーンインボード300に、バーンイン後の半導体装置100が装着されている場合には、半導体装置着脱機200における半導体装置着脱部203の半導体装置取外しライン209の所定位置に空のトレイ204をセットする。
次に、操作部212を操作して、ローダ部201のローダ側台車セット部205にセットした台車400からバーンインボード300を順次取り出し、半導体装置着脱部203のバーンインボード搬送ライン207に載せてアンローダ部202に向けて搬送する。また、半導体装置着脱部203の半導体装置装着ライン208の所定位置にセットした、バーンイン前の半導体装置100を載置したトレイ204を半導体装置装着ライン208に載せて搬送する。また、ローダ側台車セット部205にセットしたバーンインボード300に、バーンイン後の半導体装置100が装着されている場合には、半導体装置着脱部203の半導体装置取外しライン209の所定位置にセットした、空のトレイ204を半導体装置取外しライン209に載せて搬送する。
そして、ローダ側台車セット部205にセットしたバーンインボード300に、バーンイン後の半導体装置100が装着されている場合には、バーンインボード300が半導体装置着脱部203の取外し位置211に到達したら、バーンインボード300から半導体装置100を取り外し、半導体装置取外しライン209の空のトレイ204に載置する。また、バーンインボード300が半導体装置着脱部203の装着位置210に到達したら、当該バーンインボード300に半導体装置装着ライン208のトレイ204からバーンイン前の半導体装置100を装着する。
それから、図12のステップS62に示すように、アンローダ部202に到達したバーンインボード300を順次、アンローダ側台車セット部206にセットされた台車400に積み込む。
その後、図12のステップS63に示すように、バーンインボード300を積み込んだ台車400をバーンイン装置500に搬送する。その際には、ストッパとして機能するように台車400が有する可動天板409を下方に回動させて、治具600が倒れないようにする。また、可動天板409を有する表側とは逆側の裏側には、治具600の転倒防止用のストッパ板410が側板402の裏側端部に沿って形成されているため、こちら側には治具600が倒れないようになっている。
台車400をバーンイン装置500まで搬送したら、図12のステップS64に示すように、バーンインボード300を台車400から取り出し、バーンイン装置500に挿入する。本実施の形態では、治具600に収容された複数のバーンインボード300をバーンイン装置500に対して治具600ごと挿入するようになっている。ここで、本実施の形態のバーンイン装置500のバーンインボード収容ラック510の後面に配置されているコネクタ511は、バーンインボード300を立てた状態で挿入する方向に形成されており、また、コネクタ511同士のピッチ(隣り合うコネクタ511同士の距離)は35mmである。これに対し、台車400に載せた状態の治具600に保持されたバーンインボード300は、当該バーンインボード300を水平にした状態で収容されており、また、ピッチ(段同士の距離)は30mmである。そのため、治具600をそのままの状態でバーンイン装置500のバーンインボード収容ラック510に挿入することができない。
そのため、治具600の段同士の距離が30mmの短距離である第1の状態と35mmの長距離である第2の状態とに変更可能に形成されており、治具600をバーンインボード収容ラック510に挿入する際には、治具600の段同士の距離を開いて35mmの長距離である第2の状態にして、バーンイン装置500のバーンインボード収容ラック510に挿入する。具体的には、治具600の段と段とは柱状部材602で繋がれており、また柱状部材602にはばね(図示省略)を有しており、段が縦方向に並ぶ、すなわちバーンインボード300が水平状態に保持される搬送時の状態では、上の段やバーンインボード300の重みで繋ぎ部材のばねが開かず、30mmの短距離である第1の状態となっている。そして、バーンインボード300をバーンイン装置500のバーンインボード収容ラック510に挿入する際には、治具600を横に倒してバーンインボード300を立てた状態にする。すると、ばねの付勢力により、横になった段同士が柱状部材602を介して開き、35mmピッチの第2の状態になる。この状態でバーンインボード300をバーンイン装置500のバーンインボード収容ラック510に挿入する。なお、バーンインボード収容ラック510の上面や下面(又は、どちらか一方)には、案内レールが設けられており、これにより、バーンインボード300の段の開きが多少悪い場合でも、開くように案内してくれるようになっている。
その後、図12のステップS65に示すように、バーンインを行う。バーンインは、バーンイン装置500内を高温にして半導体装置100に熱を加えると共に、コネクタ511に差し込んだバーンインボード300の端子303及びバーンインボード300のソケット302を介して半導体装置100に電圧を掛け、その状態を所定時間(例えば20〜30時間)保つことで、半導体装置100の劣化を加速させて、不良品となり得る半導体装置100を積極的に不良化させる。
その後、図12のステップS66に示すように、バーンインボード300をバーンイン装置500から取り出し、台車400に積み込む。
このとき、バーンインボード300の端子303をコネクタ511から引き抜く際に、バーンインボード引抜操作部560を操作することにより、図4及び図6に示すように、当該操作に連動してバーンインボード収容ラック可動面部551とバーンインボード引掛け爪552がバーンインボード収容ラック510の前面側に移動し、当該移動時にバーンインボード引掛け爪552でバーンインボード300を引っ掛けて、当該バーンインボード300をバーンインボード収容ラック510の後面側から押し出し、バーンインボード300の端子303をコネクタ511から引き抜くようになっている。
また、その際のバーンインボード引抜操作部560の動作としては、作業者が操作レバー561を操作することにより、図5及び図7に示すように、操作レバー561の動作支点に配置された支点用回動軸565が一定方向(ここでは、図5及び図7の左周り方向)に回転して、当該支点用回動軸565に接続されたワイヤ566が支点用回動軸565に一定量巻き取られる。これにより、ワイヤ566が方向転換用定滑車567を介してラック可動側板562をバーンインボード収容ラック510の前面側に引っ張って移動させ、これに連動してバーンインボード引掛け爪552がバーンインボード300を引っ掛けて、当該バーンインボード300をバーンインボード収容ラック510の後面側から押し出し、バーンインボード300の端子303をコネクタ511から引き抜くようになっている。
その後、図12のステップS67に示すように、台車400に載せたバーンインボード300をバーンイン装置500から半導体装置着脱機200に搬送する。
その後、図12のステップS68に示すように、台車400ごとバーンインボード300を半導体装置着脱機200にセットし、バーンインボード300を台車400から取り出す。
その後、図12のステップS69に示すように、半導体装置100をバーンインボード300から取り外す。
本実施の形態の半導体装置100の製造方法及びバーンイン装置500によれば、バーンイン装置500におけるバーンインボード収容ラック510にバーンインボード引抜機構550を備えており、これをバーンイン後に使用することにより、複数のバーンインボード300の端子303を一括して簡単にコネクタ511から引き抜くことができる。その結果、作業時間を短縮することができ、作業効率を向上させることができる。また、バーンインボード300を引き抜く際に大きな力が必要であったのが大幅に軽減されるため、作業者の手に掛かる負担を減らし、作業者が手を負傷する可能性を低く抑えることができる。
また、複数のバーンインボード300を段状に収容可能で、かつ当該段同士の距離を少なくとも半導体装置着脱機200におけるピッチに適合した短距離の第1の状態とバーンイン装置500のコネクタ511のピッチに適合した長距離の第2の状態の2つの状態に変換可能な治具を有しており、これを用いてバーンインボード300の搬送及びバーンイン装置500への挿入を行うことにより、半導体装置着脱機200とバーンイン装置500とでバーンインボード300を配置するピッチが異なる場合でも、双方に合わせて治具600の段同士の距離を変化させて、バーンイン装置500に対して複数のバーンインボード300を1度に挿入することができる。その結果、作業時間を短縮することができ、作業効率を向上させることができる。
また、バーンインボード引抜機構550が手動式であるため、当該機構をバーンイン装置500に安価に設置することができ、コスト負担を最小限に抑えることができる。
また、バーンインボード引抜機構550のバーンインボード引抜操作部560が薄型構造であるため、バーンイン装置500のバーンインボード収容ラック510の側面部分の隙間にコンパクトに設置することができ、バーンインボード収容ラック510におけるバーンインボード収容枚数を減らすことなく、当該機構を設置することができる。
以上、本発明者によってなされた発明を発明の実施の形態に基づき具体的に説明したが、本発明は前記発明の実施の形態に限定されるものではなく、その要旨を逸脱しない範囲で種々変更可能であることは言うまでもない。
例えば、前記実施の形態では、半導体装置としてQFPを用いて説明したが、これに限るものではなく、製造過程においてバーンインを行う半導体装置であれば、本発明はリードフレームタイプ、基板タイプ、テープタイプ等の全ての半導体装置に適用可能である。
本発明は、バーンイン処理を行う際の半導体装置の製造技術に好適である。
100 半導体装置
200 半導体装置着脱機
201 ローダ部
202 アンローダ部
203 半導体装置着脱部
204 トレイ
205 ローダ側台車セット部
206 アンローダ側台車セット部
207 バーンインボード搬送ライン
208 半導体装置装着ライン
209 半導体装置取外しライン
210 装着位置
211 取外し位置
212 操作部
300 バーンインボード
301 本体部
302 ソケット
303 端子
400 台車
401 底板
402 側板
403 天板
404 仕切板
405 車輪
406 治具支持板
407 ハンドル
408 蝶番
409 可動天板
410 ストッパ板
500 バーンイン装置
501 操作盤
502 扉
510 バーンインボード収容ラック
511 コネクタ
512 開口部
513 上面
514 下面
515 後面
516 案内レール
517 右側面
518 左側面
550 バーンインボード引抜機構
551 バーンインボード収容ラック可動面部(可動面部)
552 バーンインボード引掛け爪
560 バーンインボード引抜操作部
561 操作レバー
562 ラック可動側板
563 不動側板
564 抑え板
565 支点用回動軸
566 ワイヤ
567 方向転換用定滑車
568 ワイヤ固定部
569 引張りバネ
570 ストッパ
600 治具
601 バーンインボード保持溝
602 柱状部材
A バーンインボードの取出方向
200 半導体装置着脱機
201 ローダ部
202 アンローダ部
203 半導体装置着脱部
204 トレイ
205 ローダ側台車セット部
206 アンローダ側台車セット部
207 バーンインボード搬送ライン
208 半導体装置装着ライン
209 半導体装置取外しライン
210 装着位置
211 取外し位置
212 操作部
300 バーンインボード
301 本体部
302 ソケット
303 端子
400 台車
401 底板
402 側板
403 天板
404 仕切板
405 車輪
406 治具支持板
407 ハンドル
408 蝶番
409 可動天板
410 ストッパ板
500 バーンイン装置
501 操作盤
502 扉
510 バーンインボード収容ラック
511 コネクタ
512 開口部
513 上面
514 下面
515 後面
516 案内レール
517 右側面
518 左側面
550 バーンインボード引抜機構
551 バーンインボード収容ラック可動面部(可動面部)
552 バーンインボード引掛け爪
560 バーンインボード引抜操作部
561 操作レバー
562 ラック可動側板
563 不動側板
564 抑え板
565 支点用回動軸
566 ワイヤ
567 方向転換用定滑車
568 ワイヤ固定部
569 引張りバネ
570 ストッパ
600 治具
601 バーンインボード保持溝
602 柱状部材
A バーンインボードの取出方向
Claims (5)
- 半導体装置を装着したバーンインボードをバーンイン装置のバーンインボード収容ラックに挿入して、前記バーンインボードの端子を前記バーンインボード収容ラックのコネクタに差し込み、前記半導体装置に熱を加えると共に電圧を掛けてバーンインを行うバーンイン処理工程を有する半導体装置の製造方法であって、
前記バーンインボードの前記端子を前記コネクタから引き抜く際に、前記バーンインボード収容ラックの上面又は下面の少なくとも一方を当該バーンインボードの取出方向に向けて可動自在な機能を有する可動面部として、前記可動面部を前記取出方向にスライド移動させることで、複数の前記バーンインボードの前記端子を同時に引き抜くことを特徴とする半導体装置の製造方法。 - 請求項1記載の半導体装置の製造方法において、前記バーンインボードの前記端子を前記コネクタから引き抜く際に、前記バーンインボード収容ラックに設けられた操作レバーの動作に連動して、この原理を用いて前記可動面部を前記バーンインボードの前記取出方向にスライド移動させ、複数の前記バーンインボードの前記端子を同時に引き抜くことを特徴とする半導体装置の製造方法。
- 請求項1記載の半導体装置の製造方法において、前記バーンインボード収容ラックは、
前記バーンインボードの前記端子を前記コネクタから引き抜く際に操作する操作レバーを有するバーンインボード引抜操作部と、
前記バーンインボード引抜操作部と接続され、前記操作レバーの動作に連動して前記バーンインボードの前記取出方向にスライド移動する前記可動面部と、
当該可動面部に立設され、当該可動面部の前記取出方向へのスライド移動と共にスライド移動するバーンインボード引掛け爪と、
を有するバーンインボード引抜機構を備えており、
前記バーンインボードの前記端子を前記コネクタから引き抜く際に、前記操作レバーの動作に連動して前記可動面部と前記バーンインボード引掛け爪が前記バーンインボードの前記取出方向にスライド移動することで当該バーンインボードを前記取出方向に押し出して、複数の前記バーンインボードの前記端子を同時に引き抜くことを特徴とする半導体装置の製造方法。 - 請求項1記載の半導体装置の製造方法において、
前記半導体装置は半導体装置着脱機で前記バーンインボードに装着し、
当該バーンインボードは台車に載せて前記バーンイン装置に搬送しており、
複数の前記バーンインボードを段状に収容可能で、かつ前記半導体装置着脱機における段のピッチに適合した第1の状態と前記バーンイン装置の前記コネクタのピッチに適合した第2の状態の2つの状態に変換可能な治具を準備し、
前記バーンインボードを前記台車に載せて前記バーンイン装置に搬送する際には、前記ピッチを前記第1の状態にした前記治具を前記台車に配置し、当該台車に配置した前記治具に前記バーンインボードを収容して前記台車で搬送し、
前記バーンインボードを前記バーンイン装置の前記バーンインボード収容ラックに挿入する際には、前記バーンインボードが収容された前記治具を前記台車から取り出し、かつ前記ピッチを前記第2の状態に変換して、前記バーンインボード収容ラックに挿入することを特徴とする半導体装置の製造方法。 - バーンインボードに装着された半導体装置をバーンインボード収容ラックに挿入して、前記バーンインボード収容ラックのコネクタに前記バーンインボードを差し込んだ状態でバーンインを行うバーンイン装置であって、
前記バーンインボード収容ラックは、
前記バーンインボードの端子を前記コネクタから引き抜く際に操作する操作レバーを有するバーンインボード引抜操作部と、
前記バーンインボード収納ラックの上面又は下面の少なくとも一方であり、前記バーンインボード引抜操作部と接続され、前記操作レバーの動作に連動して前記バーンインボードの取出方向にスライド移動する可動面部と、
当該可動面部に立設され、当該可動面部の前記取出方向へのスライド移動と共にスライド移動するバーンインボード引掛け爪と、
を有するバーンインボード引抜機構を備えていることを特徴とするバーンイン装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007242292A JP2009074845A (ja) | 2007-09-19 | 2007-09-19 | 半導体装置の製造方法及びバーンイン装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007242292A JP2009074845A (ja) | 2007-09-19 | 2007-09-19 | 半導体装置の製造方法及びバーンイン装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009074845A true JP2009074845A (ja) | 2009-04-09 |
Family
ID=40609978
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007242292A Pending JP2009074845A (ja) | 2007-09-19 | 2007-09-19 | 半導体装置の製造方法及びバーンイン装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009074845A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106248241A (zh) * | 2016-08-30 | 2016-12-21 | 广东爱晟电子科技有限公司 | 增强热敏芯片与温度传感器电气性能稳定性的方法及装置 |
| CN109655694A (zh) * | 2018-12-29 | 2019-04-19 | 深圳市时创意电子有限公司 | 一种可自动装载电源的多开门周转老化测试设备 |
-
2007
- 2007-09-19 JP JP2007242292A patent/JP2009074845A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106248241A (zh) * | 2016-08-30 | 2016-12-21 | 广东爱晟电子科技有限公司 | 增强热敏芯片与温度传感器电气性能稳定性的方法及装置 |
| CN109655694A (zh) * | 2018-12-29 | 2019-04-19 | 深圳市时创意电子有限公司 | 一种可自动装载电源的多开门周转老化测试设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104227422B (zh) | 带线式充电器自动测试铆合镭雕生产线 | |
| KR100491304B1 (ko) | 번인 테스터용 소팅 핸들러 | |
| JP2968406B2 (ja) | オートマチックテストハンドラー | |
| KR102269567B1 (ko) | 소자소팅장치 | |
| JP2002196042A (ja) | デバイステストハンドラ及びその作動方法 | |
| CN107533102B (zh) | 元件处理器 | |
| US20090033352A1 (en) | Handler and process for testing a semiconductor chips using the handler | |
| US20040164723A1 (en) | Indexing device in semiconductor device handler and method for operating the same | |
| KR20010098361A (ko) | 테스트 핸들러 | |
| CN114035009B (zh) | 电子部件处理装置及电子部件试验装置 | |
| KR20220011576A (ko) | 전자부품 핸들링장치 및 전자부품 시험장치 | |
| KR100959505B1 (ko) | 반도체 웨이퍼 운송용 자동 로드버퍼 | |
| JP2009074845A (ja) | 半導体装置の製造方法及びバーンイン装置 | |
| KR100957561B1 (ko) | 커스터머 트레이 이송 유닛 및 커스터머 트레이 이송유닛을 포함하는 테스트 핸들러 | |
| CN102013390B (zh) | 半导体器件分拣装置 | |
| KR100380962B1 (ko) | 반도체 소자 실장 테스트 핸들러 | |
| KR101452095B1 (ko) | 트레이 이송 장치 | |
| KR100522084B1 (ko) | 핸들러용 트레이 로딩/언로딩장치 | |
| KR20200057161A (ko) | 웨이퍼 보관이 가능한 웨이퍼 프로버용 로더 | |
| JP2003267552A (ja) | 部品取り出し方法および部品収納装置 | |
| KR102296044B1 (ko) | 제품 언로딩 장치 | |
| KR100724150B1 (ko) | 모듈 아이씨(ic)의 외관검사 방법 및 그 장치 | |
| JP3008867B2 (ja) | 半導体試験装置及びテスト方法 | |
| WO2004086495A1 (ja) | ワークハンドリング装置 | |
| KR100893141B1 (ko) | 테스트 핸들러 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20100528 |