JP2009083146A - 熱転写シート及び画像形成方法 - Google Patents
熱転写シート及び画像形成方法 Download PDFInfo
- Publication number
- JP2009083146A JP2009083146A JP2007252546A JP2007252546A JP2009083146A JP 2009083146 A JP2009083146 A JP 2009083146A JP 2007252546 A JP2007252546 A JP 2007252546A JP 2007252546 A JP2007252546 A JP 2007252546A JP 2009083146 A JP2009083146 A JP 2009083146A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- thermal transfer
- sheet
- image
- protective layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Impression-Transfer Materials And Handling Thereof (AREA)
- Thermal Transfer Or Thermal Recording In General (AREA)
Abstract
【課題】 熱転写受像シート上に、金属光沢を有する画像を形成する方法において、得られる画像形成物が、優れた金属光沢性を有し、画像形成物の全面における平滑性、光沢性が安定し、意匠性等に優れた品質を有する、画像形成方法及びその画像形成方法で使用される熱転写シートを提供することを目的とする。
【解決手段】 特定の熱転写シートを用い、熱転写受像シート上に、金属光沢を有する画像を形成する方法であって、A.熱転写シートの色材層転写領域から、熱転写受像シートに色材層を転写して、熱転写画像を形成する工程、B.熱転写シートの保護層転写領域から、前記の形成された熱転写画像上に、保護層を転写する工程、C.熱転写シートの金属光沢層転写領域から、前記の転写された保護層の上に、剥離層と共に、金属インキ層を転写する工程からなり、上記A、B、Cの工程を順に行なう。
【選択図】 図1
【解決手段】 特定の熱転写シートを用い、熱転写受像シート上に、金属光沢を有する画像を形成する方法であって、A.熱転写シートの色材層転写領域から、熱転写受像シートに色材層を転写して、熱転写画像を形成する工程、B.熱転写シートの保護層転写領域から、前記の形成された熱転写画像上に、保護層を転写する工程、C.熱転写シートの金属光沢層転写領域から、前記の転写された保護層の上に、剥離層と共に、金属インキ層を転写する工程からなり、上記A、B、Cの工程を順に行なう。
【選択図】 図1
Description
本発明は、熱転写シート及びその熱転写シートを使用した画像形成方法に関し、特に、基材シート上に、色材層転写領域、保護層転写領域、金属光沢層転写領域を面順次で設けた熱転写シートと、その熱転写シートを用いて、熱転写受像シート上に、金属光沢を有する画像を形成する方法であって、得られる画像形成物が、優れた金属光沢性を有し、画像形成物の全面における平滑性、光沢性が安定し、意匠性等に優れた品質を有するものとして提供できる熱転写シート及び画像形成方法に関するものである。
従来、ノンインパクトプリンティングは、電子写真複写、インクジェット記録、溶融転写記録や昇華転写記録の熱転写記録、感熱発色記録等により、普通紙やプラスチックを基材とした記録シートへ文字、記号や、写真画像などを出力し、ハードコピーとして広く使用されている。上記の記録方式の中でも、特にインクジェットや電子写真では再現できない特別色(蛍光色や金銀色等)が再現できる点で、熱転写方式が注目されており、これら特別色を印字できる熱転写シートの需要が高まっている。
例えば、特許文献1には、熱転写記録方式で蛍光色を有する文字や画像等を記録する熱転写シートとして、基材上に設ける蛍光インキ層におけるバインダーが少なくとも2種の異なるガラス転移点を有する樹脂の混合物であり、蛍光インキ層中の蛍光顔料又は蛍光染料の含有量の範囲を規定している。また、特許文献2には、基材の一方の面に、蒸着アンカー層、金属蒸着層、接着層を順次設けた金属光沢を有する熱転写シートが提示されている。また、特許文献3には、アルミニウム、ブロンズ等の金属粉顔料を熱溶融性ビヒクルに分散させたインキ層を支持体上に設けて成る感熱転写材が提示されている。
上記に挙げたような文献に記載している条件で、金属色や蛍光色を有する画像が得られるが、金属光沢性、光沢を有する蛍光性が、まだ十分ではない問題がある。それに対して、特別色である金属色や蛍光色の転写された画像の上に、保護層を転写して、画像表面の平滑性を高めることが試みられている。しかし、特別色を確保するために、転写される特別色の層(特色層)の厚みが大きく、被転写体上の特色層の転写された領域の端部付近で、その上に被覆する保護層が被転写体と接着されずに、浮きが生じたり、保護層の転写不良が生じたりして、画像形成物の表面における平滑性、光沢性に、ばらつきが生じ、意匠性等に優れた品質を有する印画物が、実現できていない。
特開平2005−178204号公報
特開平10−16415号公報
特開昭63−290789号公報
したがって、本発明は、このような状況を鑑みてなされたものであり、熱転写受像シート上に、金属光沢を有する画像を形成する方法において、得られる画像形成物が、優れた金属光沢性を有し、画像形成物の全面における平滑性、光沢性が安定し、意匠性等に優れた品質を有する、画像形成方法及びその画像形成方法で使用される熱転写シートを提供することを目的とする。
本発明は、請求項1として、基材シート上に、色材層転写領域、保護層転写領域、金属光沢層転写領域を面順次で設けた熱転写シートにおいて、色材層転写領域が少なくとも1色以上の色材層からなり、該保護層転写領域が少なくとも保護層からなり、該金属光沢層転写領域が、剥離層と金属インキ層を積層したものからなることを特徴とする。また、請求項2は、請求項1に記載する熱転写シートを用い、熱転写受像シート上に、金属光沢を有する画像を形成する方法であって、
A.熱転写シートの色材層転写領域から、熱転写受像シートに色材層を転写して、熱転写画像を形成する工程、
B.熱転写シートの保護層転写領域から、前記の形成された熱転写画像上に、保護層を転写する工程、
C.熱転写シートの金属光沢層転写領域から、前記の転写された保護層の上に、剥離層と共に、金属インキ層を転写する工程からなり、
上記A、B、Cの工程を順に行なうことを特徴とする。
A.熱転写シートの色材層転写領域から、熱転写受像シートに色材層を転写して、熱転写画像を形成する工程、
B.熱転写シートの保護層転写領域から、前記の形成された熱転写画像上に、保護層を転写する工程、
C.熱転写シートの金属光沢層転写領域から、前記の転写された保護層の上に、剥離層と共に、金属インキ層を転写する工程からなり、
上記A、B、Cの工程を順に行なうことを特徴とする。
上記の本発明の画像形成方法は、同一の基材シート上に、色材層転写領域、保護層転写領域、金属光沢層転写領域を面順次で設けた一つの熱転写シートを用いて、熱転写受像シートに色材層を転写して、熱転写画像を形成し、その形成された熱転写画像上に、保護層を転写し、その転写された保護層の上に、剥離層と共に、金属インキ層を転写して、熱転写受像シート上に、金属光沢を有する画像を形成できる。その得られる画像形成物は、金属光沢層が最表面の位置にあり、優れた金属光沢性を有し、さらに転写された保護層の表面が均一で、平坦性が高く、画像形成物の全面における光沢性が安定し、意匠性等に優れた品質を有するものである。
また、上記の本発明の熱転写シートは、基材シート上に、色材層転写領域、保護層転写領域、金属光沢層転写領域を面順次で設けた、即ちこれらの転写領域を同一基材上に、面順次に一体化して、形成したものである。したがって、この熱転写シートを用いれば、色材層転写領域が少なくとも1色以上の色材層の構成で、保護層転写領域が少なくとも保護層の構成で、金属光沢層転写領域が剥離層と金属インキ層を積層した構成で、色材層による熱転写画像と、転写された保護層と、金属光沢層による金属光沢を有する画像が、一つの熱転写受像シートに順次、連続して形成され、効率よく画像形成物を作製できる。
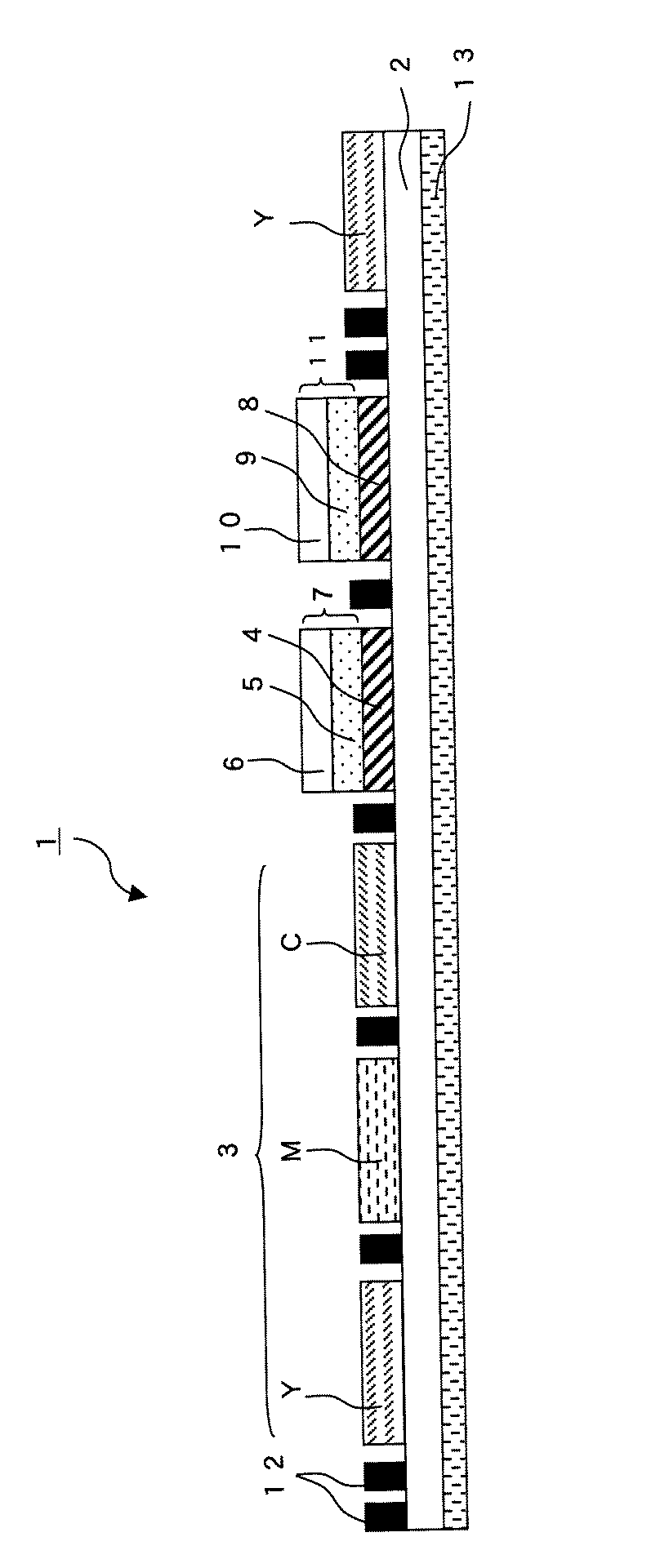
図1は、本発明の熱転写シート1の一つの実施形態を示す概略断面図であり、基材シート2の一方の面に、イエロー色材層(Y)、マゼンタ色材層(M)、シアン色材層(C)の3つの熱転写性色材層3と、離型層4の上に、剥離層5、保護層6を積層させた転写性保護層7と、離型層8の上に、剥離層9、金属インキ層10を積層させた金属光沢層11が、面順次に、繰返し形成した構成である。図1では、イエロー色材層(Y)、マゼンタ色材層(M)、シアン色材層(C)の3つの熱転写性色材層3が色材層転写領域として示される。また、離型層4の上に、剥離層5、保護層6を積層させた箇所が、保護層転写領域であり、さらに離型層8の上に、剥離層9、金属インキ層10を積層させた箇所が、金属光沢層転写領域である。図1では、転写性保護層と基材シートの間に、また金属光沢層と基材シートの間に、離型層を設けたが、基材シート自体の表面が離型性を有していれば、離型層を除くことが可能である。また、その場合は、基材シートと熱転写性色材層との間に、接着性を有する層(接着層)を設けることが好ましい。また、図1では、剥離層、保護層の2層からなる転写性保護層を示したが、保護層の1層からなる構成にすることも可能である。そして、全ての色材層3、転写性保護層7、金属光沢層11の形成された領域の先頭部に、熱転写プリンターで、それらの転写層を熱転写受像シートの決められた位置に正確に転写させるための検知マーク12が形成されている。さらに、熱転写シート1の基材シート2の他方の面に、耐熱滑性層13を設けている。
以下、本発明の熱転写シートを構成する各層について、詳細に説明する。
(基材シート)
本発明で用いる熱転写シートの基材シート2としては、従来公知のある程度の耐熱性と強度を有するものであればいずれのものでも良く、シートの表面に易接着処理がしてあるものや、その他のものも使用することができ、特に制限はされない。但し、易接着処理がなされている基材シートを用いる場合、基材シートと剥離層との間に、離型層を設けることが望ましい。好ましい基材シートの具体例としては、例えば、0.5〜50μm、好ましくは2.5〜10μm程度の厚さのポリエチレンテレフタレートフィルム、1,4−ポリシクロヘキシレンジメチレンテレフタレートフィルム、ポリエチレンナフタレートフィルム、ポリフェニレンサルフィドフィルム、ポリスチレンフィルム、ポリプロピレンフィルム、ポリサルホンフィルム、アラミドフィルム、ポリカーボネートフィルム、ポリビニルアルコールフィルム、セロハン、酢酸セルロース等のセルロース誘導体、ポリエチレンフィルム、ポリ塩化ビニルフィルム、ナイロンフィルム、ポリイミドフィルム、アイオノマーフィルム等が挙げられる。
(基材シート)
本発明で用いる熱転写シートの基材シート2としては、従来公知のある程度の耐熱性と強度を有するものであればいずれのものでも良く、シートの表面に易接着処理がしてあるものや、その他のものも使用することができ、特に制限はされない。但し、易接着処理がなされている基材シートを用いる場合、基材シートと剥離層との間に、離型層を設けることが望ましい。好ましい基材シートの具体例としては、例えば、0.5〜50μm、好ましくは2.5〜10μm程度の厚さのポリエチレンテレフタレートフィルム、1,4−ポリシクロヘキシレンジメチレンテレフタレートフィルム、ポリエチレンナフタレートフィルム、ポリフェニレンサルフィドフィルム、ポリスチレンフィルム、ポリプロピレンフィルム、ポリサルホンフィルム、アラミドフィルム、ポリカーボネートフィルム、ポリビニルアルコールフィルム、セロハン、酢酸セルロース等のセルロース誘導体、ポリエチレンフィルム、ポリ塩化ビニルフィルム、ナイロンフィルム、ポリイミドフィルム、アイオノマーフィルム等が挙げられる。
(熱転写性色材層)
本発明において、熱転写性色材層3は熱溶融性インキからなる色材層、あるいは昇華性染料を含む色材層のいずれであってもよい。本発明において用いられる熱溶融性インキは、着色剤とビヒクルからなり、更に必要に応じて種々の添加剤を加えたものである。着色剤としては、有機または無機の顔料あるいは染料のうち、記録材料として要求される着色濃度を有し、光、熱、温度等により変褪色しないものが好ましい。また、加熱により発色するような物質や、被転写体に塗布されている物質と接触することにより発色するような物質を用いることもできる。そして、着色剤は、シアン、マゼンタ、イエロー、ブラック等の他に、種々の色の着色剤を使用することができる。
本発明において、熱転写性色材層3は熱溶融性インキからなる色材層、あるいは昇華性染料を含む色材層のいずれであってもよい。本発明において用いられる熱溶融性インキは、着色剤とビヒクルからなり、更に必要に応じて種々の添加剤を加えたものである。着色剤としては、有機または無機の顔料あるいは染料のうち、記録材料として要求される着色濃度を有し、光、熱、温度等により変褪色しないものが好ましい。また、加熱により発色するような物質や、被転写体に塗布されている物質と接触することにより発色するような物質を用いることもできる。そして、着色剤は、シアン、マゼンタ、イエロー、ブラック等の他に、種々の色の着色剤を使用することができる。
ビヒクルは、ワックスを主成分とし、その他にワックスと乾性油、樹脂、鉱油、セルロースおよびゴムの誘導体等との混合物が用いられる。また、熱溶融性インキからなる熱転写性色材層には、良好な熱伝導性および溶融転写性を与えるために、熱伝導性物質を含有させることができる。このような熱伝導性物質としては、カーボンブラック等の炭素質物質、アルミニウム、銅、酸化スズ、二硫化モリブデン等が挙げられる。上記の熱溶融性インキを用いて基材フィルム上へ熱転写性色材層を形成する方法としては、ホットメルトコート、ホットラッカーコート、グラビアコート、グラビアリバースコート、ロールコート等の公知の方法が挙げられる。熱溶融性インキからなる熱転写性色材層の厚さは、要求される印字濃度、熱感度等を考慮して適宜決定することができ、通常、0.1〜30μm程度である。
昇華性染料を含む熱転写性色材層(染料層)は、バインダー樹脂中に熱移行性の染料を分散あるいは溶解したものである。バインダー樹脂としては、染料と適度の親和性があり、且つサーマルヘッドによる加熱により、バインダー樹脂中の染料が昇華(熱拡散)して被転写体に転写するものがよく、また加熱されてもバインダー樹脂そのものは転写しないものを使用する。このようなバインダー樹脂として使用される樹脂としては、例えばエチルセルロース、ヒドロキシエチルセルロース、エチルヒドロキシエチルセルロース、ヒドロキシプロピルセルロース、メチルセルロース、硝酸セルロース、酢酸セルロース、酢酸・酪酸セルロース等のセルロース系樹脂、ポリビニルアルコール、ポリ酢酸ビニル、ポリビニルアセトアセタール、ポリビニルブチラール、ポリアクリルアミド、ポリビニルピロリドン等のビニル系樹脂、ポリエステル、ポリアミド等が挙げられる。
また、熱転写性色材層中に含まれる染料の割合は、染料の昇華(溶融)温度、染着性等によって変るが、上記バインダー樹脂100質量部に対して30質量部以上が好ましく、更に好ましくは、30から300質量部である。染料が30質量部未満であると印字濃度や熱感度が低く、また300質量部を越えると保存性や熱転写性色材層の基材フィルムへの密着性が低下する。
熱転写性色材層で使用する染料は、熱により溶融、拡散もしくは昇華して、被転写体に移行する染料であって、特に分散染料が好ましく用いられる。染料は昇華(溶融)性、色相、耐光性、バインダー樹脂への溶解性等を考慮して選択する。これらの染料としては、例えばジアリールメタン系、トリアリールメタン系、チアゾール系、メロシアニン等のメチン系、インドアニリン、アセトフェノンアゾメチン、ピラゾロアゾメチン、イミダゾルアゾメチン、イミダゾアゾメチン、ピリドンアゾメチンに代表されるアゾメチン系、キサンテン系、オキサジン系、ジシアノスチレン、トリシアノスチレンに代表されるシアノメチレン系、チアジン系、アジン系、アクリジン系、ベンゼンアゾ系、ピリドンアゾ、チオフェンアゾ、イソチアゾールアゾ、ピロールアゾ、ピラゾールアゾ、イミダゾールアゾ、チアジアゾールアゾ、トリアゾールアゾ、ジスアゾ等のアゾ系、スピロピラン系、インドリノスピロピラン系、フルオラン系、ローダミンラクタム系、ナフトキノン系、アントラキノン系、キノフタロン系等のものが挙げられる。
染料層である熱転写性色材層を基材フィルム上に設けるには、公知の方法によって行える。例えば、染料及びバインダー樹脂を溶剤とともに溶解もしくは分散して熱転写性色材層用インキ組成物を調製し、これを公知の印刷方法または塗工方法から適宜選択した方法により基材フィルム上に設ければ良い。染料層の厚みは、乾燥状態で0.2〜5.0g/m2、好ましくは乾燥状態で0.4〜2.0g/m2程度の厚さが適当である。
本発明では特に、基材シートに昇華性染料を含む熱転写性色材層として、イエロー色材層(Y)、マゼンタ色材層(M)、シアン色材層(C)を面順次に形成して、フルカラー写真画像に匹敵する高品質の熱転写画像を形成することが好ましい。また、熱転写性色材層として、ブラック色材層を染料層、あるいは熱溶融性インキからなる色材層を追加して、組み込むことも可能である。
(離型層)
本発明では、転写性保護層及び金属光沢層が、基材シート上に、離型層4、8を介して、形成することができる。その離型層に使用可能なバインダー樹脂としては、熱可塑性樹脂であるポリメタクリル酸メチル、ポリメタクリル酸エチル、ポリアクリル酸ブチル等のアクリル系樹脂、ポリ酢酸ビニル、塩化ビニル−酢酸ビニル共重合体、ポリビニルアルコール、ポリビニルブチラール等のビニル系樹脂、エチルセルロース、ニトロセルロース、酢酸セルロースのセルロース誘導体、あるいは熱硬化型樹脂である不飽和ポリエステル樹脂、ポリエステル樹脂、ポリウレタン系樹脂、アミノアルキッド樹脂等が挙げられる。また、転写性保護層及び金属光沢層との離型性を高めるために、離型性を有するバインダー樹脂として、シリコーン系樹脂、メラミン樹脂、フッ素系樹脂等が使用でき、更にアクリル系樹脂、ビニル系樹脂、ポリエステル系樹脂等の樹脂分子中にポリシロキサンセグメント、フッ化炭素セグメント等の離型性セグメントがグラフトしたグラフトポリマーを使用してもよく、離型層は上記の樹脂の1種又は2種以上からなる組成物から構成することができる。このような離型層は、従来から知られた印刷方法または塗工方法から適宜選択した方法により形成することができ、染料層の厚みは、乾燥状態で0.2〜3.0g/m2、好ましくは乾燥状態で0.4〜2.0g/m2程度の厚さが適当である。
本発明では、転写性保護層及び金属光沢層が、基材シート上に、離型層4、8を介して、形成することができる。その離型層に使用可能なバインダー樹脂としては、熱可塑性樹脂であるポリメタクリル酸メチル、ポリメタクリル酸エチル、ポリアクリル酸ブチル等のアクリル系樹脂、ポリ酢酸ビニル、塩化ビニル−酢酸ビニル共重合体、ポリビニルアルコール、ポリビニルブチラール等のビニル系樹脂、エチルセルロース、ニトロセルロース、酢酸セルロースのセルロース誘導体、あるいは熱硬化型樹脂である不飽和ポリエステル樹脂、ポリエステル樹脂、ポリウレタン系樹脂、アミノアルキッド樹脂等が挙げられる。また、転写性保護層及び金属光沢層との離型性を高めるために、離型性を有するバインダー樹脂として、シリコーン系樹脂、メラミン樹脂、フッ素系樹脂等が使用でき、更にアクリル系樹脂、ビニル系樹脂、ポリエステル系樹脂等の樹脂分子中にポリシロキサンセグメント、フッ化炭素セグメント等の離型性セグメントがグラフトしたグラフトポリマーを使用してもよく、離型層は上記の樹脂の1種又は2種以上からなる組成物から構成することができる。このような離型層は、従来から知られた印刷方法または塗工方法から適宜選択した方法により形成することができ、染料層の厚みは、乾燥状態で0.2〜3.0g/m2、好ましくは乾燥状態で0.4〜2.0g/m2程度の厚さが適当である。
(剥離層)
上記の離型層の上に形成する剥離層5、9は、熱転写時に溶融して転写性保護層7、あるいは金属光沢層が、離型層からの剥離性を良くし、転写後は保護層の表面層、あるいは金属光沢層の表面層となる。但し、転写性保護層の場合は、この剥離層は必須条件ではない。この剥離層は、熱転写受像シートに転写後は、主として耐擦過性を向上させる働きをする。また剥離層は、金属光沢層の金属色を阻害しない程度に、また保護層で覆われた熱転写のカラー画像の色相を阻害しない程度に、透明性を有するものである。この剥離層は、例えば、剥離性に優れたアクリル樹脂、オレフィン系樹脂、塩化ビニル−酢酸ビニル共重合体樹脂、シリコーン樹脂、弗素樹脂、シリコーン或は弗素で変性した各種の樹脂が使用でき、またワックスも使用でき、上記の材料を混合して使用することができる。
上記の離型層の上に形成する剥離層5、9は、熱転写時に溶融して転写性保護層7、あるいは金属光沢層が、離型層からの剥離性を良くし、転写後は保護層の表面層、あるいは金属光沢層の表面層となる。但し、転写性保護層の場合は、この剥離層は必須条件ではない。この剥離層は、熱転写受像シートに転写後は、主として耐擦過性を向上させる働きをする。また剥離層は、金属光沢層の金属色を阻害しない程度に、また保護層で覆われた熱転写のカラー画像の色相を阻害しない程度に、透明性を有するものである。この剥離層は、例えば、剥離性に優れたアクリル樹脂、オレフィン系樹脂、塩化ビニル−酢酸ビニル共重合体樹脂、シリコーン樹脂、弗素樹脂、シリコーン或は弗素で変性した各種の樹脂が使用でき、またワックスも使用でき、上記の材料を混合して使用することができる。
上記のワックスとしては、印字時に溶融して剥離性を発揮する各種のワックスが好ましい。好適に使用されるワックスとしては、例えば、マイクロクリスタリンワックス、カルナバワックス、パラフィンワックス、フィッシャートロプシュワックス、各種低分子量ポリエチレン、木ロウ、ミツロウ、鯨ロウ、イボタロウ、羊毛ロウ、セラックワックス、キャンデリラワックス、ペトロラクタム、一部変性ワックス、脂肪酸エステル、脂肪酸アミド等、種々のワックスが挙げられる。
剥離層には滑り性、箔切れ性を向上させるため、有機フィラー及び/又は無機フィラーを添加しても良い。具体的にはポリエチレンワックス、ビスアマイド、ナイロン、アクリル樹脂、架橋ポリスチレン、シリコーン樹脂、シリコーンゴム、タルク、炭酸カルシウム、酸化チタン、マイクロシリカ、コロイダルシリカ等のシリカ微粉末等が挙げられるが、特に限定はされず何でも使用できる。有機フィラー及び/又は無機フィラーは、滑り性が良く、粒径は、10μm以下好ましくは0.1〜3μmの範囲のものが好ましい。フィラーの添加量は、上記のような樹脂分100質量部に対して、0〜100質量部の範囲で、転写した時に透明性が保たれる程度が好ましい。
金属光沢層の一部として、金属インキ層と隣接して剥離層を設ける場合、剥離層に染料や顔料等の着色剤を含有させることにより、金属インキ層の有する固有の色相を他の色相に変えて、装飾性をさらに向上させることができる。例えば、金属インキ層がアルミニウム粉の固有の色である銀色に対して、黄色、赤色、緑色、青色等の種々の透明性を有する着色された剥離層を設けることで、装飾性をより高めるとともに、金、銅、青銅等の金属の色相や光沢を容易にもたせることができる。上記剥離層は熱転写シートの感度を低下させることがないように薄い層、例えば、乾燥状態で0.1〜2g/m2程度の厚みが好ましい。
(保護層)
本発明における転写性保護層7を構成する保護層6について、説明する。保護層形成用樹脂として、例えば、ポリエステル樹脂、ポリスチレン樹脂、アクリル樹脂、ポリウレタン樹脂、アクリルウレタン樹脂、これらの各樹脂をシリコーン変性させた樹脂、これらの各樹脂の混合物、電離放射線硬化性樹脂、紫外線吸収性樹脂等を例示することができる。電離放射線硬化性樹脂を含有する保護層は、耐可塑剤性や耐擦過性が特に優れている。電離放射線硬化性樹脂としては公知のものを使用することができ、例えば、ラジカル重合性のポリマー又はオリゴマーを電離放射線照射により架橋、硬化させ、必要に応じて光重合開始剤を添加し、電子線や紫外線によって重合架橋させたものを使用することができる。
本発明における転写性保護層7を構成する保護層6について、説明する。保護層形成用樹脂として、例えば、ポリエステル樹脂、ポリスチレン樹脂、アクリル樹脂、ポリウレタン樹脂、アクリルウレタン樹脂、これらの各樹脂をシリコーン変性させた樹脂、これらの各樹脂の混合物、電離放射線硬化性樹脂、紫外線吸収性樹脂等を例示することができる。電離放射線硬化性樹脂を含有する保護層は、耐可塑剤性や耐擦過性が特に優れている。電離放射線硬化性樹脂としては公知のものを使用することができ、例えば、ラジカル重合性のポリマー又はオリゴマーを電離放射線照射により架橋、硬化させ、必要に応じて光重合開始剤を添加し、電子線や紫外線によって重合架橋させたものを使用することができる。
保護層に紫外線吸収剤を含有させることによって、転写された後に保護層により覆われる被転写体の熱転写画像等の耐光性、耐候性等をより向上させることができる。その紫外線吸収剤としては、従来公知の有機系紫外線吸収剤であるサリシレート系、ベンゾフェノン系、ベンゾトリアゾール系、トリアジン系、置換アクリロニトリル系、ニッケルキレート系、ヒンダートアミン系等を挙げることができる。上記の非反応性の有機系紫外線吸収剤に、付加重合性二重結合(例えばビニル基、アクリロイル基、メタアクリロイル基など)、アルコール性水酸基、アミノ基、カルボキシル基、エポキシ基、イソシアネート基のような反応性基を導入した反応性紫外線吸収剤を熱可塑性樹脂又は上記の電離放射線硬化性樹脂に反応、結合させて得た紫外線吸収性樹脂を使用することもできる。
上記の如き保護層は、上記の樹脂を、メチルエチルケトン、トルエン、イソプロピルアルコール、酢酸エチルなどの汎用溶剤に、溶解あるいは分散して、また必要に応じて、紫外線吸収剤、酸化防止剤、蛍光増白剤、無機あるいは有機のフィラー成分、界面活性剤、離型剤等を添加し、塗布液を調製し、該塗布液を、従来公知のグラビアコート、グラビアリバースコートなどの方法で、通常は乾燥状態で0.5〜10g/m2程度の厚さに形成する。
(金属インキ層)
本発明の金属光沢層の一部である金属インキ層10は、少なくともアルミニウム粉を含有し、さらにバインダーと、必要に応じて、着色剤や、分散剤、帯電防止剤など、種々の添加剤を加えることができる。アルミニウム粉は燐片状であることが好ましく、それ自体が着色顔料又は樹脂等で表面処理をしているものでも、あるいは表面処理されていないものでも、使用することができる。アルミニウム粉には、塗膜中にアルミフレークが一様に分散配列するノンリーフィング型と、表面張力によりアルミフレークが塗膜表面に浮いて平行配列するリーフィング型とがある。リーフィング型の方が光沢感は向上するが、表面にアルミフレークが多く、バインダーが少ないため、被転写体への接着性が悪くなる傾向がある。また、更に光沢感を高めたい場合は、アルミ蒸着膜を顔料化したアルミニウム粉を使用することができ、メッキに近い色調を得ることができる。以下に示す方法で製造することができる。
本発明の金属光沢層の一部である金属インキ層10は、少なくともアルミニウム粉を含有し、さらにバインダーと、必要に応じて、着色剤や、分散剤、帯電防止剤など、種々の添加剤を加えることができる。アルミニウム粉は燐片状であることが好ましく、それ自体が着色顔料又は樹脂等で表面処理をしているものでも、あるいは表面処理されていないものでも、使用することができる。アルミニウム粉には、塗膜中にアルミフレークが一様に分散配列するノンリーフィング型と、表面張力によりアルミフレークが塗膜表面に浮いて平行配列するリーフィング型とがある。リーフィング型の方が光沢感は向上するが、表面にアルミフレークが多く、バインダーが少ないため、被転写体への接着性が悪くなる傾向がある。また、更に光沢感を高めたい場合は、アルミ蒸着膜を顔料化したアルミニウム粉を使用することができ、メッキに近い色調を得ることができる。以下に示す方法で製造することができる。
1.ロール状ないし連続状のキャリヤシート上に、剥離表面を形成する。2.上記剥離表面に、アルミニウムを蒸着法により、付着させ、アルミニウム皮膜を形成する。3.上記剥離表面を溶解し、アルミニウム皮膜とキャリヤシートを互いに分離させる。4.上記の分離されたアルミニウム皮膜を塗工インキで使用する際に適する寸法に細分化する。上記のように製造されるリーフィング型アルミニウム粉は、その厚さは0.01〜0.05μm程度であり、また平均直径が10〜50μm程度の大きさで、鱗片状のものである。
金属インキ層のアルミニウム粉を保持するために、バインダーを使用する。そのバインダーとしては、樹脂を主体として構成することが好ましく、樹脂として具体的には、セルロース系樹脂、メラミン系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、ポリオレフィン系樹脂、アクリル系樹脂、スチレン系樹脂、塩化ビニル−酢酸ビニル共重合体樹脂、エチレン−酢酸ビニル共重合体樹脂、スチレン−ブタジエンゴム等の熱可塑性エラストマーが挙げられる。特に従来より感熱接着剤として使用されている比較的低軟化点、例えば、50〜150℃の軟化点を有するものが好ましい。バインダーとして用いられる樹脂のなかでも、特に転写性、擦過性、耐熱性等の点で、セルロース系樹脂、メラミン系樹脂、アクリル系樹脂が、好ましく用いられる。
金属インキ層を形成するには、金属インキ層全体の固形分に対して、アルミニウム粉を80〜20重量%、バインダーを20〜80重量%の割合で混合したインキ組成物を使用することが好ましい。アルミニウム粉が上記の範囲より少ない場合、金属光沢が得られない。また、アルミニウム粉が上記の範囲より多い場合、成膜性が得られず、印画後に擦過性の低下の原因になる。
その他、必要に応じて、耐熱性等を阻害しない程度に、ワックス成分を混合し使用することができる。ワックスとしては、例えば、マイクロクリスタリンワックス、カルナバワックス、パラフィンワックス等がある。更に、フィッシャートロプシュワックス、各種低分子量ポリエチレン、木ロウ、ミツロウ、鯨ロウ、イボタロウ、羊毛ロウ、セラックワックス、キャンデリラワックス、ペトロラクタム、ポリエステルワックス、一部変性ワックス、脂肪酸エステル、脂肪酸アミド等、種々のワックスが挙げられる。このなかで、特に融点が50〜85℃であるものが好ましい。50℃以下であると、保存性に問題が生じ、また85℃以上であると印字の感度不足になる。
金属インキ層は、染料や顔料等の着色剤を含有させることにより、色相を変えて、装飾性をさらに向上させることができる。上記の着色剤は、黄色、赤色、緑色、青色等の種々の色相のものを選択することができ、金、銅、青銅等の金属の色相や光沢を容易にもたせることができる。
金属インキ層の形成は、上記のようなリーフィング型アルミニウム粉と必要に応じて着色剤やその他、分散剤等の添加剤を加え、バインダー成分と、さらに有機溶剤等の溶媒成分を配合調整した金属インキ層形成用塗工液を、従来公知のグラビアダイレクトコート、グラビアリバースコート、ナイフコート、エアコート、ロールコート等の方法により、乾燥状態で厚さ0.1〜5g/m2、好ましくは0.3〜1.5g/m2を設けるものである。乾燥塗膜の厚さが、0.1g/m2未満の場合、成膜性の問題で均一な塗膜が得られず、また、厚さが5g/m2を越えた場合、印字転写の際に、高エネルギーが必要となり、特殊な熱転写プリンターでしか印字できない問題がある。
(耐熱滑性層)
本発明の熱転写シートは、基材シートの裏面に耐熱滑性層13を設けることが好ましい。耐熱滑性層は、サーマルヘッド等の加熱デバイスと基材シートとの熱融着を防止し、走行を滑らかに行う目的で設けられる。この耐熱滑性層に用いる樹脂としては、例えば、エチルセルロース、ヒドロキシセルロース、ヒドロキシプロピルセルロース、メチルセルロース、酢酸セルロース、酢酪酸セルロース、ニトロセルロース等のセルロース系樹脂、ポリビニルアルコール、ポリ酢酸ビニル、ポリビニルブチラール、ポリビニルアセタール、ポリビニルピロリドン等のビニル系樹脂、ポリメタクリル酸メチル、ポリアクリル酸エチル、ポリアクリルアミド、アクリロニトリル−スチレン共重合体等のアクリル系樹脂、ポリアミド樹脂、ポリビニルトルエン樹脂、クマロンインデン樹脂、ポリエステル系樹脂、ポリウレタン樹脂、シリコーン変性又はフッ素変性ウレタン等の天然又は合成樹脂の単体又は混合物が用いられる。耐熱滑性層の耐熱性をより高めるために上記の樹脂のうち、水酸基系の官能基を有している樹脂を使用し、架橋剤としてポリイソシアネート等を併用して、架橋樹脂層とすることが好ましい。
本発明の熱転写シートは、基材シートの裏面に耐熱滑性層13を設けることが好ましい。耐熱滑性層は、サーマルヘッド等の加熱デバイスと基材シートとの熱融着を防止し、走行を滑らかに行う目的で設けられる。この耐熱滑性層に用いる樹脂としては、例えば、エチルセルロース、ヒドロキシセルロース、ヒドロキシプロピルセルロース、メチルセルロース、酢酸セルロース、酢酪酸セルロース、ニトロセルロース等のセルロース系樹脂、ポリビニルアルコール、ポリ酢酸ビニル、ポリビニルブチラール、ポリビニルアセタール、ポリビニルピロリドン等のビニル系樹脂、ポリメタクリル酸メチル、ポリアクリル酸エチル、ポリアクリルアミド、アクリロニトリル−スチレン共重合体等のアクリル系樹脂、ポリアミド樹脂、ポリビニルトルエン樹脂、クマロンインデン樹脂、ポリエステル系樹脂、ポリウレタン樹脂、シリコーン変性又はフッ素変性ウレタン等の天然又は合成樹脂の単体又は混合物が用いられる。耐熱滑性層の耐熱性をより高めるために上記の樹脂のうち、水酸基系の官能基を有している樹脂を使用し、架橋剤としてポリイソシアネート等を併用して、架橋樹脂層とすることが好ましい。
さらに、サーマルヘッドとの摺動性を付与するために、耐熱滑性層に固形あるいは液状の離型剤又は滑剤を加えて耐熱滑性をもたせてもよい。離型剤又は滑剤としては、例えば、ポリエチレンワックス、パラフィンワックス等の各種ワックス類、高級脂肪酸アルコール、オルガノポリシロキサン、アニオン系界面活性剤、カチオン系界面活性剤、両性界面活性剤、ノニオン系界面活性剤、フッ素系界面活性剤、有機カルボン酸およびその誘導体、フッ素系樹脂、シリコーン系樹脂、タルク、シリカ等の無機化合物の微粒子等を用いることができる。耐熱滑性層に含有される滑剤の量は5〜50質量%、好ましくは10〜30質量%程度である。このような耐熱滑性層は、従来から知られた塗工方法で、形成し、その厚みは乾燥状態で、0.1〜10g/m2程度、好ましくは0.5〜5g/m2程度とすることができる。
(画像形成方法)
本発明の画像形成方法は、上記の熱転写シートを用い、熱転写受像シート上に、金属光沢を有する画像を形成する方法であって、
A.熱転写シートの色材層転写領域から、熱転写受像シートに色材層を転写して、熱転写画像を形成する工程、
B.熱転写シートの保護層転写領域から、前記の形成された熱転写画像上に、保護層を転写する工程、
C.熱転写シートの金属光沢層転写領域から、前記の転写された保護層の上に、剥離層と共に、金属インキ層を転写する工程からなり、
上記A、B、Cの工程を順に行なうものである。
本発明の画像形成方法は、上記の熱転写シートを用い、熱転写受像シート上に、金属光沢を有する画像を形成する方法であって、
A.熱転写シートの色材層転写領域から、熱転写受像シートに色材層を転写して、熱転写画像を形成する工程、
B.熱転写シートの保護層転写領域から、前記の形成された熱転写画像上に、保護層を転写する工程、
C.熱転写シートの金属光沢層転写領域から、前記の転写された保護層の上に、剥離層と共に、金属インキ層を転写する工程からなり、
上記A、B、Cの工程を順に行なうものである。
上記A工程における画像形成条件は、サーマルヘッドにより、例えば印字スピード5〜33.3msec/line、印加エネルギー5〜160mJ/mm2の条件で、染料層の熱転写性色材層から、熱転写受像シートの染料受容層に染料を転写して画像形成する。また、熱転写性色材層が熱溶融性インキからなる色材層の場合では、例えば、印字スピード5〜33.3msec/line、印加エネルギー5〜50mJ/mm2の条件で、熱溶融性インキ層から熱溶融性インキを熱転写受像シートに転写して、画像形成する。
上記のB工程における画像形成条件は、サーマルヘッドにより、例えば印字スピード5〜33.3msec/line、印加エネルギー80〜160mJ/mm2の条件で、転写性保護層を上記の熱転写画像上に、転写する。この際の転写パターンは、均一なベタのパターンで、熱転写受像シートの受像面の全面や、周縁を除く四角形、楕円形等があげられる。さらに、上記のC工程における画像形成条件は、サーマルヘッドにより、例えば印字スピード5〜33.3msec/line、印加エネルギー10〜70mJ/mm2の条件で、上記の転写された保護層の上に、金属光沢層を、各種パターンで転写する。
上記のA、B、Cの工程を順に行なう際、熱転写シートは、色材層転写領域、保護層転写領域、金属光沢層転写領域の順に、それらの領域と熱転写受像シートとが、重ね合わされて、サーマルヘッドで加熱されるように、一方向に搬送される。それに対して、熱転写受像シートの方は、熱転写シートと連動して搬送される場合は、A工程で、イエロー色材層(Y)の転写後、熱転写受像シートを逆方向に搬送して、画像形成の開始位置に戻して、マゼンタ色材層(M)の転写を行い、同様にして、シアン色材層(C)の転写を行い、B工程では、熱転写受像シートが、熱転写シートと連動して搬送される場合は、熱転写受像シートを転写開始位置に戻るように、搬送して、保護層を転写する。次に、C工程では、熱転写受像シートが、熱転写シートと連動して搬送される場合は、熱転写受像シートを転写開始位置に戻るように、搬送して、金属光沢層を転写する。上記のA、B、Cの工程を順に行なう際、同一の基材シート上に、色材層転写領域、保護層転写領域、金属光沢層転写領域を面順次で設けた一つの熱転写シートを用いて、同一のサーマルヘッドを用いて、1台の熱転写プリンターで、インラインで、色材層による熱転写画像と、転写された保護層と、金属光沢層による金属光沢を有する画像が、熱転写受像シートに形成でき、非常に効率が高い。
次に実施例を挙げて、本発明を更に具体的に説明する。以下、特に断りのない限り、部又は%は質量基準である。
(実施例1)
厚さ4.5μmの表面が易接着処理されたポリエチレンテレフタレートフィルムを基材シートとし、その一方の面に(非易接着処理面)、下記組成で耐熱滑性層13を1.0g/m2(乾燥状態)、また該基材シートの反対面に、下記組成でイエロー染料層(Y)、マゼンタ染料層(M)、シアン染料層(C)を、図1に示すような配置で、グラビアコート法にて、3色全て1.0g/m2(乾燥状態)で形成した。
(実施例1)
厚さ4.5μmの表面が易接着処理されたポリエチレンテレフタレートフィルムを基材シートとし、その一方の面に(非易接着処理面)、下記組成で耐熱滑性層13を1.0g/m2(乾燥状態)、また該基材シートの反対面に、下記組成でイエロー染料層(Y)、マゼンタ染料層(M)、シアン染料層(C)を、図1に示すような配置で、グラビアコート法にて、3色全て1.0g/m2(乾燥状態)で形成した。
(耐熱滑性層塗工液)
ポリビニルブチラール樹脂 13.6部
(エスレックBX−1、積水化学工業(株)製)
ポリイソシアネート硬化剤 0.6部
(タケネートD218、三井化学ポリウレタン(株)製)
リン酸エステル(プライサーフA208N、第一工業製薬(株)製) 0.8部
メチルエチルケトン 42.5部
トルエン 42.5部
ポリビニルブチラール樹脂 13.6部
(エスレックBX−1、積水化学工業(株)製)
ポリイソシアネート硬化剤 0.6部
(タケネートD218、三井化学ポリウレタン(株)製)
リン酸エステル(プライサーフA208N、第一工業製薬(株)製) 0.8部
メチルエチルケトン 42.5部
トルエン 42.5部
(イエロー染料層塗工液)
イエロー染料(C.I.Disperse Yellow 201) 5.5部
ポリビニルアセトアセタール(エスレックKS−5、積水化学工業(株)製)4.5部
メチルエチルケトン/トルエン(質量比1/1) 89.0部
イエロー染料(C.I.Disperse Yellow 201) 5.5部
ポリビニルアセトアセタール(エスレックKS−5、積水化学工業(株)製)4.5部
メチルエチルケトン/トルエン(質量比1/1) 89.0部
(マゼンタ染料層塗工液)
マゼンタ染料(C.I.Disperse Red 60) 5.5部
ポリビニルアセトアセタール(エスレックKS−5、積水化学工業(株)製)4.5部
メチルエチルケトン/トルエン(質量比1/1) 89.0部
マゼンタ染料(C.I.Disperse Red 60) 5.5部
ポリビニルアセトアセタール(エスレックKS−5、積水化学工業(株)製)4.5部
メチルエチルケトン/トルエン(質量比1/1) 89.0部
(シアン染料層塗工液)
シアン染料(C.I.Solvent Blue 63) 5.5部
ポリビニルアセトアセタール(エスレックKS−5、積水化学工業(株)製)4.5部
メチルエチルケトン/トルエン(質量比1/1) 89.0部
シアン染料(C.I.Solvent Blue 63) 5.5部
ポリビニルアセトアセタール(エスレックKS−5、積水化学工業(株)製)4.5部
メチルエチルケトン/トルエン(質量比1/1) 89.0部
次に、下記組成で、離型層4、8を、図1に示す配置で、グラビア印刷にて、1.0g/m2(乾燥状態)で、形成し、さらに、離型層4の上に、下記組成で、剥離層5をグラビア印刷にて、0.6g/m2(乾燥状態)で、形成し、さらに剥離層5の上に、下記組成で、保護層6をグラビア印刷にて、1.0g/m2(乾燥状態)で、形成した。(図1の配置にて形成した。)
(離型層塗工液)
シリコーン変性アクリル樹脂 32部
(セルトップ226、ダイセル化学工業(株)製)
シリコーン変性アクリル樹脂 16部
(セルトップ227、ダイセル化学工業(株)製)
塩化ビニル−酢酸ビニル共重合体樹脂 4.8部
(ソルバインA、日信化学工業(株)製)
硬化触媒(セルトップCAT−A、ダイセル化学工業(株)製) 9部
トルエン 19.1部
メチルエチルケトン 19.1部
シリコーン変性アクリル樹脂 32部
(セルトップ226、ダイセル化学工業(株)製)
シリコーン変性アクリル樹脂 16部
(セルトップ227、ダイセル化学工業(株)製)
塩化ビニル−酢酸ビニル共重合体樹脂 4.8部
(ソルバインA、日信化学工業(株)製)
硬化触媒(セルトップCAT−A、ダイセル化学工業(株)製) 9部
トルエン 19.1部
メチルエチルケトン 19.1部
(剥離層塗工液)
アクリル樹脂(ダイヤナールBR−87、三菱レイヨン(株)製) 30.0部
メチルエチルケトン 35.0部
トルエン 35.0部
アクリル樹脂(ダイヤナールBR−87、三菱レイヨン(株)製) 30.0部
メチルエチルケトン 35.0部
トルエン 35.0部
(保護層塗工液)
ポリエステル樹脂(バイロン200、東洋紡績(株)製) 40部
紫外線吸収性アクリル共重合体 10部
(ULS−635L、一方社油脂工業(株)製)
紫外線吸収剤(TINUVIN900、チバ・ジャパン(株)製) 5部
シリカ(サイリシア310、富士シリシア化学(株)製) 0.8部
メチルエチルケトン 22.1部
トルエン 22.1部
ポリエステル樹脂(バイロン200、東洋紡績(株)製) 40部
紫外線吸収性アクリル共重合体 10部
(ULS−635L、一方社油脂工業(株)製)
紫外線吸収剤(TINUVIN900、チバ・ジャパン(株)製) 5部
シリカ(サイリシア310、富士シリシア化学(株)製) 0.8部
メチルエチルケトン 22.1部
トルエン 22.1部
さらに、上記の離型層8の上に、剥離層9を、下記組成で、グラビア印刷にて、0.6g/m2(乾燥状態)で、形成し、さらに剥離層9の上に、下記組成で、金属インキ層10をグラビア印刷にて、0.7g/m2(乾燥状態)で、形成し、実施例1の熱転写シートを作製した。(図1の配置にて形成した。)
(剥離層塗工液)
アクリル樹脂(ダイヤナールBR−87、三菱レイヨン(株)製) 24.0部
塩化ビニル−酢酸ビニル共重合樹脂 6.0部
(ソルバインCNL、日信化学工業(株)製)
ポリエチレンワックス(粒径6μm) 1.0部
ポリエステル樹脂(バイロン200、東洋紡績(株)製) 0.1部
メチルエチルケトン 34.6部
トルエン 34.3部
アクリル樹脂(ダイヤナールBR−87、三菱レイヨン(株)製) 24.0部
塩化ビニル−酢酸ビニル共重合樹脂 6.0部
(ソルバインCNL、日信化学工業(株)製)
ポリエチレンワックス(粒径6μm) 1.0部
ポリエステル樹脂(バイロン200、東洋紡績(株)製) 0.1部
メチルエチルケトン 34.6部
トルエン 34.3部
(金属インキ層塗工液)
アルミニウム粉 20.0部
(アルミニウムペースト5502N、昭和アルミパウダー(株)製)
アクリル樹脂(ダイヤナールBR−77、三菱レイヨン(株)製) 15.0部
塩化ビニル−酢酸ビニル共重合樹脂 5.0部
(ソルバインCNL、日信化学工業(株)製)
メチルエチルケトン 25.0部
トルエン 35.0部
アルミニウム粉 20.0部
(アルミニウムペースト5502N、昭和アルミパウダー(株)製)
アクリル樹脂(ダイヤナールBR−77、三菱レイヨン(株)製) 15.0部
塩化ビニル−酢酸ビニル共重合樹脂 5.0部
(ソルバインCNL、日信化学工業(株)製)
メチルエチルケトン 25.0部
トルエン 35.0部
(実施例2)
実施例1で作製した熱転写シートにおける剥離層9を、下記組成に変更して、グラビア印刷にて、1.0g/m2(乾燥状態)で、形成した以外は、実施例1と同様にして、実施例2の熱転写シートを作製した。(図1の配置にて形成した。)
実施例1で作製した熱転写シートにおける剥離層9を、下記組成に変更して、グラビア印刷にて、1.0g/m2(乾燥状態)で、形成した以外は、実施例1と同様にして、実施例2の熱転写シートを作製した。(図1の配置にて形成した。)
(剥離層塗工液)
イエロー顔料(Pigment Yellow 139) 10.0部
レッド顔料(Pigment Red 149) 0.1部
アクリル樹脂(ダイヤナールBR−87、三菱レイヨン(株)製) 10.8部
塩化ビニル−酢酸ビニル共重合樹脂 2.7部
(ソルバインCNL、日信化学工業(株)製)
ポリエチレンワックス(粒径6μm) 0.4部
ポリエステル樹脂(バイロン200、東洋紡績(株)製) 0.2部
メチルエチルケトン 37.9部
トルエン 37.9部
イエロー顔料(Pigment Yellow 139) 10.0部
レッド顔料(Pigment Red 149) 0.1部
アクリル樹脂(ダイヤナールBR−87、三菱レイヨン(株)製) 10.8部
塩化ビニル−酢酸ビニル共重合樹脂 2.7部
(ソルバインCNL、日信化学工業(株)製)
ポリエチレンワックス(粒径6μm) 0.4部
ポリエステル樹脂(バイロン200、東洋紡績(株)製) 0.2部
メチルエチルケトン 37.9部
トルエン 37.9部
(実施例3)
実施例1で作製した熱転写シートにおける剥離層9を、下記組成に変更して、グラビア印刷にて、0.7g/m2(乾燥状態)で、形成した以外は、実施例1と同様にして、実施例3の熱転写シートを作製した。(図1の配置にて形成した。)
実施例1で作製した熱転写シートにおける剥離層9を、下記組成に変更して、グラビア印刷にて、0.7g/m2(乾燥状態)で、形成した以外は、実施例1と同様にして、実施例3の熱転写シートを作製した。(図1の配置にて形成した。)
(剥離層塗工液)
イエロー染料 3.0部
(C.I.Disperse Yellow 201)
アクリル樹脂(ダイヤナールBR−87、三菱レイヨン(株)製) 19.5部
塩化ビニル−酢酸ビニル共重合樹脂 5.1部
(ソルバインCNL、日信化学工業(株)製)
ポリエチレンワックス(粒径6μm) 1.0部
メチルエチルケトン 36.1部
トルエン 35.3部
イエロー染料 3.0部
(C.I.Disperse Yellow 201)
アクリル樹脂(ダイヤナールBR−87、三菱レイヨン(株)製) 19.5部
塩化ビニル−酢酸ビニル共重合樹脂 5.1部
(ソルバインCNL、日信化学工業(株)製)
ポリエチレンワックス(粒径6μm) 1.0部
メチルエチルケトン 36.1部
トルエン 35.3部
(実施例4)
実施例1で作製した熱転写シートにおける金属インキ層10を、下記組成に変更して、グラビア印刷にて、0.7g/m2(乾燥状態)で、形成した以外は、実施例1と同様にして、実施例4の熱転写シートを作製した。(図1の配置にて形成した。)
実施例1で作製した熱転写シートにおける金属インキ層10を、下記組成に変更して、グラビア印刷にて、0.7g/m2(乾燥状態)で、形成した以外は、実施例1と同様にして、実施例4の熱転写シートを作製した。(図1の配置にて形成した。)
(金属インキ層塗工液)
アルミニウム粉 28.0部
(アルミニウムペースト5502N、昭和アルミパウダー(株)製)
アクリル樹脂(ダイヤナールBR−77、三菱レイヨン(株)製) 10.5部
塩化ビニル−酢酸ビニル共重合樹脂 3.5部
(ソルバインCNL、日信化学工業(株)製)
メチルエチルケトン 24.0部
トルエン 34.0部
アルミニウム粉 28.0部
(アルミニウムペースト5502N、昭和アルミパウダー(株)製)
アクリル樹脂(ダイヤナールBR−77、三菱レイヨン(株)製) 10.5部
塩化ビニル−酢酸ビニル共重合樹脂 3.5部
(ソルバインCNL、日信化学工業(株)製)
メチルエチルケトン 24.0部
トルエン 34.0部
(実施例5)
実施例1で作製した熱転写シートにおける金属インキ層10を、下記組成に変更して、グラビア印刷にて、0.8g/m2(乾燥状態)で、形成した以外は、実施例1と同様にして、実施例5の熱転写シートを作製した。(図1の配置にて形成した。)
実施例1で作製した熱転写シートにおける金属インキ層10を、下記組成に変更して、グラビア印刷にて、0.8g/m2(乾燥状態)で、形成した以外は、実施例1と同様にして、実施例5の熱転写シートを作製した。(図1の配置にて形成した。)
(金属インキ層塗工液)
イエロー顔料(Pigment Yellow 139) 7.0部
レッド顔料(Pigment Red 149) 0.1部
アルミニウム粉 7.0部
(アルミニウムペースト5502N、昭和アルミパウダー(株)製)
アクリル樹脂(ダイヤナールBR−77、三菱レイヨン(株)製) 12.0部
塩化ビニル−酢酸ビニル共重合樹脂 4.0部
(ソルバインCNL、日信化学工業(株)製)
メチルエチルケトン 29.5部
トルエン 40.4部
イエロー顔料(Pigment Yellow 139) 7.0部
レッド顔料(Pigment Red 149) 0.1部
アルミニウム粉 7.0部
(アルミニウムペースト5502N、昭和アルミパウダー(株)製)
アクリル樹脂(ダイヤナールBR−77、三菱レイヨン(株)製) 12.0部
塩化ビニル−酢酸ビニル共重合樹脂 4.0部
(ソルバインCNL、日信化学工業(株)製)
メチルエチルケトン 29.5部
トルエン 40.4部
(比較例1)
実施例1で作製した熱転写シートの条件で、基材シートを厚さ4.5μmの表面が易接着処理されたポリエチレンテレフタレートフィルムを、3単位用意し、第1の基材シート、第2の基材シート、第3の基材シートとして、実施例1と同様に各基材シートの一方の面に耐熱滑性層を形成した。第1の基材シートの他方の面に、染料層を実施例1で作製した条件と同様に、イエロー染料層(Y)、マゼンタ染料層(M)、シアン染料層(C)を面順次に設けて、色材層転写領域を有する熱転写シート1を作製した。また、第2の基材シートの他方の面に、離型層4、剥離層5、保護層6を、実施例1で作製した条件と同様にして、積層して、保護層転写領域を有する熱転写シート2を作製した。また、第3の基材シートの他方の面に、離型層8、剥離層9、金属インキ層10を、実施例1で作製した条件と同様にして、積層して、金属光沢層転写領域を有する熱転写シート(3−1)を作製した。
実施例1で作製した熱転写シートの条件で、基材シートを厚さ4.5μmの表面が易接着処理されたポリエチレンテレフタレートフィルムを、3単位用意し、第1の基材シート、第2の基材シート、第3の基材シートとして、実施例1と同様に各基材シートの一方の面に耐熱滑性層を形成した。第1の基材シートの他方の面に、染料層を実施例1で作製した条件と同様に、イエロー染料層(Y)、マゼンタ染料層(M)、シアン染料層(C)を面順次に設けて、色材層転写領域を有する熱転写シート1を作製した。また、第2の基材シートの他方の面に、離型層4、剥離層5、保護層6を、実施例1で作製した条件と同様にして、積層して、保護層転写領域を有する熱転写シート2を作製した。また、第3の基材シートの他方の面に、離型層8、剥離層9、金属インキ層10を、実施例1で作製した条件と同様にして、積層して、金属光沢層転写領域を有する熱転写シート(3−1)を作製した。
(比較例2)
比較例1と同様にして、色材層転写領域を有する熱転写シート1及び保護層転写領域を有する熱転写シート2を作製した。また、第3の基材シートの他方の面に、離型層、剥離層9、金属インキ層10を、実施例2で作製した条件と同様にして、積層して、金属光沢層転写領域を有する熱転写シート(3−2)を作製した。
比較例1と同様にして、色材層転写領域を有する熱転写シート1及び保護層転写領域を有する熱転写シート2を作製した。また、第3の基材シートの他方の面に、離型層、剥離層9、金属インキ層10を、実施例2で作製した条件と同様にして、積層して、金属光沢層転写領域を有する熱転写シート(3−2)を作製した。
(比較例3)
比較例1と同様にして、色材層転写領域を有する熱転写シート1及び保護層転写領域を有する熱転写シート2を作製した。また、第3の基材シートの他方の面に、離型層、剥離層9、金属インキ層10を、実施例3で作製した条件と同様にして、積層して、金属光沢層転写領域を有する熱転写シート(3−3)を作製した。
比較例1と同様にして、色材層転写領域を有する熱転写シート1及び保護層転写領域を有する熱転写シート2を作製した。また、第3の基材シートの他方の面に、離型層、剥離層9、金属インキ層10を、実施例3で作製した条件と同様にして、積層して、金属光沢層転写領域を有する熱転写シート(3−3)を作製した。
(比較例4)
比較例1と同様にして、色材層転写領域を有する熱転写シート1及び保護層転写領域を有する熱転写シート2を作製した。また、第3の基材シートの他方の面に、離型層、剥離層9、金属インキ層10を、実施例4で作製した条件と同様にして、積層して、金属光沢層転写領域を有する熱転写シート(3−4)を作製した。
比較例1と同様にして、色材層転写領域を有する熱転写シート1及び保護層転写領域を有する熱転写シート2を作製した。また、第3の基材シートの他方の面に、離型層、剥離層9、金属インキ層10を、実施例4で作製した条件と同様にして、積層して、金属光沢層転写領域を有する熱転写シート(3−4)を作製した。
(比較例5)
比較例1と同様にして、色材層転写領域を有する熱転写シート1及び保護層転写領域を有する熱転写シート2を作製した。また、第3の基材シートの他方の面に、離型層、剥離層9、金属インキ層10を、実施例5で作製した条件と同様にして、積層して、金属光沢層転写領域を有する熱転写シート(3−5)を作製した。
比較例1と同様にして、色材層転写領域を有する熱転写シート1及び保護層転写領域を有する熱転写シート2を作製した。また、第3の基材シートの他方の面に、離型層、剥離層9、金属インキ層10を、実施例5で作製した条件と同様にして、積層して、金属光沢層転写領域を有する熱転写シート(3−5)を作製した。
上記の実施例においては、実施例1〜5の熱転写シートを用いて、下記条件の熱転写受像シートに対して、A.熱転写シートの色材層転写領域から、熱転写受像シートに色材層を転写して、熱転写画像を形成する工程として、熱転写受像シートの受容層面と、熱転写シートの染料層面とを重ね合わせ、解像度6ドット/mmのサーマルヘッドとプラテンロールとの間に圧接し、10mJ/mm2から160mJ/mm2まで10mJ/mm2ずつ順次増加させるステップパターンを、送りピッチ6line/mm、印字スピード5msec/lineの条件で、熱転写シートの背面から加熱し、熱転写受像シートの受容層に染料を転写した。
(熱転写受像シート)
微細空隙層の39μm厚ミクロボイドフィルムに下記組成の、中間層、受容層を順次塗布、乾燥した後、受容層を形成した面とは反対側の面に下記配合の接着剤を塗布、乾燥し、下記条件でグリップ層を片側に設けた支持体であるコート紙(186.1g/m2)のグリップ層が積層されていない側の面に、貼着して、熱転写受像シートを製造した。但し、各層の塗工量は乾燥時で、中間層2g/m2、受容層4g/m2、接着剤層4g/m2である。
微細空隙層の39μm厚ミクロボイドフィルムに下記組成の、中間層、受容層を順次塗布、乾燥した後、受容層を形成した面とは反対側の面に下記配合の接着剤を塗布、乾燥し、下記条件でグリップ層を片側に設けた支持体であるコート紙(186.1g/m2)のグリップ層が積層されていない側の面に、貼着して、熱転写受像シートを製造した。但し、各層の塗工量は乾燥時で、中間層2g/m2、受容層4g/m2、接着剤層4g/m2である。
(中間層塗工液)
ポリエステル樹脂(WR−905、日本合成化学工業(株)製) 13.1部
酸化チタン(TCA888、トーケムプロダクツ(株)製) 26.2部
蛍光増白剤(ユビテックスBAC、チバ・ジャパン(株)製) 0.39部
水 60.0部
水/IPA=l/l 32.0部
ポリエステル樹脂(WR−905、日本合成化学工業(株)製) 13.1部
酸化チタン(TCA888、トーケムプロダクツ(株)製) 26.2部
蛍光増白剤(ユビテックスBAC、チバ・ジャパン(株)製) 0.39部
水 60.0部
水/IPA=l/l 32.0部
(受容層塗工液)
塩化ビニル−酢酸ビニル共重合体 12.0部
(ソルバインC、日信化学工業(株)製)
変性シリコーンオイル 0.8部
(X−22−3000T、信越化学工業(株)製)
変性シリコーンオイル 0.24部
(X−24−510、信越化学工業(株)製)
メチルエチルケトン 30.0部
トルエン 30.0部
塩化ビニル−酢酸ビニル共重合体 12.0部
(ソルバインC、日信化学工業(株)製)
変性シリコーンオイル 0.8部
(X−22−3000T、信越化学工業(株)製)
変性シリコーンオイル 0.24部
(X−24−510、信越化学工業(株)製)
メチルエチルケトン 30.0部
トルエン 30.0部
(接着剤層塗工液)
多官能ポリオール 30部
(タケラックA−969V、三井化学ポリウレタン(株)製)
イソシアネート 10部
(タケネートA−5、三井化学ポリウレタン(株)製)
酢酸エチル 60部
多官能ポリオール 30部
(タケラックA−969V、三井化学ポリウレタン(株)製)
イソシアネート 10部
(タケネートA−5、三井化学ポリウレタン(株)製)
酢酸エチル 60部
(グリップ層の形成方法)
上記のコート紙の支持体上に押出しラミネート法により、下記条件のグリップ層を厚さ33μmの無延伸合成樹脂層となるように形成した。
(グリップ層)
ポリプロピレン樹脂(ジェイアロマーLR711−5、日本ポリオレフィン(株)製)
上記のコート紙の支持体上に押出しラミネート法により、下記条件のグリップ層を厚さ33μmの無延伸合成樹脂層となるように形成した。
(グリップ層)
ポリプロピレン樹脂(ジェイアロマーLR711−5、日本ポリオレフィン(株)製)
上記A工程後に、B.熱転写シートの保護層転写領域から、前記の形成された熱転写画像上に、保護層を転写する工程として、熱転写受像シートの画像形成された受容層面と、熱転写シートの保護層面とを重ね合わせ、解像度6ドット/mmのサーマルヘッドとプラテンロールとの間に圧接し、印加エネルギー160mJ/mm2、送りピッチ6line/mm、印字スピード5msec/lineの条件で、熱転写シートの背面から加熱し、熱転写受像シートの受容層の熱転写画像上に、剥離層と保護層を転写した。
上記B工程後に、C.熱転写シートの金属光沢層転写領域から、前記の転写された保護層の上に、剥離層と共に、金属インキ層を転写する工程として、熱転写受像シートの転写された保護層面と、熱転写シートの金属インキ層面とを重ね合わせ、解像度6ドット/mmのサーマルヘッドとプラテンロールとの間に圧接し、印加エネルギー40mJ/mm2、送りピッチ6line/mm、印字スピード5msec/lineの条件で、熱転写シートの背面から加熱し、熱転写受像シートの転写された保護層上に、剥離層と金属インキ層を転写した。
上記の比較例においては、各比較例の熱転写シートにおいて、実施例で使用した熱転写受像シートと同条件のものを使用し、A.熱転写シート1の色材層転写領域から、熱転写受像シートに色材層を転写して、熱転写画像を形成する工程として、熱転写受像シートの受容層面と、熱転写シート1の染料層面とを重ね合わせ、解像度6ドット/mmのサーマルヘッドとプラテンロールとの間に圧接し、10mJ/mm2から160mJ/mm2まで10mJ/mm2ずつ順次増加させるステップパターンを、送りピッチ6line/mm、印字スピード5msec/lineの条件で、熱転写シートの背面から加熱し、熱転写受像シートの受容層に染料を転写した。
上記A工程後に、C.熱転写シート3の金属光沢層転写領域から、前記の熱転写画像が形成された熱転写受像シートの受像面に、剥離層と共に、金属インキ層を転写する工程として、熱転写受像シートの受像面と、熱転写シート3の金属インキ層面とを重ね合わせ、解像度6ドット/mmのサーマルヘッドとプラテンロールとの間に圧接し、印加エネルギー40mJ/mm2、送りピッチ6line/mm、印字スピード5msec/lineの条件で、熱転写シートの背面から加熱し、熱転写受像シートの受像面に、剥離層と金属インキ層を転写した。
上記C工程後に、B.熱転写シートの保護層転写領域から、前記の形成された熱転写画像及び金属光沢層による金属光沢を有する画像上に、保護層を転写する工程として、熱転写受像シートの画像形成された受容層面と、熱転写シートの保護層面とを重ね合わせ、解像度6ドット/mmのサーマルヘッドとプラテンロールとの間に圧接し、印加エネルギー160mJ/mm2、送りピッチ6line/mm、印字スピード5msec/lineの条件で、熱転写シートの背面から加熱し、熱転写受像シートの受容層の熱転写画像及び金属光沢層による金属光沢を有する画像上に、剥離層と保護層を転写した。
上記の実施例及び比較例における画像形成方法において、最終的に得られた画像形成物に関し、金属光沢を有する画像表面の鏡面光沢度(GS45°)をJIS Z8741−1983に規定された方法に従って、日本電色工業(株)製VGS−1001DPを用いて測定した。また、最終的に得られた画像形成物で、保護層の均一性及び転写不良の有無を目視にて観察し、下記の基準にて評価した。
○:転写された保護層は、全面で均一性が高く、保護層が被転写体と接着されずに、浮きが生じている部分がなく、平滑性に優れている。
△:転写された保護層は、金属光沢層の転写された領域の端部付近で被転写体と接着されずに、浮きが生じている部分があり、平滑性に欠けている。
△:転写された保護層は、金属光沢層の転写された領域の端部付近で被転写体と接着されずに、浮きが生じている部分があり、平滑性に欠けている。
また、最終的に得られた画像形成物で、金属光沢層による金属光沢を有する画像部の品質を、目視にて観察し、下記の基準にて評価した。
○:金属光沢性が場所によって、ばらつくことが無く、金属光沢性、意匠性に優れたものである。
△:金属光沢性が場所によって、ばらつきがあり、金属光沢性、意匠性に欠点を有するものである。
○:金属光沢性が場所によって、ばらつくことが無く、金属光沢性、意匠性に優れたものである。
△:金属光沢性が場所によって、ばらつきがあり、金属光沢性、意匠性に欠点を有するものである。
上記の鏡面光沢度(GS45°)の測定結果、保護層の均一性及び転写不良、金属光沢を有する画像部の品質の各評価結果を表1に示す。
実施例1と比較例1、実施例2と比較例2、・・、実施例5と比較例5がそれぞれ、対応するもので、これらは、各色材層転写領域、保護層転写領域、金属光沢層転写領域は共通の条件であるが、実施例は熱転写受像シートに色材層を転写して、熱転写画像を形成し、次に、その形成された熱転写画像上に、保護層を転写し、次に、その転写された保護層の上に、剥離層と共に、金属インキ層を転写して、熱転写受像シート上に、金属光沢を有する画像を形成する工程をとっているが、比較例は、熱転写受像シートに色材層を転写して、熱転写画像を形成し、次に、剥離層と共に、金属インキ層を転写して、熱転写受像シート上に、金属光沢を有する画像を形成し、次に、その形成された熱転写画像及び金属光沢層による金属光沢を有する画像上に、保護層を転写する工程をとったものである。
各実施例と対応した比較例は、最終的に得られた画像形成物の金属光沢を有する画像表面の鏡面光沢度(GS45°)は、実施例のものと比べ、1割〜2割、光沢度が低下している。また、比較例2で得られた画像形成物は、金属光沢層の転写された領域の端部付近で保護層が被転写体と接着されずに、浮きが生じている部分があって、平滑性に問題がある。また、比較例4で得られた画像形成物は、使用した金属インキ層の組成で、バインダーの含有割合が少なく(アルミニウム粉の含有割合が大きく)、保護層転写時に更に熱が加えられることにより、金属光沢層の均一性に乱れが生じ、金属光沢性にばらつきが生じている。それに対して、実施例で得られた画像形成物は、全て保護層の均一性、金属光沢を有する画像部の品質について、良好な結果であった。
1 熱転写シート
2 基材シート
3 熱転写性色材層
4 離型層
5 剥離層
6 保護層
7 転写性保護層
8 離型層
9 剥離層
10 金属インキ層
11 金属光沢層
12 検知マーク
13 耐熱滑性層
2 基材シート
3 熱転写性色材層
4 離型層
5 剥離層
6 保護層
7 転写性保護層
8 離型層
9 剥離層
10 金属インキ層
11 金属光沢層
12 検知マーク
13 耐熱滑性層
Claims (2)
- 基材シート上に、色材層転写領域、保護層転写領域、金属光沢層転写領域を面順次で設けた熱転写シートにおいて、色材層転写領域が少なくとも1色以上の色材層からなり、該保護層転写領域が少なくとも保護層からなり、該金属光沢層転写領域が、剥離層と金属インキ層を積層したものからなることを特徴とする熱転写シート。
- 請求項1に記載する熱転写シートを用い、熱転写受像シート上に、金属光沢を有する画像を形成する方法であって、
A.熱転写シートの色材層転写領域から、熱転写受像シートに色材層を転写して、熱転写画像を形成する工程、
B.熱転写シートの保護層転写領域から、前記の形成された熱転写画像上に、保護層を転写する工程、
C.熱転写シートの金属光沢層転写領域から、前記の転写された保護層の上に、剥離層と共に、金属インキ層を転写する工程からなり、
上記A、B、Cの工程を順に行なうことを特徴とする画像形成方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007252546A JP2009083146A (ja) | 2007-09-27 | 2007-09-27 | 熱転写シート及び画像形成方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007252546A JP2009083146A (ja) | 2007-09-27 | 2007-09-27 | 熱転写シート及び画像形成方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009083146A true JP2009083146A (ja) | 2009-04-23 |
Family
ID=40657261
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007252546A Pending JP2009083146A (ja) | 2007-09-27 | 2007-09-27 | 熱転写シート及び画像形成方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009083146A (ja) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011131542A (ja) * | 2009-12-25 | 2011-07-07 | Dainippon Printing Co Ltd | 筆記層付き熱転写印画物の製造方法、その方法により得られる筆記層付き熱転写印画物及びその方法で使用される熱転写シート |
| CN104589814A (zh) * | 2013-10-30 | 2015-05-06 | 诚研科技股份有限公司 | 色带以及相片打印方法 |
| JP2017056678A (ja) * | 2015-09-18 | 2017-03-23 | 大日本印刷株式会社 | 転写シート |
| JP2017061072A (ja) * | 2015-09-24 | 2017-03-30 | 大日本印刷株式会社 | 転写シート |
| JP2017065234A (ja) * | 2015-10-02 | 2017-04-06 | フジコピアン株式会社 | 熱転写加飾方式に用いる熱転写記録媒体 |
| JP2017065032A (ja) * | 2015-09-29 | 2017-04-06 | 大日本印刷株式会社 | 熱転写シート |
| JP2017226155A (ja) * | 2016-06-23 | 2017-12-28 | 三菱電機株式会社 | 熱転写プリンターおよびインクリボン |
| JP2019188784A (ja) * | 2018-04-27 | 2019-10-31 | 大日本印刷株式会社 | 転写シート、加飾シートの製造方法、及び加飾品の製造方法 |
| WO2021049632A1 (ja) * | 2019-09-11 | 2021-03-18 | 大日本印刷株式会社 | 熱転写シート、熱転写シートと中間転写媒体との組合せ、及び印画物の製造方法 |
| JP2021049648A (ja) * | 2019-09-20 | 2021-04-01 | 大日本印刷株式会社 | 熱転写シート、第1熱転写シートと第2転写シートとの組合せ、熱転写シートと中間転写媒体との組合せ、第1熱転写シートと第2熱転写シートと中間転写媒体との組合せ、印画物の製造方法及び印画物 |
| JP7257005B1 (ja) * | 2021-07-07 | 2023-04-13 | 大日本印刷株式会社 | 熱転写シート |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003127560A (ja) * | 2001-10-29 | 2003-05-08 | Make Softwear:Kk | インクフィルムおよびそれを用いたプリンタ装置,写真撮影装置ならびに画像プリント装置および印刷媒体 |
-
2007
- 2007-09-27 JP JP2007252546A patent/JP2009083146A/ja active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003127560A (ja) * | 2001-10-29 | 2003-05-08 | Make Softwear:Kk | インクフィルムおよびそれを用いたプリンタ装置,写真撮影装置ならびに画像プリント装置および印刷媒体 |
Cited By (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011131542A (ja) * | 2009-12-25 | 2011-07-07 | Dainippon Printing Co Ltd | 筆記層付き熱転写印画物の製造方法、その方法により得られる筆記層付き熱転写印画物及びその方法で使用される熱転写シート |
| CN104589814A (zh) * | 2013-10-30 | 2015-05-06 | 诚研科技股份有限公司 | 色带以及相片打印方法 |
| JP2015085690A (ja) * | 2013-10-30 | 2015-05-07 | 誠研科技股▲ふん▼有限公司 | インクリボン及び写真の印刷方法 |
| JP2017056678A (ja) * | 2015-09-18 | 2017-03-23 | 大日本印刷株式会社 | 転写シート |
| JP2017061072A (ja) * | 2015-09-24 | 2017-03-30 | 大日本印刷株式会社 | 転写シート |
| JP2017065032A (ja) * | 2015-09-29 | 2017-04-06 | 大日本印刷株式会社 | 熱転写シート |
| JP2017065234A (ja) * | 2015-10-02 | 2017-04-06 | フジコピアン株式会社 | 熱転写加飾方式に用いる熱転写記録媒体 |
| JP2017226155A (ja) * | 2016-06-23 | 2017-12-28 | 三菱電機株式会社 | 熱転写プリンターおよびインクリボン |
| JP2019188784A (ja) * | 2018-04-27 | 2019-10-31 | 大日本印刷株式会社 | 転写シート、加飾シートの製造方法、及び加飾品の製造方法 |
| JP7115020B2 (ja) | 2018-04-27 | 2022-08-09 | 大日本印刷株式会社 | 転写シート、加飾シートの製造方法、及び加飾品の製造方法 |
| JP7097010B2 (ja) | 2019-09-11 | 2022-07-07 | 大日本印刷株式会社 | 熱転写シート、熱転写シートと中間転写媒体との組合せ、及び印画物の製造方法 |
| JPWO2021049632A1 (ja) * | 2019-09-11 | 2021-11-11 | 大日本印刷株式会社 | 熱転写シート、熱転写シートと中間転写媒体との組合せ、及び印画物の製造方法 |
| CN114364543A (zh) * | 2019-09-11 | 2022-04-15 | 大日本印刷株式会社 | 热转印片、热转印片与中间转印介质的组合、以及印相物的制造方法 |
| KR20220054684A (ko) * | 2019-09-11 | 2022-05-03 | 다이니폰 인사츠 가부시키가이샤 | 열전사 시트, 열전사 시트와 중간 전사 매체의 조합, 및 인화물의 제조 방법 |
| JP2022078263A (ja) * | 2019-09-11 | 2022-05-24 | 大日本印刷株式会社 | 熱転写シート、熱転写シートと中間転写媒体との組合せ、及び印画物の製造方法 |
| WO2021049632A1 (ja) * | 2019-09-11 | 2021-03-18 | 大日本印刷株式会社 | 熱転写シート、熱転写シートと中間転写媒体との組合せ、及び印画物の製造方法 |
| JP7209239B2 (ja) | 2019-09-11 | 2023-01-20 | 大日本印刷株式会社 | 熱転写シート、熱転写シートと中間転写媒体との組合せ、及び印画物の製造方法 |
| CN117507656A (zh) * | 2019-09-11 | 2024-02-06 | 大日本印刷株式会社 | 热转印片、热转印片与中间转印介质的组合、以及印相物的制造方法 |
| US12319078B2 (en) | 2019-09-11 | 2025-06-03 | Dai Nippon Printing Co., Ltd. | Thermal transfer sheet, combination of thermal transfer sheet and intermediate transfer medium, and method for producing printed material |
| KR102880061B1 (ko) * | 2019-09-11 | 2025-10-31 | 다이니폰 인사츠 가부시키가이샤 | 열전사 시트, 열전사 시트와 중간 전사 매체의 조합, 및 인화물의 제조 방법 |
| CN117507656B (zh) * | 2019-09-11 | 2026-03-13 | 大日本印刷株式会社 | 热转印片、热转印片与中间转印介质的组合、以及印相物的制造方法 |
| JP2021049648A (ja) * | 2019-09-20 | 2021-04-01 | 大日本印刷株式会社 | 熱転写シート、第1熱転写シートと第2転写シートとの組合せ、熱転写シートと中間転写媒体との組合せ、第1熱転写シートと第2熱転写シートと中間転写媒体との組合せ、印画物の製造方法及び印画物 |
| JP7257005B1 (ja) * | 2021-07-07 | 2023-04-13 | 大日本印刷株式会社 | 熱転写シート |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108602371B (zh) | 中间转印介质、中间转印介质与热转印片的组合、以及印刷物的形成方法 | |
| JP2009083146A (ja) | 熱転写シート及び画像形成方法 | |
| EP1316437B1 (en) | Method for image formation and a product having an image formed thereon | |
| US6998213B2 (en) | Thermal transfer film, thermal transfer recording medium, and method for image formation using the same | |
| US6346316B1 (en) | Protective layer transfer sheet and print | |
| CN107848316A (zh) | 热转印片 | |
| EP1293357B1 (en) | Thermal transfer film, process for producing the same and method for image formation using said thermal transfer film | |
| JP6772733B2 (ja) | 中間転写媒体、及び印画物の形成方法 | |
| JP7209239B2 (ja) | 熱転写シート、熱転写シートと中間転写媒体との組合せ、及び印画物の製造方法 | |
| CN111683819B (zh) | 热转印片、中间转印介质与热转印片的组合、印相物的制造方法以及装饰物 | |
| JP7283133B2 (ja) | 熱転写シート、加飾シートの製造方法、加飾シート、加飾品の製造方法、及び加飾品 | |
| JP6657697B2 (ja) | 熱転写シート | |
| JP2018171840A (ja) | 熱転写受像シート、熱転写シート、受容層用塗工液、熱転写受像シートの形成方法、及び印画物の形成方法 | |
| JP2009083137A (ja) | 保護層転写シート | |
| JP2004188676A (ja) | 熱転写シート及び捺印層形成方法 | |
| JP4221745B2 (ja) | 保護層転写シート及び印画物 | |
| JP7673525B2 (ja) | 印画物の製造方法、転写層のピールオフ方法、及び熱転写シート | |
| JP7769910B2 (ja) | 熱転写シート | |
| JP7616563B2 (ja) | ピールオフシート、該ピールオフシートと中間転写媒体との組合せ、及び該組合せを用いた印画物の製造方法 | |
| JP2019177665A (ja) | 熱転写受像シート、熱転写受像シートの製造に用いる熱転写シート | |
| JP2002240444A (ja) | 画像形成方法及びそれに使用される熱転写シート | |
| JP2021049648A (ja) | 熱転写シート、第1熱転写シートと第2転写シートとの組合せ、熱転写シートと中間転写媒体との組合せ、第1熱転写シートと第2熱転写シートと中間転写媒体との組合せ、印画物の製造方法及び印画物 | |
| JP2014162044A (ja) | 熱転写シート | |
| JP2019177666A (ja) | 熱転写受像シート、熱転写受像シートの製造に用いる熱転写シート | |
| JP2006150988A (ja) | 保護層転写シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100624 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110728 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110816 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120110 |