JP2009093041A - 光モジュール - Google Patents
光モジュール Download PDFInfo
- Publication number
- JP2009093041A JP2009093041A JP2007265230A JP2007265230A JP2009093041A JP 2009093041 A JP2009093041 A JP 2009093041A JP 2007265230 A JP2007265230 A JP 2007265230A JP 2007265230 A JP2007265230 A JP 2007265230A JP 2009093041 A JP2009093041 A JP 2009093041A
- Authority
- JP
- Japan
- Prior art keywords
- optical
- sleeve
- optical axis
- optical device
- adjusting member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 230000003287 optical effect Effects 0.000 title claims abstract description 294
- 239000012790 adhesive layer Substances 0.000 claims abstract description 8
- 238000006243 chemical reaction Methods 0.000 claims abstract description 5
- 229920005989 resin Polymers 0.000 claims description 13
- 239000011347 resin Substances 0.000 claims description 13
- 239000000463 material Substances 0.000 claims description 11
- 230000008878 coupling Effects 0.000 abstract description 7
- 238000010168 coupling process Methods 0.000 abstract description 7
- 238000005859 coupling reaction Methods 0.000 abstract description 7
- 239000000853 adhesive Substances 0.000 description 47
- 230000001070 adhesive effect Effects 0.000 description 46
- 239000013307 optical fiber Substances 0.000 description 17
- 230000005540 biological transmission Effects 0.000 description 16
- 238000003466 welding Methods 0.000 description 13
- 238000001723 curing Methods 0.000 description 9
- 239000007769 metal material Substances 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- 239000004065 semiconductor Substances 0.000 description 4
- 239000000945 filler Substances 0.000 description 3
- 239000011521 glass Substances 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 230000001678 irradiating effect Effects 0.000 description 3
- 239000004840 adhesive resin Substances 0.000 description 2
- 229920006223 adhesive resin Polymers 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 238000013007 heat curing Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 238000003848 UV Light-Curing Methods 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 239000005394 sealing glass Substances 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
Images




Landscapes
- Optical Couplings Of Light Guides (AREA)
Abstract
【課題】光結合効率が良く低コストの光モジュールを提供する。
【解決手段】光モジュール1は、光電変換素子を搭載した光デバイス10に固着されるジョイントスリーブ(Jスリーブ)41と、フェルール44を保持するホルダスリーブ43とを備え、Jスリーブ41とホルダスリーブ43との位置関係を調整する光軸調整部材42を有し、Jスリーブ41と光軸調整部材42とは、接着層の厚みが10〜20μmで光軸と直交する端面において接着され、光軸調整部材42とホルダスリーブ43とは、接着層の厚みが10〜20μmで光軸と平行な嵌合面において接着されている。
【選択図】図1
【解決手段】光モジュール1は、光電変換素子を搭載した光デバイス10に固着されるジョイントスリーブ(Jスリーブ)41と、フェルール44を保持するホルダスリーブ43とを備え、Jスリーブ41とホルダスリーブ43との位置関係を調整する光軸調整部材42を有し、Jスリーブ41と光軸調整部材42とは、接着層の厚みが10〜20μmで光軸と直交する端面において接着され、光軸調整部材42とホルダスリーブ43とは、接着層の厚みが10〜20μmで光軸と平行な嵌合面において接着されている。
【選択図】図1
Description
本発明は、光信号を送信及び/または受信する光モジュールに関する。
光モジュールは、例えば、半導体発光素子(LD:Laser Diode)及び/または半導体受光素子(PD:Photo Diode)を搭載するステム上にレンズホルダを固定したCANパッケージ型の光デバイスと、光コネクタに取り付けられたフェルールを嵌合保持する機能などを有するスリーブ部材と、から構成される。
例えばLD搭載の光デバイスを備える光モジュールを組み立てる場合に、調芯をした後に、光デバイスとスリーブ部材を、樹脂接着剤等を使用して、接着固定している。
例えばLD搭載の光デバイスを備える光モジュールを組み立てる場合に、調芯をした後に、光デバイスとスリーブ部材を、樹脂接着剤等を使用して、接着固定している。
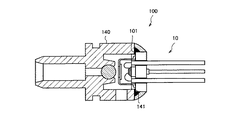
特許文献1には、図5に示すように、光モジュール100を構成する光デバイス10の外周部101及びスリーブ部材140の端部141の接合面に紫外線硬化及び熱硬化性の接着剤を塗布し、これらを硬化することにより光デバイス10とスリーブ部材140を接着固定する技術が開示されている。
また、特許文献2には、図6に示すように、光モジュール200を構成するスリーブ部材240に挿入される光デバイス10の外面201に凹凸を形成し、接着面積を大きくし、接着強度を高める技術が開示されている。
また、特許文献2には、図6に示すように、光モジュール200を構成するスリーブ部材240に挿入される光デバイス10の外面201に凹凸を形成し、接着面積を大きくし、接着強度を高める技術が開示されている。
また、特許文献3には、図7に示すような光モジュールが開示されている。この光モジュール300は、スリーブ部材を接続スリーブ(ジョイントスリーブ)341とスリーブ343の2体構成としている。この光モジュール300では、スリーブ343がJスリーブ341の平坦端面341a上を光軸と垂直方向にスライドすることで、光軸と垂直方向(矢印X,Y)の調芯を行っている。一方、Jスリーブ341が光デバイス10の外周に沿ってスライドすることで光軸と平行方向(矢印Z)の調芯を行っている。そして、調芯終了後、YAG溶接により各部品を固定している。
また、上記以外の光モジュールとしては、ダイプレクサやトライプレクサといった、光デバイス(例えば、CANパッケージのもの)を複数用いる光アセンブリ構造のものが知られている。図8は、従来のダイプレクサを説明する図である。
図8のダイプレクサ400は、CANパッケージ型の第1及び第2の光デバイス10,20を備え、そのスリーブ部材は、Jスリーブ441、スリーブ443及びサブジョイントスリーブ445により構成される。ダイプレクサ400において、第1の光デバイス10は、サブジョイントスリーブ445の内孔に固定した後に、Jスリーブ441の第1の面441dに開けた第1の貫通孔441e内で光軸に平行な方向に調整する。また、ファイバケーブルの端部のフェルールを保持するスリーブ443を、Jスリーブ441の第3の面441a上で、光軸に垂直な方向(XY方向)に調芯することで、いわゆる3軸調芯を行ない、それぞれをYAG溶接して固定する。次いで、第2の光デバイス20をJスリーブ441の第2の面441f上で、光軸に垂直な方向(Z方向)に調芯し、いわゆる2軸調芯を行ない、YAG溶接して固定する。
特開2002−90587号公報
特開平8−129118号公報
特開2005−260223号公報
しかしながら、図5に示す光モジュール100は、光軸方向の調芯が無く、光結合の精度に劣る。また、光デバイス10の外径とスリーブ部材140の内径との間は、調芯による位置合わせのためのクリアランスが設けられており、接着はこの隙間を充填して行われるため光デバイス10の固定強度が接着剤自体の強度に依存することや、接着剤の厚みが大きいため硬化時の収縮による光軸ずれが生じる。
また、図6に示す光モジュール200は、光軸に平行及び垂直な方向の調芯を行うために必要となる、光デバイス10とスリーブ部材240との間に設けられた広い隙間(300μm)に紫外線硬化型樹脂等の接着剤を充填し、光軸の調芯が終了した後に、紫外線を照射して光デバイス10とスリーブ部材240とを固着するものである。このように光デバイス10とスリーブ部材240との間に広い隙間を有する光モジュール200において光軸の調芯を行うと、通常、光デバイス10とスリーブ部材240の中心軸が一致しないことが多く、光デバイス10とスリーブ部材240との隙間が不均一になる。この不均一な隙間に充填された接着剤を硬化させると不均一な応力が発生し、光デバイス10とスリーブ部材240がこの応力により容易に移動してしまう。その結果、調芯した光軸が位置変動する懸念があり、改善の余地がある。
また、図7に示す光モジュール300は、各部品を金属製部品で形成し、YAG溶接にて各部品を固定しているが、YAG溶接用の金属製造部品は製造コストが高くなり、また、YAG溶接で固定すると製造工程が煩雑になる。なお、特許文献3には、光モジュールの各部品を接着剤で固定することもできると開示されているが、接着剤の硬化時に光軸変動を抑制するための技術は開示も示唆もされていない。
また、図8に示す光モジュール400は、YAG溶接を多用する構造を有しており、YAG溶接するためにレンズホルダなどの形状が複雑化し、切削加工によって加工費が高い(プレス加工の方が安価である)。また、YAG溶接時の光軸変動(YAG照射パワーや照射位置の不均等による光軸変動や、ひずみ(残留応力)による経時劣化による光軸変動)により光結合効率が低下することがある。
本発明は、上述のような実情に鑑みてなされたもので、光結合効率の低下を抑制できる低コストの光モジュールを提供することを目的とする。
上記課題を解決するために、本発明の光モジュールは、光電変換素子を搭載した光デバイスに固着されるジョイントスリーブ(Jスリーブ)と、フェルールを保持するホルダスリーブとを備え、Jスリーブとホルダスリーブとの位置関係を調整する光軸調整部材を有し、Jスリーブと光軸調整部材とは、接着層の厚みが10〜20μmで光軸と直交する端面において接着され、光軸調整部材とホルダスリーブとは、接着層の厚みが10〜20μmで光軸と平行な嵌合面において接着されていることを特徴とする。
Jスリーブ、光軸調整部材及びホルダスリーブは、樹脂材料からなることが好ましく、また、光軸調整部材は、紫外線を透過する材料からなることが好ましい。
なお、Jスリーブ内の光路にフィルタを設け、フィルタに対向させてJスリーブの側面に他の光デバイスを取り付けるように光モジュールを構成してもよい、
なお、Jスリーブ内の光路にフィルタを設け、フィルタに対向させてJスリーブの側面に他の光デバイスを取り付けるように光モジュールを構成してもよい、
本発明の光モジュールによれば、スリーブ部材を構成するジョイントスリーブ、光軸調整部材及びホルダスリーブを、薄い接着剤層で互いに接着しているため、硬化時に位置ずれができないため、光モジュールにおいて、低コストであっても、光結合効率の低下を抑制できる。
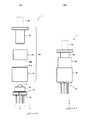
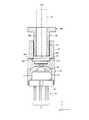
図1及び図2は、本発明の一実施形態に係る光モジュールについて説明する図である。図1(A)は本光モジュールの分解図、図1(B)はその組立図、図2はその部分断面図である。
本実施形態の光モジュール1は、例えば、図1(A)に示すように、光デバイス10と、スリーブ部材40と、を備え、スリーブ部材40は、ジョイントスリーブ(Jスリーブ)41と、光軸調整部材42と、ホルダスリーブ43と、を有する。光モジュール1は、図1(B)及び図2に示すように、円筒カップ状のJスリーブ41を、光デバイス10を覆うように固着し、Jスリーブ41の端面部分に、後述のフェルール44を保持するホルダスリーブ43が取り付けられる光軸調整部材42を固定して構成される。
本実施形態の光モジュール1は、例えば、図1(A)に示すように、光デバイス10と、スリーブ部材40と、を備え、スリーブ部材40は、ジョイントスリーブ(Jスリーブ)41と、光軸調整部材42と、ホルダスリーブ43と、を有する。光モジュール1は、図1(B)及び図2に示すように、円筒カップ状のJスリーブ41を、光デバイス10を覆うように固着し、Jスリーブ41の端面部分に、後述のフェルール44を保持するホルダスリーブ43が取り付けられる光軸調整部材42を固定して構成される。
光デバイス10には、例えば、図1(A)に示すように、複数のリードピン11がガラス封止されて取り付けられたステム12と、集光用レンズ13が封止ガラスにより固定されたキャップ14と、からなるCANパッケージ型のものが用いられる。光デバイス10は、ステム12上に光電変換素子として半導体発光素子(LD)及び/又は半導体受光素子(PD)を搭載することで、送信用光デバイスや受信用光デバイス、あるいは送受信用光デバイス(一心双方向光モジュール)として構成されるが、ここでは、ステム12上にLDを搭載した送信用光デバイスの例で説明する。
ステム12上のLDは、複数のリードピン11のうち一部のリードピン11と電気的に接続されており、光デバイス10の外部から当該リードピン11を介して電気的な信号を受ける。LDは、この電気信号を光信号に変換し、集光用レンズ13を介してフェルール44側に光信号を送出する。
ステム12とキャップ14とを封止溶接することにより、LD等の搭載部品が封止される。
ステム12とキャップ14とを封止溶接することにより、LD等の搭載部品が封止される。
スリーブ部材40は、図2に示すように、光ファイバケーブル端部に設けられたフェルール44と光デバイス10の光電変換素子(この場合は、LD)とを光結合させるものである。
スリーブ部材40のJスリーブ41は、光デバイス10に光軸調整部材42を接続するものであり、例えば、金属材料または樹脂材料で形成される。Jスリーブ41は、上端面41aが平坦に形成されており、この上端面41aと光軸調整部材42の下端面42bとを接着剤51で接着固定することにより、光軸調整部材42が固定されている。さらに、Jスリーブ41の上端面41a側には、光デバイス10からの光が通る開口41bが形成されている。
スリーブ部材40のJスリーブ41は、光デバイス10に光軸調整部材42を接続するものであり、例えば、金属材料または樹脂材料で形成される。Jスリーブ41は、上端面41aが平坦に形成されており、この上端面41aと光軸調整部材42の下端面42bとを接着剤51で接着固定することにより、光軸調整部材42が固定されている。さらに、Jスリーブ41の上端面41a側には、光デバイス10からの光が通る開口41bが形成されている。
また、Jスリーブ41は、光デバイス10が収まるデバイス収納部41cを有する。Jスリーブ41が金属材料で形成されている場合は、デバイス収納部41cの下部に形成されている傾斜面と、光デバイス10のステム12とを抵抗溶接することで、Jスリーブ41は光デバイス10に固定されている。なお、この固定は、Jスリーブ41の下面に突起を設けて、その突起と光デバイス10のステム12とを抵抗溶接することにより行うこともできる。
ホルダスリーブ43は、中心に光ファイバ44aが装着されたフェルール44等が挿入されるものであり、例えば、金属材料または樹脂材料で形成される。このホルダスリーブ43は、中空部43aを有し、その中空部43aにフェルール44が挿入される。ここでは、ホルダスリーブ43は、フェルール44が保持固定されているものの例で説明する。ホルダスリーブ43の中空部43aは、このフェルール44の円柱形状に対応した形状をしており、円柱状の中空になっている。また、ホルダスリーブ43の外形は、円柱であって光軸方向の一端にフランジ43bが形成されたような形態になっている。
光軸調整部材42は、光デバイス10内の光素子と光ファイバとを光結合させるためのもので、例えば、金属材料または樹脂材料やセラミック、ガラス等で形成される。光軸調整部材42は、中空部42aを有する略円筒状の部材である。光軸調整部材(円筒部材ともいう)42の中空部42aは、ホルダスリーブ43の外形に対応した形状であり、中空部42aで形成される空間は、ホルダスリーブ43の外径より少し大きくなっている。つまり、中空部42a内の空間は、円柱状のホルダスリーブ43の外径より少し大きい外径を有する円柱となっている。
この中空部42aには、ホルダスリーブ43が挿入され、ホルダスリーブ43の外側面(嵌合面)と、光軸調整部材42の内側面(嵌合面)とが接着剤52で接着される。これにより、ホルダスリーブ43は光軸調整部材42に固定される。このように、本発明の光モジュール1においては、光軸調整部材42とホルダスリーブ43のクリアランスを小さくし(例えば、10〜20μm)、接着剤52がホルダスリーブ43内に均一に充填されるようにする。また、光軸調整部材42の下端面42bは平坦に形成する。
光軸調整部材42は、接着剤51によりJスリーブ41の上端の平坦面に固定される。この固定前に光軸調整部材42の下端面42bをJスリーブ41の上端面41a上でスライドさせることにより、ホルダスリーブ43が保持するフェルール44の光ファイバ44aと光デバイス10のLDとの間の、光軸に垂直な面内での光学的調芯を行うことができる。
以上のような部品から構成される光モジュール1は、調芯時に光デバイス10のLDから光信号を送出する。送出された光信号は、集光用レンズ13を透過し、ホルダスリーブ43が保持するフェルール44の光ファイバ44aを介して外部に伝達され、光パワーメータ等で光強度が検出される。光モジュール1は所望の光強度が得られる位置関係に組み立てられる。
以下に、本光モジュール1の組み立て方法を説明する。
なお、組み立ての際に用いられる接着剤51,52としては、光モジュール1における生産性と精密固定性を考慮し、例えば、UV/熱併用硬化型接着剤を用いることができる。
なお、組み立ての際に用いられる接着剤51,52としては、光モジュール1における生産性と精密固定性を考慮し、例えば、UV/熱併用硬化型接着剤を用いることができる。
(1)光デバイス10の固定
まず、光デバイス10をJスリーブ41の下部に固定する。
まず、光デバイス10をJスリーブ41の下部に固定する。
(2)光軸の調整
次に、光軸の調整を行う。具体的には、ホルダスリーブ43の内孔に装着されたフェルール44を3軸(XYZ軸)調芯する。
次に、光軸の調整を行う。具体的には、ホルダスリーブ43の内孔に装着されたフェルール44を3軸(XYZ軸)調芯する。
(3)光軸調整部材42の固定
続いて、ホルダスリーブ43を一度光軸(Z軸)方向に退避させる。続いて、Jスリーブ41の上端面41a上に接着剤51を塗布する。または、光軸調整部材42の下端面42bに接着剤51を塗布してもよい。そして、Z軸方向に退避させたホルダスリーブ43に光軸調整部材42を挿入する。ホルダスリーブ43を元の調芯位置に戻し、光軸調整部材42をJスリーブ41上に固定する。
続いて、ホルダスリーブ43を一度光軸(Z軸)方向に退避させる。続いて、Jスリーブ41の上端面41a上に接着剤51を塗布する。または、光軸調整部材42の下端面42bに接着剤51を塗布してもよい。そして、Z軸方向に退避させたホルダスリーブ43に光軸調整部材42を挿入する。ホルダスリーブ43を元の調芯位置に戻し、光軸調整部材42をJスリーブ41上に固定する。
光軸調整部材42の固定の際に、光軸調整部材42をJスリーブ41に一定量(一定荷重)押し付けることで、接着剤51の厚みを管理できる。更に、接着剤51の厚みは、フィラーのサイズでほぼ決まり、例えば、10〜20μmと薄くできる。また、接着剤51の硬化による不均一な応力の発生を抑制でき、その結果、光軸変動を抑制できる。接着剤樹脂を塗布した状態で位置決め(調芯)を行うと、樹脂に気泡が内包され接着性が劣化し、また、不均等なフィレットが形成され固定精度が劣化するため、位置決め(調芯)後に接着剤の塗布が行われている。
続いて、光軸調整部材42とホルダスリーブ43との間に、接着剤52が充填され、入口部にフィレットを形成する。接着剤樹脂を充填した状態で位置決めを行うと、樹脂に気泡が内包され接着性が劣化し、また不均等なフィレットが形成され固定精度が劣化するため、位置決め(調芯)後に充填が行われている。
上述のように、光軸調整部材42の内径寸法と、Jスリーブ41の外径寸法とのクリアランスは、XY軸方向の調芯のための隙間を設ける必要がないので、充填する接着剤52のフィラーのサイズに合わせて決定できる。例えば、フィラーサイズが10μm程度であれば、上記クリアランスは10〜20μmに設計する。
(5)接着固定
そして、Jスリーブ41と光軸調整部材42の間の接着剤51のフィレット部、及び、光軸調整部材42とホルダスリーブ43との間の接着剤52の露出部に、光軸調整部材42を把持せずに紫外線(UV:Ultraviolet)を照射し、あるいは加熱により光軸調整部材42及びホルダスリーブ43を接着固定する。UV硬化あるいは加熱時に、光軸調整部材42を把持せずフリーな状態とすることで、硬化収縮で発生する残留応力を緩和させることができる。
そして、Jスリーブ41と光軸調整部材42の間の接着剤51のフィレット部、及び、光軸調整部材42とホルダスリーブ43との間の接着剤52の露出部に、光軸調整部材42を把持せずに紫外線(UV:Ultraviolet)を照射し、あるいは加熱により光軸調整部材42及びホルダスリーブ43を接着固定する。UV硬化あるいは加熱時に、光軸調整部材42を把持せずフリーな状態とすることで、硬化収縮で発生する残留応力を緩和させることができる。
特に、光軸調整部材42とホルダスリーブ43との間の接着部に関して、光軸調整部材42は、上述の方法において保持されていない(光軸と垂直な方向に拘束されていない)ため、接着剤の粘度によってホルダスリーブ43とほぼ同軸となるように調節され、接着剤52の厚みがほぼ均等となる。上述の例では、光軸調整部材42とホルダスリーブ43との偏芯量が±10μm前後となる。この状態で固定を行うことで、接着剤の厚みが不均一であることに起因する、接着剤の硬化時の不均一な応力の発生を抑制でき、その結果、光軸変動を抑制することができる。また、部品精度のみで接着剤の厚みを管理することができる。
以上のようにして組み立てることができるので、本光モジュール1の構造では、組み立て時の光軸変動を抑制できる。
また、本光モジュール1では、光軸変動に特に影響を及ぼす可能性の高いXY軸方向の接着部は、接着強度が80kgfと実用上十分な強度を得ている。また、YAG溶接を行った場合の強度(およそ20kgf)に対しても4倍の強度が得られており、XY軸方向の接着部の接着強度は、十分に確保できる。
一方、Z軸方向の接着部においては、YAG溶接を行った場合の強度(およそ40kgf)に対して、本構造では、接着強度が100kgf以上の強度を得ており、Z軸方向の接着部の接着強度も十分に確保できている。
このように、本光モジュール1は、接着強度が高いので、組み立て後の光軸変動を抑制できる。
このように、本光モジュール1は、接着強度が高いので、組み立て後の光軸変動を抑制できる。
なお、Jスリーブ41と光軸調整部材42とを固定するXY軸固定用の接着剤51には、高精度での固定を必要とする樹脂であることから、硬化前後の体積変化が小さく、かつ耐久性を上げるために内部残留応力を極力減らす、低硬化収縮率、低熱膨張係数の樹脂を用いることが好ましい。
一方、光軸調整部材42とホルダスリーブ43とを固定するZ軸固定用の接着剤52には、クリアランス10〜20μmの狭い所に充填されるので、塗布安定性を考慮して、低粘度で接着耐久性が高い樹脂を用いることが好ましい。
一方、光軸調整部材42とホルダスリーブ43とを固定するZ軸固定用の接着剤52には、クリアランス10〜20μmの狭い所に充填されるので、塗布安定性を考慮して、低粘度で接着耐久性が高い樹脂を用いることが好ましい。
また、光モジュール1の光軸調整部材42には、上述の例では、金属材料を用いていたが、UVに対して透明な材料(透光性材料)を用いてもよい。透光性材料としては、例えば、透光性のセラミック、ガラス、樹脂を用いることができる。この場合は、後述のように、加熱せずとも接着剤を固定することができるので、接着剤としては、UV硬化型接着剤を用いるのが好ましい。
光軸調整部材42に透光性材料を用いることで、熱硬化させることなくUVを照射するのみで、接着部全面を直接硬化することができ、また、高強度(20kgf以上)を確保できる。接着剤を熱硬化させる必要がないので、組み立て中の光モジュールを、装置から取り外して、炉中で行う熱硬化に移行するまでの間で発生する光軸変動、例えば、装置から取り外す際に発生する外力や、作業者の移動時の人為的ミス等による光軸変動を防止することができる。
また、高品質な接着性(強度、信頼性)を得るには接着部全面に接着剤が濡れ広がっていることが重要で、光軸調整部材42を透明にすることにより、接着剤の濡れ広がり性を目視で確認できる。これにより、光軸変動の要因を含む接着剤の濡れ広がり性の悪いサンプルの流出を未然に防止できる。
また、高品質な接着性(強度、信頼性)を得るには接着部全面に接着剤が濡れ広がっていることが重要で、光軸調整部材42を透明にすることにより、接着剤の濡れ広がり性を目視で確認できる。これにより、光軸変動の要因を含む接着剤の濡れ広がり性の悪いサンプルの流出を未然に防止できる。
なお、上述の例では、ホルダスリーブ43にフェルール44が予め嵌入され固定されている形態のもので説明したが、ホルダスリーブ43をレセプタクル構造(例えば、フェルール44と一端でフィジカルコンタクト(PC)するファイバスタブが内部に圧入されている構造)として、光コネクタのフェルール44を使用時に挿入するようにしてもよい。また、ピグテールでもよい。
また、図1及び図2の例の光モジュール1は、1つの光デバイスを備える構成であったが、本発明の光モジュールは、以下に示す、複数の光デバイスを備えるダイプレクサやトライプレクサ等として構成することもできる。
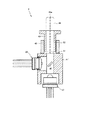
図3は、本発明の他の実施形態に係る光モジュール(ダイプレクサ)の部分断面図である。なお、上述の実施形態と同様の部分については、同様の参照番号を付すことによって、その説明は適宜省略する。ダイプレクサ2は、例えば、送信用の光デバイス10と、受信用の光デバイス20と、スリーブ部材40'と、を備える。
送信用光デバイス10及び受信用光デバイス20は、共にCANパッケージ型の光デバイスであるが、送信用光デバイス10は第1の波長の光信号を送出するLDを有し、受信用光デバイス20は第2の波長の光信号を受光するPDを有する。スリーブ部材40'は、図1等の例のスリーブ部材40と同様な構成を有し、Jスリーブ41'のみ構成が異なる。
送信用光デバイス10及び受信用光デバイス20は、共にCANパッケージ型の光デバイスであるが、送信用光デバイス10は第1の波長の光信号を送出するLDを有し、受信用光デバイス20は第2の波長の光信号を受光するPDを有する。スリーブ部材40'は、図1等の例のスリーブ部材40と同様な構成を有し、Jスリーブ41'のみ構成が異なる。
Jスリーブ41'には、上述の光モジュール1のものと同様に、送信用光デバイス10及び光軸調整部材42が取り付けられるだけでなく、受信用光デバイス20が取り付けられる。さらに、Jスリーブ41'における光ファイバ44aと送信用光デバイス10との間の光路には、第1の波長の光信号を透過し第2の波長の光信号を反射する光フィルタ45が設けられている。
このJスリーブ41'により、ダイプレクサ2は、送信用光デバイス10のLDから外部に、光フィルタ45及び光ファイバ44aを介して第1の波長の光信号を送出し、光ファイバ44aを介して入射された第2の波長の光信号を光フィルタ45で反射して受信用光デバイス20で受光することができるようになっている。
このJスリーブ41'により、ダイプレクサ2は、送信用光デバイス10のLDから外部に、光フィルタ45及び光ファイバ44aを介して第1の波長の光信号を送出し、光ファイバ44aを介して入射された第2の波長の光信号を光フィルタ45で反射して受信用光デバイス20で受光することができるようになっている。
ダイプレクサ2の組み立ての際、各部品は以下のようにして取り付けられる。
まず、Jスリーブ41'に対して、送信用光デバイス10が固着される。さらに、上述の光モジュール1と同様にして、送信用光デバイス10のLDから後述の光フィルタ45及び光ファイバ44aを介して出力される光信号の強度が所望の値になるように、光軸調整部材42やホルダスリーブ43等が光学的に調芯されて接着剤51,52により接着固定される。そして、光ファイバ44aを介して入力され光フィルタ45に反射されて受光される光信号の強度が所望の値になるように、Jスリーブ41'の側面であって光フィルタ45に対向する位置に、受信用光デバイス20が取り付けられる。
まず、Jスリーブ41'に対して、送信用光デバイス10が固着される。さらに、上述の光モジュール1と同様にして、送信用光デバイス10のLDから後述の光フィルタ45及び光ファイバ44aを介して出力される光信号の強度が所望の値になるように、光軸調整部材42やホルダスリーブ43等が光学的に調芯されて接着剤51,52により接着固定される。そして、光ファイバ44aを介して入力され光フィルタ45に反射されて受光される光信号の強度が所望の値になるように、Jスリーブ41'の側面であって光フィルタ45に対向する位置に、受信用光デバイス20が取り付けられる。
次に、図4を用いて、本発明の更に他の実施の形態に係る光モジュール(トライプレクサ)について説明する。図4は、本実施形態に係るトライプレクサの部分断面図である。なお、上述の実施形態と同様の部分については、同様の参照番号を付すことによって、その説明は適宜省略する。トライプレクサ3は、例えば、送信用の光デバイス10と、第1の受信用の光デバイス20と、第2の受信用光デバイス30と、スリーブ部材40''と、を備える。
送信用光デバイス10、第1の受信用光デバイス20及び第2の受信用光デバイス30は、それぞれCANパッケージ型の光デバイスであるが、送信用光デバイス10は第1の波長の光信号を送出するLDを有し、第1の受信用光デバイス20は第2の波長の光信号を受光するPDを有し、第2の受信用光デバイス30は第2の波長の光信号を受光するPDを有する。スリーブ部材40''は、上述の例のスリーブ部材40,40'と同様な構成を有し、Jスリーブ41''のみ構成が異なる。
送信用光デバイス10、第1の受信用光デバイス20及び第2の受信用光デバイス30は、それぞれCANパッケージ型の光デバイスであるが、送信用光デバイス10は第1の波長の光信号を送出するLDを有し、第1の受信用光デバイス20は第2の波長の光信号を受光するPDを有し、第2の受信用光デバイス30は第2の波長の光信号を受光するPDを有する。スリーブ部材40''は、上述の例のスリーブ部材40,40'と同様な構成を有し、Jスリーブ41''のみ構成が異なる。
Jスリーブ41''には、上述の光モジュール1等のものと同様に、送信用光デバイス10及び光軸調整部材42が取り付けられるだけでなく、第1の受信用光デバイス20及び第2の受信用光デバイス30が取り付けられる。さらに、Jスリーブ41''における光ファイバ44aと送信用光デバイス10との間の光路には、第1の波長の光信号及び第3の波長の光信号を透過し第2の波長の光信号を反射する第1の光フィルタ46と、第1の波長の光信号を透過し第3の波長の光信号を反射する第2の光フィルタ47が、光軸調整部材42側から順に設けられている。
このJスリーブ41''により、トライプレクサ3は、送信用光デバイス10のLDから外部に、第2の光フィルタ47、第1の光フィルタ46及び光ファイバ44aを介して、第1の波長の光信号を送出することができるようになっている。また、光ファイバ44aを介して入射された第2の波長の光信号を第1の光フィルタ46で反射して第1の受信用光デバイス20で受光し、さらに、光ファイバ44aを介して入射され第1の光フィルタ46を透過した第3の波長の光信号を、第2の光フィルタ47で反射して第2の受信用光デバイス30で受光することができるようになっている。
トライプレクサ3の組み立ての際、各部品は以下のようにして取り付けられる。
まず、Jスリーブ41''に対して、送信用光デバイス10が固着される。さらに、上述の光モジュール1と同様にして、送信用光デバイス10のLDから後述の光フィルタ45及び光ファイバ44aを介して出力される光信号の強度が所望の値になるように、光軸調整部材42やホルダスリーブ43等が光学的に調芯されて接着剤51,52により接着固定される。そして、光ファイバ44aを介して入力されそれぞれの光フィルタに反射されて受光される光信号の強度が所望の値になるように、Jスリーブ41''の側面であってそれぞれの光フィルタに対向する位置に、第1の受信用光デバイス20及び第2の受信用光デバイス30が取り付けられる。
まず、Jスリーブ41''に対して、送信用光デバイス10が固着される。さらに、上述の光モジュール1と同様にして、送信用光デバイス10のLDから後述の光フィルタ45及び光ファイバ44aを介して出力される光信号の強度が所望の値になるように、光軸調整部材42やホルダスリーブ43等が光学的に調芯されて接着剤51,52により接着固定される。そして、光ファイバ44aを介して入力されそれぞれの光フィルタに反射されて受光される光信号の強度が所望の値になるように、Jスリーブ41''の側面であってそれぞれの光フィルタに対向する位置に、第1の受信用光デバイス20及び第2の受信用光デバイス30が取り付けられる。
上述のように構成することで、ダイプレクサやトライプレクサにおいて、一つの光デバイスを備える光モジュールと同様に、接着固定に接着剤を用いても薄い接着剤層で互いに接着しているため、硬化時に位置ずれができないので、高効率で光結合させることができる。
1…光モジュール、2…ダイプレクサ、3…トライプレクサ、10…(送信用)光デバイス、11…リードピン、12…ステム、13…集光用レンズ、14…キャップ、20…(第1の)受信用光デバイス、30…第2の受信用光デバイス、40,40',40''…スリーブ部材、41,41',41''…Jスリーブ、42…光軸調整部材(円筒部材)、43…ホルダスリーブ、44…フェルール、44a…光ファイバ、45…光フィルタ、46…第1の光フィルタ、47…第2の光フィルタ、51,52…接着剤。
Claims (4)
- 光電変換素子を搭載した光デバイスに固着されるジョイントスリーブと、フェルールを保持するホルダスリーブとを備え、前記ジョイントスリーブと前記ホルダスリーブとの位置関係を調整する光軸調整部材を有し、
前記ジョイントスリーブと前記光軸調整部材とは、接着層の厚みが10〜20μmで光軸と直交する端面において接着され、
前記光軸調整部材とホルダスリーブとは、接着層の厚みが10〜20μmで光軸と平行な嵌合面において接着されていることを特徴とする光モジュール。 - 前記ジョイントスリーブ、前記光軸調整部材及び前記ホルダスリーブは、樹脂材料からなることを特徴とする請求項1に記載の光モジュール。
- 前記光軸調整部材は、紫外線を透過する材料からなる請求項1又は2に記載の光モジュール。
- 前記ジョイントスリーブ内の光路にフィルタを設け、該フィルタに対向させて前記ジョイントスリーブの側面に他の光デバイスを取り付けたことを特徴とする請求項1〜3のいずれかに記載の光モジュール。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007265230A JP2009093041A (ja) | 2007-10-11 | 2007-10-11 | 光モジュール |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007265230A JP2009093041A (ja) | 2007-10-11 | 2007-10-11 | 光モジュール |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009093041A true JP2009093041A (ja) | 2009-04-30 |
Family
ID=40665067
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007265230A Pending JP2009093041A (ja) | 2007-10-11 | 2007-10-11 | 光モジュール |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009093041A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012127996A (ja) * | 2010-12-13 | 2012-07-05 | Sumitomo Electric Device Innovations Inc | 光モジュールの調心方法 |
| JP2013155757A (ja) * | 2012-01-26 | 2013-08-15 | Mitsubishi Electric Corp | 異種金属管接合構造 |
| JP2013229375A (ja) * | 2012-04-24 | 2013-11-07 | Mitsubishi Electric Corp | 一芯双方向伝送装置と一芯双方向伝送装置の製造方法 |
| CN114384650A (zh) * | 2020-10-22 | 2022-04-22 | 广东海信宽带科技有限公司 | 一种光模块 |
| WO2024116621A1 (ja) * | 2022-12-02 | 2024-06-06 | ソニーセミコンダクタソリューションズ株式会社 | 光コネクタおよび光伝送モジュール |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005173534A (ja) * | 2003-11-17 | 2005-06-30 | Hitachi Cable Ltd | フェルールブロック及びそれを用いた光モジュール |
| JP2005309272A (ja) * | 2004-04-26 | 2005-11-04 | Hiroshi Nakazawa | 傾斜角自在形眼鏡 |
| JP2006284760A (ja) * | 2005-03-31 | 2006-10-19 | Kyocera Corp | 光ファイバとこれを用いた光モジュール及びその位置調整方法 |
| JP2006351608A (ja) * | 2005-06-13 | 2006-12-28 | Ntt Electornics Corp | 発光モジュール及び一芯双方向光通信モジュール |
| JP2007219337A (ja) * | 2006-02-20 | 2007-08-30 | Sony Corp | 光学部品の接着固定方法およびレーザ光源装置 |
-
2007
- 2007-10-11 JP JP2007265230A patent/JP2009093041A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005173534A (ja) * | 2003-11-17 | 2005-06-30 | Hitachi Cable Ltd | フェルールブロック及びそれを用いた光モジュール |
| JP2005309272A (ja) * | 2004-04-26 | 2005-11-04 | Hiroshi Nakazawa | 傾斜角自在形眼鏡 |
| JP2006284760A (ja) * | 2005-03-31 | 2006-10-19 | Kyocera Corp | 光ファイバとこれを用いた光モジュール及びその位置調整方法 |
| JP2006351608A (ja) * | 2005-06-13 | 2006-12-28 | Ntt Electornics Corp | 発光モジュール及び一芯双方向光通信モジュール |
| JP2007219337A (ja) * | 2006-02-20 | 2007-08-30 | Sony Corp | 光学部品の接着固定方法およびレーザ光源装置 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012127996A (ja) * | 2010-12-13 | 2012-07-05 | Sumitomo Electric Device Innovations Inc | 光モジュールの調心方法 |
| US9323015B2 (en) | 2010-12-13 | 2016-04-26 | Sumitomo Electric Device Innovations, Inc. | Process to align sleeve member optically with optical device |
| JP2013155757A (ja) * | 2012-01-26 | 2013-08-15 | Mitsubishi Electric Corp | 異種金属管接合構造 |
| JP2013229375A (ja) * | 2012-04-24 | 2013-11-07 | Mitsubishi Electric Corp | 一芯双方向伝送装置と一芯双方向伝送装置の製造方法 |
| CN114384650A (zh) * | 2020-10-22 | 2022-04-22 | 广东海信宽带科技有限公司 | 一种光模块 |
| CN114384650B (zh) * | 2020-10-22 | 2023-09-15 | 广东海信宽带科技有限公司 | 一种光模块 |
| WO2024116621A1 (ja) * | 2022-12-02 | 2024-06-06 | ソニーセミコンダクタソリューションズ株式会社 | 光コネクタおよび光伝送モジュール |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4690963B2 (ja) | 多チャンネル光モジュールの製造方法 | |
| US8827572B2 (en) | Side coupling optical fiber assembly and fabrication method thereof | |
| US6603906B2 (en) | Multi-port optical power monitoring package and method of manufacturing | |
| US7194160B2 (en) | Filter module | |
| CN100462758C (zh) | 光学组件及其制造方法 | |
| JPH08122588A (ja) | 半導体受光モジュール装置及びその受光モジュール内 部素子の製造方法 | |
| JP2009093041A (ja) | 光モジュール | |
| JP4779361B2 (ja) | 光モジュール、および光モジュールを製造する方法 | |
| JP2002043675A (ja) | 光モジュール | |
| JPH08338927A (ja) | 光結合器及びその組立方法 | |
| US7672551B2 (en) | Configurations and methods for manufacturing optical devices using an athermal platform | |
| CN115993684A (zh) | 金属化光纤阵列模块及其制作方法 | |
| US7113672B2 (en) | Wavelength division multiplexed (WDM) coupler and method for making the same | |
| JPH0735958A (ja) | 並列伝送モジュール | |
| JP4012537B2 (ja) | 光モジュール及びその作製方法 | |
| JP2011044600A (ja) | 光装置およびその製造方法 | |
| JP5287243B2 (ja) | 光送信モジュール及びその製造方法 | |
| JP2007193270A (ja) | レンズ付きキャップ及びその製造方法 | |
| JP3779049B2 (ja) | 光モジュールとその製造方法、並びに、光学的反射部材とその位置決め方法及び装置 | |
| US6880984B2 (en) | Laser platform | |
| US20060067613A1 (en) | Wavelength division multiplexed (WDM) coupler and method for making the same | |
| JP2008040086A (ja) | 光ファイバアレイ | |
| JPS6040003B2 (ja) | 光結合装置 | |
| JP2004219766A (ja) | 光通信モジュール、光通信部品、その製造方法 | |
| TWI385424B (zh) | 濾波裝置及其製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Effective date: 20100715 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A977 | Report on retrieval |
Effective date: 20110803 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110823 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20111220 |