JP2009094326A - ウェーハの研削方法 - Google Patents
ウェーハの研削方法 Download PDFInfo
- Publication number
- JP2009094326A JP2009094326A JP2007264172A JP2007264172A JP2009094326A JP 2009094326 A JP2009094326 A JP 2009094326A JP 2007264172 A JP2007264172 A JP 2007264172A JP 2007264172 A JP2007264172 A JP 2007264172A JP 2009094326 A JP2009094326 A JP 2009094326A
- Authority
- JP
- Japan
- Prior art keywords
- grinding
- wafer
- back surface
- chuck table
- grinding wheel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D7/00—Bonded abrasive wheels, or wheels with inserted abrasive blocks, designed for acting otherwise than only by their periphery, e.g. by the front face; Bushings or mountings therefor
- B24D7/18—Wheels of special form
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P50/00—Etching of wafers, substrates or parts of devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B1/00—Processes of grinding or polishing; Use of auxiliary equipment in connection with such processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B7/00—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor
- B24B7/20—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground
- B24B7/22—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground for grinding inorganic material, e.g. stone, ceramics, porcelain
- B24B7/228—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground for grinding inorganic material, e.g. stone, ceramics, porcelain for grinding thin, brittle parts, e.g. semiconductors, wafers
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Inorganic Chemistry (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
Abstract
【解決手段】表面に複数のデバイスが形成されたウェーハの裏面を研削してゲッタリング効果により重金属の遊動を抑制すると共に抗折強度を1000MPa以上に維持する方法において、研削ホイールとして、基台の自由端部に粒径1μm以下のダイヤモンド砥粒がビトリファイドボンドで固定された研削砥石が固着されて構成されるものを使用し、ウェーハの表面に保護部材を貼着して保護部材をチャックテーブルにて保持し、チャックテーブルを回転させながら研削ホイールを回転させ、研削砥石によってウェーハの裏面を研削して裏面の面粗さの平均値を0.003μm以下とし、ウェーハの裏面に残存する歪み層の厚さを0.05μmとする。
【選択図】図6
Description
チャックテーブル2の回転速度:100〜400[rpm]
研削ホイール34の回転速度:1000〜6000[rpm]
研削手段3の研削送り速度:0.05〜0.5[μm/秒]
研削手段3における研削水使用量:2〜10[リットル/分]
2:チャックテーブル
3:研削手段
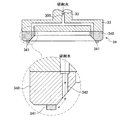
30:スピンドル 31:ハウジング 32:モータ 33:ホイールマウント
34:研削ホイール 340:基台 341:研削砥石 342:流路
35:流入口
4:研削送り手段
40:ボールネジ 41:ガイドレール 42:パルスモータ 43:昇降部
5:操作部
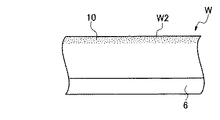
W:ウェーハ
W1:表面 S:分割予定ライン D:デバイス
W2:裏面
10:歪み層
Claims (2)
- ウェーハを保持するチャックテーブルと、該チャックテーブルに保持されたウェーハを研削する回転可能な研削ホイールを有する研削手段とを備えた研削装置を用い、表面に複数のデバイスが形成されたウェーハの裏面を研削してゲッタリング効果により重金属の遊動を抑制すると共に抗折強度を略1000MPa以上に維持するウェーハの研削方法であって、
該研削ホイールは、基台の自由端部に粒径1μm以下のダイヤモンド砥粒がビトリファイドボンドで固定された研削砥石が固着されて構成され、
ウェーハの表面に保護部材を貼着し該保護部材を該チャックテーブルに対面させて保持し、
該チャックテーブルを回転させながら該研削ホイールを回転させ、該研削砥石によって該ウェーハの裏面を研削して該裏面の面粗さの平均値を0.003μm以下とし、
該ウェーハの裏面に残存する歪み層の厚さを0.05μmとする
ウェーハの研削方法。 - 前記チャックテーブルの回転速度は100〜400rpmであり、前記研削ホイールの回転速度は1000〜6000rpmであり、前記研削手段の研削送り速度は0.05〜0.5μm/秒であり、研削水の使用量は2〜10リットル/分である請求項1に記載のウェーハの研削方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007264172A JP2009094326A (ja) | 2007-10-10 | 2007-10-10 | ウェーハの研削方法 |
| TW097131913A TW200917372A (en) | 2007-10-10 | 2008-08-21 | Grinding method for wafer |
| KR1020080092271A KR20090037302A (ko) | 2007-10-10 | 2008-09-19 | 웨이퍼의 연삭 방법 |
| US12/243,483 US7677955B2 (en) | 2007-10-10 | 2008-10-01 | Grinding method for wafer |
| CNA2008101685918A CN101407035A (zh) | 2007-10-10 | 2008-10-10 | 晶片的磨削方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007264172A JP2009094326A (ja) | 2007-10-10 | 2007-10-10 | ウェーハの研削方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009094326A true JP2009094326A (ja) | 2009-04-30 |
Family
ID=40534711
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007264172A Pending JP2009094326A (ja) | 2007-10-10 | 2007-10-10 | ウェーハの研削方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US7677955B2 (ja) |
| JP (1) | JP2009094326A (ja) |
| KR (1) | KR20090037302A (ja) |
| CN (1) | CN101407035A (ja) |
| TW (1) | TW200917372A (ja) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103056737A (zh) * | 2011-10-21 | 2013-04-24 | 株式会社迪思科 | 蓝宝石基板的磨削方法 |
| DE102015211805A1 (de) | 2014-06-27 | 2015-12-31 | Disco Corporation | Evaluierungsverfahren für Einrichtungswafer |
| DE102015211806A1 (de) | 2014-06-27 | 2015-12-31 | Disco Corporation | Bearbeitungsvorrichtung |
| KR20160033041A (ko) * | 2014-09-17 | 2016-03-25 | 가부시기가이샤 디스코 | 피가공물의 연삭 방법 |
| CN105437053A (zh) * | 2014-06-18 | 2016-03-30 | 上海和辉光电有限公司 | 面板研磨装置 |
| DE102017205104A1 (de) | 2016-03-28 | 2017-09-28 | Disco Corporation | Werkstückevaluierungsverfahren |
| CN107403738A (zh) * | 2016-05-19 | 2017-11-28 | 株式会社迪思科 | 去疵性的评价方法 |
| JP2018056384A (ja) * | 2016-09-29 | 2018-04-05 | 株式会社ディスコ | デバイスウエーハの加工方法 |
| JP2018531503A (ja) * | 2015-08-14 | 2018-10-25 | エム キューブド テクノロジーズ, インコーポレイテッド | 被加工物を仕上げるための、高度に制御可能な処理ツールを有する機械 |
| JP2019013989A (ja) * | 2017-07-04 | 2019-01-31 | 株式会社ディスコ | 研削装置 |
| KR20210033897A (ko) | 2019-09-19 | 2021-03-29 | 가부시기가이샤 디스코 | 웨이퍼의 처리 방법 및 칩 측정 장치 |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5568837B2 (ja) * | 2008-02-29 | 2014-08-13 | 株式会社Sumco | シリコン基板の製造方法 |
| JP2011029331A (ja) * | 2009-07-23 | 2011-02-10 | Disco Abrasive Syst Ltd | ウエーハの研削方法および保護テープ |
| JP2011151070A (ja) * | 2010-01-19 | 2011-08-04 | Disco Abrasive Syst Ltd | ウエーハの加工方法 |
| JP5550940B2 (ja) * | 2010-02-23 | 2014-07-16 | 株式会社ディスコ | 搬送機構 |
| WO2012119616A1 (en) | 2011-03-10 | 2012-09-13 | Peter Wolters Gmbh | Method and device for the single-sided processing of flat workpieces |
| CN102198616B (zh) * | 2011-04-18 | 2013-07-17 | 武汉飞米思科技有限公司 | 工程陶瓷工件平面磨削方法 |
| US9266220B2 (en) | 2011-12-30 | 2016-02-23 | Saint-Gobain Abrasives, Inc. | Abrasive articles and method of forming same |
| JP2014172146A (ja) * | 2013-03-12 | 2014-09-22 | Disco Abrasive Syst Ltd | 研削ホイール |
| JP6040947B2 (ja) * | 2014-02-20 | 2016-12-07 | 信越半導体株式会社 | ワークの両頭研削方法 |
| JP6353684B2 (ja) * | 2014-04-04 | 2018-07-04 | 株式会社ディスコ | 研削ホイール及び研削室の洗浄方法 |
| SE540285C2 (en) * | 2015-01-20 | 2018-05-22 | Htc Sweden Ab | System comprising a carrier disk and a floor grinding machine |
| JP2016168660A (ja) * | 2015-03-13 | 2016-09-23 | 株式会社ディスコ | 研削ホイール |
| JP6489973B2 (ja) * | 2015-07-30 | 2019-03-27 | 株式会社ディスコ | 研削装置 |
| JP6523872B2 (ja) * | 2015-08-27 | 2019-06-05 | 株式会社ディスコ | 研削装置 |
| JP6908464B2 (ja) * | 2016-09-15 | 2021-07-28 | 株式会社荏原製作所 | 基板加工方法および基板加工装置 |
| JP6719825B2 (ja) * | 2016-10-12 | 2020-07-08 | 株式会社ディスコ | 研削装置及びウェーハの加工方法 |
| JP7012454B2 (ja) * | 2017-04-27 | 2022-01-28 | 株式会社岡本工作機械製作所 | 静電吸着チャックの製造方法並びに半導体装置の製造方法 |
| JP6951152B2 (ja) * | 2017-08-22 | 2021-10-20 | 株式会社ディスコ | 研削装置 |
| JP7204318B2 (ja) * | 2017-11-06 | 2023-01-16 | 株式会社ディスコ | 研削ホイール |
| JP7049848B2 (ja) * | 2018-02-08 | 2022-04-07 | 株式会社ディスコ | 保持面の研削方法 |
| CN212095976U (zh) * | 2020-03-30 | 2020-12-08 | 桂林创源金刚石有限公司 | 一种高转速杯形砂轮 |
| JP7712137B2 (ja) * | 2021-08-02 | 2025-07-23 | 株式会社ディスコ | 判定用ツール及び形状判定方法 |
| CN119589526A (zh) * | 2025-01-06 | 2025-03-11 | 深圳市重投天科半导体有限公司 | 一种晶片磨削方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003332276A (ja) * | 2002-05-13 | 2003-11-21 | Hitachi Chem Co Ltd | 半導体装置の製造法 |
| JP2006012902A (ja) * | 2004-06-22 | 2006-01-12 | Disco Abrasive Syst Ltd | ウエーハの加工方法 |
| JP2006203132A (ja) * | 2005-01-24 | 2006-08-03 | Disco Abrasive Syst Ltd | ウエーハの研削方法 |
| JP2007012810A (ja) * | 2005-06-29 | 2007-01-18 | Renesas Technology Corp | 半導体集積回路装置の製造方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7255637B2 (en) * | 2000-09-08 | 2007-08-14 | Applied Materials, Inc. | Carrier head vibration damping |
| SG119140A1 (en) * | 2001-07-04 | 2006-02-28 | Disco Corp | Grinding wheel |
| JP4759948B2 (ja) | 2004-07-28 | 2011-08-31 | ルネサスエレクトロニクス株式会社 | 半導体装置の製造方法 |
| JP2006108532A (ja) * | 2004-10-08 | 2006-04-20 | Disco Abrasive Syst Ltd | ウエーハの研削方法 |
| DK1819481T3 (en) * | 2004-12-01 | 2015-06-15 | Rhodius Schleifwerkzeuge Gmbh & Co Kg | Device for separation and grinding, clamp and rotary tool with vibration |
| DE102006030559A1 (de) * | 2006-07-03 | 2008-01-10 | Robert Bosch Gmbh | Elektrohandwerkzeugmaschine |
| JP4913517B2 (ja) * | 2006-09-26 | 2012-04-11 | 株式会社ディスコ | ウエーハの研削加工方法 |
| JP4961183B2 (ja) * | 2006-09-26 | 2012-06-27 | 株式会社ディスコ | 半導体ウェーハの加工方法 |
| JP4986568B2 (ja) * | 2006-10-11 | 2012-07-25 | 株式会社ディスコ | ウエーハの研削加工方法 |
| JP2009004406A (ja) * | 2007-06-19 | 2009-01-08 | Disco Abrasive Syst Ltd | 基板の加工方法 |
-
2007
- 2007-10-10 JP JP2007264172A patent/JP2009094326A/ja active Pending
-
2008
- 2008-08-21 TW TW097131913A patent/TW200917372A/zh unknown
- 2008-09-19 KR KR1020080092271A patent/KR20090037302A/ko not_active Ceased
- 2008-10-01 US US12/243,483 patent/US7677955B2/en active Active
- 2008-10-10 CN CNA2008101685918A patent/CN101407035A/zh active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003332276A (ja) * | 2002-05-13 | 2003-11-21 | Hitachi Chem Co Ltd | 半導体装置の製造法 |
| JP2006012902A (ja) * | 2004-06-22 | 2006-01-12 | Disco Abrasive Syst Ltd | ウエーハの加工方法 |
| JP2006203132A (ja) * | 2005-01-24 | 2006-08-03 | Disco Abrasive Syst Ltd | ウエーハの研削方法 |
| JP2007012810A (ja) * | 2005-06-29 | 2007-01-18 | Renesas Technology Corp | 半導体集積回路装置の製造方法 |
Cited By (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103056737A (zh) * | 2011-10-21 | 2013-04-24 | 株式会社迪思科 | 蓝宝石基板的磨削方法 |
| CN105437053A (zh) * | 2014-06-18 | 2016-03-30 | 上海和辉光电有限公司 | 面板研磨装置 |
| CN105215839B (zh) * | 2014-06-27 | 2019-02-15 | 株式会社迪思科 | 加工装置 |
| DE102015211805A1 (de) | 2014-06-27 | 2015-12-31 | Disco Corporation | Evaluierungsverfahren für Einrichtungswafer |
| DE102015211806A1 (de) | 2014-06-27 | 2015-12-31 | Disco Corporation | Bearbeitungsvorrichtung |
| KR20160001637A (ko) | 2014-06-27 | 2016-01-06 | 가부시기가이샤 디스코 | 디바이스 웨이퍼의 평가 방법 |
| KR20160001627A (ko) | 2014-06-27 | 2016-01-06 | 가부시기가이샤 디스코 | 가공 장치 |
| CN105215839A (zh) * | 2014-06-27 | 2016-01-06 | 株式会社迪思科 | 加工装置 |
| US9679820B2 (en) | 2014-06-27 | 2017-06-13 | Disco Corporation | Evaluation method of device wafer |
| KR20160033041A (ko) * | 2014-09-17 | 2016-03-25 | 가부시기가이샤 디스코 | 피가공물의 연삭 방법 |
| KR102197502B1 (ko) | 2014-09-17 | 2020-12-31 | 가부시기가이샤 디스코 | 피가공물의 연삭 방법 |
| JP2018531503A (ja) * | 2015-08-14 | 2018-10-25 | エム キューブド テクノロジーズ, インコーポレイテッド | 被加工物を仕上げるための、高度に制御可能な処理ツールを有する機械 |
| US10157802B2 (en) | 2016-03-28 | 2018-12-18 | Disco Corporation | Workpiece evaluating method |
| DE102017205104B4 (de) | 2016-03-28 | 2019-08-01 | Disco Corporation | Werkstückevaluierungsverfahren |
| DE102017205104A1 (de) | 2016-03-28 | 2017-09-28 | Disco Corporation | Werkstückevaluierungsverfahren |
| KR20170113216A (ko) | 2016-03-28 | 2017-10-12 | 가부시기가이샤 디스코 | 피가공물의 평가 방법 |
| US10068811B2 (en) | 2016-05-19 | 2018-09-04 | Disco Corporation | Method of evaluating gettering property |
| KR20170131244A (ko) | 2016-05-19 | 2017-11-29 | 가부시기가이샤 디스코 | 게터링성의 평가 방법 |
| CN107403738A (zh) * | 2016-05-19 | 2017-11-28 | 株式会社迪思科 | 去疵性的评价方法 |
| CN107403738B (zh) * | 2016-05-19 | 2022-10-11 | 株式会社迪思科 | 去疵性的评价方法 |
| JP2018056384A (ja) * | 2016-09-29 | 2018-04-05 | 株式会社ディスコ | デバイスウエーハの加工方法 |
| JP2019013989A (ja) * | 2017-07-04 | 2019-01-31 | 株式会社ディスコ | 研削装置 |
| JP7067878B2 (ja) | 2017-07-04 | 2022-05-16 | 株式会社ディスコ | 研削装置 |
| KR20210033897A (ko) | 2019-09-19 | 2021-03-29 | 가부시기가이샤 디스코 | 웨이퍼의 처리 방법 및 칩 측정 장치 |
| US11637039B2 (en) | 2019-09-19 | 2023-04-25 | Disco Corporation | Method of processing wafer, and chip measuring apparatus |
| US11901234B2 (en) | 2019-09-19 | 2024-02-13 | Disco Corporation | Method of processing wafer, and chip measuring apparatus |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101407035A (zh) | 2009-04-15 |
| KR20090037302A (ko) | 2009-04-15 |
| US7677955B2 (en) | 2010-03-16 |
| TW200917372A (en) | 2009-04-16 |
| US20090098808A1 (en) | 2009-04-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2009094326A (ja) | ウェーハの研削方法 | |
| JP5226287B2 (ja) | ウェーハの研削方法 | |
| JP2010225987A (ja) | ウェーハの研磨方法及び研磨パッド | |
| JP2023059932A (ja) | ツルーイング方法及び面取り装置 | |
| KR20080041107A (ko) | 척 테이블의 셀프 그라인딩 방법 | |
| JP4977493B2 (ja) | 研削砥石のドレッシング方法およびドレッシング工具 | |
| JP6812068B2 (ja) | 加工方法 | |
| CN111438580B (zh) | 被加工物的加工方法 | |
| JP5389433B2 (ja) | 研削ホイール | |
| JP6631829B2 (ja) | ラップ盤と砥石表面の平面度・平坦度修正方法 | |
| JP5127270B2 (ja) | ドレッシング方法およびドレッサボード | |
| JP4537778B2 (ja) | ビトリファイドボンド砥石の目立て方法 | |
| JP2010194672A (ja) | 被加工物の研削方法 | |
| JP7592365B2 (ja) | 被加工物の研削方法 | |
| CN116160375A (zh) | 磨削磨轮和磨削方法 | |
| JP2019081217A (ja) | 保護部材の加工方法 | |
| CN102737980B (zh) | 晶片的磨削方法 | |
| JP4885548B2 (ja) | ウェーハの研磨方法 | |
| JP2021098238A (ja) | ワークピースの研削方法 | |
| JP7704634B2 (ja) | 被加工物の研削方法 | |
| CN104044086A (zh) | 磨轮 | |
| JP2019062147A (ja) | 保護部材の加工方法 | |
| JP2019059007A (ja) | 保護部材の加工方法 | |
| JP2023109277A (ja) | 研削方法 | |
| JP2023114076A (ja) | 被加工物の加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100924 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120928 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121002 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121130 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130108 |