JP2009106953A - 閉塞鍛造装置 - Google Patents
閉塞鍛造装置 Download PDFInfo
- Publication number
- JP2009106953A JP2009106953A JP2007280281A JP2007280281A JP2009106953A JP 2009106953 A JP2009106953 A JP 2009106953A JP 2007280281 A JP2007280281 A JP 2007280281A JP 2007280281 A JP2007280281 A JP 2007280281A JP 2009106953 A JP2009106953 A JP 2009106953A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- piece
- peripheral surface
- die
- closed forging
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Forging (AREA)
Abstract
【解決手段】 第一金型は固定型側の外周面に凹凸状の第一凹凸部が形成され、第二金型は可動型側の外周面に凹凸状の第二凹凸部が形成され、第二金型の外周側には複数の分割ピースと、分割ピースを内周側に保持するケースとを備える係合機構が配置され、ケースは内周面が可動型側から固定型側に向かって小径となるテーパ形状であり、分割ピースは外周面が可動型側から固定型側へ向かって小径となるテーパ形状で、内周面には第一金型と第二金型の凹凸部に嵌合する複数のピース凹凸部が形成され、ピース凹凸部の第二金型の凹部と嵌合する少なくとも一つの凸部は他の凸部より内側に向かって突出する抜け止め部であり、第二金型と分割ピースは抜け止め部によって離間することのない状態に配設され、分割ピースがケースの内周面に沿って移動し、第一金型と第二金型の凹凸部に分割ピースの凹凸部が嵌合することを特徴とする閉塞鍛造装置。
【選択図】図4
Description
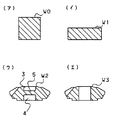
第一金型は固定型側の外周面に凹凸状の第一凹凸部が形成され、
第二金型は可動型側の外周面に凹凸状の第二凹凸部が形成され、
第二金型の外周側には複数の分割ピースと、分割ピースを内周側に保持するケースとを備える係合機構が配置され、
ケースは内周面が可動型側から固定型側に向かって小径となるテーパ形状であり、
分割ピースは外周面が可動型側から固定型側へ向かって小径となるテーパ形状で、内周面には第一金型と第二金型の凹凸部に嵌合する複数のピース凹凸部が形成され、ピース凹凸部の第二金型の凹部と嵌合する少なくとも一つの凸部は他の凸部より内側に向かって突出する抜け止め部であり、
第二金型と分割ピースは抜け止め部によって離間することのない状態に配設され、
分割ピースがケースの内周面に沿って移動し、第一金型と第二金型の凹凸部に分割ピースの凹凸部が嵌合することを特徴とする。
12 第一金型
13 第一大径部
14 第一小径部
15 凹凸部
51 固定型
52 第二金型
53 第二大径部
54 第二小径部
55 凹凸部
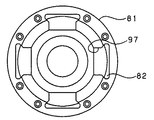
80 係合機構
81 ケース
82 分割ピース
83 (ケース)内周面
85 (分割ピース)外周面
86 ピース凹凸部
86a 他の凸部
86c 抜け止め部
Claims (5)
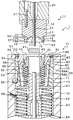
- 第一金型(12)を有し軸線方向に移動可能である可動型(11)と第二金型(52)を有する固定型(51)とが同一軸心上に対向して配置され、前記第一金型(12)と前記第二金型(52)とにより型彫空間が形成される閉塞鍛造装置において、
前記第一金型(12)は固定型側の外周面に凹凸状の第一凹凸部(15)が形成され、
前記第二金型(52)は可動型側の外周面に凹凸状の第二凹凸部(55)が形成される第二小径部(54)とから成り、
前記第二金型(52)の外周側には複数の分割ピース(82)と、該分割ピース(82)を内周側に保持するケース(81)とを備える係合機構(80)が配置され、
前記ケース(81)は内周面(83)が可動型側から固定型側に向かって小径となるテーパ形状であり、
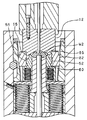
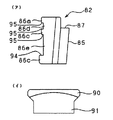
前記分割ピース(82)は外周面(85)が可動型側から固定型側へ向かって小径となるテーパ形状で、内周面には前記第一金型(12)と前記第二金型(52)の凹凸部(15,55)に嵌合する複数のピース凹凸部(86)が形成され、該ピース凹凸部(86)の前記第二金型(52)の凹部(55b)と嵌合する少なくとも一つの凸部(86c)は他の凸部(86a)より内側に向かって突出する抜け止め部であり、
前記第二金型(52)と前記分割ピース(82)は前記抜け止め部(86c)によって離間することのない状態に配設され、
前記分割ピース(82)が前記ケース(81)の内周面(83)に沿って移動し、前記第一金型(12)と前記第二金型(52)の凹凸部(15,55)に前記分割ピース(82)のピース凹凸部(86)が嵌合することを特徴とする閉塞鍛造装置。 - 前記分割ピース(82)は該分割ピース(82)の移動を軸線方向のみに規制する規制部(90)が形成されることを特徴とする請求項1記載の閉塞鍛造装置。
- 前記分割ピース(82)は前記ケース(81)の内周面(83)と当接する外周面(85)が正面視で直線に形成されることを特徴とする請求項1及び請求項2記載の閉塞鍛造装置。
- 前記第二金型(52)及び前記ケース(81)は軸線方向に移動可能にそれぞれ緩衝機構(71,72)に支持されることを特徴とする請求項1乃至請求項3記載の閉塞鍛造装置。
- 前記分割ピース(82)の抜け止め部(86c)は前記第二金型の凹部(55)と当接する面が前記閉塞鍛造装置の軸心に対して垂直な水平面(94)を有し、前記抜け止め部(86c)以外の凸部(86a,86b)は、前記閉塞鍛造装置(1)の軸心に向かって傾斜するテーパ面(95)を有することを特徴とする請求項1乃至4記載の閉塞鍛造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007280281A JP4906677B2 (ja) | 2007-10-29 | 2007-10-29 | 閉塞鍛造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007280281A JP4906677B2 (ja) | 2007-10-29 | 2007-10-29 | 閉塞鍛造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009106953A true JP2009106953A (ja) | 2009-05-21 |
| JP4906677B2 JP4906677B2 (ja) | 2012-03-28 |
Family
ID=40776060
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007280281A Expired - Fee Related JP4906677B2 (ja) | 2007-10-29 | 2007-10-29 | 閉塞鍛造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4906677B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012114910A1 (ja) * | 2011-02-24 | 2012-08-30 | アイシン・エィ・ダブリュ株式会社 | 歯形部品の製造方法、歯形部品の製造装置、歯形部品 |
| JP2012171013A (ja) * | 2011-02-24 | 2012-09-10 | Aisin Aw Co Ltd | 歯形部品の製造方法、歯形部品の製造装置、歯形部品 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002224787A (ja) * | 2001-01-31 | 2002-08-13 | Akamatsu Forsys Inc | 軸付き部材の閉塞鍛造・圧造方法 |
-
2007
- 2007-10-29 JP JP2007280281A patent/JP4906677B2/ja not_active Expired - Fee Related
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002224787A (ja) * | 2001-01-31 | 2002-08-13 | Akamatsu Forsys Inc | 軸付き部材の閉塞鍛造・圧造方法 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012114910A1 (ja) * | 2011-02-24 | 2012-08-30 | アイシン・エィ・ダブリュ株式会社 | 歯形部品の製造方法、歯形部品の製造装置、歯形部品 |
| JP2012171013A (ja) * | 2011-02-24 | 2012-09-10 | Aisin Aw Co Ltd | 歯形部品の製造方法、歯形部品の製造装置、歯形部品 |
| JP2012171014A (ja) * | 2011-02-24 | 2012-09-10 | Aisin Aw Co Ltd | 歯形部品の製造方法、歯形部品の製造装置、歯形部品 |
| CN103328126A (zh) * | 2011-02-24 | 2013-09-25 | 爱信艾达株式会社 | 齿形部件制造方法、齿形部件制造装置以及齿形部件 |
| CN103492100A (zh) * | 2011-02-24 | 2014-01-01 | 爱信艾达株式会社 | 齿形部件制造方法、齿形部件制造装置以及齿形部件 |
| US8997355B2 (en) | 2011-02-24 | 2015-04-07 | Aisin Aw Co., Ltd. | Toothed part manufacturing method, toothed part manufacturing device, and toothed part |
| US9021702B2 (en) | 2011-02-24 | 2015-05-05 | Aisin Aw Co., Ltd. | Toothed part manufacturing method, toothed part manufacturing device, and toothed part |
| CN103328126B (zh) * | 2011-02-24 | 2016-01-06 | 爱信艾达株式会社 | 齿形部件制造方法、齿形部件制造装置 |
| CN103492100B (zh) * | 2011-02-24 | 2016-02-03 | 爱信艾达株式会社 | 伞齿轮部件的制造方法、伞齿轮部件的制造装置以及伞齿轮部件 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4906677B2 (ja) | 2012-03-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5373378B2 (ja) | 鍛造加工方法 | |
| JP4368394B2 (ja) | クラッチギヤ製造装置およびクラッチギヤ製造方法 | |
| CN109482728B (zh) | 一种汽车出气端锥的翻孔翻边模具 | |
| JP2010131613A5 (ja) | ||
| JP2008188617A (ja) | 閉塞鍛造金型及び鍛造方法 | |
| CN110814179B (zh) | 内环形零圆角凸起坯料的制备方法 | |
| JP4906677B2 (ja) | 閉塞鍛造装置 | |
| CN100469487C (zh) | 伞齿轮的锻造成形方法及装置 | |
| JP2010155252A (ja) | カップリング部品の製造方法および製造装置 | |
| JP2004114086A (ja) | 鍛造装置 | |
| JP2009045661A (ja) | せん断品、せん断加工方法およびせん断工具 | |
| JP4826904B2 (ja) | 溝付きプラグの製造方法 | |
| JP5783598B2 (ja) | パイプ状部材の曲げ成形装置 | |
| JP3583614B2 (ja) | 歯車の製造方法 | |
| JP3617038B2 (ja) | 溝付きプラグの製造方法 | |
| JP2019089078A (ja) | 歯車の鍛造方法 | |
| JP2015120191A (ja) | プレス装置及びそれを用いたローラーの製造方法 | |
| JP2018199146A (ja) | 円筒部の製造方法 | |
| JP2010131626A (ja) | 円筒歯車の成形方法 | |
| CN209902074U (zh) | 一种紧料机构的活动模 | |
| JP2006035354A (ja) | 歯形形成部を有する部材の製造方法 | |
| JP2008105092A (ja) | 鍛造製品の成形方法 | |
| JP4828989B2 (ja) | 据え込み加工方法 | |
| CN111069414B (zh) | 零件冲孔加工装置及方法 | |
| JP4217691B2 (ja) | 円筒状部品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101025 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111222 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120110 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120110 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150120 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |