JP2009144061A - 発泡成形体 - Google Patents
発泡成形体 Download PDFInfo
- Publication number
- JP2009144061A JP2009144061A JP2007323131A JP2007323131A JP2009144061A JP 2009144061 A JP2009144061 A JP 2009144061A JP 2007323131 A JP2007323131 A JP 2007323131A JP 2007323131 A JP2007323131 A JP 2007323131A JP 2009144061 A JP2009144061 A JP 2009144061A
- Authority
- JP
- Japan
- Prior art keywords
- mass
- component
- propylene
- ethylene
- polymer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Biological Depolymerization Polymers (AREA)
Abstract
【解決手段】プロピレン系重合体(A)と、ポリ乳酸系樹脂(B)と、エポキシ基を含有するエチレン系重合体(C)及び/又はα,β−不飽和グリシジルエステルがグラフトされてなる変性プロピレン系重合体(D)と、を含有する樹脂組成物を成形してなる発泡成形体であって、密度が0.95g/cm3以下であり、かつ、表裏2層のスキン層と、これらのスキン層との間に配置され、複数の気泡を有する発泡層と、からなり、前記スキン層の単層の厚さは100μm以上であり、前記発泡層中の前記複数の気泡の平均気泡径は、500μm以下であり、前記発泡層中の気泡密度は、5×104個/cm3〜1×107個/cm3である。
【選択図】図1
Description
例えば、特許文献1には、ポリ乳酸系樹脂に揮発型発泡剤を吸収させた状態で射出成形機の金型内に結晶化度が所定の範囲であり、かつ未発泡の状態で成形した発泡性成形品を加熱して、発泡成形体を得る方法が開示されている。
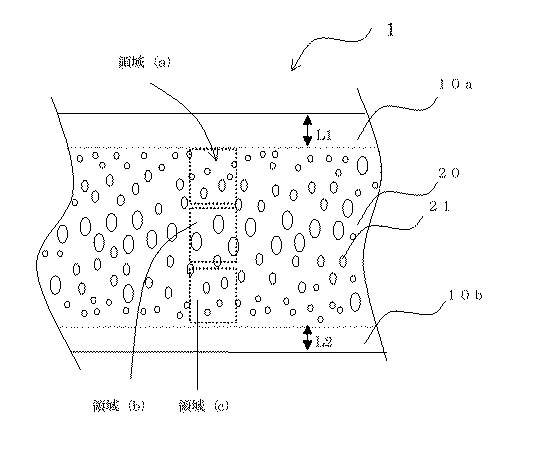
図1は、本発明に係る発泡成形体1の断面を示した図である。発泡成形体1は、気泡を実質的に有さない表裏2層のスキン層10a,10bと、これらのスキン層10a,10bとの間に配置され、複数の気泡21を有する発泡層20と、からなる。スキン層10a,10b厚さL1,L2はそれぞれ、100μm以上であり、好ましくは200μm以上であり、より好ましくは200μm〜1mmであり、さらに好ましくは200μm〜600μmである。スキン層の厚さをこのような範囲とすることにより、強度に優れる発泡成形体を提供することが可能となる。なお、本発明では、L1及びL2の平均値を、発泡成形体のスキン層の厚さとしている。
発泡成形体1全体の密度は、0.95g/cm3以下であり、好ましくは0.8g/cm3以下、より好ましくは0.6g/cm3以下、さらに好ましくは0.5g/cm3以下である。密度をこのような範囲とすることにより、発泡成形体の軽量化を図ることが可能となる。なお、本発明における密度は、水中置換法により測定された値を用いている。
平均気泡径は、図1に示されるように、発泡層20をスキン層近傍(領域(a),領域(b))、中心部(領域(c))、の3つの領域(本実施形態では、500μm角の正方形とする)に分け、それぞれの領域における平均気泡径から、算出した平均値である。そして各領域における気泡径は、個々の気泡の最も大きな長径(D1)とその長径に直行する短径(D2)の平均値((D1+D2)/2)をいう。
発泡層の気泡密度は、上記各領域(a)〜(c)の気泡密度の平均値である。気泡密度は、各領域の気泡数を、単位面積(1cm2)当りの気泡数に換算し、その気泡数を3/2乗した値である。
上述のような構造を有する発泡成形体は、プロピレン系重合体(A)と、ポリ乳酸系樹脂(B)と、エポキシ基を含有するエチレン系重合体(C)及び/又はα,β−不飽和グリシジルエステルがグラフトされてなる変性プロピレン系重合体(D)と、を含有する樹脂組成物を成形してなる。この樹脂組成物について以下詳細に説明する。
本発明に用いられるプロピレン系重合体(以下、成分(A)ともいう)は、プロピレンに由来する単量体単位を有し、プロピレン単独重合体(以下、成分(A−1)ともいう)、及び、プロピレン−エチレン共重合体(以下、成分(A−2)ともいう)からなる群から選ばれる少なくとも1種のプロピレン系重合体が用いられる。
プロピレン−エチレン共重合体(成分(A−2))としては、プロピレン−エチレンランダム共重合体(以下、成分(A−2−1)ともいう)、プロピレン−エチレンブロック共重合体(以下、成分(A−2−2)ともいう)が挙げられる。このプロピレン−エチレンブロック共重合体(成分(A−2−2))とは、プロピレン単独重合体成分と、プロピレン−エチレンランダム共重合体成分とからなる共重合体である。
プロピレン系重合体(成分(A))として、好ましくは、剛性、耐熱性又は硬度の観点から、プロピレン単独重合体(成分(A−1))又は、プロピレン−エチレンブロック共重合体(成分(A−2−2))である。
プロピレン−エチレンブロック共重合体(成分(A−2))のプロピレン単独重合体成分の、13C−NMRによって測定されるアイソタクチック・ペンタッド分率は0.95以上が好ましく、さらに好ましくは0.98以上である。
重合法としては、スラリー重合法、気相重合法、バルク重合法、溶液重合法、及び、これらを組み合わせた重合法が挙げられる。また重合法は、バッチ式、連続式のいずれでもよく、一段重合でも、多段重合でもよい。また、プロピレン系重合体(成分(A))としては、市販のプロピレン系重合体を用いてもよい。
本発明に用いられるポリ乳酸系樹脂(以下、成分(B)ともいう)とは、L乳酸に由来する繰り返し単位及び/又はD乳酸に由来する繰り返し単位を有するポリ乳酸(以下、単にポリ乳酸という)、又はこのポリ乳酸と他の植物由来ポリエステル樹脂との共重合体である。成分(B)は、必要に応じて、他の植物由来ポリエステル樹脂を含有していてもよい。
乳酸と共重合可能な他の植物由来のモノマーとしては、グリコール酸等のヒドロキシカルボン酸、ブタンジオール等の脂肪族多価アルコール及びコハク酸等の脂肪族多価カルボン酸が挙げられる。ポリ乳酸系樹脂(成分(B))は乳酸及び/又は他の植物由来モノマーを直接脱水重縮合する方法、又は乳酸及び/又はヒドロキシカルボン酸の環状二量体(例えば、ラクチド、グリコリド、ε−カプロラクトン)を開環重合させる方法により製造することができる。
ポリ乳酸系樹脂(成分(B))の重量平均分子量(Mw)は、好ましくは1万以上100万以下であり、さらに好ましくは5万以上50万以下である。分子量分布(Q値、Mw/Mn)として、好ましくは1以上4以下である。なお、分子量及び分子量分布は、ゲルパーミエイションクロマトグラフ(GPC)により、標準ポリスチレンを分子量標準物質として測定される。
本発明に用いられるエポキシ基を含有するエチレン系重合体(以下、成分(C)ともいう)は、エチレンに由来する単量体単位とを有する共重合体である。エポキシ基を有する単量体としては、例えば、グリシジルメタアクリレート、グリシジルアクリレート等のα,β−不飽和グリシジルエステル、アリルグリシジルエーテル、2−メチルアリルグリシジルエーテル等のα,β−不飽和グリシジルエーテルを挙げることができ、好ましくはグリシジルメタアクリレートである。
本発明で用いられる変性プロピレン系重合体(以下、成分(D)ともいう)は、α,β−不飽和グリシジルエステルがグラフトされてなる変性プロピレン系重合体である。即ち、プロピレン系重合体に、所定量のα,β−不飽和グリシジルエステル又はα,β−不飽和グリシジルエーテルをグラフトさせてなる重合体である。
α,β−不飽和グリシジルエステルとしては、例えば、グリシジルメタアクリレート、グリシジルアクリレート等が挙げられる。α,β−不飽和グリシジルエーテルとしては、例えば、アリルグリシジルエーテル、2−メチルアリルグリシジルエーテル等を挙げることができ、好ましくはグリシジルメタアクリレートである。
また、成分(C)、成分(D)を単独で添加する場合には、成分(A)及び成分(B)100質量部に対し、それぞれ1質量部〜80質量部、好ましくは1質量部〜20質量部含有する。成分(C)及び成分(D)の両方を添加する場合には、1質量部〜80質量部、好ましくは1質量部〜20質量部含有する。このような添加量とすることにより、軽量で強度に優れる発泡成形体を提供することが可能となる。
上記の樹脂組成物から発泡成形体を製造する方法としては、例えば、射出発泡成形、プレス発泡成形などの公知の方法を採用することができる。このうち、射出発泡成形により成形することが好ましい。
射出発泡成形は、射出成形装置の金型が形成するキャビティ内に、上記の樹脂組成物に後述する発泡剤を溶解させた溶融状樹脂組成物を充填して、キャビティ内で溶融樹脂を発泡させ、次いで発泡した溶融樹脂を冷却、固化させる方法である。
この射出発泡成形において、樹脂組成物を発泡させる方法は、特に限定されるものでない。例えば、所謂コアバック成形法のように、キャビティ壁面を後退させてキャビティ容積を拡大することにより、発泡剤のガスを膨張させキャビティ内に充填された溶融状樹脂組成物を発泡させる方法が挙げられる。
なお、キャビティへの溶融状樹脂組成物の注入量は、注入終了直後の時点でキャビティ容積すべてが樹脂で充満される量であることが好ましい。
本熱可塑性樹脂発泡成形体の形状は、特に限定されず、公知の如何なる形状のものであってもよい。
不活性ガスとしては、例えば、二酸化炭素、窒素、アルゴン、ネオン、ヘリウム、酸素等が挙げられる。これらは、単独又は2種類以上を併用してもよい。これらの中で、二酸化炭素、窒素、を用いることが好ましい。
このような添加量とすることにより、得られる発泡成形体の平均気泡径及び気泡密度等を所望の値とすることが可能となる。なお、発泡剤の含有量が上記の範囲を外れる場合には成形コスト、成形圧力が増加する可能性がある。
(1)プロピレン単独重合体(A−1)
住友化学株式会社製「商品名:X101A」
MFR:40(g/10分)
(2)プロピレン−(プロピレン−エチレン)共重合体(A−2)
住友化学株式会社製「商品名:WPX5343」
MFR:50(g/10分)
ユニチカ株式会社製「商品名:テラマック TE−4000」
住友化学株式会社製「商品名:ボンドファースト E」
MFR(190℃):3(g/10分)
グリシジルメタアクリレートに由来する単量体単位含有量:12質量%
(5)エチレン−ブテン共重合体ゴム(E)
住友化学株式会社製「商品名:CX5505」
密度:0.878(g/cm3)
MFR(190℃):14(g/10分)
発泡剤としてアゾジカルボンアミドを用いた。
三協化成製「商品名:MB−31」
発泡剤として重曹系発泡剤を用いた。
三協化成製「商品名:MB3274」
(1)メルトフローレイト(MFR)
JIS K7210に準拠して、プロピレンから誘導される繰り返し単位を主成分とする樹脂については、温度230℃、荷重21.2Nなる条件で測定した。
プレスシートを作成し、赤外吸収スペクトルの特性吸収の吸光度を厚さで補正して、検量線法により求めた。なお、グリシジルメタアクリレート特性吸収としては、910cm-1のピークを用いた。
発泡成形体の密度は、比重計(ミラージュ貿易株式会社製、電子比重計EW−200SG)で比重を測定し、純水の密度を1.0g/cm3として求めた。
発泡成形体の発泡倍率は、上記の密度測定法により測定された樹脂組成物の密度及び発泡成形体の密度について、該樹脂組成物の密度を発泡成形体の密度で除して求めた。
発泡成形体を切断して、その断面を顕微鏡(スカラ株式会社製、デジタル現場顕微鏡DC−3)にて観察し、発泡断面を撮影し、発泡成形体両面のスキン層の厚みを測定し、平均値を求めた。
上記で撮影した発泡断面で、スキン層近傍と発泡層中央部で任意の500μm角の正方形を選び出し、各正方形中の気泡径を測定し平均した。
上記で撮影した発泡断面で、上記の正方形中の気泡数をカウントし、1cm2当りの気泡数に換算した後、1.5乗することによって気泡密度を計算した。
発泡成形体を10個成形した時点の金型の成形品と接触する面に付着物がついていないものを○とし、付着物がついているものを×とした。
発泡成形体の衝撃値はHIGH RATE IMPACT TESTER(Reometrics.inc製)により、測定条件としては1/2インチのダート径で、速度の5m/secにより3インチのリングにより固定したサンプルを打ち抜き変位と荷重の波形を測定した。その後、衝撃に要するエネルギー値を算出した。
発泡成形体を次の方法で製造した。
50mmφ二軸混練押出機(東芝機械社製TEM50A)を用い、表1に示す割合、フィード方法で、シリンダ温度は190℃に設定し、押出量50kg/hr、スクリュ回転数200rpmで、発泡用熱可塑性樹脂組成物のペレットを得た。
このペレットを用い、射出成形機として、エンゲル社製ES2550/400HL−MuCell(型締力400トン)、金型として、図1に示した、成形品部寸法が290mm×370mm、高さ45mm、厚み2mmtの箱型形状(ゲート構造:バルブゲート、発泡成形体中央部分)を有するものを用いて発泡成形を実施した。発泡剤としては、表1に示すとおりADCA系発泡剤の所定量を試験する発泡用熱可塑性樹脂組成物と混合し、成形温度200℃、型温20℃で、金型内にフル充填するように射出し、保圧を掛けずに射出充填後0.5秒経過した後、金型のキャビティを拡大し同溶融樹脂を発泡させ、次いで発泡樹脂を冷却・固化して発泡成形体を得、評価を行った。結果を表1に示す。
表1に記載した発泡剤以外は、実施例と同様の方法で評価した。
10a,10b スキン層
20 発泡層
21 気泡
Claims (3)
- プロピレン系重合体(A)と、ポリ乳酸系樹脂(B)と、エポキシ基を含有するエチレン系重合体(C)及び/又はα,β−不飽和グリシジルエステルがグラフトされてなる変性プロピレン系重合体(D)と、を含有する樹脂組成物を成形してなる発泡成形体であって、
密度が0.95g/cm3以下であり、かつ、
表裏2層のスキン層と、これらのスキン層との間に配置され、複数の気泡を有する発泡層と、からなり、
前記スキン層の単層の厚さは100μm以上であり、
前記発泡層中の前記複数の気泡の平均気泡径は、500μm以下であり、
前記発泡層中の気泡密度は、5×104個/cm3〜1×107個/cm3であることを特徴とする発泡成形体。 - 前記樹脂組成物中の前記プロピレン系重合体(A)の含有量は、10質量%〜90質量%であり、前記ポリ乳酸系樹脂(B)の含有量は、90質量%〜10質量%であり、
前記エポキシ基を含有するエチレン系重合体(C)及び/又は前記α,β−不飽和グリシジルエステルがグラフとされてなる変性プロピレン系重合体(D)の含有量は、前記プロピレン系重合体(A)及び前記ポリ乳酸系樹脂(B)100質量部に対し、1質量%〜80質量部である請求項1に記載の発泡成形体。 - 射出成形法により成形されるものである請求項1又は2に記載の発泡成形体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007323131A JP2009144061A (ja) | 2007-12-14 | 2007-12-14 | 発泡成形体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007323131A JP2009144061A (ja) | 2007-12-14 | 2007-12-14 | 発泡成形体 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009144061A true JP2009144061A (ja) | 2009-07-02 |
Family
ID=40915051
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007323131A Pending JP2009144061A (ja) | 2007-12-14 | 2007-12-14 | 発泡成形体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009144061A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013014681A (ja) * | 2011-07-04 | 2013-01-24 | Jsp Corp | 自動車装備部品 |
| JPWO2014132905A1 (ja) * | 2013-02-26 | 2017-02-02 | 三菱レイヨン株式会社 | 熱可塑性樹脂成形体及びその製造方法、熱可塑性樹脂導光体、光源装置並びに液晶表示装置 |
| JP2017078108A (ja) * | 2015-10-20 | 2017-04-27 | コニカミノルタ株式会社 | 発泡成形体およびその製造方法、並びに、発泡成形体用樹脂材料の製造方法 |
| JP2019089891A (ja) * | 2017-11-13 | 2019-06-13 | 株式会社プライムポリマー | 発泡成形体及びその製造方法 |
| CN121268514A (zh) * | 2025-02-12 | 2026-01-06 | 西川橡胶工业股份有限公司 | 挡风雨条 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005035656A1 (ja) * | 2003-10-09 | 2005-04-21 | Unitika Ltd. | 樹脂組成物、その成形体及びその製造方法 |
| JP2007106843A (ja) * | 2005-10-12 | 2007-04-26 | Mitsui Chemicals Inc | 乳酸系樹脂組成物 |
| JP2007161853A (ja) * | 2005-12-13 | 2007-06-28 | Ricoh Co Ltd | プラスチック成形品及びその製造方法 |
| JP2007277444A (ja) * | 2006-04-10 | 2007-10-25 | Sumitomo Chemical Co Ltd | 樹脂組成物 |
-
2007
- 2007-12-14 JP JP2007323131A patent/JP2009144061A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005035656A1 (ja) * | 2003-10-09 | 2005-04-21 | Unitika Ltd. | 樹脂組成物、その成形体及びその製造方法 |
| JP2007106843A (ja) * | 2005-10-12 | 2007-04-26 | Mitsui Chemicals Inc | 乳酸系樹脂組成物 |
| JP2007161853A (ja) * | 2005-12-13 | 2007-06-28 | Ricoh Co Ltd | プラスチック成形品及びその製造方法 |
| JP2007277444A (ja) * | 2006-04-10 | 2007-10-25 | Sumitomo Chemical Co Ltd | 樹脂組成物 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013014681A (ja) * | 2011-07-04 | 2013-01-24 | Jsp Corp | 自動車装備部品 |
| JPWO2014132905A1 (ja) * | 2013-02-26 | 2017-02-02 | 三菱レイヨン株式会社 | 熱可塑性樹脂成形体及びその製造方法、熱可塑性樹脂導光体、光源装置並びに液晶表示装置 |
| JP2017078108A (ja) * | 2015-10-20 | 2017-04-27 | コニカミノルタ株式会社 | 発泡成形体およびその製造方法、並びに、発泡成形体用樹脂材料の製造方法 |
| JP2019089891A (ja) * | 2017-11-13 | 2019-06-13 | 株式会社プライムポリマー | 発泡成形体及びその製造方法 |
| CN121268514A (zh) * | 2025-02-12 | 2026-01-06 | 西川橡胶工业股份有限公司 | 挡风雨条 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100378313B1 (ko) | 올레핀계의 열가소성 엘라스토머발포체의 제조방법 | |
| JP4111417B2 (ja) | ポリプロピレン系樹脂発泡粒子及び型内成型体 | |
| CN101809073B (zh) | 发泡用聚丙烯类树脂组合物和使用该树脂组合物的注射发泡成型体的制造方法 | |
| JP2009144061A (ja) | 発泡成形体 | |
| EP0918066B1 (en) | Shock absorbing material | |
| JP2002283382A (ja) | ポリプロピレン発泡成形体の製造方法および発泡成形体 | |
| JP2003253084A (ja) | ポリプロピレン樹脂組成物およびその発泡成形体 | |
| JP4465898B2 (ja) | 発泡成形品の製造方法 | |
| JPWO1998006777A1 (ja) | 衝撃吸収材 | |
| JP5548353B2 (ja) | ポリプロピレン系樹脂組成物およびその製造方法、ならびに、発泡成形体 | |
| JP2002292675A (ja) | ポリプロピレン発泡成形体の製造方法および発泡成形体 | |
| JP2013231099A (ja) | プロピレン系重合体、プロピレン系重合体組成物、予備発泡粒子発泡成形体、射出発泡成形体およびそれらの製造方法 | |
| JP2015083651A (ja) | ポリ乳酸系樹脂組成物およびそれからなる発泡体 | |
| JP2009001772A (ja) | ポリプロピレン系樹脂射出発泡成形体 | |
| JP2000178372A (ja) | 発泡性ペレット、射出発泡成形体、および射出発泡成形体の製造方法 | |
| JP2009144064A (ja) | 成形体の製造方法 | |
| JP3808843B2 (ja) | 改質ポリプロピレン系樹脂組成物の製造方法および該樹脂組成物の発泡体 | |
| JP4963266B2 (ja) | ポリプロピレン系樹脂射出発泡成形体 | |
| JP7631544B2 (ja) | プロピレン系樹脂組成物およびその用途 | |
| JP2004149688A (ja) | ポリプロピレン樹脂発泡成形体の製造方法および発泡成形体 | |
| JP2009144063A (ja) | 発泡成形体の製造方法 | |
| JP2009144062A (ja) | 発泡成形体の製造方法 | |
| JP2001164021A (ja) | ポリエチレン系樹脂発泡体 | |
| JP2002307473A (ja) | 発泡成形体の製造方法 | |
| JP2011094068A (ja) | 射出発泡成形用ポリプロピレン系樹脂組成物及び該樹脂組成物からなる射出発泡成形体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101104 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120413 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120417 |
|
| A521 | Written amendment |
Effective date: 20120607 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130226 |