JP2009155172A - ガラス繊維積層体及び真空断熱材 - Google Patents
ガラス繊維積層体及び真空断熱材 Download PDFInfo
- Publication number
- JP2009155172A JP2009155172A JP2007336447A JP2007336447A JP2009155172A JP 2009155172 A JP2009155172 A JP 2009155172A JP 2007336447 A JP2007336447 A JP 2007336447A JP 2007336447 A JP2007336447 A JP 2007336447A JP 2009155172 A JP2009155172 A JP 2009155172A
- Authority
- JP
- Japan
- Prior art keywords
- glass
- spinner
- glass fiber
- fiber
- heat insulating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25D—REFRIGERATORS; COLD ROOMS; ICE-BOXES; COOLING OR FREEZING APPARATUS NOT OTHERWISE PROVIDED FOR
- F25D2201/00—Insulation
- F25D2201/10—Insulation with respect to heat
- F25D2201/14—Insulation with respect to heat using subatmospheric pressure
Landscapes
- Thermal Insulation (AREA)
- Refrigerator Housings (AREA)
- Laminated Bodies (AREA)
- Manufacture, Treatment Of Glass Fibers (AREA)
- Nonwoven Fabrics (AREA)
Abstract
【解決手段】平均繊維径が2〜5μmのガラス繊維からなり、ショットの混入率が0.5質量%以下で、かつショットの平均粒径が150μm以下であって、500μm以上の繊維長を有するガラス繊維の割合が80%以上であるガラス繊維積層体を芯材とし、該芯材を外被材で被覆した内部を減圧密閉してなり、この状態の芯材の密度が100〜400kg/m3である真空断熱材。
【選択図】図1
Description
(1)遠心法により得られる平均繊維径2〜5μmのガラス繊維からなるガラス繊維積層体であって、該積層体のショットの混入率が0.1質量%以下であり、かつ該ショットの平均粒径が150μm以下であることを特徴とするガラス繊維積層体。
(2)500μm以上の繊維長を有するガラス繊維の割合が80質量%以上である上記(1)のガラス繊維積層体。
(3)遠心法により得られる平均繊維径が2〜5μmのガラス繊維からなり、ショットの混入率が0.1質量%以下で、かつショットの平均粒径が150μm以下であり、500μm以上の繊維長を有するガラス繊維の割合が80質量%以上であるガラス繊維積層体を芯材とし、該芯材を外被材で被覆した内部が減圧され、減圧されたときの芯材の密度が100〜400kg/m3であることを特徴とする真空断熱材。
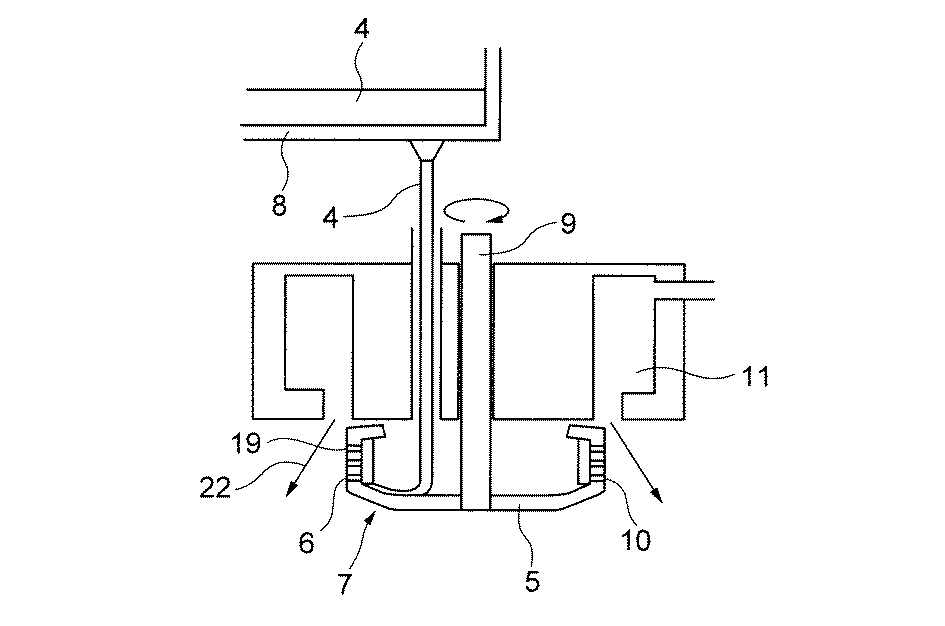
(4)側壁部に複数のオリフィスが高さ方向に複数段配設されているスピナーを回転させて、スピナー内に供給された溶融ガラスを遠心力でオリフィスから繊維状ガラスとして排出させ、排出された繊維状ガラスに圧縮気流を吹きつけて延伸し細繊維化するガラス繊維積層体の製造方法であって、前記スピナーのオリフィスの平均径が0.3〜0.9mmであって、かつ一段当たりのオリフィス個数/オリフィスの段数が14〜40であり、前記溶融ガラスの温度が1025〜1150℃で、前記溶融ガラスの粘性が500〜2000ポイズであって、スピナー内に供給される前記溶融ガラスの量が1時間当たり350〜600kgであることを特徴とするガラス繊維積層体の製造方法。
(5)スピナー側壁部の表面温度を下部より上部を高くし、かつ上部の表面温度と下部の表面温度との温度差を20〜100℃に制御する上記(4)のガラス繊維積層体の製造方法。
(6)スピナーの直径が8〜14インチであって、該スピナーを35〜55m/sの周速度で回転させる上記(4)または(5)に記載のガラス繊維積層体の製造方法。
(7)ガラス繊維のガラス組成が酸化物基準のガラス成分として、SiO2+Al2O3が55〜75質量部、B2O3が0〜12質量部、Na2O+K2Oが10〜22質量部、MgO+CaOが6〜18質量部を含有する上記(4)〜(6)のいずれかのガラス繊維積層体の製造方法。
(1)ガラス繊維積層体の任意な点からランダムに所定量のガラス繊維を抜き取る。
(2)抜き取った繊維を乳鉢等で粉砕する。
(3)粉砕したガラス繊維について、「長さ」と「径」を画像処理装置により計測する。このとき、繊維径はガラス繊維1本につき少なくとも一箇所を測定する。1本につき複数箇所の径を測る場合は、それらの平均とする。
(4)上記の計測を200〜500本のガラス繊維について行い、平均繊維径は次式によりこれらの長さ(L)と径(A)との加重平均値として算定する。
(A1L1+A2L2+・・・AnLn)/(L1+L2+・・・Ln)
ガラス繊維積層体の断熱性能をよくするのには、繊維の配勾ができるだけ平行であり、かつ繊維径は小さい方が好ましいが、繊維径が2μm未満であると、細繊維化に精緻な条件が求められ生産性が低下するとともに、細繊維化時の繊維状ガラスの温度が上昇することによって、ショットの発生率が高くなるので好ましくない。また、繊維径が5μmより大きくなると、断熱性が低下するために薄くて断熱性能が優れたガラス繊維積層体が得られ難くなる。繊維径が2〜5μmであれば、ショットが少ない断熱性に優れたガラス繊維積層体を経済的に製造でき、該ガラス繊維積層体は特に真空断熱材用として適している。
(1)ショットが混入しているグラスウールを、例えば電気炉で約600℃に加熱し、ガラス繊維に付着しているバインダー等を取り除く。
(2)バインダー等が取り除かれたグラスウールを加圧クラッシュ(予備粉砕)する。具体的には、焼いたグラスウールを例えばステンレス平板上において、ステンレス丸棒にて前後左右に加圧しながら転がして粉砕する。
(3)予め容器重量(W1)を測定しておいた容器に、予備粉砕した試料約10gを入れて容器ごとの重量(W2)を正確に計量する。
(4)計量後、容器に水を200cc程度入れた後、例えばマグネットスターラーにて30分微粉砕する。
(5)微粉砕後、水中沈殿法によって、ショットを分離する。具体的には、微粉砕後、水を注入して撹拌し白濁した上澄み液を捨て、さらに繰り返し水を入れては上澄み液を捨て、上澄み液が透明になるまでこれを繰り返し、最後にアセトンを入れて分取する。
(6)次いでアセトンを風乾し、さらに水分を蒸発乾燥させる。
(7)乾燥後、常温に戻してから容器ごと全体の重量(W3)を測定する。
(8)容器内のショットを全て採取し、容器の重量(W4)を再測定する。
(9)ショットの混入率を次式により算出する。
また、ガラス繊維積層体中におけるショットの大きさは、ガラス繊維のガラス組成や細繊維化条件などによって変わり限定されない。しかし、大きなショットはガラス繊維積層体の断熱性能や品質に重大な弊害を与えるので、発生を抑えできるだけ混入を回避する。本発明において、ショットの大きさは平均粒径によって特定することができる。ここで、ショットの粒径は、ガラス繊維から採取したショットからランダムサンプリングし、該ショットについて縦方向、横方向、高さ方向の最大寸法を測定し、これらの平均値として求めることができる。この測定は画像処理装置によって得られる。ショットの平均粒径はこのようにして算出した粒径の平均値である。
90%以上であればより好ましい。繊維長の測定と500μm以上の繊維長を有するガラス繊維の本数割合は、次の方法によって求めることができる。
ガラス組成がSiO2:64質量%、Al2O3:2質量%、B2O3:5質量%、Na2O+K2O:16質量%、MgO+CaO:13質量%の溶融ガラスから、遠心法ガラス繊維製造装置を用いて表1の条件で実施例1、2、及び比較例1乃至5のガラス繊維積層体(グラスウール)をそれぞれ製造した。次いで、製造された各ガラス繊維積層体の(a)平均繊維径、(b)ショットの混入率、(c)ショットの平均粒径、(d)ガラス繊維の繊維長を測定した。その結果を表1に示す。
実施例1のガラス繊維積層体を複数枚積層して、圧縮時の密度が240Kg/m3となる真空断熱材用の芯材を得た。該芯材を真空断熱材用のガスバリアー性の高い袋状外被材内に挿入し、真空シール装置にて袋内の圧力が2.5Paとなるようにガスを吸引し、袋の開口部を加熱圧着し、厚さ11mm、密度240Kg/m3の本発明の真空断熱材を得た(実施例3)。また、実施例2及び比較例1、3、4のガラス繊維積層体を用いて、上記実施例3と厚さ、密度が同じ真空断熱材を作製した(実施例4、比較例6〜8)。
3:外被材、 4:溶融ガラス、
5:底部、 6:側壁部、
7:スピナー、 8:フォアハース、
9:軸体、 10:オリフィス、
11:延伸バーナー装置、 12:燃焼ガス吹出口、
13:バーナー、 14:ノズル、
15:圧縮気流、 16:ガラス繊維、
17:ショット、 18:気流噴射装置、
19:繊維状ガラス、 20:噴射口、
22:燃焼ガス気流
Claims (7)
- 遠心法により得られる平均繊維径が2〜5μmのガラス繊維からなるガラス繊維積層体であって、該ガラス繊維積層体のショットの混入率が0.5質量%以下であり、かつ該ショットの平均粒径が150μm以下であることを特徴とするガラス繊維積層体。
- 500μm以上の繊維長を有するガラス繊維の割合が80質量%以上である請求項1に記載のガラス繊維積層体。
- 遠心法により得られる平均繊維径が2〜5μmのガラス繊維からなり、ショットの混入率が0.5質量%以下で、かつ該ショットの平均粒径が150μm以下であって、500μm以上の繊維長を有するガラス繊維の割合が80質量%以上であるガラス繊維積層体を芯材とし、該芯材を外被材で被覆した内部が減圧され、減圧されたときの芯材の密度が100〜400kg/m3であることを特徴とする真空断熱材。
- 側壁部に複数のオリフィスが高さ方向に複数段配設されているスピナーを回転させて、スピナー内に供給された溶融ガラスを遠心力でオリフィスから繊維状ガラスとして排出させ、排出された繊維状ガラスに圧縮気流を吹きつけて延伸し細繊維化するガラス繊維積層体の製造方法であって、
前記スピナーのオリフィスの平均径が0.3〜0.9mmであって、かつ一段当たりのオリフィス個数/オリフィス段数の比率が14〜40であり、
前記溶融ガラスの温度が1025〜1150℃で、前記溶融ガラスの粘性が500〜2000ポイズであって、スピナー内に供給される前記溶融ガラスの量が1時間当たり350〜600kgであることを特徴とするガラス繊維積層体の製造方法。 - スピナー側壁部の表面温度を下部より上部を高くし、かつ上部の表面温度と下部の表面温度との温度差を20〜100℃に制御する請求項4に記載のガラス繊維積層体の製造方法。
- スピナーの直径が8〜14インチであって、該スピナーを35〜55m/sの周速度で回転させる請求項4または5に記載のガラス繊維積層体の製造方法。
- ガラス繊維のガラス組成が酸化物基準のガラス成分として、SiO2+Al2O3が55〜75質量部、B2O3が0〜12質量部、Na2O+K2Oが10〜22質量部、MgO+CaOが6〜18質量部を含有する請求項4〜6のいずれかに記載のガラス繊維積層体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007336447A JP2009155172A (ja) | 2007-12-27 | 2007-12-27 | ガラス繊維積層体及び真空断熱材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007336447A JP2009155172A (ja) | 2007-12-27 | 2007-12-27 | ガラス繊維積層体及び真空断熱材 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009155172A true JP2009155172A (ja) | 2009-07-16 |
Family
ID=40959574
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007336447A Pending JP2009155172A (ja) | 2007-12-27 | 2007-12-27 | ガラス繊維積層体及び真空断熱材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009155172A (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011241988A (ja) * | 2010-05-14 | 2011-12-01 | Hitachi Appliances Inc | 断熱箱体および冷蔵庫 |
| CN103742757A (zh) * | 2013-09-11 | 2014-04-23 | 太仓派欧技术咨询服务有限公司 | 一种玻璃纤维芯材浆料的制备装置及其制备方法 |
| WO2014171450A1 (ja) * | 2013-04-18 | 2014-10-23 | 株式会社エンプラス | 繊維強化樹脂歯車 |
| CN104372523A (zh) * | 2013-08-12 | 2015-02-25 | 苏州维艾普新材料股份有限公司 | 一种淋膜聚乙烯pe的玻纤毡 |
| CN104373767A (zh) * | 2013-08-12 | 2015-02-25 | 苏州维艾普新材料股份有限公司 | 一种超层结构超细离心玻璃纤维干法芯材 |
| WO2018052150A1 (ja) | 2016-09-16 | 2018-03-22 | マグ・イゾベール株式会社 | グラスウール及びそれを用いた真空断熱材 |
| KR20190049734A (ko) | 2016-09-20 | 2019-05-09 | 쌩-고벵 이조베르 | 무기 섬유 적층체, 그를 이용한 진공 단열재, 및 그 제조 방법 |
| EP3835276A1 (en) | 2019-12-10 | 2021-06-16 | Saint-Gobain Isover | Method for producing mineral wool composites |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6039464A (ja) * | 1983-07-12 | 1985-03-01 | イゾヴエール・サン・ゴーバン | ガラス材料繊維からなるフエルト |
| JPH09295824A (ja) * | 1996-04-26 | 1997-11-18 | Asahi Fiber Glass Co Ltd | 溶融ガラス繊維化用スピナー |
| JP2002518282A (ja) * | 1998-06-12 | 2002-06-25 | サン−ゴバン・イソベール | ミネラルファイバに遠心力を利用する装置および方法 |
| JP2004052774A (ja) * | 2002-05-31 | 2004-02-19 | Matsushita Refrig Co Ltd | 真空断熱材、およびそれを用いた冷凍機器、冷温機器、ならびに真空断熱材芯材とその製造方法 |
| JP2004060794A (ja) * | 2002-07-30 | 2004-02-26 | Matsushita Refrig Co Ltd | 真空断熱材とその芯材の製造方法 |
| WO2005024107A2 (ja) * | 2003-09-03 | 2005-03-17 | Paramount Glass Mfg Co Ltd | グラスウール成形体とその成形方法 |
| JP2005265038A (ja) * | 2004-03-18 | 2005-09-29 | Nippon Sheet Glass Co Ltd | 真空断熱材及び真空断熱材用無機繊維シートの製造方法 |
| JP2007057095A (ja) * | 2005-07-08 | 2007-03-08 | Matsushita Electric Ind Co Ltd | 真空断熱材及び断熱材 |
| JP2007182991A (ja) * | 2005-12-08 | 2007-07-19 | Matsushita Electric Ind Co Ltd | 真空断熱材及びガラス繊維 |
-
2007
- 2007-12-27 JP JP2007336447A patent/JP2009155172A/ja active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6039464A (ja) * | 1983-07-12 | 1985-03-01 | イゾヴエール・サン・ゴーバン | ガラス材料繊維からなるフエルト |
| JPH09295824A (ja) * | 1996-04-26 | 1997-11-18 | Asahi Fiber Glass Co Ltd | 溶融ガラス繊維化用スピナー |
| JP2002518282A (ja) * | 1998-06-12 | 2002-06-25 | サン−ゴバン・イソベール | ミネラルファイバに遠心力を利用する装置および方法 |
| JP2004052774A (ja) * | 2002-05-31 | 2004-02-19 | Matsushita Refrig Co Ltd | 真空断熱材、およびそれを用いた冷凍機器、冷温機器、ならびに真空断熱材芯材とその製造方法 |
| JP2004060794A (ja) * | 2002-07-30 | 2004-02-26 | Matsushita Refrig Co Ltd | 真空断熱材とその芯材の製造方法 |
| WO2005024107A2 (ja) * | 2003-09-03 | 2005-03-17 | Paramount Glass Mfg Co Ltd | グラスウール成形体とその成形方法 |
| JP2005265038A (ja) * | 2004-03-18 | 2005-09-29 | Nippon Sheet Glass Co Ltd | 真空断熱材及び真空断熱材用無機繊維シートの製造方法 |
| JP2007057095A (ja) * | 2005-07-08 | 2007-03-08 | Matsushita Electric Ind Co Ltd | 真空断熱材及び断熱材 |
| JP2007182991A (ja) * | 2005-12-08 | 2007-07-19 | Matsushita Electric Ind Co Ltd | 真空断熱材及びガラス繊維 |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011241988A (ja) * | 2010-05-14 | 2011-12-01 | Hitachi Appliances Inc | 断熱箱体および冷蔵庫 |
| WO2014171450A1 (ja) * | 2013-04-18 | 2014-10-23 | 株式会社エンプラス | 繊維強化樹脂歯車 |
| JPWO2014171450A1 (ja) * | 2013-04-18 | 2017-02-23 | 株式会社エンプラス | 繊維強化樹脂歯車 |
| US10012303B2 (en) | 2013-04-18 | 2018-07-03 | Enplas Corporation | Fiber-reinforced resin gear |
| CN104372523A (zh) * | 2013-08-12 | 2015-02-25 | 苏州维艾普新材料股份有限公司 | 一种淋膜聚乙烯pe的玻纤毡 |
| CN104373767A (zh) * | 2013-08-12 | 2015-02-25 | 苏州维艾普新材料股份有限公司 | 一种超层结构超细离心玻璃纤维干法芯材 |
| CN103742757A (zh) * | 2013-09-11 | 2014-04-23 | 太仓派欧技术咨询服务有限公司 | 一种玻璃纤维芯材浆料的制备装置及其制备方法 |
| WO2018052150A1 (ja) | 2016-09-16 | 2018-03-22 | マグ・イゾベール株式会社 | グラスウール及びそれを用いた真空断熱材 |
| KR20190049734A (ko) | 2016-09-20 | 2019-05-09 | 쌩-고벵 이조베르 | 무기 섬유 적층체, 그를 이용한 진공 단열재, 및 그 제조 방법 |
| EP3835276A1 (en) | 2019-12-10 | 2021-06-16 | Saint-Gobain Isover | Method for producing mineral wool composites |
| WO2021116097A1 (en) | 2019-12-10 | 2021-06-17 | Saint-Gobain Isover | Method for producing mineral wool composites |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2009155172A (ja) | ガラス繊維積層体及び真空断熱材 | |
| US20240391818A1 (en) | Product based on mineral fibers and process for obtaining it | |
| RU2358919C2 (ru) | Продукт на основе минеральных волокон, устройство для получения волокон и способ получения | |
| TWI278439B (en) | Process and device for formation of mineral wool and mineral wool products produced thereby | |
| AU2012235435B2 (en) | Method for manufacturing bio-soluble inorganic fiber | |
| CZ281392B6 (cs) | Způsob vytváření minerálních vláken | |
| CN108473357A (zh) | 用于形成熔体成型无机纤维的器械和方法 | |
| FR2801301A1 (fr) | Procede et dispositif de formation de laine minerale par centrifugation interne | |
| US20250084635A1 (en) | Product comprising a mineral wool to be blown | |
| KR19990008314A (ko) | 불규칙적으로 형상된 유리 섬유 및 유리 섬유 절연체 | |
| CN108002699A (zh) | 一种易打浆分散的超细玻璃微纤维离心喷吹法成纤工艺 | |
| HRP970032A2 (en) | Process and device for the free centrifuging of mineral fibres | |
| Song et al. | Fabrication and characterization of slag fiber by melt extraction | |
| JP2012214956A (ja) | 生体溶解性無機繊維の製造方法 | |
| JP2013067940A (ja) | 生体溶解性無機繊維の製造方法 | |
| AU2002247714A1 (en) | Process and device for formation of mineral wool and mineral wool products |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101126 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120517 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120522 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120719 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130326 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130716 |